SF354A拖拉机装配工艺过程卡
车床主轴装配工艺卡教案资料

车床主轴装配工艺卡教案资料一、工艺步骤1.准备工作a.确认装配所需要的零部件和工具是否齐全;b.清洁和检查主轴外表面,确保无杂物和损坏;c.检查主轴配件的尺寸和质量,确保合格;d.检查和调整车床设备,确保运行良好。
2.装配前准备a.安装主轴支承和轴承;b.清洁和涂抹润滑油,确保零部件的顺畅运转;c.检查主轴与轴承之间的间隙,调整到合适的位置;d.确认主轴的配套零件是否齐全。
3.主轴组装a.将轴承座安装在车床的主轴箱上;b.安装主轴螺栓,确保螺栓紧固;c.安装主轴齿轮和传动齿轮,确保齿轮配合良好;d.安装主轴箱盖,确保盖子与主轴箱紧密连接。
4.主轴调试a.检查主轴箱盖和主轴箱之间的密封性;b.启动车床设备,检查主轴正反转和停止操作;c.检查主轴的平稳性和噪音;d.检查主轴传动系统的工作情况。
二、安全注意事项1.在装配过程中,务必佩戴合适的防护设备,包括手套、眼镜和口罩,防止发生意外伤害。
2.在拆卸和装配主轴的过程中,需要用到一些较大的力量,操作人员应注意力的控制,避免用力过猛而导致零部件损坏或周围环境的影响。
3.在进行主轴调试之前,必须确保所有的零部件安装正确,螺栓紧固,并且没有松动的现象。
否则,可能会引发设备故障或工作人员受伤。
4.若发现主轴装配过程中的不良情况或异常情况,需及时停止装配并寻求专业技术人员的帮助。
三、质量控制要点1.在准备工作中,必须对主轴进行检查和清洁,确保零部件的质量。
2.安装主轴支承和轴承时,要确保轴承表面和主轴箱表面的清洁度,并适量涂抹润滑油。
3.主轴与轴承之间的间隙需要一定的调整,确保配合良好。
4.安装主轴齿轮和传动齿轮时,要根据设计要求进行正确的配合,并适时检查齿轮的质量。
5.检查主轴的平稳性和噪音时,要先进行空载运转,然后逐渐增加负载,观察主轴的运转情况。
四、教学提示1.在教学过程中,可以使用实物零部件和实际车床设备进行演示,帮助学生理解和掌握装配工艺。
2.强调工艺步骤的重要性,并鼓励学生注重细节,确保工艺的准确性和质量。
机械加工工艺过程卡片及工序卡
机械加工工艺过程卡片及工序卡学生姓名届 2021学院〔系〕机械学院专业机械工程及自动化指导教师职称副教授产品名称连杆总成零件名称连杆盖第〔2〕页车间工序号工序名称材料牌号02 粗铣盖两大平面45Mn2毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻 1 4设备名称设备型号设备编号同时加工件数端面铣床自制 1夹具编号夹具名称切削液J-01 铣夹具工序工时(分)准终单件3.1 工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 粗铣盖一大平面〔先加工凸起面〕刀具:端铣刀盘D-01 n=610 v=191 f=0.281t=0.5 0.25 2.85〔1〕保证加工面距中心线尺寸18.35±0.102t=0.5〔2〕两大平面对称中心线允差±0.25mm 量具:卡尺3t=0.32 粗铣另一大平面36.720.04t=0.2 