造纸机的电气传动系统
正弦变频器低速造纸机主传动电控系统
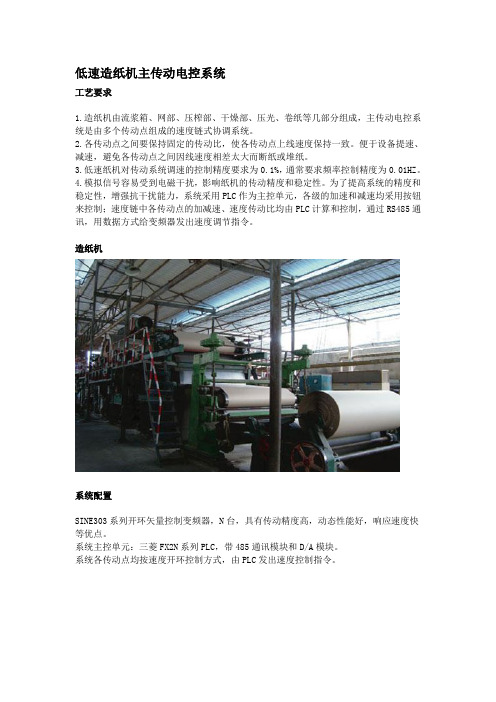
低速造纸机主传动电控系统工艺要求1.造纸机由流浆箱、网部、压榨部、干燥部、压光、卷纸等几部分组成,主传动电控系统是由多个传动点组成的速度链式协调系统。
2.各传动点之间要保持固定的传动比,使各传动点上线速度保持一致。
便于设备提速、减速,避免各传动点之间因线速度相差太大而断纸或堆纸。
3.低速纸机对传动系统调速的控制精度要求为0.1%,通常要求频率控制精度为0.01HZ。
4.模拟信号容易受到电磁干扰,影响纸机的传动精度和稳定性。
为了提高系统的精度和稳定性,增强抗干扰能力,系统采用PLC作为主控单元,各级的加速和减速均采用按钮来控制;速度链中各传动点的加减速、速度传动比均由PLC计算和控制,通过RS485通讯,用数据方式给变频器发出速度调节指令。
造纸机系统配置SINE303系列开环矢量控制变频器,N台,具有传动精度高,动态性能好,响应速度快等优点。
系统主控单元:三菱FX2N系列PLC,带485通讯模块和D/A模块。
系统各传动点均按速度开环控制方式,由PLC发出速度控制指令。
系统特点1.电控系统采用开环控制方式,结构简单,控制逻辑关系明确,使用安全可靠,操作维护方便。
2.电流型矢量控制变频器,速度控制灵活,响应快,效率高,动态性能好。
3.变频调速器的频率精度为0.01HZ,系统调速精度高,而且无漂移、零误差。
4.采用PLC控制,精确计算各级速度传动比,各传动点之间速度协调控制精度高,不会出现断纸或堆纸现象。
5.通讯方式实现了系统的全数字控制,抗干扰能力强,信号无衰减。
6.运行过程自动存储当前各级速度,停机或停电后再启动时,系统按照停机前的速度运行,无须再重新调整各级变频器的设定速度。
造纸机变频传动控制系统电磁兼容牲的分析与设计
・
收稿 日期 :0 2 5 1 2 1— — 8
式 中:
电子 线路 受 干扰 的程 度 ;
干 扰源 的 强
2 9
雹圈一 纸 匝■ 7
度 :C 干扰 源 通过 某途 径 到 达受 干 扰处 的耦 合 因 - _
数 : 受 干扰 电路 的抗干 扰性 能 卜 这 三个环 节相 当复杂 .不 同的场合 有不 同的表 现 , 起来 说 , 总 根据 电磁 感 应 、 电磁 振 荡 与 电磁 波传 播等 基本 物理 规律可 知 .电磁物 理量 随时 间变 化越 快 ,越容 易感 生 电磁 干扰 :频率 越高越 容易产 生辐 射: 电磁 场强度 与距离 平方 成反 比 : 一些 灵敏度 高 的 未屏 蔽 电路容 易产生耦 合 等等
炙
造纸机 变频传动控制系统 电磁
兼 容 牲 的分析 与设 计
王 红 艳
( 西科技 大 学 , 西 西安 ,10 1 陕 陕 7 02 )
…
…
…
…
…
…
…
…
…
…
…
…
。摘
要 …
。 …
。 … ‘
…
…
…
’ …
…
…
…
…
。 .
