焊接滚轮架解读
滚轮架设计

1. 方案的选择与确定................................ 错误!未定义书签。
错误!未定义书签。
1.1 滚轮架简介....................................... 错误!未定义书签。
错误!未定义书签。
1.2 滚轮架结构特点................................... 错误!未定义书签。
错误!未定义书签。
1.3 焊接滚轮架的设计:................................................1 1.4组合式滚轮架特点.................................................. 3 1.5 结构设计.......................................................... 4 1.6 关于滚轮架轴向窜动的问题.......................................... 5 1.7传动方案设计 (6)2. 焊接滚轮架的设计与计算 (8)2.1 焊接滚轮架主要技术参数:.......................................... 8 2.2 计算总传动效率.................................................... 8 2.3 无级变速器的选用: (8)2.4 减速器的选择:.................................................... 8 2.5 联轴器的选择...................................................... 9 2.6 滚轮架滚轮的设计 . (11)2.7 轴的结构设计..................................................... 11 2.8 轴承的选择....................................................... 12 2.9 轴承端盖的设计 (1)3 2.10 丝杆的设计...................................................... 14 2.11 键的设计........................................................ 15 2.12 机架的设计 (15)2.13 表面粗糙度的计算................................................ 16 2.14 驱动圆周力与摩擦阻力的计算:.................................... 17 2.15 滚轮支反力的计算................................................ 18 2.1 6 驱动圆周力与支反力的分析及中心角的确定.......................... 19 2.17 滚轮轴上载荷与驱动功率的计算.................................... 22 2.18 附着力的计算....................................................234常熟理工学院毕业设计(论文)2.19 轴承寿命的计算.................................................. 24 2.20 轴承的强度计算:................................................ 25 2.21 电动机的选型.................................................... 26 2.2 2 普通圆柱蜗杆传动主要参数及几何尺寸计算.......................... 27 2.22.1 模数m 和压力角a ............................................ 27 2.22.2 蜗杆的分度圆直径 d 1 .........................................27 2.22.3 蜗杆头数Z 1 ................................................. 27 2.22.4 导程角Y .................................................... 27 2.22.5 传动比i 和齿数比u ..........................................28 2.22.6 蜗轮齿数z 2 ................................................. 28 2.22.7 蜗杆传动的标准中心距a ...................................... 28 2.23 轴的校核........................................................ 30 2.24 焊接滚轮架的底架设计.. (30)结语................................................. 错误!未定义书签。