〔1〕其一平面必垂直设计〔日期〕校对〔日期〕审核〔日期〕标准化〔日期〕会签〔日期〕标记处数更换文件号签字日期标记处数更换文件号签字日期产品名称连杆总成零件名称连杆体第〔3〕页车间工序号工序名称材料牌号03 粗铣杆两大平面45Mn2毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻 1 4设备名称设备型号设备编号同时加工件数立铣 X52 1夹具编号夹具名称切削液J-02 铣夹量工序工时(分)准终单件3.1 工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 粗铣盖一大平面〔先加工凸起面〕刀具:端铣刀盘D-02 n=1180 v=163 s=0.508 t=15 1 0.6 2.5〔1〕保证加工面距中心线尺寸18.35±0.10〔2〕两大平面对称中心线允差±0.25mm 量具:卡尺2 粗铣另一大平面36.720.0〔1〕其中一大平面赢平直不直度≯0.10mm设计〔日期〕校对〔日期〕审核〔日期〕标准化〔日期〕会签〔日期〕标记处数更换文件号签字日期标记处数更换文件号签字日期产品名称连杆总成零件名称连杆体第〔4〕页车间工序号工序名称材料牌号04 钻小头孔45Mn2毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻 1 4设备名称设备型号设备编号同时加工件数钻床 Z535 1夹具编号夹具名称切削液J-03 钻夹具乳化液工序工时 (分)准终单件3 工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 钻连杆小头孔Φ24.530.0+粗糙度6.3 刀具:锥柄钻头Φ24.5 n=195 v=15 f=0.2 1 1.2 1.82 检验Φ24.530.0+孔与小头外圆应同心圆偏差≤0.25mm 量具:卡尺凸起面朝下定位夹紧设计〔日期〕校对〔日期〕审核〔日期〕标准化〔日期〕会签〔日期〕标记处数更换文件号签字日期标记处数更换文件号签字日期产品名称连杆总成零件名称连杆体第〔5〕页车间工序号工序名称材料牌号05 小头孔倒角45Mn2毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻 1 4设备名称设备型号设备编号同时加工件数钻床 Z535 1夹具编号夹具名称切削液J-04工序工时 (分)准终单件0.96 工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 小头孔倒角面角1.520.0 ×45°刀具:锥柄钻头Φ28 n=68 V=6 f=手动 1.52 0.46 0.52 检验尺寸及粗糙度设计〔日期〕校对〔日期〕审核〔日期〕标准化〔日期〕会签〔日期〕标记处数更换文件号签字日期标记处数更换文件号签字日期产品名称连杆总成零件名称连杆体和盖第〔6〕页车间工序号工序名称材料牌号06 粗磨杆盖大平面45Mn2毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻 1 4设备名称设备型号设备编号同时加工件数磨床 M7475B 杆16盖50夹具编号夹具名称切削液电磁吸盘乳化液工序工时 (分)准终单件4.09 工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 粗磨一大平面36.410.0+以平坦一大平面定刀具:研轮GB60ZRAP350×40×127 n=1440 v=1582 f纵=3-28 T=0.02 34 2.5 1.59位对称磨削。
