司太立合金化学成分
汽轮机末级叶片

中国长江动力公司(集团)武汉汽轮发电机厂企业标准Q/CCFJ3311~3314-2002 汽轮机末级叶片2002-05-10发布2002-06-30实施武汉汽轮发电机厂发布目次1 汽轮机末级叶片司太立合金钎焊技术条件 (2)2 汽轮机末级叶片司太立合金钨级氩弧焊堆焊技术条件 (8)3 汽轮机末级叶片司太立合金手工钨级氩弧焊技术条件 (12)4 汽轮机末级叶片进汽边局部淬硬技术条件 (16)前言本系列标准主要依据原行业标准《汽轮机末级叶片》中的《司太立合金钎焊技术条件》、《司太立合金钨极氩弧焊堆焊技术条件》、《进汽边局部淬硬技术条件》等转化修订而成。
在转化时,基本上保留了原行业标准的技术内容,仅对标准格式及部分条款进行了调整。
并增加了《手工钨极氩弧焊技术条件》部分内容,以满足产品的需要。
本标准内容中提到的相应部门一般指有关的职能部门,如焊接方面为焊接科、教育中心,热处理方面为锻冶处、教育中心等。
本标准由情报信息中心提出并归口;本标准自实施之日起代替JB/Z362.1~362.3-89。
汽轮机末级叶片司太立合金钎焊技术条件1范围本标准规定了汽轮机末级动叶片进汽边司太立合金的高频感应钎焊和氧乙炔火焰钎焊的基本要求及焊接质量要求。
本标准适用于汽轮机末级叶片司太立合金的高频感应钎焊和氧乙炔钎焊。
2规范性引用文件GB/T3323 钢熔化焊对接接头射线照相和质量分级3原材料3.1叶片材料应符合图样规定,其化学成分和力学性能应按相应的技术条件验收。
3.2司太立合金片材料的化学成分和硬度值参照表1的规定。
凡属外购的合金应有产品质量证明书,并应按批验收。
表 14焊接材料4.1钎焊材料(钎料和钎剂)应有产品质量证明书,并应按相应的技术条件验收。
4.2钎料熔点应低于叶片材料调质回火温度,并有良好的润湿性和钎焊性能,能满足使用要求的强度和耐蚀性。
4.3钎料熔点高于叶片材料调质回火温度,应经焊接工艺评定,确认不影响叶片力学性能、组织和焊接质量方可使用。
材料硬度总结

总结一:1:410:在925℃~1000℃油淬后,230℃~370℃回火,HB在360~380.(HRC38~41左右);540℃回火,HB在260~330.(HRC27~36左右);600℃回火,HB在210~250.(HRC19~26左右);700℃回火,HB在170~195.2:17-4PH:固溶(1020℃~1060℃)+时效(480℃),硬度HRC40-45;固溶(1020℃~1060℃)+时效(550℃),硬度HRC35-40;固溶(1020℃~1060℃)+时效(580℃),硬度HRC31-35;固溶(1020℃~1060℃)+时效(620℃),硬度HRC28-31。
3:9Cr18MoV:淬火(1050℃~1075℃)+低温回火(100℃~200℃),硬度HRC48~55. 4:镀硬烙(HCr),硬度HV900~1000.5:所有材质(3Cr1NiMo,2Cr12MoV,304L,316L等),渗氮(NT)时, 硬度HV800-1000.6:司太立堆焊:厚度至少2mm,硬度硬度HRC40~45.7:Ni65:熔覆厚度1.5~2mm,硬度HRC58~62.(常用于球芯)8:Ni60:熔覆厚度1.5~2mm,硬度HRC55~58.(常用于阀座)9:2Cr13,3Cr13:调质处理,硬度HRC28~32.10:4Cr13:淬火+低温回火,硬度HRC45-50.11:416:经硬化处理,硬度HRC38左右。
