卷绕J4机胶位间距改善前后对比分析
精梳机常见故障分析与修理分解
精梳机常见机械故障的分析及修理第一部分车前部分故障分析及修理一、粘卷现象:棉卷在运转喂给中,在两边或一边有部分棉层粘在卷上,影响棉卷正常喂入量,严重时棉网变窄,车面棉条变细,有时会出现慢停车,增加重量不匀。
原因分析:1.棉纤维弹性较差或预并道数太多或牵伸倍数过大,使棉卷“烂熟”,容易造成棉层间的粘连。
2.条卷机棉卷加压压力过重,使卷层受压过大,造成卷层粘附。
3.棉卷在精梳机中涌卷,造成退卷不爽。
4.条卷值车工在运输过程中操作不当,造成棉卷两端发毛,退卷时发生粘连。
5.车间湿度太,棉卷中纤维含水率过高。
6.条卷机成形不良,小卷端面不平整。
修理方法:1.合理配置精梳准备工艺,采用较小的总牵伸倍数。
2.减少精梳机涌卷。
3.加强操作检查。
4.合理调整车间温湿度。
5.修理条卷机,使成形良好。
二、涌卷现象:小卷在喂入运动中,从棉卷罗拉到上下给棉罗拉之间出现多喂涌皱的现象,一般涌皱多见于左端,即上给棉罗拉没能棘轮的一端,有时也发生在左右两端同时涌皱隆起的现象。
有一只眼涌卷的,也有六眼同时涌卷的。
原因分析:1.一端涌皱的原因:1)上给棉罗拉加压盖与下给棉罗拉布司间隙过大,加压太小,在棘扑撑动过程式,因棘轮一端受力撑动,造成另一端生产扭曲运动,而影响正常给棉量。
2)下给棉罗拉布司间嵌塞棉纤维,或两给棉罗拉中有一端绕花或嵌杂,造成罗拉咬合松驰,给棉不正常。
3)上下给核同质异能素罗拉中有一端与下钳唇隔距不准,有偏斜,造成上下给棉罗拉沟槽啮合不良,有滑溜现象,影响正常给棉。
4)上下给棉罗拉两端直径有明显差异,直径小的一端给棉少而引起棉层涌皱。
2.个别眼两端涌卷的原因:1)上下给棉罗拉沟槽太浅或外径明显变细,使给棉量减少。
2)给棉罗拉棘爪已被磨秃,引起撑给动作失常。
3)上下给棉罗拉钳花,使给棉罗拉回转不灵活,影响给棉。
4)导卷板大幅度小跳动,造成棉卷意外伸长产生涌皱。
5)改工艺或修理过程中造成个别眼给棉棘轮齿数错,如12齿换成10齿,给棉量不正常。
ZB47包装机条烟提升输送装置的改进设计
2021.13科学技术创新ZB47包装机条烟提升输送装置的改进设计王林鹏李钊冯明张庆元(山东中烟工业有限责任公司青州卷烟厂,山东青州262500)ZJ112/ZB47高速机组是青州卷烟厂卷包车间生产自主牌号的主力机型,该机组由上海烟机厂从意大利GD 公司技术引进,进而国产化的一组高速机[1]。
ZB47生产能力达到每分钟550包[2]。
卷烟条封完成后通过烟条输送装置将条盒输送至提升器,再通过提升器将烟条输往水平式高架输送线,最后由封箱机完成封箱。
宝鸡卷烟厂常建宏[3]对ZB47包装机烟包输出通道进行了改进,提高了双通道温度来加速烟包盒皮粘贴胶快速干燥。
济南卷烟厂张成鹏[4]选用麦粒状压纹工艺导板代替烟包通道底部输送带,对烟包输出通道进行了改进。
保证烟包进入气流提升装置的速度。
上海卷烟厂钟明[5]对FOCKE-ZB48条烟堆叠装置进行探索,通过对条烟堆叠机构的改进,有效地解决了原条烟提升装置存在的问题。
玉溪卷烟厂张凌[6]对GDX500包装机烟条输送装置故障频次高的问题展开讨论,采用圆带传动的改进方案,将原有齿形带传动方式改为圆带传动,效果显著。
厦门烟草工业黄城宝[7]针对YB95包装机条烟输送通道堵塞问题,提出了对条烟推送装置的改进设计,减少条烟堵塞挤伤,效果良好。
1问题及原因分析ZJ112/ZB47高速机组是卷包车间主力机型,而条烟输送是卷烟成箱的重要环节,ZB47包装机条烟由条包美容器美容后经条烟提升输送装置送至欧亨带,在实际生产运行过程中,经常发生停带及条烟堵塞,影响了生产效率,造成了材料的浪费,究其原因在于条烟提升器的设计不尽合理[6]。
