圆锥螺纹三针量法中径计算公式的探讨
三针测量法对螺纹中径进行简易测量方法

三针测量法对螺纹中径进行简易测量方法螺纹中径是指螺纹的核心径,通常用于螺纹的加工和检测。
在实际应用中,准确测量螺纹中径非常重要,因为它直接影响到螺纹的质量和相互配合的精度。
三针测量法是一种常用的简易测量方法,适用于大多数螺纹尺寸的测量。
1.准备工作:
a.选择适当尺寸的三根测量针,它们的直径分别为D1、D2和D3,并保证它们之间的直径差异较小。
b.准备一个安装针座,针座中心线与螺纹轴线平行,并可以提供与测量针相互垂直的针孔。
2.确定针顶位置:
a.将测量针依次插入针座的针孔,并调整针座的高度,使测量针针顶与螺纹针螺纹顶平齐。
b.通过调节针座高度,使得针座固定在同一位置,便于后续的测量。
3.测量操作:
a.依次将三根测量针插入螺纹中,在每次测量之前都要确保测量针的针尖清洁、无毛刺以及无损伤。
b.插入第一根测量针D1,注意要轻轻转动针座,让测量针缘相对于螺纹错位,确保测量过程中不会有任何划伤或碰撞。
c.记录测量针D1的直径。
d.依次重复步骤b和c,完成第二根测量针D2和第三根测量针D3的测量。
e.记录测量针D2和D3的直径。
4.数据处理:
a.由于三根测量针的直径差异较小,可以认为它们的误差可以忽略不计。
因此,取三根测量针直径的平均值作为测量结果。
b.通过三根测量针的直径差异,来确定螺纹中径。
c.根据测量数据和计算公式进行计算,得到螺纹中径的值。
螺纹螺距及中径的三针测量

+4.864× 3.6-1.866 ×7
=40.948
-0.115 -0.380
即M的范围为40.833~40.568
因某螺纹的M值为40.660,在M的范围40.833~40.568之 外,故该螺纹的中径合格。
用单针法测螺纹中径 A= d0+M 2
A 0-25
举例
例1、用单针测量Tr36 × 6--8e的丝杆时,量得工件的实际外径
测量结果:螺纹千分尺的读数即为中径
0-25
0-2
量针
量针最佳
量针过大
量针过小
上测头
下测头
量针 d2
三针测量
上测头
钢针
下测头
用三针法测螺纹中径
测普通螺纹
M=d2+3dD-0.866P
dD最佳=0.577P
测梯形螺纹
M=d2+4.864dD-1.866P
dD最佳=0.518P
M 0-25
举例
例1、用三针法测M20普通螺纹中径,已知螺纹中径的基本尺
-0.125 -0.480
+4.864× 3.1-1.866 ×6
=40.882
-0.125 -0.480
即M的范围为40.757~40.402
因某螺纹的M值为40.360,在M的范围40.757~40.402之 外,故该螺纹的中径不合格。
课堂练习2
用三针测量Tr40 ×7的丝杆,已知螺纹中径的基本尺寸和极限
-0.02 -0.198
+ 3× 1.1-0.866 ×2
=16.269
-0.02 -0.198
即M的范围为16.249~16.071
课堂练习1
用三针法测M24普通螺纹中径,已知螺纹中径的基本尺寸和极限偏差为
三针测量外螺纹中径

三针测量外螺纹中径[学习重点]1.熟悉用三针法测量外螺纹的方法。
2.学会选择最佳三针。
[仪器用具]三针、螺旋千分尺(或测长仪器)、螺纹。
[测量原理]1.三针法测量中径用三针法测量螺纹中径是一种间接测量的方法。
如图18-1所示,将三根直径相同的量针放在被测螺纹的牙槽内,而且单根量针应放置在成对使用的两根量针对面的中间牙槽里。
在一定的测量力作用下,三针与螺纹槽侧面可靠接触,测量出三针外尺寸间的跨距M值,再通过公式(1)计算,即可求得被测螺纹的中径d2。
测量M值时,可采用接触式量仪(如千分尺或测长仪等)进行绝对测量,也可采用光学计或其它测微仪通过与量块比较进行相对测量。