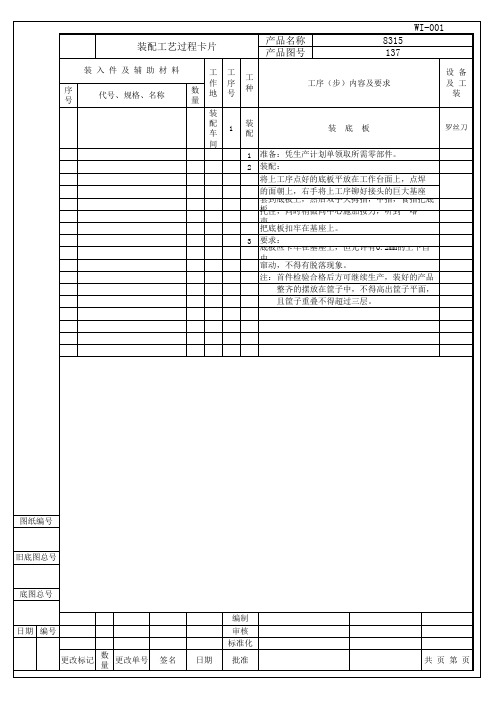
装配工艺过程卡片
装 入 件 及 辅 助 材 料 序 号 代号、规格、名称 数 量 工 作 地 装 配 车 间 工 序 号 工 种
产品名称 产品图号
8315 137
工序(步)内容及要求 设 备 及 工 装
1 装配
装
底
板
பைடு நூலகம்
罗丝刀
1 准备:凭生产计划单领取所需零部件。 2 装配: 将上工序点好的底板平放在工作台面上,点焊 的面朝上,右手将上工序铆好接头的巨大基座 套到底板上,然后双手大拇指,中指,食指把底板 托住,同时稍微向中心施加按力,听到“喀”声, 把底板扣牢在基座上。 3 要求: 底板应卡牢在基座上,但允许有0.2mm的上下自由 窜动,不得有脱落现象。 注:首件检验合格后方可继续生产,装好的产品 整齐的摆放在筐子中,不得高出筐子平面, 且筐子重叠不得超过三层。
图纸编号
旧底图总号
底图总号 编制 审核 标准化 批准
日期 编号 更改标记 数量 更改单号 签名 日期
共 页 第 页
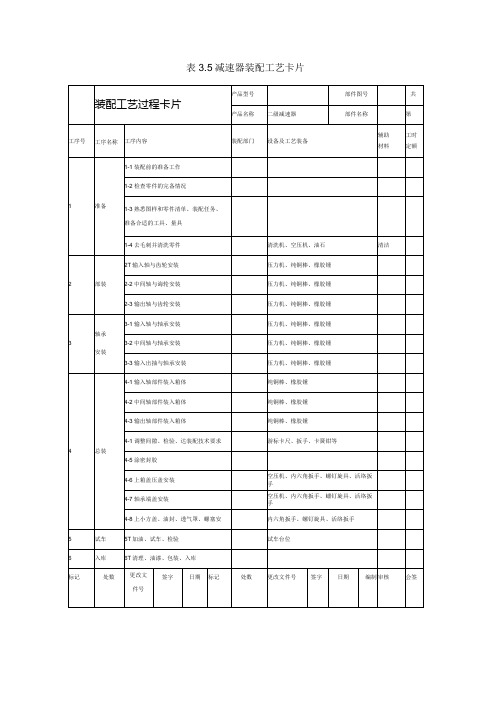
装配钳工:表35减速器装配工艺卡片
部装
2T输入轴与齿轮安装
压力机、纯铜棒、橡胶锤
2-2中间轴与诲轮安装
压力机、纯铜棒、橡胶锤
2-3输出轴与齿轮安装
压力机、纯铜棒、橡胶锤
3
轴承
安装
3-1输入轴与轴承安装
压力机、纯铜棒、橡胶锤
3-2中间轴与轴承安装
压力机、纯铜棒、橡胶锤
3-3输入出抽与轴承安装
压力机、纯铜棒、橡胶锤
4
总装
4-1输入轴部件装入箱体
表3.5减速器装配工艺卡片
装配工艺过程卡片
产品型号
部件图号
共
产品名称
二级减速器
部件名称
第
工序号
工序名称
工序内容
装配部门
设备及工艺装备
辅助
材料
工时
定额
1
准备
1-1装配前的准备工作
1-2检查零件的完备情况
1-3熟悉图样和零件清单、装配任务、
准备合适的工具、量具
1-4去毛刺并清洗零件
清洗机、空压机、油石
清洁
纯铜棒、橡胶锤
4-2中间轴部件装入箱体
纯铜棒、橡胶锤
4-3输出轴部件装入箱体
纯铜棒、橡胶锤
4-1调整间隙、检验、达装配技术要求
游标卡尺、扳手、卡簧钳等
4-5涂密封胶
4-6上箱盖压盖安装
空压机、内六角扳手、螺钉旋具、活络扳手
4-7轴承端盖安装
空压机、内六角扳手、蟠钉旋具、活络扳手
4-8上小方盖、油封、透气罩、螺塞安
内六角扳手、螺钉旋具、活络扳手
5
试车
5T加油、试车、检验
试车台位
6
入库
6T清理、油漆、包装、入库
标记
机器装配工艺过程设计

10
11
12
组件装配工艺系统
13
部件装配工艺系统图
14
总装装配工艺系统图
15
16