原有条烟提升器组成:主要部件由两个光电检测器、五个小型电机带动的五根橡胶输送辊、一个位与提升器正下方的气缸组成。
设备易损坏且反应不够灵敏,主要存在以下问题:1.1小型电机的通电运转与气缸的充气顶升存在时间差原因分析:输送过程中,五个小型电机的通电运转与气缸的充气顶升同时依靠光电检测开关检测到条烟之后所输送的信号。
解决打孔接装纸使用过程中的带胶缺陷
解决打孔接装纸使用过程中的带胶缺陷围绕低焦油卷烟的开发,引发打孔接装纸的广泛使用。
一方面提高了卷烟的透气度及降低了焦油含量。
另一方面却因为接装纸打孔处的渗胶,影响接装纸卷烟的生产效率和质量。
设计PROTOS70机组接装纸涂胶相位调整机构,并对导纸滚、补偿辊和控胶辊进行改进,解决了打孔接装纸生产时的带胶缺陷,提高了卷烟生产效率和质量。
标签:打孔接装纸导纸滚;补偿辊;控胶辊;胶线深度;孔排数;孔带距边1 项目背景降焦减害是全球烟草业的趋势,中国卷烟的焦油含量按目前平均值15mg/每支,力争每年再递减0.5mg。
为实现目标,中国烟草商、科研院所正在采取各种手段(如化学、物理降焦等方法),于是打孔接装纸应运而生并广泛使用,取得了显著效果。
但由于打孔处渗胶,造成PROTOS70卷烟机生产效率下降及产品带胶质量缺陷。
因此,探讨打孔接装纸生产过程中渗胶缺陷解決方法,对提高卷烟设备的生产效率具有重要意义。
2 存在的问题打孔接装纸切割时有相位要求,准确调整涂胶相位是设备调整的重点。
如果涂胶相位不准确,上胶位置超前或滞后,接装纸搭口就会因缺胶而搓接不牢。
而且,接装纸上胶面的乳胶通过散孔容易渗透到外表面,粘附在导纸滚、补偿辊、切纸轮、切刀等部件的表面上形成积胶,严重影响打孔接装纸卷烟透气度,并容易造成嘴皱、泡皱、搭口翘边等质量缺陷。
为了查找打孔接装纸容易带胶的原因,实验组对F卷烟无打孔接装纸、H卷烟打孔接装纸使用情况进行跟踪(表1、表2)。
其中H卷烟打孔接装纸技术参数:宽度为70mm,孔排数为3,间距为1 mm,孔带距边20.0-23.0mm(图1)。
都使用胶深为0.0310-0.003的标准胶辊,其中H卷烟控胶辊主要技术数据为:胶宽69mm、胶深0.0310-0.003。
使用H型打孔接装纸生产卷烟时,导纸滚、补偿辊和切纸轮积垢相对较多,清洁频繁,并且随接装纸宽度和打孔孔排数变化而变化。
实验中发现,使用打孔接装纸的烟支还出现接装纸挂烂和咀皱等质量问题。
zj116a型卷接机组卷烟长度调节装置的改进
第32卷第1期湖南文理学院学报(自然科学版) V ol. 32 No. 1 2020年3月 Journal of Hunan University of Arts and Science(Science and Technology) Mar. 2020doi:10.3969/j.issn.1672–6146.2020.01.009ZJ116A型卷接机组卷烟长度调节装置的改进潘恒乐, 王俊(常德烟草机械有限责任公司, 湖南常德, 415000)摘要: 为解决ZJ116A型卷接机组卷烟长度调节过程复杂、调节浮圈晃动以及老化等问题, 对卷烟长度调节装置进行了改进。
设计了刚性靠拢圆盘有效克服了浮圈在运行中晃动, 易老化等缺点; 提供了在线调节卷烟长度功能和调节刻度标识, 简化了调节步骤。
以ZJ116A型卷接机组生产的“白沙(硬)”牌卷烟为对象, 对改进前后的机组进行对比测试。
结果表明: 改进后卷烟长度出现偏差次数减少70%, 每次调节时间缩短了78.3%。