12:Monel 400 的化学成分:Monel K-500 的化学成分:Monel K-500的化学成分大致与Monel400一致,差别是Monel K-500中有钛和铝,经固溶时效处理后,会析出Ni3Ti和Ni3Al沉淀相析出,硬度增加,硬度HRC35-38.小总结:0Cr17Ni4Cu4Nb,0Cr17Ni7Al,0Cr15Ni7Mo1Al,与Monel K-500经固溶时效处理后,析出Ni3(Nb,Al,Ti),形成表面强度,提高硬度,硬度HRC35-38.13:哈氏合金B,固溶热处理温度要控制在1060~1080℃之间,之后进行水冷淬火或材料厚度在1.5mm以上时可以快速空冷以获得最好的耐蚀性能。
钴基合金等离子弧堆焊显微组织及性能研究
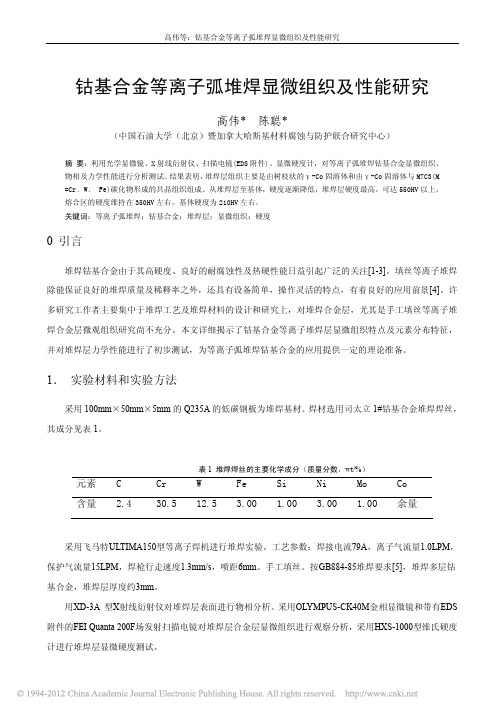
钴基合金等离子弧堆焊显微组织及性能研究高伟* 陈聪*(中国石油大学(北京)暨加拿大哈斯基材料腐蚀与防护联合研究中心)摘要:利用光学显微镜、X射线衍射仪、扫描电镜(EDS附件)、显微硬度计,对等离子弧堆焊钴基合金显微组织、物相及力学性能进行分析测试。
结果表明,堆焊层组织主要是由树枝状的γ-Co固溶体和由γ-Co固溶体与M7C3(M =Cr﹑W﹑ Fe)碳化物形成的共晶组织组成。
从堆焊层至基体,硬度逐渐降低,堆焊层硬度最高,可达550HV以上,熔合区的硬度维持在350HV左右,基体硬度为210HV左右。
关键词:等离子弧堆焊;钴基合金;堆焊层;显微组织;硬度0 引言堆焊钴基合金由于其高硬度、良好的耐腐蚀性及热硬性能日益引起广泛的关注[1-3]。
填丝等离子堆焊除能保证良好的堆焊质量及稀释率之外,还具有设备简单,操作灵活的特点,有着良好的应用前景[4]。
许多研究工作者主要集中于堆焊工艺及堆焊材料的设计和研究上,对堆焊合金层,尤其是手工填丝等离子堆焊合金层微观组织研究尚不充分。
本文详细揭示了钴基合金等离子堆焊层显微组织特点及元素分布特征,并对堆焊层力学性能进行了初步测试,为等离子弧堆焊钴基合金的应用提供一定的理论准备。
1.实验材料和实验方法采用100mm×50mm×5mm的Q235A的低碳钢板为堆焊基材。
焊材选用司太立1#钴基合金堆焊焊丝,其成分见表1。
表1 堆焊焊丝的主要化学成分(质量分数,wt/%)元素 C Cr W Fe Si Ni Mo Co含量 2.4 30.5 12.5 3.00 1.00 3.00 1.00 余量采用飞马特ULTIMA150型等离子焊机进行堆焊实验。
工艺参数:焊接电流79A,离子气流量1.0LPM,保护气流量15LPM,焊枪行走速度1.3mm/s,喷距6mm。
手工填丝。
按GB884-85堆焊要求[5],堆焊多层钴基合金,堆焊层厚度约3mm。
用XD-3A 型X射线衍射仪对堆焊层表面进行物相分析。
司太立合金粉松装密度

司太立合金粉松装密度
在现代工业领域中,材料的性能优劣直接影响着产品的品质和市场竞争力。
而作为一种高效的材料,司太立合金粉松装密度在众多应用领域中得到了广泛的应用和认可。
司太立合金粉松装密度具有出色的物理性能。
其粉末状的形态使其可塑性和可加工性非常高,能够适应各种复杂形状的制造需求。