ì¡ 5— 2 .×°äÅ ¤¹ ÕÒ æ¹ Ì³ ĵ ÆÖ ¨¶
×°äÅ ¤¹ ÕÒ æ¹ Ì³ ĵ ÷Ö ªÒ ÚÄ ÝÈ º£ 1. ·Ö öÎ ú² ·Æ ¼Í ùÑ ¬£ ®» ·Ö ×°äÅ ¥µ ªÔ ¬£ ·È ¨¶ ×°äÅ ·½ ·¨ 2. âÄ ¨¶ ×°äÅ ³Ë òÐ ¬£ ®» ·Ö ×°äÅ ¤¹ òÐ 3. Ƽ ãË ×°äÅ ±Ê ä¼ ¨¶ î¶ 4. ·È ¨¶ ÷¸ ¤¹ òÐ ×°äÅ ¼ õÊ ªÒ óÇ ¬£ ÊÖ ¿Á ì¼ é² ·½ ·¨Íº ì¼ éÑ ¤¹ ß¾ 5. ·È ¨¶ ×°äÅ ±Ê ãÁ ¢¡ ¿² þ¼ ĵ äÊ ÍË ·½ ·¨°¼ ùË èÐ ªÒ ĵ èÉ ±¸ ͺ ¤¹ ß¾ 6. ¡Ñ ñÔ Íº èÉ Æ¼ ×°äÅ ý¹ ̳ ÐÖ ùË ÃÓ Äµ ¤¹ ß¾ ¢¡ м ß¾ ͺ רÃÓ èÉ ±¸ »Ò ¢¡ ÆÖ ¨¶ ×°äÅ ¤¹ ÕÒ æ¹ Ì³ ĵ ù» ±¾ Ô òÔ °¼ Ô ¼Ê ×Ê ÏÁ ¨£ »Ò ©£ ÆÖ ¨¶ ×°äÅ ¤¹ ÕÒ æ¹ Ì³ ĵ Ô òÔ
1. ±£ ¤Ö ú² ·Æ ×°äÅ ÊÖ ¿Á 2. Ϻ íÀ °² Å ×°äÅ ³Ë òРͺ ¤¹ òÐ ¡¾ ¿Á õ¼ ÙÉ ¯Ç ¤¹ ÖÊ ¤¹ ÍÀ ¯¶ ¿Á ¬£
õË Ì¶ ×°äÅ ÜÖ ÚÆ ¬£ áÌ ß¸ ×°äÅ §Ð Ê 3. ¡¾ ¿Á õ¼ ÙÉ ¼Õ ص æà ý» ¬£ áÌ ß¸ ¥µ »Î æà ý» ĵ úÉ ú² Ê 4. õ¼ ÙÉ ×°äŠɳ ±¾
三行机总装装配工艺卡片

4YZ-3.04 底盘装配 设备与工装
工时 数量 编号及规格 名称 数量
2 1 1 1 1 1 1
标记 处数 更改文件号 签字
日期
设计(日期)
审核(日期)
标准化(日期)会签(日期)
哈克 工位
总装工艺过程卡片
产品型号 产品名称
零部
4YZ-3 玉米收获机 件
工序 工步 工序内容及技术要求
图号
名称
数量
国标
GB5783-86
动轮毂上。
GB93-87
螺柱端头拧入段要加厌氧胶
GB/T297-94
设计(日期)
标记 处数 更改文件号 签字
日期
零(部)件图号
4YZ-3.04
零(部)件名称
底盘装配
配 套及标准件 名称
设备与工装 工时
数量 编号及规格 名称 数量
半圆头螺栓M12X55
8
螺母M12
8
弹垫12
8
平垫12
40mm。固定导向轮的M16螺母
扭矩为225±45N·m。
产品型号 产品名称
零部 图号
4YZ-3 玉米收获机 件
名称
数量
国标
GB97-85
GB882-88
GB97-85
GB91-94
GB6179-86
GB91-94
JB7940-88
零(部)件图号 零(部)件名称 配 套及标准件
名称
平垫12 销轴B14X85 平垫14 开口销4X22 螺母M16 开口销4X35 油杯M6X1
工时 数量 编号及规格 名称 数量
4 8 4 4
4 4 4 4 4 4 4
标记 处数 更改文件号 签字
机械加工卡机械加工工艺过程卡片

三爪自定心卡盘
03
车
粗车,半精车左端面,倒角
CA6140
三爪自定心卡盘