该技术可为提高卷接机组运行效率提供支持。
关键词: ZJ116A型卷接机组; 卷烟长度; 调节装置中图分类号:TS 433 文献标志码: A文章编号: 1672–6146(2020)01–0035–04Modification of cigarette length adjusting device in ZJ116A cigarette makerPan Hengle, Wang Jun(Changde Tobacco Machinery Co Ltd, Changde 415000, China)Abstract: In order to simplify the adjustment for cigarette length, overcome the problems of the floating rings shaking and aging, the cigarette length adjusting device in ZJ116A cigarette maker was modified. The metal discs were designed to solve the problem of the rings shaking and aging.The function of on-line adjusting cigarette length and the marking of adjustment scale were provided, which simplified the adjustment steps. The cigarette brand “Baisha(hard)” was tested on a ZJ116A cigarette maker, the results showed that: the frequency of cigarette length deviation decreased by 70%, the time needed for cigarette length adjusting shortened by 78.3%, This technology provides a support for improving the efficiency of the cigarette makers.Key words: ZJ116A cigarette maker; cigarette length; adjusting device降低卷烟烟气焦油量和烟碱的同时保持卷烟的香味和劲头已成为烟草行业当前的重要研究课题, 而卷烟的长度、吸阻等物理指标是其重要影响因素[1–3]。
YJ212接装机靠拢鼓轮的改进

YJ212接装机靠拢鼓轮的改进摘要:为了解决YJ112接装机生产的卷烟接装纸内存在卷夹烟末的问题,提高卷烟产品的外观合格率,对靠拢鼓轮结构进行了优化改进,在靠拢鼓轮中间位置增加了36个直径5mm吸除烟末的吸风孔,并在托纸钢针块两侧增加了宽度为7mm的斜面引导槽,以便将多余烟丝烟末及时吸走,配风座上加装的阻风条保证鼓轮吸持烟支后,在黏贴接装纸的相位处不干扰纸片的正常输送,实现了去除靠拢鼓轮处烟丝烟末、减少接装纸夹末的功能。
设计利用了设备原有的负压除尘风,基本实现无损改装。
结果表明:改进后的靠拢鼓轮基本实现了去除靠拢鼓轮靠拢过程中飞出的烟丝烟末的功能,解决了YJ212接装机所生产烟支存在接装纸夹末的问题。