: : :
在对 电磁 兼容原理 介 绍的基 础上 ,详 细 分析 了 变频 调速 系统 电磁 干扰 产 生的原 因与 途径 , 并 分析 和设 计 , 出了一 些 可供 电气传动 系统设 计 时的参考 措施 。 提 关键词 : 电磁 兼容 分析 与设 计 造 纸传 动
因数 低 . 波 电流 大 , 流 回路 需要 大 的储 能 电容 , 谐 直
纸机传动控制系统的设计说明书

摘要造纸工业的发展直接关系整个国民经济的发展,在现代社会对各类纸张的消费水平在某种程度上标志着一个国家的文明程度。
随着国民经济的发展和人民生活水平的提高,人们对各类纸的消费需求越来越大,进而对纸机的自动化控制要求也越来越高。
据此,本文结合纸机的生产工艺及其工作过程分析了纸机对其电气传动控制系统的设计要求,并按照对控制系统的要求分析研究了各分部的控制原理得出相应的控制方案。
本文采用国内外较成熟的总体设计结构,即三级控制网络,变频器与电机等相关的控制设备构成第一控制级,通过Profibus-DP与整个控制系统的核心单元也就是第二控制级PLC进行数据的通信,PLC不仅可以通过Profibus-DP与现场的操作面板进行数据通信以达到实时控制的作用,而且又能通过高速的工业以太网与第三控制级即上位机管理操作控制室进行连接,最后设计了基于现场总线的纸机电气传动控制系统,该控制系统的设计解决了纸机整体复杂的控制系统难以控制的问题。
所设计的系统经过在实际生产中的投入运行,纸机的车速得到了进一步的提高,满足了纸机对控制系统的各项要求,且具有较高的稳定性和可靠性,提高了企业的生产效率及效益,促进了造纸工业自动化技术的发展水平,所以该系统的设计与研究的成果具有在工业应用中大力推广的价值。
关键词:现场总线;变频器;Profibus-DP;PLCABSTRACTThe paper industry is closely linked with national economic development and social civilization.The paper and paperboard consumption level is a measurement of one of the important symbol of the degree of modernization and civilization of a country.With the development of national economy and the improve of people’s living standards,people’s consumption demand for various types of paper is increasing,thus the machine automation control requirements have become more sophisticated.Accordingly, this paper combined the paper machine production process and its working process,analyzed design requirements of the machine to its electric transmission control system.and in accordance with the requirements of the control system,analysis and study of the various segments of the control principle to draw the corresponding control program.This paper used more mature overall design structure at home and abroad that is the three level control network,inverter and motor and related control devices constitute the first control level,data communication via Profibus-DP with the core unit of entire control system that is the second control level PLC,PLC not only via Profibus-DP and the scene of the operation panel for data communication in order to achieve real-time control,but also by high—speed industrial Ethernet connect to the third control level that is the host computer