04
钻Φ22孔,倒角、攻螺纹
CA6140
三爪自定心卡盘
05
扩孔Φ24.5,粗镗退刀槽,精镗孔Φ24.5
CA6140
三爪自定心卡盘
06
钻Φ3,Φ5,Φ2孔
Z5125
07
粗铣,半精铣上表面
YB-211
08
钻Φ10.5孔,扩Φ16孔,
机械加工工艺过程卡片
石河子大学机电学院
课程设计
机械加工工艺过程卡片
产品型号
零(部)件图号
产品名称
油阀座
零(部)件名称
油阀座
共()页
第()页
材料牌号
ZG45
毛坯种类
铸铁
毛坯外型尺寸
每毛坯可制件数
1
每台件数
备注
工序
号工序ຫໍສະໝຸດ 名称工序内容车间工段
设备
工艺装备
工时
准终
单件
01
铸造
02
车
粗车右端面,半精车右端面。粗车及半精车外圆Φ63
Z5125
09
铣Φ16孔下端面,铣上端面平台
X6135
10
粗镗孔Φ24(退刀槽)半精镗孔Φ16,钻Φ2孔
C5116
描图
描校
底图号
装订号
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片工艺过程卡片-模板
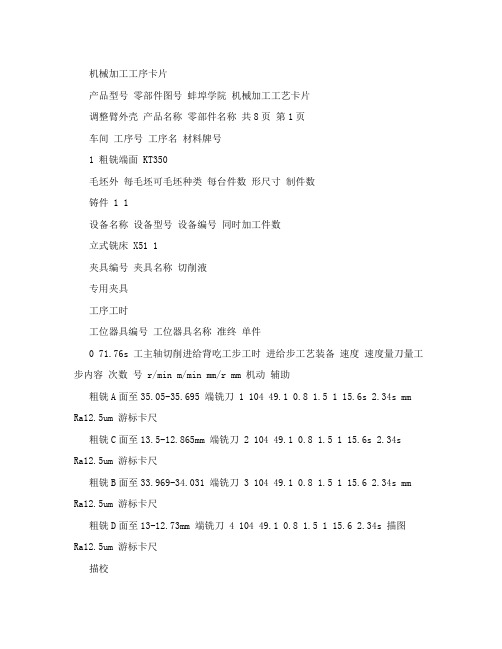
机械加工工序卡片产品型号零部件图号蚌埠学院机械加工工艺卡片调整臂外壳产品名称零部件名称共8页第1页车间工序号工序名材料牌号1 粗铣端面 KT350毛坯外每毛坯可毛坯种类每台件数形尺寸制件数铸件 1 1设备名称设备型号设备编号同时加工件数立式铣床 X51 1夹具编号夹具名称切削液专用夹具工序工时工位器具编号工位器具名称准终单件0 71.76s 工主轴切削进给背吃工步工时进给步工艺装备速度速度量刀量工步内容次数号 r/min m/min mm/r mm 机动辅助粗铣A面至35.05-35.695 端铣刀 1 104 49.1 0.8 1.5 1 15.6s 2.34s mm Ra12.5um 游标卡尺粗铣C面至13.5-12.865mm 端铣刀 2 104 49.1 0.8 1.5 1 15.6s 2.34sRa12.5um 游标卡尺粗铣B面至33.969-34.031 端铣刀 3 104 49.1 0.8 1.5 1 15.6 2.34s mm Ra12.5um 游标卡尺粗铣D面至13-12.73mm 端铣刀 4 104 49.1 0.8 1.5 1 15.6 2.34s 描图Ra12.5um 游标卡尺描校底图号装订号设计审核标准化会签(日期) (日期) (日期) (日期) 标处更改文签日标处更改文签日记数件号字期记数件号字期机械加工工艺过程卡片产品型号零件图号蚌埠学院机械加工工艺过程卡片产品名称零件名称调整臂外壳共1页第1页每毛坯可材料牌号 KT350 毛坯种类铸件毛坯外形尺寸 1 每台件数 1 备注制件数工时工名工序号工序内容车间工段设备工艺装备序称准终单件粗铣凸台粗铣两端面至X51立式铣高速钢套式面铣刀、游标卡35.881 两端面34.031~33.969mm Ra12.5um 床尺、专用夹具 s半精铣凸半精铣两端面至32~31.83mm X51立式铣高速钢套式面铣刀、游标卡58.932 台两端面 Ra6.3um 床尺、专用夹具 