关键词:YJ212接装机;靠拢鼓轮;夹末;负压吸风在卷烟生产过程中,滤嘴与卷烟段的接装是最关键的工序之一,滤嘴与卷烟段能否顺利接装直接影响包括烟支长度、吸阻等多项物理指标和烟支外观在内的卷烟产品质量,因此靠拢鼓轮工序顺利进行是卷烟顺利接装的必要前提条件。
但是在实际生产过程中,由于靠拢鼓轮两侧浮圈向内侧挤压推动的作用和鼓轮高速转动的离心作用,光烟段两端总是会掉落细碎的烟丝烟末,并受到鼓轮运转和气流的作用在靠拢鼓轮处无规律的飞散,造成烟丝烟末极易粘附在涂有胶水的接装纸上面。
因为上述问题的存在,卷烟在搓接流程中会出现接装纸内夹杂烟丝烟末的问题,导致接装纸包裹不够光滑平整,影响外观质量,甚至接装纸裹附不良造成卷烟漏气、卷烟滤嘴脱落等更加严重的质量问题,严重影响了YJ212接装机所生产卷烟的产品合格率。
为此,通过改进靠拢鼓轮的结构,增加斜面引导槽和吸风孔等设计,以期利用设备原有的负压吸风减少靠拢鼓轮处的烟丝烟末,从而减少卷烟接装纸夹丝夹末的发生,提高产品质量的稳定性。
1.结构原理1.接装纸切割刀2.浮圈限位压轮3.靠拢鼓轮4.橡胶浮圈5.接装纸切割鼓轮图1 靠拢鼓轮与接装纸切割鼓轮靠拢鼓轮在转动的过程中首先接收来自上游工序的光烟滤嘴组合(由两侧两根光烟段和中间一根双倍长滤嘴段组成,三者间存在一定间隔),靠拢鼓轮在转动的过程中,橡胶浮圈受到外侧两个限位压轮的作用向内压缩,推动光烟段和滤嘴段靠拢在一起,随后将涂有胶水的接装纸前端黏贴在烟嘴组合上,为接下来进入搓接工序完成接装做准备。
ZB45包装机商标纸涂胶轮的优化改进

ZB45包装机商标纸涂胶轮的优化改进摘要:为解决ZB45型包装机生产中存在的商标纸粘贴不牢、折叠不良及输送堵塞等问题,对缺陷问题产生原因进行了分析,并对商标纸涂胶轮涂胶点规格进行了优化改进。
经过生产验证,改进后商标纸涂胶均匀性和稳定性得到提高,实现了产品质量提升。
关键词:ZB45包装机;商标纸涂胶轮;优化改进我厂ZB45包装机生产中小盒商标纸粘贴不牢、折叠不良及输送堵塞等问题出现的频次较高,影响了产品质量。
目前有采用改进涂胶反衬辊,以增强商标纸涂胶均匀性的[2];有采用改进商标纸导向滚压装置,以增强商标包裹质量的办法[4],但这些都无法有效解决。
因此,本文从商标纸涂胶机构的调整入手,通过对涂胶轮涂胶点规格的改进优化,以期达到提高商标纸涂胶均匀性和稳定性、提升产品质量的目的。
1.存在问题小盒商标纸输送过程有堵塞等现象。
主要有:(1)商标纸输送过程出现堵塞或产生划痕;(2)商标纸涂胶不够稳定、均匀,造成小盒翻边、卡纸粘贴不牢等质量问题;(3)涂胶轮、涂胶压轮、商标纸输送轴等部件存在积胶现象;(4)小盒侧面外斜角、粘贴不牢。
2.原因分析观察发现,涂胶轮胶量过小会导致涂胶不均匀,造成小盒侧边粘接不牢、翻盖折叠不良,使烟包在输送过程中出现歪斜现象;涂胶轮胶量过大会导致胶容易被挤压出来,导致商标纸非涂胶区拖胶形成小盒翻盖不易打开的现象,进而引起压轮入口商标纸堵塞、烟包翻转堵塞或停机。
而涂胶轮胶量的一个关键影响因素是涂胶轮上胶点的规格。
因此,本文认为导致ZB45包装机小盒商标纸粘贴不牢、折叠不良、输送堵塞等问题的主要原因是涂胶轮涂胶点规格存在设计缺陷。
3.改进措施3.1涂胶轮两角胶点的改造将涂胶轮两外斜角涂胶点设计为中间略大(直径2.5mm),边沿较小(1.2~1.5mm),即采用中间大,周边小的变直径涂胶点设计方案。
改进后既有效增加两外斜角上的胶量又能防止胶液外溢。
3.2涂胶轮两侧胶点的改造将涂胶轮两侧涂胶点设计为直径1.5mm的三列(第一列26个涂胶点、第二列27个涂胶点、第三列28个涂胶点)结构,且两边的涂胶点距离涂胶轮边缘各2mm。
胶带切割机纠偏系统改善设计
自动控制 。检测器采用 一对上 下气流 喷嘴检测薄膜边