同时,其密度适中,既能够提供足够的强度和稳定性,又能够减轻产品的重量,提高产品的便携性和使用体验。
司太立合金粉松装密度在热传导性方面表现出色。
由于其内部结构的特殊性,它能够有效地传导热量,使得在高温环境下,产品能够更好地散热,降低产品的温度,提高产品的稳定性和寿命。
司太立合金粉松装密度在化学稳定性方面也有很大的优势。
其材料成分的合理选择使其能够抵抗腐蚀和氧化,能够在恶劣的环境中保持稳定的性能。
这使得它在一些特殊领域的应用中具有独特的优势,比如航空航天、化工等领域。
除此之外,司太立合金粉松装密度还具有良好的可再加工性。
在产品制造和使用过程中,如果需要对产品进行修改或者维修,司太立合金粉松装密度能够很好地适应这种需求,减少了资源的浪费,提高了产品的可持续性。
司太立合金粉松装密度作为一种高效的材料,具有出色的物理性能、热传导性、化学稳定性和可再加工性。
它在众多领域中都有广泛的应用,为各行各业的产品提供了强大的支持。
相信在未来的发展中,司太立合金粉松装密度将会有更加广阔的应用前景,为人类的生活和工作带来更多的便利和创新。
NI80CR20固溶强化型高温合金
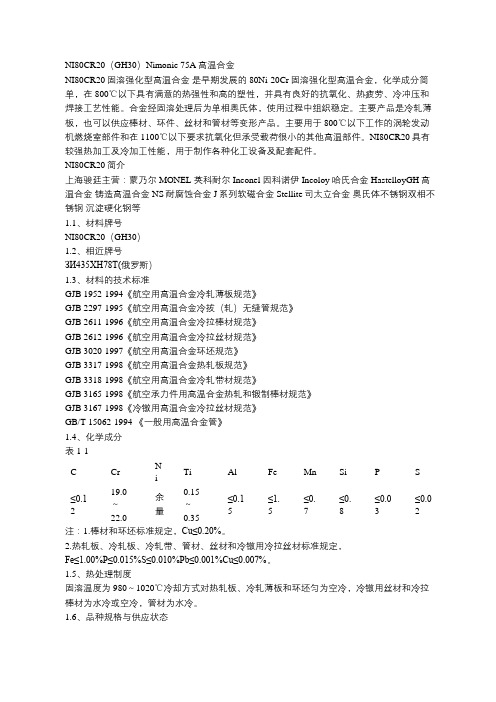
NI80CR20(GH30)Nimonic 75A高温合金NI80CR20固溶强化型高温合金是早期发展的80Ni-20Cr固溶强化型高温合金,化学成分简单,在800℃以下具有满意的热强性和高的塑性,并具有良好的抗氧化、热疲劳、冷冲压和焊接工艺性能。
合金经固溶处理后为单相奥氏体,使用过程中组织稳定。
主要产品是冷轧薄板,也可以供应棒材、环件、丝材和管材等变形产品。
主要用于800℃以下工作的涡轮发动机燃烧室部件和在1100℃以下要求抗氧化但承受载荷很小的其他高温部件。
NI80CR20具有较强热加工及冷加工性能,用于制作各种化工设备及配套配件。
NI80CR20简介上海骏廷主营:蒙乃尔MONEL 英科耐尔Inconel 因科诺伊Incoloy 哈氏合金HastelloyGH高温合金铸造高温合金 NS耐腐蚀合金 J系列软磁合金 Stellite司太立合金奥氏体不锈钢双相不锈钢沉淀硬化钢等1.1、材料牌号NI80CR20(GH30)1.2、相近牌号ЗИ435XH78T(俄罗斯)1.3、材料的技术标准GJB 1952-1994《航空用高温合金冷轧薄板规范》GJB 2297-1995《航空用高温合金冷拔(轧)无缝管规范》GJB 2611-1996《航空用高温合金冷拉棒材规范》GJB 2612-1996《航空用高温合金冷拉丝材规范》GJB 3020-1997《航空用高温合金环坯规范》GJB 3317-1998《航空用高温合金热轧板规范》GJB 3318-1998《航空用高温合金冷轧带材规范》GJB 3165-1998《航空承力件用高温合金热轧和锻制棒材规范》GJB 3167-1998《冷镦用高温合金冷拉丝材规范》GB/T 15062-1994 《一般用高温合金管》1.4、化学成分表1-1C Cr NiTi Al Fe Mn Si P S≤0.1 219.0~22.0余量0.15~0.35≤0.15≤1.5≤0.7≤0.8≤0.03≤0.02注:1.棒材和环坯标准规定,Cu≤0.20%。
