螺纹计算公式三针测量法
三针测量外螺纹中径

三针测量外螺纹中径[学习重点]1.熟悉用三针法测量外螺纹的方法。
2.学会选择最佳三针。
[仪器用具]三针、螺旋千分尺(或测长仪器)、螺纹。
[测量原理]1.三针法测量中径用三针法测量螺纹中径是一种间接测量的方法。
如图18-1所示,将三根直径相同的量针放在被测螺纹的牙槽内,而且单根量针应放置在成对使用的两根量针对面的中间牙槽里。
在一定的测量力作用下,三针与螺纹槽侧面可靠接触,测量出三针外尺寸间的跨距M值,再通过公式(1)计算,即可求得被测螺纹的中径d2。
测量M值时,可采用接触式量仪(如千分尺或测长仪等)进行绝对测量,也可采用光学计或其它测微仪通过与量块比较进行相对测量。
(18-1)式中dD ──三根量针直径的平均值,图18-1 测量中径原理图1---接触式量仪2---被测螺纹3---三针dD1 为螺纹一边的单根量针的直径; dD2 、dD3 为螺纹另一边成对使用的两根量针的直径。
P ──螺距α/2 ──螺纹牙型半角2.最佳三针的确定为了避免由于牙形角误差影响测量结果,从图18-2中可以看出量针与螺纹牙形角侧面相切正好在螺纹的单一中径处,因而牙形角的变化不影响量针位置,即测量结果不受牙形半角误差Δα/2的影响,此时三针直径为最佳量针直径,其量针直径dD0 '图18-2 最佳三针直径位置图1---被测螺纹2---量针直径在实际工作中,如果成套的三针没有最佳三针,可选用与最佳值相接近的三针直径来代替,一般选用的三针直径应能保证其与牙侧的接触点在中径牙面交点上下1/8牙面长度(L)范围内,如图18-3所示。
图18-3 代用三针直径位置图1---被测螺纹2---量针直径[实验内容]1.选择最佳三针按公式(2)计算最佳三针直径,以此为依据挑选三针。
若无合适的三针,则可选用与最佳三针接近的三针。
2.测量M值按图18-1将三针装好,用千分尺分别在三个等距截面内进行测量,记下各个位置上的读数值,此值也就是各个位置上测得的M值。
螺纹螺距及中径的三针测量

-0.059 -0.272
即A的范围为36.357~36.144
-0.125 -0.480
+4.864× 3.1-1.866 ×6
=40.882
-0.125 -0.480
即M的范围为40.757~40.402
因某螺纹的M值为40.360,在M的范围40.757~40.402之 外,故该螺纹的中径不合格。
课堂练习2
用三针测量Tr40 ×7的丝杆,已知螺纹中径的基本尺寸和极限
-0.02 -0.198
+ 3× 1.1-0.866 ×2
=16.269
-0.02 -0.198
即M的范围为16.249~16.071
课堂练习1
用三针法测M24普通螺纹中径,已知螺纹中径的基本尺寸和极限偏差为
Φ22.052
-0.02
-0.20
,求千分尺读数M值的范围。若某个螺纹的M值是24.555,问
该螺纹中径是否合格?
解: ①求量针直径
dD最佳= 0.577P=0.577×3=1.731mm 取量针直径为1.7毫米
②求M值
M=d2+3dD-0.866P=22.052--00..0220 +3× 1.7-0.866 ×3
=24.554
-0.02
-0.20
即M的范围为24.354~24.534
因为该螺纹的M值是24.555,不在M的范围24.534~24.354内,故不合格。
即M的范围为20.391~20.193
课堂练习
1、用三针法测M16普通螺纹中径,已知螺纹中径的基本尺
寸和极限偏差为Φ14.701
-0.02 -0.198
,求千分尺的读数范围。
三针法测量螺纹中径

上表所示的螺纹精度为2A,其余精度的螺纹不适用上表,蓝色区域为可编辑区域,黄色区域为不可编辑,不用输入数据即可自动计算。
制表:韩云停 日期:2010.06.19
用三针法测量外螺纹中径
式中,M 为测得值(mm ),d 0为三针直径(mm );α为牙型角(°)。
用三针法测量统一螺纹(外螺纹)中径
M-m-(D 0-d 0)根据上式计算出的数值查三角函数正弦值,即可求得牙型半角,牙型半角×2即为牙型角。
sin (α/2)=
式中,D O 为较大的量针直径,d 0为较小的量针直径,