(18-1)式中dD ──三根量针直径的平均值,图18-1 测量中径原理图1---接触式量仪2---被测螺纹3---三针dD1 为螺纹一边的单根量针的直径; dD2 、dD3 为螺纹另一边成对使用的两根量针的直径。
P ──螺距α/2 ──螺纹牙型半角2.最佳三针的确定为了避免由于牙形角误差影响测量结果,从图18-2中可以看出量针与螺纹牙形角侧面相切正好在螺纹的单一中径处,因而牙形角的变化不影响量针位置,即测量结果不受牙形半角误差Δα/2的影响,此时三针直径为最佳量针直径,其量针直径dD0 '图18-2 最佳三针直径位置图1---被测螺纹2---量针直径在实际工作中,如果成套的三针没有最佳三针,可选用与最佳值相接近的三针直径来代替,一般选用的三针直径应能保证其与牙侧的接触点在中径牙面交点上下1/8牙面长度(L)范围内,如图18-3所示。
图18-3 代用三针直径位置图1---被测螺纹2---量针直径[实验内容]1.选择最佳三针按公式(2)计算最佳三针直径,以此为依据挑选三针。
若无合适的三针,则可选用与最佳三针接近的三针。
2.测量M值按图18-1将三针装好,用千分尺分别在三个等距截面内进行测量,记下各个位置上的读数值,此值也就是各个位置上测得的M值。
三针测量梯形螺纹中径的简化计算公式( )。

在机械工程领域中,三针测量梯形螺纹中径的简化计算公式是一个非常重要的概念。
梯形螺纹是工程设计中常见的螺纹结构,其中径的准确计算对于螺纹加工和装配具有重要意义。
在本文中,我们将深入探讨三针测量梯形螺纹中径的简化计算公式,旨在帮助读者更全面地理解这一主题。
1. 三针测量梯形螺纹中径的重要性梯形螺纹是一种常见的螺纹结构,广泛应用于各种机械装置和设备中。
在螺纹加工过程中,需要准确地计算梯形螺纹的中径,以确保螺纹的精度和质量。
而三针测量则是一种常用的测量方法,用于测量梯形螺纹的中径。
掌握三针测量梯形螺纹中径的简化计算公式对于机械工程师和加工人员来说至关重要。
2. 三针测量梯形螺纹中径的简化计算公式在实际的工程实践中,三针测量梯形螺纹中径的简化计算公式通常采用以下形式:中径=π/2*(d1+d2)其中,d1和d2分别表示两个外径测量值,π为圆周率。
这个简化的计算公式能够有效地帮助工程师和加工人员在实际测量中得到较为准确的中径数值,从而保证螺纹加工和装配的质量。
3. 个人观点和理解在我看来,三针测量梯形螺纹中径的简化计算公式虽然简单,但却非常实用。
在实际的工程设计和制造过程中,我们经常需要迅速、准确地确定梯形螺纹的中径,以便进行后续的加工和装配工作。
采用这个简化计算公式可以帮助我们在短时间内得到中径的大致数值,为后续工作提供重要参考依据。
总结回顾三针测量梯形螺纹中径的简化计算公式在机械工程领域具有重要的应用意义。
通过深入探讨这个主题,我们不仅对其计算原理有了更加清晰的理解,同时也能够将其运用到实际工程实践中。
对于工程师和加工人员来说,掌握这个简化计算公式无疑将大大提高工作效率和产品质量。
在本文中,我们从简单的计算公式入手,逐步展开了对三针测量梯形螺纹中径的深入讨论,希望读者能够通过阅读本文,更全面、深刻地理解这一主题。
我也共享了自己对这个主题的个人观点和理解,希望能够与读者共享更多有关这个主题的信息和心得体会。
三针测量法对螺纹中径进行简易测量方法

三针测量法对螺纹中径进行简易测量方法首先,我们要准备好以下工具:两个外螺纹调节管和一把刻度尺。
调节管的两个端面要求相互平行,刻度尺要有足够的刻度长度,以便准确读取数据。
接下来,开始进行测量。
首先,将螺纹工件放在调节管之间,确保工件和调节管的端面平行。
然后,将调节管推入螺纹孔,并调整两个调节管的位置,直到能够将刻度尺平放在工件上,并与工件外径接触。
确保刻度尺与工件外径之间没有缝隙。
然后,用一个手指轻压刻度尺,以保持其稳定。