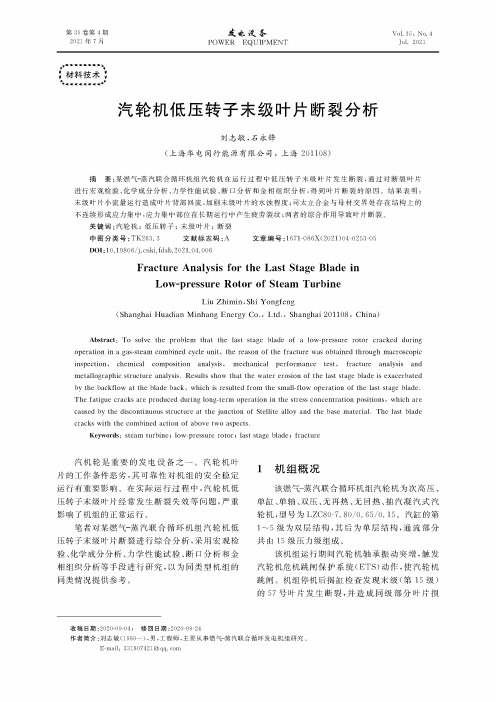
汽轮机低压转子末级叶片断裂分析
测定!吉果见表$&由表$可知''号叶片除Ct、 R含量偏•,其他元素含量均符合GM/T 8732— 200#《汽轮机叶片用钢》的要求&
样品 57号叶片 GM/28732— 2004要求
!#C) 06028 $06055
表@ 57号叶片化学成分分析结果
!#S?) !#0B) !#1?) !#CT) !#C8)
中图分类号:TK26! !
文献标志码:G
文章编号:&:'&-08:H(202&)0#-02"!-0"
!"#&%&;<%:)DEBI?JK@L$%$&%#%%:
Q7%06&7()*%+,'-'4.762(/%'696%3(:+%=(-*
/.<IS7('&7(J.6.7.496(%H1&78-*(
!"(V'"H"%!1'"Q,%)@.%) (Shanghai 4ua9ia% Nin'a%) A%er)? Co., Lt9., Shanghai 20**08, China)
#)汽轮机低压转子末级的57号叶片断裂( 12号叶片存在裂纹,2根叶片缺陷位置具有一致 性,均为叶片进汽侧距叶顶280 ==的司太立合 金与叶片母材交界处。该处存在结构上不连续, 易产生应力集中&在长期运行中,由于水蚀及应 力集中的共同作用,叶片产生疲劳裂纹&在对机 组低压转子末级叶片进行磁粉检测时,发现共有 33根叶片在该位置存在裂纹或开口缺陷&
号叶片上切取2个拉伸试样,编号为57-1(7-2( 12-1和122,具体取样位置见图:&
气轮机阀座堆焊司太立开裂原因分析
DONGFANG TURBINE
No.4 Dec.2019
汽轮机阀座堆焊司太立开裂原因分析
聂丽萍袁 王大勇袁 巩秀芳袁 高振桓袁 杨明袁 张邦强袁 隆彬
(长寿命高温材料国家重点实验室 东方汽轮机有限公司, 四川 德阳袁 618000)
关键词院 司太立合金曰 堆焊袁 阀座袁 气孔袁 未熔合袁 残余应力
中图分类号院 TQ174
文献标识码院 A
文章编号院 1674-9987渊2019冤04-056-04
Analysis For Reason of Cracks in Steam Turbine Valve Seat Surfacing
摘 要院 Stellite 6 因其具有耐磨损尧 耐腐蚀尧 耐高温氧化的性能袁 常堆焊在汽轮机阀座的易磨损部位以提高阀座的耐磨
性遥 但 Stellite 6 在物理性能尧 机械性能方面与阀座用材合金结构钢有较大的差异袁 堆焊过程中不严格控制工艺的话袁 容易
出现裂纹尧 气孔等缺陷遥 文章对堆焊 Stellite 6 的汽轮机阀座开裂原因进行了分析袁 提出了堆焊 Stellite 6 工艺的改进措施遥
为了分析阀座堆焊司太立开裂的原因袁 从化 学成分尧 力学性能尧 金相组织方面对阀座进行了 研究袁 指出了存在的问题袁 提出了工艺改进措施遥 阀座的裂纹形貌和取样图示如图 1 所示遥
渊c冤沿切向剖开裂纹截面
渊d冤沿轴向剖开裂纹末端
图 1 裂纹形貌和取样图示
2 阀座母材和堆焊层理化检验
阀座母材为 20Cr1Mo1V袁 堆焊采用的是 椎4 mm 的 Stellite 6 焊丝遥 为了判定母材和焊材原材料 是否满足使用要求遥 分别对母材和焊材进行了理 化分析遥
堆焊技术培训教材