s镗孔T716立式金3 镗刀、游标卡尺、专用夹具62.1s Φ62mm 刚镗床X51立式铣 4 铣槽26m 38.5s 铣刀、游标卡尺 +床铣舌台两粗铣、半精铣至12~11.76mm XA613卧式高速钢套式面铣刀、游标卡94.815 面 Ra6.3um 铣床尺、专用夹具 s钻Φ12mm钻、粗铰孔至12.18~12.16mm X525立式复合麻花钻、铰刀内径千分16.566 孔 Ra6.3um 钻床尺 s钻孔31.877 台式小钻床麻花钻5XΦ4(3mm s钻Φ13mm钻孔至 X525立式33.128 孔并钻沉复合麻花钻 13.12~13mmRa25um 钻床 s 头孔钻孔钻孔至13.92~13.8mm X525立式23.01描图 9 复合麻花钻Φ13(8mm Ra25um 钻床 s钻M10螺X525立式77.5610 钻底孔复合麻花钻描校纹底孔钻 s钻Rc1/8锥X525立式77.9511 钻底孔复合麻花钻螺纹底孔钻床 s 底图号12 攻丝攻丝 13 去毛刺钳工台装订号14 清洗清洗机 15 终检设计审核标准化会签 (日期) (日期) (日期) (日期)标记处数更改文件号签字日期标记处数更改文件号签字日期。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
文件编号TL—2192—05 山东时风集团 装 配 工 艺 过 程 卡 片 产品型号 SF350A 部 件 图 号 共 24页 产品名称 拖拉机 部 件 名 称 第 01页 工序号 工 序
名 称 工 序 内 容 装 配
部 门 设 备 工 艺 装 备 组装零部件明细
名称 编号 名 称 编号 图 号 名 称 数量
1 后桥 吊装 用电动葫芦将后桥吊装到流水线的工位架上, 拖拉机车间 电动葫芦 SF350A-37001 传动箱 总成 1 保证后桥与工位架稳定接触,并且要放正。将联
接套及传动轴装在I轴上,再将过桥总成与后桥 SF350A-210
01 过桥总成 1
装在一起,要求紧固力矩达到140-160N.m。
编制(日期) 审核(日期) 会签(日期) 批准(日期) 张业峰 2007.3.10 杨吉生 2007.3.10 陈庆文 2007.3.10 池建美 2007.3.10 标记 处数 更改文件号 签字 日期 标记 处数 更改文件号 签字 文件编号TL—2192—05 山东时风集团 装 配 工 艺 过 程 卡 片 产品型号 SF350A 部 件 图 号 共 24 页 产品名称 拖拉机 部 件 名 称 第 02 页 工序号 工 序
名 称 工 序 内 容 装 配
部 门 设 备 工 艺 装 备 组装零部件明细
名称 编号 名 称 编号 图 号 名 称 数量
2 发动机的安装 用电动葫芦将TY395发动机总成吊装到安装 拖拉机车间 平衡吊 φ16套头 SF350A-21001 离合器 总成 1 工位上,用M12*40\M12*60\M12*85的螺栓,加
φ12平垫、弹垫,与过桥联接紧固在一起。 TY395 发动机 1
要求紧固力矩达到90-110N.m。