接下来,使用另一个手指按住最外面的调节管,将其推入螺纹孔,直到刻度尺的0刻线与工件的表面齐平。
这是初始测量位置。
接下来,用一个手指轻轻转动调节管,直到感觉到其与工件螺纹相配合。
然后,用刻度尺读取此时刻度尺上工件最外径对应的刻度值。
然后,继续转动调节管,直到感觉到其与工件螺纹不再配合。
再次读取此时刻度尺上工件最外径对应的刻度值。
测得的两个刻度值之差即为螺纹中径的测量结果。
为了提高测量精度,可以进行多次测量,并取其平均值作为最终结果。
三针测量法的原理是利用螺纹之间的配合原理。
当两个调节管之间的距离逐渐变小时,调节管会与螺纹孔配合,而产生一个相对连续的运动,这可以通过手指感受到。
当调节管不再与螺纹孔配合时,刻度尺位置相对固定。
通过测量刻度尺的运动范围,可以确定螺纹中径。
总结而言,三针测量法是一种常用的测量螺纹中径的简易方法,通过利用螺纹之间的配合原理进行测量。
虽然它的测量精度相对较低,但是在一些对精度要求不高的情况下,仍然可以得到准确的测量结果。
圆锥螺纹三针法检测技术浅析
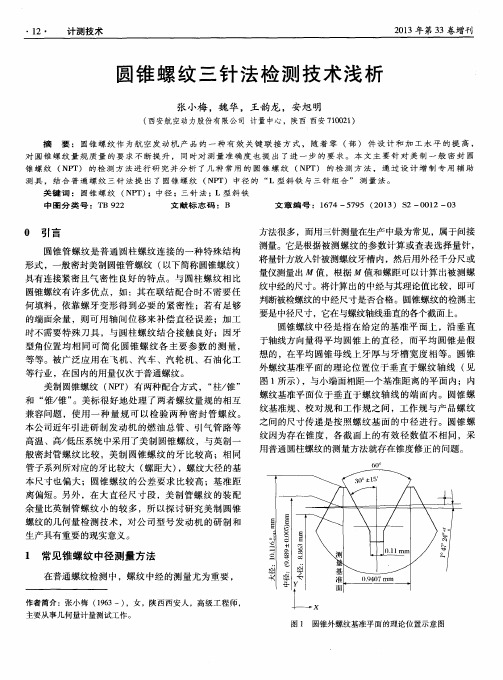
判断被检螺纹的中经尺寸是否合格 。圆锥螺纹的检测主 要是 中径尺寸 ,它在与螺纹轴线 垂直的各个截面上 。 圆锥 螺纹 中径 是指 在 给 定 的基 准平 面 上 ,沿 垂 直
于轴线方 向量 得 平 均 圆 锥 上 的直 径,属于间接 测量。它是根据被测螺纹 的参数计算或查表选择量针, 将量针方放 人针被测 螺纹牙 槽 内 ,然 后用外 径千 分尺 或 量仪测量 出 值 ,根 据 值 和螺 距可 以计 算 出被 测 螺
纹 中经 的尺 寸。将 计算 出 的中经与其 理论值 比较 ,即可
想的 ,在平均 圆锥母线上牙厚 与牙槽宽度相等。圆锥 外 螺纹基 准平 面 的理 论 位 置位 于垂 直 于螺 纹 轴 线 ( 见 图1 所示) ,与小端 面相距 一个 基准 距离 的 平面 内 ;内 螺纹基准平面位 于垂直于螺纹轴线 的端面 内。圆锥螺
纹基 准规 、校 对规 和 工 作 规 之 间 ,工 作 规 与 产 品螺 纹
0 引 言
圆锥 管 螺 纹是 普 通 圆柱螺 纹 连 接 的一 种 特殊 结 构 形式 ,一般 密封 美制 圆锥管 螺纹 ( 以下简 称 圆锥 螺 纹 ) 具有 连接 紧密 且 气 密 性 良好 的特 点 。与 圆 柱 螺纹 相 比 圆锥 螺纹 有 许 多优 点 ,如 :其 在 联 结 配合 时不 需 要 任 何填 料 ,依靠 螺 牙 变 形 得 到必 要 的紧 密 性 ;若 有 足够
2 0 1 3年计 量测 试技 术论 文 专集
・ 1 3・
目前 圆锥螺 纹 中径 的测 量方 法有 网针 法 ( 三 针 法) 、量规综合检验法 、正弦规测量法 、仪器影像测量 法 和万 能工 具显微 镜 轴切法 等 。
螺纹的计算公式~上径、中径、下径
螺纹的计算公式~上径、中径、下径螺纹的计算公式,超级实用,机械设计学习好帮手老孟侃制造金属材料公司技术总监螺纹的计算公式,你还有补充吗?一、60°牙型的外螺纹中径计算及公差(国标GB 197/196)a. 中径基本尺寸计算:螺纹中径的基本尺寸=螺纹大径-螺距×系数值。
公式表示:d/D-P×0.6495例:外螺纹M8螺纹中径的计算8-1.25×0.6495=8-0.8119≈7.188b. 常用的6h外螺纹中径公差(以螺距为基准)。
上限值为“0”下限值为P0.8-0.095 P1.00-0.112 P1.25-0.118P1.5-0.132 P1.75-0.150 P2.0-0.16P2.5-0.17上限计算公式即基本尺寸,下限值计算公式d2-hes-Td2即中径基本尺寸-偏差-公差。
M8的6h级中径公差值:上限值7.188 下限值:7.188-0.118=7.07。