M 为量针D O 时测量值,m 为量针d o 时测量值。
采用两种不同规格的量针测量牙型角,牙型半角α/2的计算式:
D 0-d 0。
螺纹的计算及加工方法

螺纹计算及加工该夹具可调偏心范围e为:0≤e≤r/3½。
式中r为定位的半径。
螺钉内伸长量h的计算:h=(4×r2-3×e2)½+e-r,h的偏差可以通过尺寸链解出。
(end) 梯形外螺纹:小径d3=d-P-2*ac梯形内螺纹:小径D1=D-P式中d——外螺纹的的公称直径;D——内螺纹的公称直径;P——梯形螺纹的螺距;ac——牙间间隙;梯形外螺纹:大径d=D;梯形内螺纹:大径D4=D+2*ac式中字母代号同上注:梯形内螺纹的大径不是公称直径!!代号关系式---------------------------------------内外螺纹大径d、D(公称直径)---------------------------------------螺距p---------------------------------------牙顶间隙ac---------------------------------------基本牙型高度H1 H1 = 0.5p---------------------------------------外螺纹牙高h3 h3 = H1 + ac= 0.5p + ac---------------------------------------内螺纹牙高H4 H4 = H1 + ac= 0.5p + ac---------------------------------------牙顶高z z = 0.25p= H1 / 2---------------------------------------外螺纹中径d2 d2 = d - 2z= d - 0.5p---------------------------------------内螺纹中径D2 D2 = d - 2z= d - 0.5p---------------------------------------外螺纹小径d3 d3 = d - 2h3---------------------------------------内螺纹小径D1 D1 = d - 2H1= d - p---------------------------------------内螺纹大径D4 D4 = d + 2ac---------------------------------------原始三角形高H H = 1.866p---------------------------------------外螺纹牙顶圆角R1 R1max = 0.5ac---------------------------------------牙底圆角R2 R2max = ac---------------------------------------车螺纹的步骤与方法:(低速车削三角形螺纹Vく5米∕分)1、车螺纹前对工件的要求:1)螺纹大径:理论上大径等于公称直径,但根据与螺母的配合它存在有下偏差(—),上偏差为0;因此在加工中,按照螺纹三级精度要求。
三针测量法

.三针测量法用量针测量螺纹中径的方法称三针量法,测量时,在螺纹凹槽内放置具有同样直径D 的三根量针,如图(e)示,然后用适当的量具(如千分尺等)来测量尺寸M 的大小,以验证所加工的螺纹中径是否正确。
螺纹中径的计算公式:d 2=M -D)2sin 11(α++21t*ctg 2α M :千分尺测量的数值(mm)、D :量针直径(mm)、α/2:牙形半角、t :工件螺距或蜗杆周节(mm)量针直径D 的计算公式: D=212cos αt如果已知螺纹牙形角,也可用下面简化公式计算:图(e)例2对M24﹡1.5D 及螺纹中径d 2 ? 解 ∵ α = 60°代入D=0.577t 中 得D=0.577﹡1.5=0.8655mm∴ d 2=24.325-0.8655(1+1/0.5)+1.5﹡1.732/0.5=23.0275mm与理论值(d 2=23.026)相差△=23.0275-23.026=0.0015mm ,可见其差值非常的小。