缘 的 横 向位 移 即 检 测 薄 膜 的边 缘 位 置 ,薄 膜 边 缘 左 右 移 动 引 起 气 流 喷 嘴 压 力 大 小 的变 化 ,经 过 微 气 流 差 动 放 大 ,推 动 伺服 阀使 液 压 油缸 动 作 ,达 到 自动 控 制 的 目的 。如 图2 示 : 所
先,卷材 的横 向运 动非常复杂的影响纠偏的精度 。横 向运动速度 ( )由三个组成部分:横 向移动的大小
( );卷 材 的长 度 ( ) ;卷 材 的速 度 ( ) 。横 L
区域宽度 5r i :导向点调节范围1 6m a .m 。
2 为 了 达 到 稳 定 固 定 的 ,达 到 连 接 件 的松 动 / . 反 弹 或 探 头 的盲 区要 足 够 小 的 目的 ,驱 动 器 基 座 设 计 如
满足:2 ±3m A B 满足:<m 。 8 m ,l- I 6 m
稳 定性 试 验验 证 : 以速 度 20 / i ,连 续切 割 5 0m m n 车 产 品 ,每车 产 品成 品8 。 个 每 车 次每 卷 结 尾测 试 以下 数 据 , 并计 算P K 据 : P数 ( )成 品有 胶 区 域A ( P 1 5 、 ( )成 品 有胶 1 PK . ) 2
测 器 离 控 制 器 太 远 ;B 测 器 松 动 ; c 气 路 管 子 不 畅 检 . 通 ,存 在 阻塞 :D 油 缸 的 运 动 速 度 太 快 引 起 振 荡 ,需 .
要 调 节 油 路 上 的 单 向 气 流 阀 ,减 少 放 大 比例 ,克 服 摆
三、胶 带切 割机 纠偏 系统的 改进
参考文献
【 赵剑武. 1 1 】 浅谈智能建筑 中的弱电系统 D. 】科技风 ,09( ) 20 ,4. 【] 于辉.对 弱电系统设计若干问题 的探讨 【.黑龙 江科技 4 J 】
卷烟机烟支紧头位置影响研究
卷烟机烟支紧头位置影响研究邓宏博【摘要】为提高烟支卷制过程物理质量,文章对影响烟支紧头位置偏移因素吸风室负压、针棍比例、吸丝带张力气压、铲丝刀与压紧圆盘间隙进行研究.结果表明在试验范围内针棍比例、铲丝刀与压紧圆盘间隙对紧头位置偏移、端部落丝及空头率影响显著.【期刊名称】《黑龙江科技信息》【年(卷),期】2017(000)035【总页数】2页(P64-65)【关键词】卷烟机;紧头位置;正交试验【作者】邓宏博【作者单位】福建中烟工业有限责任公司技术中心,福建厦门 361021【正文语种】中文1 背景技术卷制质量是卷烟生产中的一个重要指标,它不仅影响到消费者对卷烟质量的直观评价,而且对卷烟烟气指标和感官质量也有较大影响[1]。
在卷烟生产过程中,为避免烟支卷烟端部掉落烟丝及空头现象,控制烟支点燃端即紧头端的烟丝密度高于烟支其他部分。
在烟支卷制时,若烟支紧头位置出现较大偏移,会造成卷烟机内外排烟支紧头端密度不均匀,卷烟端部掉落烟丝及空头现象,影响消费者对产品的满意度。
2 技术方案2.1 材料、设备与仪器“七匹狼”某规格卷烟成品烟丝,相同规格的卷烟纸、滤棒、接装纸。
PROTOS-70卷烟机(常德烟机);MW4420烟支密度测定仪(德国REWS公司);YDX-II端部落丝测定仪(安徽光学精密机械研究所)。
表1因子 A吸风室负压Pa B针辊比例% C吸丝带张紧气压ba D铲丝刀与压紧圆盘间隙mm水平1 7200 82 1.1 0.1水平2 8100 91 2.4 0.15水平3 9300 105 3.0 0.22.2 测试方法用正交实验寻找最优紧头位置控制参数。
试验因素:A吸风室负压、B针辊比例、C吸丝带张紧气压、D铲丝刀与压紧圆盘间隙。