• 镍基堆焊合金分为含硼化物合金、含碳化 物合金和含金属间化合物合金三大类。 • 这类堆焊合金的抗金属间摩擦磨损性能最 好,并具有很高的抗氧化性、耐蚀性和耐 热性。此外,由于镍基合金易于熔化,有 较好的工艺性能,所以尽管比较贵,但应 用仍广泛,常用于高温高压蒸汽阀门、化 工阀门、泵柱塞的堆焊。
5.钴基合金
堆焊合金的选用表
六.堆焊材料 堆焊焊条分类和牌号的表示方法
D 25 6
低氢钾型药皮,交直流两用 常温高锰钢堆焊焊条 堆焊焊条
堆焊焊条分类和牌号的表示方法
堆焊焊条型号的编制方法
• 根据GB/T984—2001《堆焊焊条》标准规定,堆焊 焊条型号按熔敷金属化学成分及药皮类型划分。 • 1)型号最前列为英文字母“E”,表示焊条。 • 2)型号第二字母“D”表示用于堆焊焊条。 • 3)字母“D”后面用一或两字母、元素符号表示 焊条熔敷金属化学成分分类代号,还可附加一些 主要成分的元素符号;在基本型号内可用数字、 字母进行细分类,细分类代号也可用短划“-”与 前面分开。
碳化钨堆焊合金表
• 堆焊用的铜基合金主要有青铜、纯铜、黄 铜、白铜四大类。其中应用比较多的是青 铜类的铝青铜和锡青铜。 • 铝青铜强度高,耐腐蚀、耐金属间磨损, 常用于堆焊轴承、齿轮、蜗轮及耐海水腐 蚀工件,如水泵、阀门、船舶螺旋桨等。 锡青铜有一定强度,塑性好,能承受较大 的冲击载荷,减摩性优良,常用于堆焊轴 承、轴瓦、蜗轮、低压阀门及船舶螺旋桨 等。
药皮类型,交直流两用
E
D
P CrMo- A1-03
细分型号 焊条内主要合金元素 型号分类(普通低中合金钢)
表示堆焊焊条 表示焊条
七.堆焊方法
选择堆焊方法的原则
1.在允许的稀释率下具有最高的熔敷速度。 2.能获得符合要求最小堆焊层厚度。 3.经济性。
阀门基础知识培训教材-材料的选用
-198~316 镍基合金 20 号 合 金 -46~316 (ALLOY 20) 416型不锈钢40RC -29~427 440型不锈钢60RC -29~427
氯丁橡胶
-40~82
4-内件材料
阀门常用密封面材料及适用介质
密封面材料 青铜
304、316、304L、316L
使用温度°C -273~232
压力是有波动的
材料必须有一定的韧性 (延伸率、断面收缩率、冲击功) (焊缝、管材的韧性可用抗弯能力 表示)
2-阀门的功能和要求—决定了我们如何选用材料
阀门的功能 密封能力 对材料的要求 1. 材料必须是连续的 2. 材料必须有一定的强度 3. 材料(球体)必须有一定的光洁 度 4. 金属密封材料有耐磨或者耐介质 腐蚀要求。(堆焊硬质合金,堆焊 316等) 5. 非金属材料有压缩、回弹率要求。
3- 常用ASTM主体材料
材料分类 9%铬 1%钼钢 316不锈钢 ASTM铸件牌 号 A217 C12 A351 CF8M ASTM锻件牌 号 A182 F9 A182 F316 推荐工况
非腐蚀、中度腐蚀或腐蚀工况,使用 温度为-20oF (-30oC)至+1200oF (+649oC). 腐蚀或超低温或高温无腐蚀工况,使 用温度在-450oF (-268oC)和+1200oF (+649oC)之间。 如用于+800oF (+425oC)以上高温, 应规定含碳量在0.04% 以上。
因 科 镍 合 金 -240~649 (INCONEL) -240~-482 蒙乃尔合金 MONEL -198~371 哈氏合金H.B