实际上螺纹的中径尺寸,一般都可以从螺纹标准中查得或从零件图上直接注明,因此只要将上面计算螺纹中径的公式移项,变换一下,便可得出计算千分尺应测得的读数公式:M=d 2+D )2sin 11(α+-21t*ctg 2α例32的读数值?解 ∵ α = 60°代入上式 M = d 2+3D -0.866t = 23.026+3﹡0.866-0.866﹡1.5=24.325mm5.双针测量法双针测量法的用途比三针测量法还要广泛,如螺纹圈数很少的螺纹,以及螺距大的螺纹(螺距大于6.5),都不便用三针量法测量,而用双针量法测量则简便可行,对于普通螺纹,牙形角α =60°,如图(f)示。
图(f)d 2=M ˊ-3D -)(8'2D M t -+0.866t M ˊ:双针量法的测量尺寸(mm)(d 2、D 、t 的含义同前,在图(f)上不再标注)从上公式中可看出,在公式右端第一项与第三项中都含有M ˊ值,而M ˊ值需要在测量之前就计算出来,直接应用上述公式是不便计算理论M ˊ值,需对上式化简才能求出,以便在加工时准确控制M ˊ尺寸,保证螺纹中径d 2合格。
三针法测量螺纹中径方法

三针法测量螺纹中径方法
三针法是一种用于测量螺纹中径的方法,它是由三根针组成,其中两根针被夹在螺纹峰和螺纹谷之间,第三根针则位于螺纹中心线上。
通过测量两根针的距离以及第三根针与两根针的距离,可以计算出螺纹的中径。
在进行三针法测量之前,需要先确定螺纹的类型和规格。
对于不同类型和规格的螺纹,需要使用相应的三针进行测量。
同时,在选择三针时,需要确保针的长度和直径与螺纹的规格相匹配。
在进行测量时,首先需要将两根针放置在螺纹峰和螺纹谷之间,并夹紧。
然后,将第三根针放置在螺纹中心线上,并调整其位置,使其与两根针的距离相等。
此时,可以通过读取刻度尺上的数值,计算出螺纹的中径。
三针法测量的优点在于其简单易行,只需要简单的工具即可完成测量。
同时,由于三针法测量的精度较高,因此可以满足大部分应用场合的需求。
然而,在进行三针法测量时,需要注意以下几点:
1. 要确保针的长度和直径与螺纹的规格相匹配,否则会影响测量的精度。
2. 在进行测量时,需要确保针尖与螺纹表面的接触良好,否则会产
生误差。
3. 在读取刻度尺上的数值时,需要注意误差的产生。
由于刻度尺的误差,读数时可能会出现偏差,因此需要进行修正。
4. 在进行测量之前,需要确保螺纹表面的清洁度和光洁度,否则会影响测量的精度。
三针法是一种简单易行、精度较高的螺纹中径测量方法。
在进行测量时,需要注意以上几点,以确保测量结果的准确性。
同时,为了保证测量的可靠性,建议对同一螺纹进行多次测量,并取平均值作为最终结果。
三针测量法计算公式
三针测量法
螺纹测量计算:
⑴ 三针法测量外螺纹中径的计算
① 三针法测量外螺纹中径最佳量针直径的计算公式为
式中:一最佳量针直径
=量针接触点的螺纹升角
P=螺距
=螺纹牙型角
三针法测量外螺纹中径最佳量针直径的计算
②三针法测量外螺纹中径,三针法测量普通螺纹时首先选择最佳量针直径,将量针
放入被测螺纹的牙槽内,使量针在螺纹中径位置相切,然后用外径千分尺,卧式测长
仪等测量器具测量出M值,再按公式:
计算出被测螺纹中径•上式移项后得实测值M的计算公式
=M- [1+ --- ] + _cot_
M= + [1+ ---- ] - _cosr
式中:=最佳量针直径
=被测螺纹中径
p=螺距
二螺纹牙型角
M =量具测量出的实测值
当已知螺纹牙型角后,简化计算公式下表
实测值M的简化计算公式
螺纹牙型角M值的简化计算公式
29°M=+4.9939-1.9333P
30°M=+4.8637-1.8660P
40°M=+3.9238-1.3737P
55°M=+3.1657-0.9605P
60°M= +3-0.8660P
计算出被测螺纹中径•上式移项后得实测值M的计算公式。
螺纹三针测量方法及计算
螺纹三针测量方法及计算发表时间:2020-08-06T15:02:33.243Z 来源:《基层建设》2020年第10期作者:李红梅[导读] 摘要:详细介绍了螺纹的分类和螺纹三针测量的方法,详解了螺纹三针测量的过程及三针测量的计算公式。