以4个主要因素进行试验,每个因素采用3个可调整水平,正交试验方案见表1。
2.3 结果分析表2试验计划试验结果因素 A吸风室负压 B针辊比例 C吸丝带张紧气压D铲丝刀与压紧圆盘间隙紧头位置偏移mm端部落丝mg 空头率%1 1(7200) 1(82)3(3) 2(0.15) -55 4.39 2.03 2 2(8100) 1 1(1.1) 1(0.1) -3.9 4.81 1.33 3 3(9300) 1 2(2.4) 3(0.2) -4.6 5.21 3.22 4 1 2(91) 2 1 -3.7 5.14 2.21 5 2 2 3 3 -5.5 4.82 0.81 6 3 2 1 2 -3.9 4.83 3.19 7 1 3(105) 1 3 -4.4 4.02 0.93 8 2 3 2 2 -3.7 5.48 2.39 9 3 3 3 1 -4.9 5.26 4.15表3 紧头位置偏移方差分析试验参数 SS DF MS F P吸风室负压 5.957 2 2.9785 0.05 0.951针辊比例 3.358 2 1.679 1.54 0.270吸丝带张紧气压 0.090 2 0.045 4.15 0.065铲丝刀与压紧圆盘间隙1.025 2 0.5125 4.26 0.062表4 端部落丝偏移方差分析试验参数 SS DF MS F P吸风室负压 4.577 2 2.28850.04 0.599针辊比例 3.658 2 1.829 1.04 0.016吸丝带张紧气压 0.391 2 0.1955 4.35 0.030铲丝刀与压紧圆盘间隙0.925 2 0.4625 4.62 0.172表5 空头率偏移方差分析试验参数 SS DF MS F P吸风室负压 4.977 2 2.2885 0.10 0.484针辊比例 3.858 2 1.829 1.45 0.015吸丝带张紧气压 0.191 2 0.1955 3.19 0.562铲丝刀与压紧圆盘间隙1.225 2 0.4625 4.56 0.011正交试验表结果分析表见表2。
浅析四辊冷轧机出口对中装置的改进
对 中装置 就 不 能 发 挥 作 用 。通 过 观 察 ,原 出 口对 中装 置存 在 以下不 足 :
3 2 改 进前 出 口对 中装置 出现 的 问题 .
1 由于 结构 的 限制 ,致 使 原 出 口对 中装 置无 )
从其 工 艺 流 程 上 来 看 ,带 钢 在 穿 带 过 程 中 , 出 口对 中 装 置 要 确 保 带 钢 处 于 轧 制 线 中心 ,使 成
好 的使 用效果 。
2 冷 轧机 组 工 艺介 绍
经过 酸洗 的 原 料 卷 被 行 车运 送 到 入 口端 的 带 卷存放 在鞍 座上 ,通过 1 运卷 小 车 、2号运 卷小 号
轧到要 求 的尺 寸 后 ,停 下 轧 机 ,带 钢 尾 部 被 液 压 切断 剪剪断 ,在人 口张力 卷取 机 上 留下 卷芯 ,2台 出 口运卷 车 把 轧 后 钢 卷 运 送 到 竖 卷 机 ,完 成 整 个 轧制 。冷轧 机组工 艺流 程见 图 1 。
对 带钢起 到对 中作用 。
对 流板 变形 、钢 卷 端 面 产 生 压 痕 、炉 台 扩 散 器 栅 栏 损坏 ,炉 台风 机 损 坏 等 。 这 些 问题 表 明 出 口对 中装置 已不 能适 应生 产 的需要 ,有 必要 进行 改进 。
原 出 口对 中装 置 虽 然 对 一 定 宽 度 的带 钢 能起
图 1 冷 轧 机 组 主 要 工 艺 流 程
3 改进 前 出 口对 中装 置 出现 的 问题
3 1 改进 前 出 口对 中装 置介 绍 .