编制(日期) 审核(日期) 会签(日期) 批准(日期) 张业峰 2007.3.10 杨吉生 2007.3.10 陈庆文 2007.3.10 池建美 2007.3.10 标记 处数 更改文件号 签字 日期 标记 处数 更改文件号 签字 文件编号TL—2192—05 山东时风集团 装 配 工 艺 过 程 卡 片 产品型号 SF350A 部 件 图 号 共 24 页 产品名称 拖拉机 部 件 名 称 第 03 页 工序号 工 序
名 称 工 序 内 容 装 配
部 门 设 备 工 艺 装 备 组装零部件明细
名称 编号 名 称 编号 图 号 名 称 数量
3 前桥及左右挡 泥板
用平衡吊将前桥吊装到工位架上。用M16*125 拖拉机车间 平衡吊 SF350-31010 前桥总成 1
螺柱加平垫、弹垫与发动机联接紧固在一起。 SF350A-470
21 左右、挡
泥板 各1
用M12*30将左、右后挡泥板安装在半轴套管上。
编制(日期) 审核(日期) 会签(日期) 批准(日期) 张业峰 2007.3.10 杨吉生 2007.3.10 陈庆文 2007.3.10 池建美 2007.3.10 标记 处数 更改文件号 签字 日期 标记 处数 更改文件号 签字 文件编号TL—2192—05 山东时风集团 装 配 工 艺 过 程 卡 片 产品型号 SF350A 部 件 图 号 共 24 页 产品名称 拖拉机 部 件 名 称 第 20 页 工序号 工 序
名 称 工 序 内 容 装 配
部 门 设 备 工 艺 装 备 组装零部件明细
名称 编号 名 称 编号 图 号 名 称 数量
20 装配电瓶及附属件
用M14*1.5*30螺栓加上弹垫,将电瓶架总成, 拖拉机车间 扳手
SF350A-480
10 电瓶盒
总成 1
安装在前桥托架上,将喇叭装在电瓶盒底架的
安装孔上,将电瓶安装在电瓶支架上。 SF350-48101 电瓶盒底架 2
SF350-48035 单音喇叭 1 3-QA-120 电瓶 1
编制(日期) 审核(日期) 会签(日期) 批准(日期) 张业峰 2007.3.10 杨吉生 2007.3.10 陈庆文 2007.3.10 池建美 2007.3.10 标记 处数 更改文件号 签字 日期 标记 处数 更改文件号 签字 文件编号TL—2192—05 山东时风集团 装 配 工 艺 过 程 卡 片 产品型号 SF350A 部 件 图 号 共 24 页 产品名称 拖拉机 部 件 名 称 第 17 页 工序号 工 序
名 称 工 序 内 容 装 配
部 门 设 备 工 艺 装 备 组装零部件明细
名称 编号 名 称 编号 图 号 名 称 数量
17 安散热器总成
将散热器总成的安装螺柱上加垫上橡胶垫,装到 拖拉机车间 扳手
SF350A-130
01 散热器总
成 1
前桥托架装配孔上,在把进出水胶管与发动机 螺丝刀
进出口联接好。
SF350-13101 散热器进水管 1
SF350-13103 散热器出水管 1
编制(日期) 审核(日期) 会签(日期) 批准(日期) 张业峰 2007.3.10 杨吉生 2007.3.10 陈庆文 2007.3.10 池建美 2007.3.10 标记 处数 更改文件号 签字 日期 标记 处数 更改文件号 签字 文件编号TL—2192—05 山东时风集团 装 配 工 艺 过 程 卡 片 产品型号 SF350A 部 件 图 号 共 24 页 产品名称 拖拉机 部 件 名 称 第 08 页 工序号 工 序