哈电集团哈尔滨电站阀门有限公司黑龙江哈尔滨 150046摘要:详细介绍了螺纹的分类和螺纹三针测量的方法,详解了螺纹三针测量的过程及三针测量的计算公式。
关键词:螺纹三针测量;螺矩;公制螺纹;粗牙、细牙1 概述在生产制造加工过程中,常常涉及到螺纹的加工,如阀杆、活塞杆、螺栓、螺母等零部件都需要加工螺纹。
螺纹从标准上可分为:国标螺纹、美制螺纹、英制螺纹等;从牙型结构上又可分为:公制螺纹、梯形式螺纹、锯齿形螺纹、方牙螺纹等;从螺距上可分为:粗牙螺纹和细牙螺纹。
螺纹种类可谓千变万化,复杂繁多。
而对螺纹的检测离不开环规、塞规。
但是,由于制造、检测成本因素的影响以及生产、采购周期因素的影响等等,生产制造厂不可能配齐所有的适用于各种形式的螺纹环规、塞规。
因此,在无环规、塞规的情况下,最有效的螺纹测量的解决方案便是螺纹三针测量方法。
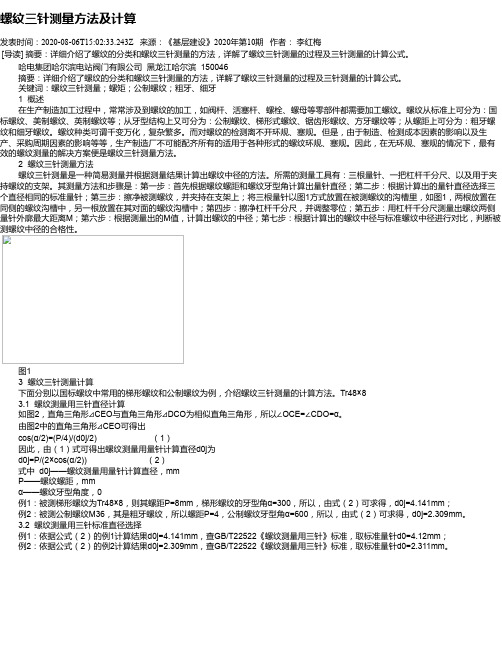
2 螺纹三针测量方法螺纹三针测量是一种简易测量并根据测量结果计算出螺纹中径的方法。
所需的测量工具有:三根量针、一把杠杆千分尺、以及用于夹持螺纹的支架。
其测量方法和步骤是:第一步:首先根据螺纹螺距和螺纹牙型角计算出量针直径;第二步:根据计算出的量针直径选择三个直径相同的标准量针;第三步:擦净被测螺纹,并夹持在支架上;将三根量针以图1方式放置在被测螺纹的沟槽里,如图1,两根放置在同侧的螺纹沟槽中,另一根放置在其对面的螺纹沟槽中;第四步:擦净杠杆千分尺,并调整零位;第五步:用杠杆千分尺测量出螺纹两侧量针外廓最大距离M;第六步:根据测量出的M值,计算出螺纹的中径;第七步:根据计算出的螺纹中径与标准螺纹中径进行对比,判断被测螺纹中径的合格性。
图13 螺纹三针测量计算下面分别以国标螺纹中常用的梯形螺纹和公制螺纹为例,介绍螺纹三针测量的计算方法。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
螺纹计算公式三针测量法
螺纹计算是工程测量中的一种常见应用,用于确定螺纹的实际尺寸和
公差。
螺纹的测量可以采用多种方法,其中包括三针测量法。
三针测量法是一种直接测定螺纹内外直径的方法,通过测量螺纹内外
径和嵌套圆柱体的中径,可以计算出螺纹的各项参数。
三针测量法的主要步骤如下:
1.准备工作:选择合适的螺纹测微计、针杆和跳绳,并对其进行校准。
同时,准备好螺纹规和支持平台以便于测量。
2.初始测量:首先,用螺纹规测量被测工件的螺纹规格,以确定测量
采用的螺纹规格和公差。
3.内直径测量:将内径测量座固定在支持平台上,将工件置于内径测
量座内,用螺纹规的测头对螺纹内径进行触摸测量,记录并计算出内径。
4.外直径测量:将工件放置于支持平台上,用螺纹规和测微计完成对
最大外直径和最小外直径的测量,记录并计算出外径。
5.中径测量:将工件的嵌套圆柱体平放在支持平台上,用螺纹规和测
微计完成对最大中径和最小中径的测量,记录并计算出中径。
6.计算公式:根据已知的内径、外径和中径的测量结果,可以使用以
下公式计算螺纹的重要参数:
内径=中径-(绕线高度x2)
外径=中径+(绕线高度x2)
绕线高度=(最大外径-最小外径)/2
注意:以上公式适用于国际标准螺纹,对于非标准螺纹需要根据实际情况进行适当的调整。
通过以上步骤和公式的计算,可以得出螺纹的各项参数,包括内径、外径、中径和绕线高度等。
这些参数对于螺纹的加工和装配具有重要的参考价值,能够确保螺纹的尺寸和公差符合设计要求。
螺纹计算是一项复杂而精密的工作,需要仔细操作和准确测量。
在进行螺纹计算之前,需要对测量设备进行校准和调整,并在实际操作中注意排除一些可能的误差和干扰。
同时,在计算结果不确定的情况下,可以进行多次测量和平均计算,以提高测量的准确性和可靠性。
总结起来,三针测量法是一种可靠的螺纹测量方法,可以直接测定螺纹的内外直径,并通过计算得出螺纹的重要参数。
准确的螺纹计算对于工程制造和装配具有重要的意义,能够确保螺纹的质量和性能符合要求。
因此,在实际工作中,需要掌握和运用好螺纹计算的方法和技巧,以提高工作效率和产品质量。