management operations control room.Finally, the paper designed the electric drive control system of paper machine based on Fieldbus.The designed of the control system to solve the problem of the overall complex control system of the machine being is difficult to control.The designed system has been put into the actual production running,paper machine speed has been further improved,meet the requirements of machine control systems and has high stability and reliability, improved the production efficiency and effectiveness of enterprise,promoted the level of development of paper industry automation technology, so the design and the results of research for this system have the value to promote in industrial applications.KEY WORDS:fieldbus;inverter ;Profibus-DP;PLC目录1 摘要 (I)1 abstract (II)1 绪论 (1)1引言 (1)1.2 选题背景与研究意义 (1)1.3 国内外发展现状及趋势 (2)1.4 本文研究主要内容 (4)2 纸机工艺概述及对控制系统的要求 (5)2.1 纸机生产工艺的介绍 (5)2.2 纸机生产能力的计算 (8)2.3 纸机功率的计算 (9)2.4 纸机的技术参数 (10)2.5 纸机对控制系统的要求 (11)2.6 本章小结 (13)3 现场总线技术的分析及应用研究 (14)3.1 现场总线技术的概述 (14)3.2 现场总线系统的特点及优点 (15)3.3 PROFIBUS的通信模型 (16)3.4 现场总线的通信协议 (16)3.5 PROFIBUS-DP的协议 (18)3.6 PROFIBUS传输技术介绍 (19)3.6.1 PROFIBUS电缆的传输 (19)3.6.2 光纤的传输 (20)3.6.3 RS-485串行通信接口 (20)3.6.4 PROFIBUS插头及使用 (21)3.7 PROFIBUS-DP系统的总线访问控制 (22)3.7.1 PROFIBUS-DP系统组成 (22)3.7.2 PROFIBUS-DP系统的总线访问控制 (23)3.8 PROFIBUS-DP系统的工作过程 (24)3.9 基于PROFIBUS-DP的纸机电气传动数据的传输 (25)3.9.1 DP从站数据的读取 (27)3.9.2 DP从站数据的写入 (28)3.9.3 数据通信部分程序编写 (28)3.10 PROFIBUS-DP主从站的通信及组态 (29)3.10.1 PROFIBUS-DP主从站通信的介绍 (29)3.10.2 PROFIBUS-DP主从站通信的组态 (29)3.11 本章小结 (31)4 纸机传动控制系统的硬件设计及选型 (33)4.1 PLC控制系统设计方法 (33)4.2 PLC的硬件选型 (35)4.2.1 CPU的选型 (35)4.2.2 电源模块选型 (36)4.2.3 I/O模块选型 (36)4.2.4 接口模块选型 (39)4.3 变频器的特点及工作原理 (40)4.4 变频器的选择与容量的计算 (41)4.4.1 变频器的容量计算 (41)4.4.2 变频器的类型选择 (43)4.5 变频器的主要控制功能 (44)4.5.1 频率设定功能 (44)4.5.2 PID控制功能 (44)4.5.3 制动控制功能 (45)4.5.4 网络通信功能 (45)4.5.5 主/从宏功能 (45)4.6 变频器外围部分的硬件设计 (46)4.7 变频器主要运行参数的设定 (48)4.8编码器的选型 (50)4.9 本章小结 (52)5 基于现场总线的纸机电气传动控制系统的设计 (53)5.1 整体结构的设计 (53)5.2 S7-300 CPU部分的设计 (55)5.3 PLC与0P27之间的通信 (56)5.4 速度链的设计及控制 (57)5.5 负荷分配的控制 (60)5.6 张力控制 (63)5.7 纸机的实际生产运行状况 (64)5.8 本章小结 (65)设计总结 (66)参考文献 (68)致谢 (72)外文资料 (73)中文翻译 (81)1 绪论1.1 引言纸在人类文化、科学、工业、农业、国防和商业等各方面的发展进程中起着举足轻重的作用,自从人类发明了纸,悠久的文化知识才得到了更好的继承与保存以及迅速的传播人,从而推动了整个人类的精神文明与物质文明的的不断进步。