哈氏合金H.C 钛合金 -198~538 -29~316
-23~204 氟橡胶(VITON ) 聚四氟乙烯(PTFE) -268~232 尼龙(NYLON) 聚乙烯 -73~93 -73~93
机械密封资料
机械密封的工作原理机械密封是靠一对或数对垂直于轴作相对滑动的端面在流体压力和补偿机构的弹力(或磁力)作用下保持贴合并配以辅助密封而达到阻漏的轴封装置。
常用机械密封结构机械密封一般由静止环(静环)1.旋转环(动环)2.弹性元件3.弹簧座4.紧定螺钉5.旋转环辅助密封圈6和静止环辅助密封圈8等元件组成,防转销7固定在压盖9上以防止静止环转动。
旋转环和静止环往往还可根据它们是否具有轴向补偿能力而称为补偿环或非补偿还。
机械密封中流体可能泄漏的途径有A、B、C、D四个通道。
C、D泄漏通道分别是静止环与压盖、压盖与壳体之间的密封,二者均属静密封。
B通道是旋转环与轴之间的密封,当端面摩擦磨损后,它仅仅能追随补偿环沿轴向作微量的移动,实际上仍然是一个相对静密封。
因此,这些泄漏通道相对来说比较容易封堵。
静密封元件最常用的有橡胶O形圈或聚四氟乙烯V形圈,而作为补偿环的旋转环或静止环辅助密封,有时采用兼备弹性元件功能的橡胶、聚四氟乙烯或金属波纹管的结构。
A通道则是旋转环与静止环的端面彼此贴合作相对滑动的动密封,它是机械密封装置中的主密封,也是决定机械密封性能和寿命的关键。
因此,对密封端面的加工要求很高,同时为了使密封端面间保持必要的润滑液膜,必须严格腔制端面上的单位面积压力,压力过大,不易形成稳定的润滑液膜,会加速端面的磨损;压力过小,泄漏量增加。
所以,要获得良好的密封性能又有足够寿命,在设计和安装机械密封时,一定要保证端面单位面积压力值在最适当的范围。
机械密封与软填料密封比较,有如下优点:①密封可靠在长周期的运行中,密封状态很稳定,泄漏量很小,按粗略统计,其泄漏量一般仅为软填料密封的1/100;②使用寿命长在油、水类介质中一般可达1~2年或更长时间,在化工介质中通常也能达半年以上;③摩擦功率消耗小机械密封的摩擦功率仅为软填料密封的10%~50%;④轴或轴套基本上不受摩损;⑤维修周期长端面磨损后可自动补偿,一般情况下,毋需经常性的维修;⑥抗振性好对旋转轴的振动、偏摆以及轴对密封腔的偏斜不敏感;⑦适用范围广机械密封能用于低温、高温、真空、高压、不同转速,以及各种腐蚀性介质和含磨粒介质等的密封。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
司太立(Stellite)是一种高性能合金,主要由钴(Co)作为基本金属,同时含有多种合金元素。
具体的司太立合金化学成分会因不同的合金类型和应用而有所差异。
以下是司太立合金常见的化学成分范围:
钴(Co):50-70%
铬(Cr):20-30%
钼(Mo):2-10%
碳(C):1-3%
钛(Ti):1-3%
硅(Si):0.5-2%
锰(Mn):0.5-2%
铁(Fe):0.5-2%
镍(Ni):少量
需要注意的是,这只是司太立合金的一般化学成分范围,实际的合金成分会根据具体的产品和应用而有所不同。
司太立合金以其高强度、耐磨损、耐高温和耐腐蚀等特性在航空航天、石油化工、能源等领域得到广泛应用。
具体的合金成分和比例可根据具体要求进行调整和定制。