c. 常用的6g级外螺纹中径基本偏差:(以螺距为基准)。
P 0.80-0.024 P 1.00-0.026 P1.25-0.028 P1.5-0.032P1.75-0.034 P2-0.038 P2.5-0.042上限值计算公式d2-ges即基本尺寸-偏差下限值计算公式d2-ges-Td2即基本尺寸-偏差-公差例M8的6g级中径公差值:上限值7.188-0.028=7.16 下限值:7.188-0.028-0.118=7.042。
注:(1)以上的螺纹公差是以粗牙为准,对细牙的螺纹公差相应有些变化,但均只是公差变大,所以按此控制不会越出规范界限,故在上述中未一一标出。
(2)螺纹的光杆坯径尺寸在生产实际中,根据设计要求的精度和螺纹加工设备的挤压力的不同而相应比设计螺纹中径尺寸加大0.04—0.08之间,为螺纹光杆坯径值,例我们公司的M8外螺纹6g级的螺纹光杆坯径实在7.08—7.13即在此范围。
(3)考虑到生产过程的需要外螺纹,在实际生产的未进行热处理和表面处理的中径控制下限应尽量保持在6h级为准。
螺纹大径、中径、小径计算公式-螺栓中经计算公式
紧固件生产中应用得相关计算公式一、60°牙型得外螺纹中径计算及公差(国标GB 197/196)a、中径基本尺寸计算: 螺纹中径得基本尺寸=螺纹大径-螺距×系数值公式表示:d/D-P×0。
6495例:外螺纹M8螺纹中径得计算8-1.25×0、6495=8-0.8119≈7.188b、常用得6h外螺纹中径公差(以螺距为基准) 上限值为”0”下限值为P0、8-0、095 P1。
00—0、112P1、25-0。
118 P1、5—0、132 P1。
75—0。
150 P2、0—0、16P2、5-0.17 上限计算公式即基本尺寸,下限值计算公式d2-hes-Td2即中径基本尺寸-偏差-公差M8得6h级中径公差值:上限值7。
188下限值:7。
188-0、118=7、07C常用得6g级外螺纹中径基本偏差: (以螺距为基准) P 0.80—0、024P 1.00-0、026P 1.25-0、028 P1。
5-0、032 P1.75-0、034P2-0、038P2.5-0。
042 上限值计算公式d2-ges即基本尺寸-偏差下限值计算公式d2-ges-Td2即基本尺寸—偏差-公差例M8得6g级中径公差值:上限值7。
188—0.028=7、16 下限值:7。
188-0。
028-0.118=7。
042注:①以上得螺纹公差就是以粗牙为准,对细牙得螺纹公差相应有些变化,但均只就是公差变大,所以按此控制不会越出规范界限,故在上述中未一一标出。
②螺纹得光杆坯径尺寸在生产实际中根据设计要求得精度与螺纹加工设备得挤压力得不同而相应比设计螺纹中径尺寸加大0、04—0。
08之间,为螺纹光杆坯径值,例我们公司得M8外螺纹6g级得螺纹光杆坯径实在7。
08—7.13即在此范围。
③考虑到生产过程得需要外螺纹在实际生产得未进行热处理与表面处理得中径控制下限应尽量保持在6h级为准二、60°内螺纹中径计算及公差(GB197 /196)a。
三针测量法是测量外螺纹中径的一种比较精密的方法
三针测量法是测量外螺纹中径的一种比较精密的方法1.原理三针测量法是基于圆的几何关系而建立的一种测量方法。
它利用三根测定针将一个螺纹两个相对的线周的最外点与中间线柔性之外点连接为一三角形,然后通过计算几何学公式得到螺纹中径的测量结果。
这种方法的原理是通过测量三线间的距离变化来测量螺纹中径的大小。
2.测量步骤(1)选择合适的三根测量针,一般情况下,选择针头直径与螺纹中径接近,弯曲方便的细针。
测量针的数量取决于工件的形状和尺寸,一般选择三根测量针。
(2)将三个测量针固定在一个测量夹具上,并确保它们两两之间的距离相等,并且垂直于螺纹轴线。