基于PLC的纸机传动控制系统
基于PLC的纸机传动控制系统可编程逻辑控制器(PLC)在工业自动化领域发挥着至关重要的作用,尤其在纸机传动控制系统中具有独特的优势。
本文将深入探讨PLC在纸机传动控制系统中的应用价值,并展望其未来发展趋势。
可编程逻辑控制器(PLC)是一种专门为工业环境设计的数字计算机,它通过执行存储程序来实现对工业设备的控制。
自20世纪60年代以来,PLC技术得到了迅速发展,并广泛应用于各种工业自动化场合。
PLC的主要特点包括高可靠性、灵活性和易于编程等。
纸机传动控制系统是一种典型的运动控制系统,它通过对纸张传输速度和张力进行精确控制,以确保纸张加工过程的稳定性和产品质量。
PLC在纸机传动控制系统中发挥着核心作用,通过接收输入信号、执行程序和发送输出信号来控制各个传动部件的动作。
PLC控制系统设计主要包括输入输出接口、程序设计和调试等方面。
在输入接口方面,PLC需要接收来自传感器、按钮等设备的信号,并将其转化为内部可处理的逻辑信号。
在程序设计方面,需要根据纸机传动控制系统的具体需求,编写相应的控制程序。
在调试方面,需要对PLC控制系统进行现场调试,以确保其可靠性和稳定性。
PLC技术不仅在纸机传动控制系统中得到广泛应用,还在其他领域展现出强大的实力。
例如,在化工、电力、交通等领域,PLC被用于实现生产过程的自动化、对设备进行实时监控以及实现智能交通管理。
这些应用案例充分展示了PLC技术的广泛应用性。
PLC在纸机传动控制系统中具有重要应用价值,能够提高生产效率、降低能耗、提高产品质量,并为纸机生产厂商带来显著的经济效益。
随着科技的不断发展,PLC技术将进一步完善和提升,为纸机传动控制系统以及其他领域的工业自动化发展提供更强大支持。
未来发展趋势,PLC在纸机传动控制系统将会朝着更高效、更精确、更可靠的方向发展。
具体表现为以下几个方面:高效性:通过优化硬件和软件设计,提高PLC的处理速度和响应时间,从而实现对纸机传动系统的更快、更精确的控制。
纸机传动控制系统的配置与控制原理

自动 负荷分 配控 制功能 对 于负 荷分配 点, PLC 要完成负荷分配运算及控制。
PLC与操作面板实行 PROF IBU S现场总线高速 通信 将传动各分部点工作状态实时在触摸屏显示出 来; 并接受操作面板上的操作指令, 控制各传动部分执 行相应的动作。
采用公共直流母线的多电机传动系统。使用西门 子 6SE70系列工程型逆变器, 配有 DP 通信板, 与 PLC
现场控制信号的采集 PLC通过 PROF IBUS现 场总线检测现场操作台操作信号。
组成 PROF IBUS DP现场总线控制网络进行实时高速
速度链的控制及计算 PLC 根据工艺要求完成
通信。所有逆变器都采用光电编码器的反馈方式, 通 过矢量运算, 它能够确定和控制转矩和磁通的电流分
0 引言 随着造纸生产工艺和设备的不断进步, 纸机日益
向高速化、大型化方向发展, 对造纸生产自动控制的要 求越来越高。现代高速宽幅纸机传动点多, 信息采集 点多, 通信数据量大, 要求传动控制系统有高稳定性和 快速动态响应。全数字化通信网络传动控制系统顺应 了纸机传动网络化和计算机集中控制的发展趋势, 并 具有极高的控制精度、响应速度和可靠性, 同时作为整 厂集中控制系统的一部分, 开放的结构将方便地与所 有控制设备系统通过数据网络进行联接, 成为真正集 成的、贯穿全系统的新型自动控制系统。
1 控制系统结构 [ 1] 控制系统采用典型的三级控制网络结构: 生产管
理级、自动控制级和现场控制级。如图 1所示。 1. 1 传动监控系统 (管理级 )
基于Profibus-DP现场总线技术的造纸机传动控制系统

基于Profibus-DP现场总线技术的造纸机传动控制系统随着工业自动化的不断发展,工厂业主对生产效率和产品质量要求的不断提高,分别对每台电机进行单独控制在某些场合已经不能满足生产工艺的要求,而需要同时对多台电机进行控制,让其更好地协调运行,因此多电机同步传动控制应运而生。
最早的同步控制方法有模拟放大器同步控制和电动式连锁同步控制等方式,前者有抗干扰差和漂移等缺陷,而后者有调整不方便和体积庞大等不足。
从90 年代中期国外现场总线技术开始进入工业化实用阶段,采用现场总线通讯方式的多电机同步控制系统开始广泛应用。
在纸机传动系统中,随着车速的提高和生产工艺的要求,也逐步地引进多电机同步控制方法,现代纸机的多分部传动系统采用现场总线通讯同步控制的已经占到了90%以上。
现场总线种类很多, 但由于大多交直流传动装置可以采用Profibus(Process Field Bus)现场总线通讯,所以PROFIBUS 现场总线在传动控制领域占有较大的市场份额,并且在逐年地增加。
另外PROFIBUS 总线标准包括3 个方面的内容:FMS、DP、PA,可以适用于不同的应用领域。