防窜焊接滚轮架:窜动检测及防窜控制系统设计(含全套CAD图纸)word精品文档22页
目录摘要 (I)Abstract (1)1.绪论 (1)1.1 国内外焊接滚轮架发展现状 (2)1.2课题的研究内容及意义 (3)2.防窜焊接滚轮架系统的结构设计及工作原理 (4)2.1 系统的结构设计 (4)2.2 系统的工作原理 (4)3.筒体轴向窜动的理论分析 (5)3.1 焊接过程中常出现的一些问题 (5)3.2 轴向窜动的主要原因 (5)3,3 滚轮架简体轴向窜动机理 (5)3.4 焊件不发生轴向窜动的充分条件························错误!未定义书签。
4.筒体轴向窜动的检测、调节及执行机构设计 ·················错误!未定义书签。
4.1 轴向窜动检测 (7)4.2 调节方式的选择 (8)4.3 调节执行机构的调节原理 (9)4.4 升降装置的选型 (10)5.系统控制部分 ························································错误!未定义书签。
大型滚筒焊件旋转装置解读
长沙学院CHANGSHA UNIVERSITY 本科生毕业设计长沙学院教务处二○一三年六月制(2016届)本科生毕业设计说明书大型滚筒焊件旋转装置2016年05月摘要焊接装备就是在焊接生产中与焊接工序相配合,有利于实现焊接生产机械化,自动化,有利于提高装配焊接质量,促使焊接生产过程加速进行的各种辅助装置和设备。
大型滚筒焊件旋转装置是借助主动滚轮与焊件之间的摩接力带动焊接旋转的变位机械,主要用于筒形焊件的装配与焊接。
焊接滚轮架按结构形式分为两类:第一类是长轴式滚轮架。
第二类是组合式滚轮架。
本次设计主要对自调式20T大型滚筒焊件旋转装置进行设计,并对轴、键等主要构件进行了校核。
结果表明各主要部件符合要求。
该旋转装置结构简单,使用方便灵活,对焊件的适应性很强。
设计中充分的考虑了滚轮架的合理性和经济性等因素。
关键词:焊接;旋转装置;大型滚筒焊件ABSTRACTWelding equipment is a machine which is used in welding production and welding processes, and it is conducive to welding production mechanization and automation, to improving assembly welding-quality. Then it could prompte to speed up the process of welding production of the various assistive devices and equipment. Welding roller is used initiative and welding pieces of the wheel between the Mount relay driven welding rotating mechanical deformation. Welding roller stands for the main pieces of tube welding and welding assembly. Welding roller standing by structural form is divided into two categories the first category is long axis-wheel frame., the second category is modular roller frame. In this paper, twenty pairs of modular T-welded wheel for the design, as well as axial, bond and other main component of checking. The results showed that the main components to meet the requirements. The roller frame structure is simple, flexible, adaptive welded pieces of a strong, which is the most widely used form of the structure. And it could be fully considered the roller frame reasonable and economic, and other factors.Keywords: weld, Rotation means, Large drum weldment目录摘要 (I)ABSTRACT .......................................................................................................... I I 第1章焊接机械概述 (1)1.1焊接机械装备 (1)1.1.1 焊接机械装备的分类及应用 (1)1.1.2 国内发展及前景 (2)1.2 研究课题及意义 (2)1.2.1 焊接滚轮架的特点 (3)第2章方案设计 (4)2.1 回转方案的确定 (4)2.1.1 工作条件 (4)2.1.2 原动机类型的选择 (4)2.2 旋转装置的结构选择 (4)2.3 焊接工件直径调节方案的确定 (6)2.4 旋转装置减速方案确定 (7)2.5 滚轮结构选择 (7)第3章主要尺寸计算 (9)3.1 原动机的选择 (9)3.1.1 滚轮受力分析 (9)3.1.2 电动机功率的计算 (10)3.1.3 传动比分配 (10)3.2 减速机构的设计与计算 (10)3.2.1 蜗轮蜗杆减速器的设计与计算 (11)3.2.2 蜗杆的结构设计 (12)3.2.3 齿轮减速机构的设计与计算 (14)3.2 轴的结构设计与初步计算 (18)3.2.1轴的最小直径设计 (18)3.2.1轴的结构设计 (19)第4章零部件的选用 (21)4.1 联轴器的选用 (21)4.2 滚轮的设计 (22)第5章校核计算 (23)5.1轴的校核 (23)5.2滚轮处键的校核 (26)5.3轴承寿命计算 (27)第6章机架的设计 (28)6.1旋转架的设计 (28)6.1.2 材料与毛坯 (28)6.1.2 材料与毛坯 (28)6.1.3 结构设计 (28)6.2机座的设计 (29)6.2.1 作用于功能 (29)6.2.2 材料与毛坯 (29)6.2.3 结构设计 (29)结论 (31)参考文献 (32)致谢 (33)第1章焊接机械概述1.1焊接机械装备焊接是一种制造技术,它是适应工业发展的需要,以现代工业为基础发展起来的,并且直接服务于机械制造工业,现在,随着科学技术的进步,生产规模的日益扩大,焊接结构正朝着超大型、高容量、高参数、耐磨、耐蚀、耐低温、耐动载的方向发展,这就不仅需要为焊接生产提供质量更高、性能更好的各种焊机、焊接材料和焊接工艺,但是,焊接生产是综合性生产,在焊件制造过程中,除了焊接工序本身外,前后还有许多工序的配合,如备料、输送、装配、检验、矫正等工序,因此,焊接生产的机械化、自动化不仅仅局限于焊接工序本身,而且包括与焊接工序衔接的上下各工序的机械化、自动化,只有各个工序机械化、自动化了,才能实现焊接生产的综合机械化和自动化[1]。
毕业设计4T焊接滚轮架工程设计
摘要焊接装备就是在焊接生产中与焊接工序相配合,有利于实现焊接生产机械化,自动化,有利于提高装配焊接质量,促使焊接生产过程加速进行的各种辅助装置和设备。
焊接滚轮架是借助主动滚轮与焊件之间的摩接力带动焊接旋转的变位机械。
焊接滚轮架主要用于筒形焊件的装配与焊接。
焊接滚轮架按结构形式分为两类:第一类是长轴式滚轮架。
第二类是组合式滚轮架。
本文主要对组合式小型焊接滚轮架进行设计,并对轴、键等主要构件进行了校核。
结果表明各主要部件符合要求。
该滚轮架结构简单,使用方便灵活,对焊件的适应性很强。
设计中充分的考虑了滚轮架的合理性和经济性等因素。
关键词:焊接工装夹具滚轮架Small welding roller standAbstractWelding equipment is a machine which is used in welding production and welding processes, and it is conducive to welding production mechanization and automation, to improving assembly welding-quality. Then it could prompte to speed up the process of welding production of the various assistive devices and equipment. Welding roller is used initiative and welding pieces of the wheel between the Mount relay driven welding rotating mechanical deformation. Welding roller stands for the main pieces of tube welding and welding assembly. Welding roller standing by structural form is divided into two categories : the first category is long axis-wheel frame., the second category is modular roller frame. In this paper, 4000kg of modular T-welded wheel for the design, as well as axial, bond and other main component of checking. The results showed that the main components to meet the requirements. The roller frame structure is simple, flexible, adaptive welded pieces of a strong, which is the most widely used form of the structure. And it could be fully considered the roller frame reasonable and economic, and other factors.Key Words:weld; frock clamp; turning rolls目录1. 方案的选择与确定................................ 错误!未定义书签。