(3)将测量夹具放置在螺纹的两侧,以确保螺纹被三根测量针夹住。
(4)观察并记录测量针与螺纹外侧的接触点。
由于测量针比螺纹中径小,因此测量针与螺纹的接触点位于三角形的顶点处。
(5)旋转测量夹具,使测量针与螺纹的不同侧面接触,并重复步骤4,测量针与螺纹不同侧面的接触点。
(6)根据三个测量点的位置数据,计算出螺纹中径的大小。
一般采用合理的几何计算公式进行计算。
3.注意事项(1)在使用三针测量法之前,必须确保测量针和螺纹的表面都是干净的,以免影响测量结果。
(2)为了获得更准确的测量结果,建议在多个位置对螺纹进行测量,并取多次测量的平均值作为最终的测量结果。
(3)对于精密测量,测量针的选择非常重要。
应根据具体测量要求选择针头直径与螺纹中径接近的细针。
(4)为了减小误差影响,测量时应轻轻触碰螺纹,避免过度压力对测量结果的影响。
(5)在测量过程中,应尽量控制外力的影响,避免振动和冲击对测量结果的影响。
三针测量法是一种相对较精密的测量方法,可以用于测量螺纹中径的直径、圆度等参数。
通过合理选择测量针、严格执行测量步骤和注意事项,可以提高测量结果的准确性和可靠性,为工件的生产和质量控制提供有效的数据依据。
三针法测量螺纹中径方法
三针法测量螺纹中径方法
螺纹是一种常见的机械连接方式,用于连接和固定机械零件。
在制造和维修中,经常需要测量螺纹的中径。
三针法是一种常用的测量螺纹中径的方法。
三针法的原理是利用三根针尖接触螺纹的顶部和两侧,测量其距离,从而确定螺纹的中径。
三针法测量的精度较高,适用于大多数螺纹的中径测量。
三针法的具体步骤如下:
1.选取三根长度相等的针,一般直径为1.5mm。
2.将两根针放在螺纹的两侧,使针尖接触螺纹的侧面,调整针的位置,使其与螺纹轴线平行。
3.将第三根针放在螺纹的顶部,使针尖接触螺纹顶面,调整针的位置,使其与螺纹轴线垂直。
4.用千分尺或外观检验仪等精密测量工具测量三根针之间的距离。
5.将测量值代入公式计算螺纹的中径。
三针法测量螺纹中径方法的优点是测量精度高,适用于大多数螺纹的中径测量。
但也存在一些限制和注意事项:
1.三针法测量只适用于内螺纹的中径测量。
2.三针法测量需要针尖和螺纹轴线平行,针尖和螺纹顶面垂直,调整不当会导致测量误差。
3.三针法测量需要精密测量工具,要求测量精度高,操作技能要求高。
4.三针法测量时需要注意针的长度和直径,选择合适的针具有重要意义。
三针法是一种常用的测量螺纹中径的方法,使用起来较为简单,测量精度高,适用于大多数螺纹的中径测量。
但也需要注意其局限性和注意事项,以保证测量的准确性和可靠性。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
圆锥螺纹三针量法中径计算公式的探讨
最近,圆锥螺纹三针量法是一个广泛讨论的计算方法,它能够用来精确
测量周径和内径,可以有效改善工具测量的准确性和效率。
它主要用于测量
内径和外径,是由三根针从不同位置和不同角度接触精密量具上的圆锥螺纹
形螺纹而得到的。
圆锥螺纹三针量法的计算公式为:外径=H+[(a-h)+C*tanα]/cosα,其
中H和a分别为针的长度和宽度,h为针的头部高度,系数C为圆锥螺纹
的准确长度,α为针与圆锥螺纹的角度。
有了上述公式,就能精确测量出圆锥螺纹内径和外径。
在实际应用中,
需要根据实际测量需求,在垂直方向上改变测量位置,并计算出α和C的值,以精确测量出最终的圆锥螺纹的外径和内径。
圆锥螺纹三针量法的特点是其精度高,耗时短,因此,在精度要求较高
的精密量具测量中,三针量法的结果更加可靠和准确。
此外,圆锥螺纹三针
量法还具有操作简便,可以明显减少测量时间,是一种有效的误差控制手段。
总的来说,圆锥螺纹三针量法是一种快速,精准的量具测量技术,它能
有效改善工具测量的准确性和效率,并能显著减少误差。