名 称 工 序 内 容 装 配
部 门 设 备 工 艺 装 备 组装零部件明细
名称 编号 名 称 编号 图 号 名 称 数量
8★
装前轮
及挡泥瓦总成
将左、右导向轮总成用M14*1.5螺母,安装紧 拖拉机车间 扳手
SF350A-320
01 导向轮
总成 2
固在前桥左、右轮毂上,并调整好前束3-11mm。
将左、右前挡泥瓦安装在前桥上。 SF350-47023 左前挡泥瓦 1
SF350-47024 右前挡泥瓦 1
编制(日期) 审核(日期) 会签(日期) 批准(日期) 张业峰 2007.3.10 杨吉生 2007.3.10 陈庆文 2007.3.10 池建美 2007.3.10 标记 处数 更改文件号 签字 日期 标记 处数 更改文件号 签字 文件编号TL—2192—05 山东时风集团 装 配 工 艺 过 程 卡 片 产品型号 SF350A 部 件 图 号 共 24 页 产品名称 拖拉机 部 件 名 称 第 14 页 工序号 工 序
名 称 工 序 内 容 装 配
部 门 设 备 工 艺 装 备 组装零部件明细
名称 编号 名 称 编号 图 号 名 称 数量
14 安装 制动 踏板 把制动踏板轴装在过桥下部装配孔上,在将已 拖拉机车间 弹簧钳子 SF350A-43112 定位齿块 1 装配好定位爪摇臂、定位爪、扭力弹簧的左制动 0.5kg锤子 SF350-43114 定位爪 1 踏板及右制动踏板,装在右边制动轴上,用 SF350A-430
14 右制动
踏板 1
φ8*45弹性销及φ25轴用挡圈装好。
SF350A-43015 左制动
踏板 1
SF350-43130 扭力弹簧 1
编制(日期) 审核(日期) 会签(日期) 批准(日期) 张业峰 2007.3.10 杨吉生 2007.3.10 陈庆文 2007.3.10 池建美 2007.3.10 标记 处数 更改文件号 签字 日期 标记 处数 更改文件号 签字 文件编号TL—2192—05 山东时风集团 装 配 工 艺 过 程 卡 片 产品型号 SF350A 部 件 图 号 共 24 页 产品名称 拖拉机 部 件 名 称 第 15 页 工序号 工 序
名 称 工 序 内 容 装 配
部 门 设 备 工 艺 装 备 组装零部件明细
名称 编号 名 称 编号 图 号 名 称 数量
15★
调试
制动 行程
将右侧制动拉杆前头装在制动踏板的安装孔上, 拖拉机车间 扳手 SF350A-43110 联接叉 2
垫上φ10平垫及φ3*25开口销。后端用φ8*30 钳子 SF350A-43111 拉杆 2
圆柱销与制动摇臂联接好,上φ8平垫及 φ.5*25开口销。并调整好长度锁紧。 保证制动踏板工作行程20—40mm。
编制(日期) 审核(日期) 会签(日期) 批准(日期) 张业峰 2007.3.10 杨吉生 2007.3.10 陈庆文 2007.3.10 池建美 2007.3.10 标记 处数 更改文件号 签字 日期 标记 处数 更改文件号 签字