PROFIBUS 现场总线技术就是实现现场级设备数字化的工业现场层网络通信技术,它具有较强的现场信息集成能力,可靠性好,维护性好,且总线协议是开放的。
这样,如果给现场设备接入具有现场总线网络功能的接口,不仅可以利用现场总线网络来管理分布的设备,还可以克服目前普通控制方式的缺点。
1 造纸机控制系统介绍本系统为造纸车间传动控制系统,系统采用PC 机作为上位机,PLC 作为中心控制器,并由ABB 公司的ACS600 变频器通过PROFIBUS-DP 通讯转换接口与PLC 构成PROFIBUS-DP 控制系统来同时驱动负载,如PROFIBUS-DP 网络接口在物理上与RS-485 网络接口相近,PROFIBUS-DP 总线驱动一侧和主站。
基于奎科雷开关磁阻电机调速系统的造纸机电气控制系统设计
基于奎科雷开关磁阻调速系统的造纸机电气控制系统设计引言本文所设计的纸传动控制系统为应用开关磁阻电机调速系统和西门子PLC所组成的控制网络来完成造纸机电气控制系统设计的;其电气传动控制系统是基于S7-300PLC三级控制的交流变频调速控制系统。
纸机的主要参数如下:生产品种:薄页纸;净纸宽度:2400mm;工作车速:250-300 m/min;设计车速:350m/min;纸张定量:17-40g/m2;爬行速度:15-25m/min;纸机主传动点参数(30个传动点,总传动功率为538.5KW)见表1:1 纸机对电气传动控制系统的要求该造纸机的系统结构总图如图1所示。
图1 系统结构总图该纸机正常运行对电气传动控制系统的要求基本有以下几点。
1.1纸机传动系统要有一定的稳速精度和快速动态响应。
其中稳态精度±0.02--0.01%,动态精度0.1%--0.05%;1.2工作速度要有较宽、均匀的调节范围,适应生产不同品种、定量的需要。
调节范围为I=1:10之间;1.3各传动分部间速比稳定、可调。
为了使纸机可以生产良好的纸页和提高纸机正常工作时间,纸机各分部的速度必须是稳定、可调的。
各分部的调速范围为±8~10%;1.4 爬行速度。
为方便检查、清洗聚酯网、压榨毛毯、以及检查各分部的运行情况,各分部应具有15~30米/分可调的爬行速度。
但这样低速运转时间不宜过长,以减少无效的运行和机械磨损;1.5 具有刚性或柔性连接的传动分部间,在维持速度链关系基础上,还须具有负荷动态调整的功能,以免造成由于负荷动态转移而引起有的分部因过载而过流,有的分部因轻载而过压;1.6 各分部具有微升、微降功能,必要的显示功能,如线速度、电流、运行、故障信号等。
相关联的分部具有单动、联动功能;1.7 纸机传动控制系统,应具有良好接口能力,可与QCS 控制、蒸汽控制等子系统上联上位工控机及工厂管理级计算机;2 纸机控制系统结构我们的选型原则是:优化设计,程序通用化,界面美观化,使整个控制系统稳定性好、可靠性高、鲁棒性强。
纸机电气传动系统的故障检修分析
纸机电气传动系统的故障检修分析彭迪辉【摘要】纸机电气传动系统的交流变频调速利用PROFIBUS现场总线协议通讯格式来实现变频器通讯及控制,笔者在总结维修实践的基础上,对该电气传动系统在运行中因纸机外部工艺参数变化而致使纸机车速不稳定及某分部随机跳停和变频器硬件缺损等故障检修进行剖析.%Nowadays paper machine drive systems of DC main shaft and SCR DC drive control unit have been gradually replaced by AC variable frequency and speed drive. From the small range variable speed drive to high precision, fast response, wide range variable speed drive, from the single drive to multiple segments coordination, PROFIBUS fieldbus protocol format is used to achieve communication and control of frequency converter, which is with high efficient drive and good control characteristics, and is widely used in papennaking industry. Based on maintenance practice, the author analyzed the reasons of speed instability, rundownly stop of some part and defects of inverter hardware.【期刊名称】《中国造纸》【年(卷),期】2012(031)003【总页数】3页(P39-41)【关键词】纸机;传动系统;故障检修分析;变频调速【作者】彭迪辉【作者单位】湖南泰格林纸集团沅江纸业,湖南沅江,413100【正文语种】中文【中图分类】TS736+.1当今纸机传动系统以交流变频调速逐步取代以前的直流总轴及可控硅直流控制单元的传动方式。