下 几 方 面 的 问题 :① 轧 制 时 带 钢 跑 偏 擦 伤 轧 辊 ;
②带钢表面张力不 均 ,出现 浪形甚 至断带 ;③ 由
浅谈PZ2660D-AL四开双色胶印机性能特点及改进建议
观的经济效益。囤
作者单位 :解放 军测绘学院三 系 责任 编辑 /张素芳
几 年 时 间 ,但 发展 速 度 很 快 ,我 们 相 信 ,随着网络 时代的 发展 ,数字水 印技
8 印版 采用定位拄定 位方式 ,版 夹 . 设 有快 速 装 版 装 置 和 电脑 遥 控 校 版 装
1 . 型胶 印 机 由 于设 计 印刷 速 度 3该
较 高 ,为 了提 高 纸张定 位的稳 定性 ,采
用了 由共 扼 凸轮 控 制 的下 摆 式 递 纸 装
伪 手段 之间互不 干扰 ,形 成了很 好 的兼 容性 ,进而提高了防伪效果 。
维普资讯
I 备维护 I 设
j ‘ 崔 - 一
0l
浅谈 PZ 6 0 AL四开双 色胶 印机 2 6 D—
性能特点及改进建议
文 , 慧 文 张
随
的要求越 来越高 ,使得 印刷技 术也随 之 发展 ,特 别是在 F  ̄ 机械 制造 方5 输纸器 采用了具 有 自动清除 纸毛 . 功能 的旋转 阀 ,能 把被吸 入旋 转阀 内的 纸毛 、纸粉等脏物 自动清除 。
能 ,故 减少了辅助作业 时间。 i 墨 斗 辊 出墨 量 大小 的调 节 ,改 i
变了 已往的手动 调节 方式 ,改进 为通过 电机 完成调节 转换 。且在看 样 台上通过 主控 制面板进 行远程 调 节 ,调节量 用数 字显示 ,简 明、方便 。 1 . 型 胶 印机 的着 墨辊 、着 水辊 2该
多 高新技 术 都应 用 到了 印刷 设 备上 面 。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
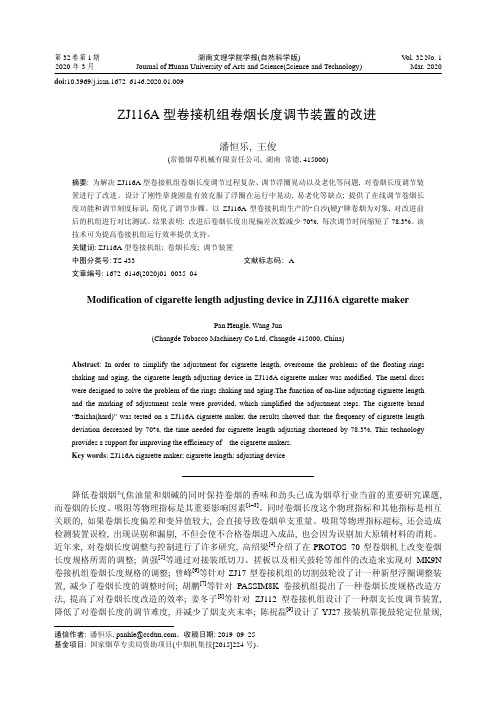
日期型号/批次标准上限标准下限数据个数不良数不良率平均值标准差
改善前6月14日G1000P/F08X2.81.8501530.00%2.510.451
改善后6月22日G1000P/F15X2.81.85024.00%2.240.292
卷绕J4机胶位间距改善前后对比数据
1.30
1.50
1.70
1.90
2.10
2.30
2.50
2.70
2.90
3.10
3.30
3.50
3.70
123456789101112131415161718192021222324252627282930313233343536373839
卷绕J4机胶位间距改善前后对比数据折线图
改善前改善
最大值最小值波动范围
3.441.412.03
2.791.411.38
38394041424344454647484950
改善后