高速文化纸机变频传动系统设计
模不 断扩大 , 对造纸机的 电气传动 速 度和精度要 求越来越 高 , 从而对纸机
配套 电控 系统 的要求也越来越高 。
纸机 对电气传动控制系统的 要求
纸机简介
该机结构简 图如图 为 。 。 一 所示 。 纸机பைடு நூலகம்长网多缸文化纸 耐 高级文化 用纸 ,
过系统 的设计 、 安装和调试 , 纸机 通 过触摸屏发送指令 , 可编程 逻辑控 制 器 和变频器之间的通信 , 控 制 传动点的启动 、 停止 、 增 速 、 减速 、
是 目前 最 先进 的 交流 异步 电机 的 控
适用于各种工业领域 。 与传统的参数编程相 比 , 的 自定义编程具 有更好 的适应性 。 作 为全系列的标 准配置 , 类似传动产 品 内置了小型的 , 且不需要添加任 全 何 附加 的软硬件 。 高度集成和紧凑的 结 构设计作 为标准配 置 , 系 列 已 经 内置 了 电抗 器 。 此 外 , 在 内部还可以 同时再安装三 个 可 选模 块 扩 展模 块 , 现 场总 线 适配器模块 , 脉冲编码器接 口模 块或 机 的接 口模块 。 对于这 些模 块 , 无任何 附加空间和 电缆的要求 。
1盛 0 2 , , ”
高速文化纸机变频传动系统设计
陕 西科 技 大学
王红 艳 陈景 文
摘 一
要
文章 应用 日 系列 变频 器于造 纸 自动化 领域 , 将
系列 直接 转矩 变频 器和 西 门子 较好 的
组 成核 心 控制 装置 设 计一 套 文化纸 机 传 动控 制 系统 , 通 过软 、 硬件 设计
变 频器
传 动系 统
设计
一 们
一
,
,
电气传动系统培训
电气传动系统培训纸机电气传动系统培训一、PM5传动玖龙太仓5号机牛卡纸生产线,纸机采用TOSHIBA传动控制系统,整个系统分56个传动点,共有8个进线单元;复卷机为两台亚赛利复卷机,传动部分也是TOSHIBA传动控制系统,共有2个进线单元,10个传动点。
整个纸机系统通过现场操作台上的触摸屏对纸机的传动进行控制,通过与网部、压榨部、烘干部、施胶机、压光机、卷纸机的信号连锁,保证纸机稳定、高效的运行。
纸机部分1、现场操作台现场操作台是提供给生产操作人员的人机界面,通过触摸屏来实现对纸机的控制。
每个现场操作台中传动部分包括:T2系统(小型PLC)、GP面板、安全转换开关、急停按钮。
GP面板通过RS485通讯协议与T2进行数据交换,将安全转换开关上所选定的方式(正、反转)通过人机界面来对分部进行点动、爬行、运行控制,同时调节各分部之间的速差,对于存在负荷分配的传动点,亦进行负荷分配的调节;小型PLC T2通过光纤通信与其他现场操作台上的T2进行通信,最后通过光纤进入传动室与主PLC 进行通信;安全转换开关用以选择分部的正反转及运行禁止,当在运行禁止位时,相应分部的传动柜内接触器打开,GP面板上没有启动准备信号,传动点禁止启动;急停按钮是一安全设备,只有在紧急状态下才可以操作,例如人身安全事故、重要设备事故等,现场每个操作台上的急停按钮串联在一起,直接通过硬线进入传动室控制部分,而不通过中间环节,这是为了提高系统的稳定性及可靠性。
2、PLC柜部分PLC部分是整个传动系统的中枢控制部分,负责整个系统输入、输出信号的处理。
现场操作台的操作命令通过光纤进入传动室PLC柜中的光纤通讯接口板SN322A,再通过通讯扩展接口板IF351连接到主站上的通讯扩展接口板IF721,主站中共有两块IF721,另一块IF721用于和从站上的IF351进行通讯,这个从站上的IF351在连接下一个IF351,每个站点上有不同的板卡,如下所示:背板背板背板背板在PLC柜的最下方有7个断路器,为纸机PLC控制部分提供电源:1、MAIN POWER SOURCE 主电源2、CONTROLLER POWER SOURCE 控制电源3、DC POWER SOURCE PLC所有输入输出板DC电源4、MONITORING POWER SOURCE 监视器电源5、REMOTE POWER SOURCE 操作台GP和PS261电源6、PLC POWER SOURCE PLC电源7、PC. PRINTER 电脑、打印机3、传动柜部分应用于5号机的传动柜共分8个进线单元,每个进线单元对应造纸高压室内一台传动变压器,这8个进线单元整流后分别对自己所带的分部提供公共的直流电压,彼此间直流母排是不连通的。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
造纸机的电气传动系统设计摘要造纸术是我国古代四大发明之一,有着悠长的文明历史。
随着日常生活对纸张品质要求的不断提高,造纸机也正向着大型、高速、高效的方向迅速发展,这就对造纸机的电气传动系统提出了加倍严格的要求。
面对日趋激烈的市场竞争,我国造纸业已经步入“质量效益主导型”的新阶段,其中造纸机的电气传动控制系统作为保障纸张质量的关键技术,已经引发了我国造纸企业的高度重视。
首先,本文对造纸机电气传动系统的国内外发展现状做了简要的介绍,并介绍了造纸机的机械结构和造纸的工艺流程。
接着,详细的分析了速度链、负荷分派和纸幅张力等影响电气传动控制系统的诸多因素,并给出了造纸机对电气传动控制系统的大体要求。
通过对电气传动控制系统工艺的进一步分析,计算了影响电气传动品质的相关参数。
同时给出了速度链、动态负荷、张力需求的计算公式和电机电磁转矩的离散化方程。
最后,按照交流变频调速系统的应用,给出了造纸机在实际应用中变频器的相关参数及变频器的选型并对造纸机电气传动控制系统进行了合理的设计。
关键词:造纸机;电气传动控制;速度链;张力控制;交流变频调速;变频器THE DESIGN OF PAPER MACHINEELECTRICAL DRIVING SYSTEMABSTRACTPaper-making technique is one of ancient China's four great inventions,has a long history of the increasing demand for paper quality,paper machine towards the development of large-scale,high-speed,efficient direction,which also put forward higher requirements for paper machine control increasingly fierce market competition, Chinese paper industry has started to enter into a new development stage of “quality and efficiency-oriented”.And the paper machine electrical driving control as the paper quality protection technology,has been widely favored by the paper companies at ,the article made a presentation on the paper machine control system development in the the same time,introduces the mechanical structure and the technological process of analyzed the speed chain,load distribution and paper tension on the driving control system and many factors of the influence of the electrical drive control system, and give the basic requirements of the electric drive control this thesis analyzed the theoretical transmission parameters of the driving system,calculated all the relevant factors affecting thetransmission quality to achieve a good control the same time, the speed link,the dynamic load and the tension demand are calculated,and the electromagnetic torque of the motor is ,according to the application of AC variable frequency speed control system,the correlation parameters of the inverter and the converter selection of the inverter in practical application are the paper makes a reasonable design for the electric drive control system of paper machine.Keywords:Paper machine;Electric drive control;Speed chain;Tension control;AC frequency converter;Frequency converter目录造纸机的电气传动系统设计 (I)摘要 (I)ABSTRACT ........................................................................................................................................ I I 目录. (I)1 绪论 (1)课题研究背景 (1)造纸机电气传动控制系统国内外的研究现状及已有功效 (2)本文主要工作 (3)2 造纸机机械结构及造纸工艺流程 (5)造纸机机械结构 (5)造纸机网部 (6)造纸机压榨部 (6)造纸机压光部 (6)造纸机干燥部和卷取部 (6)造纸工艺流程 (6)本章小结 (7)3 造纸机电气传动控制策略分析 (8)造纸机电气传动概述 (8)造纸机电气传动控制系统的大体要求 (8)造纸机传动功率计算 (8)造纸机生产能力计算 (9)造纸机电气传动系统控制策略分析 (9)速度链控制 (10)负荷分派控制 (10)纸幅张力控制 (11)造纸机电气传动控制工作原理图 (12)本章小结 (14)4 造纸机电气传动控制系统参数分析 (15)纸辊电机电磁转矩计算 (15)纸辊卷径计算分析 (16)速度链计算分析 (16)纸幅张力值的估算与分析 (17)基于纸辊参数的纸幅实际张力估算 (17)张力值的估算 (18)张力传感器张力值检测 (18)本章小结 (19)5 造纸机电气传动系统的设计 (21)造纸机电气传动系统设计参数及计算依据 (21)造纸机传动系统技术参数 (21)造纸机电气传动系统纸辊电机设备参数 (21)纸辊电机转速、功率的计算及选择 (22)造纸机电气传动系统的硬件配置 (23)交流变频调速大体原理 (23)ACS800 变频器性能 (24)ACS800 变频器主要参数设置 (25)变频器的容量选择 (26)造纸机电气传动系统控制方案设计 (27)电气传动控制系统的整体结构 (27)纸辊电机的控制策略 (28)造纸机电气传动系统软件选型 (30)控制系统概述 (30)S7-400H 冗余系统 (30)进程设备管理 (30)本章小结 (31)结论 (32)致谢 (33)参考文献 (34)1 绪论课题研究背景随着全世界造纸业及其相关行业的快速发展,人们不仅对纸张质量要求愈来愈严格,同时对纸张依赖性也变的愈来愈强。
尤其是近几年,造纸业已经成为国际化程度超级高的行业之一,一个国家各类纸张的消费水平,在某种程度上标志了这个国家的文明程度。
我国此刻仍是个造纸产业的大国,远远不是个造纸产业的强国,与造纸产业强国相较,我国造纸业还有相当大的差距。
同时我国的造纸业面临着很大的困难,即造纸业一方面要实现“十二五”期间低污染、低消耗、低排放、大量推行先进造纸技术与造纸装备和提高造纸业自动化技术水平的目标;另一方面正遭遇着超级严峻的挑战,像国际纸页(International Paper)、斯道拉恩索(Stora Enso)、芬欧汇川纸业(UPM)等超级造纸业集团在我国都有造纸业投资和发展的计划。
在造纸业中,起着保障纸张最终品质的重要联合装备是造纸机(Paper Machine),它可以把符合造纸特性的纸料纤维悬浮液经滤网成形、机械挤压脱水、烘缸干燥、表面施胶、压光机压光、卷纸机卷取等进程抄制成成品纸幅,在此进程中它不仅要保证纸品优质性,还要知足抄纸生产运行的持续性、高效性及可控性。
但是,由于造纸机实际抄纸运行工况复杂,工作车速波动控制要求超级严格,速度超级低就出现纸张严重窜边;速度超级高就出现纸张的残余应力过大而使纸张损坏纸边或断头。
因此,造纸机若想制造出质量合格的成品,其必需拥有良好的电气传动控制系统,做到合理、高效地修正纸张实时线速度、纸辊电机实时转矩及纸幅实时张力等参数于相应的设定值区间内,进而来保障优质的纸张形态。
目前,为了设计出适用于制造不同纸种的造纸机电气传动控制系统,市面上已经出现和利时造纸机电气传动控制系统、ABB造纸机电气传动控制系统、西门子造纸机电气传动控制系统和上海华章电气造纸机电气传动控制系统等多个现代造纸机电气传动控制系统,其中以西门子造纸机电气传动控制系统最为常见,本课题也主要以国内西门子高速造纸机电气传动控制系统为研究和设计的对象。
图所示为某5800/1600国内西门子造纸机电气传动控制系统的运行现场。
图 5800/1600 西门子造纸机电气传动控制系统运行现场造纸机电气传动控制系统国内外的研究现状及已有功效国外的造纸业强国对造纸机系统的研究已经取得了丰硕的功效,尤其是大大提升了造纸机电气传动控制系统整体自动化水平,包括:操作加倍方便简练,适用于100多个纸种,实现了造纸、本钱调控动作进程的全自动化,而且整个设计车速也已经超过2000m/min,工作车速也超过了1500m/min。
而且在造纸机电气传动控制领域,国外各大电气传动集团公司已经设计出了用于造纸机电气传动控制的软件和硬件,如:西门子造纸机电气传动控制系统、ABB造纸机电气传动控制系统及别离针对它们最典型的西门子公司6SE70系列交流变频器,ABB公司的ACS800交流调速变频器。
可以看出这些国外造纸机电气传动控制系统不但有自己的电机交流变频调速装置,还有针对性很强的系统专用控制面板或软件系统。