自调试焊接滚轮架如何设计
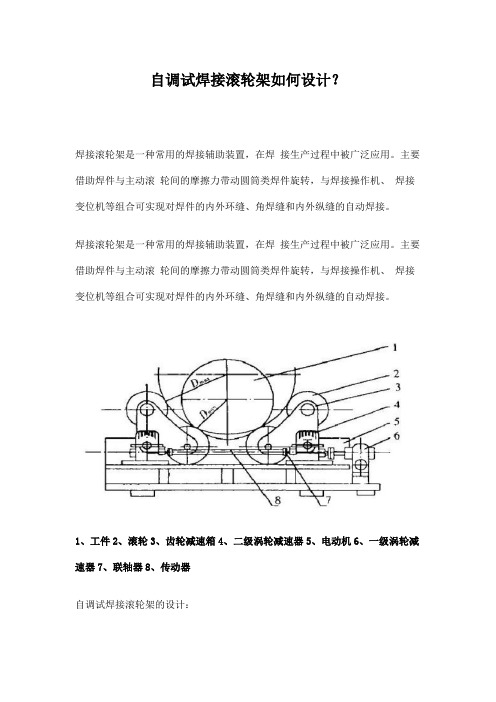
自调试焊接滚轮架如何设计?焊接滚轮架是一种常用的焊接辅助装置,在焊接生产过程中被广泛应用。
主要借助焊件与主动滚轮间的摩擦力带动圆筒类焊件旋转,与焊接操作机、焊接变位机等组合可实现对焊件的内外环缝、角焊缝和内外纵缝的自动焊接。
焊接滚轮架是一种常用的焊接辅助装置,在焊接生产过程中被广泛应用。
主要借助焊件与主动滚轮间的摩擦力带动圆筒类焊件旋转,与焊接操作机、焊接变位机等组合可实现对焊件的内外环缝、角焊缝和内外纵缝的自动焊接。
1、工件2、滚轮3、齿轮减速箱4、二级涡轮减速器5、电动机6、一级涡轮减速器7、联轴器8、传动器自调试焊接滚轮架的设计:1.每付滚轮架由1台主动架、1台从动架组成。
2.主动架由底座、滚轮支撑座、滚轮、丝杆丝母、驱动电机减速机、控制系统等部分组成。
3.从动架由底座、滚轮支撑座、滚轮、丝杆丝母等部分组成(不含驱动部分)。
4.底座位于滚轮架的最下方,用于承受工件和滚轮架本身的重量,并将这些重量分散地传递到车间地面,满足车间地面的承载能力要求。
底座采用优质钢板、型钢焊接而成,焊后退火处理,以消除饲料机械焊接应力,然后精加工而成,具有强度高、刚性好、长期使用不变形和减震性能好等特点。
5.滚轮支撑座置于底座上,底座上安装有正反扣丝杠,丝母固定在滚轮支撑座,丝杠两端设有手轮,可通过手摇手轮调整两滚轮的间距,以适应不同直径工件加工需要。
6.滚轮用于支撑工件并传递扭矩,通过键连接与转轴连接,并安装于摆架端部;电机输出扭矩经齿轮机构传递给滚轮,最终通过滚轮与工件之间的摩擦力驱动工件转动。
采用钢芯外包聚氨酯,钢芯用于承载工件重量,外包聚氨酯部分用于增加摩擦力,能有效防止工件转动过程中发生打滑。
7.采用两套驱动减速系统同步驱动,分别由三相交流电机、摆线针轮减速机和涡轮蜗杆减速机组合而成。
既体现减速系统的高效率,又具有良好的自锁定位功能。
8.滚轮架设有机械固定靠轮式防窜装置,筒体类工件在滚轮架上焊接时,可有效防止轴向窜动,轴向窜动量≤±3mm。
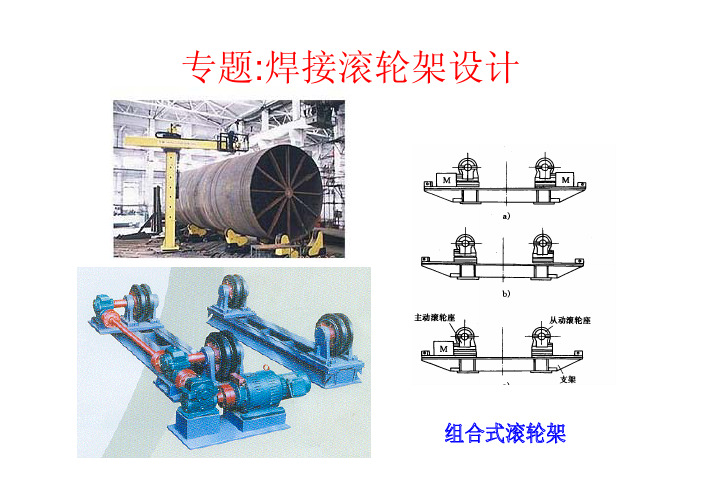
专题 焊接滚轮架设计
专题:焊接滚轮架设计对于重型滚轮架(如图1-13),多采用车间起重设备挪动滚轮架座进行分段调节。
•关于滚轮架轴向窜动的问题•如果滚轮和焊件都是理想的圆柱体,且各滚轮尺寸一致,并且其转动轴线都在同一水平面内并与焊件轴线平行时,放在滚轮架上的焊件是不会产生轴向窜动的,这是理想情况。
但实际上是不可能做到的,尤其是焊件就不可能做到理想中的圆柱体。
多次试验证明将主、从滚轮架在水平和轴向上的位置找好,固定下来,下次再用时仍会窜动。
即便是同一个焊件,此时调整后已不再窜动,但换个方向旋转或将该焊件吊起移动位置后再放到滚轮架上,该焊件又会窜动了,更不用说换另外一个焊件了。
国内一些工厂采用在焊件端头硬顶的办法,这种办法对设备和焊件都有损害,实属无奈。
国外制作的防窜滚轮架,虽能满足要求,可惜价格较昂贵。
理论和实践都证明:影响焊件做轴向窜动的主要原因是滚轮各轴线与焊件轴线的平行度。
因此,在制造和使用焊接滚轮架时,首先要尽量做到:①主、从滚轮架都位于同一中心线上。
②各滚轮的轴线都在一个水平面内且相互平行。
③滚轮间距相等。
实际上,焊件在滚轮架上的轴向窜动,其焊件本身是在作螺旋运动,如能采取措施,把焊件的左旋及时地改为右旋或将右旋改为左旋,直至焊件不再作螺旋运动为止。
目前,已有三种执行机构可完成防止工件窜动任务:(1)顶升式执行机构从动滚轮架的一侧滚轮可以做升降运动,使焊件轴线发生偏移,同时也使焊件自重产生的轴向分量发生变化。
这种调节方式其优点是调节灵敏度较高,缺点是制造成本高,体积大。
(2)偏移式执行机构从动滚轮架的两侧滚轮沿其垂直中心线可做同向偏移,以此改变滚轮与焊件的轴向摩擦分力。
这种调节方式其优点是灵敏度高,但最大的缺点是对滚轮的磨损太大。
(3)平移式执行机构从动滚轮架的两侧滚轮可以同时垂直于焊件轴心线做水平移动,从而达到调节焊件轴心线以及调节滚轮轴线夹角的目的。
这种调节方式其优点是稳定性好,制造成本低,结构简单,不占用额外的安装空间。
4109-40t焊接滚轮架设计
第1章绪论1.1 课题研究的意义及现状随着焊接生产技术的高速发展,对焊接生产的机械化和自动化提出了越来越高的要求,焊接机械设备的需求量也越来越大。
焊接滚轮架设备正是为满足市场需求而设计生产的,它是借助焊件与主动滚轮间的摩擦力来带动圆筒形焊件的焊接与装配。
近年来,在筒形工件内外环缝的焊接中,组合式焊接滚轮架取代长轴式、固定式等焊接滚轮架,获得了广泛的应用。
现实生产中,应用最多的标准组合是由两个主动轮座配两个从动轮座来驱动和支承工件。
但是主、从动轮座在支架上的布置有两种方案一种是两个主动轮座和两个从动轮座分别布置在两个支架上,另一种是每个支架上各布置一个主动轮座和从动轮座。
前者宜用于壁厚较大刚性较好的工件,后者宜用于长度较大刚性较差的工件。
1.2 论文主要研究内容本论文主要对焊接滚轮架的分类以及应用进行阐述,对焊接滚轮架的主动轮、从动论进行相应的定量分析。
全文的主要内容包括以下几个方面:(1)滚轮架分类(2)滚轮架中心角与驱动力、支反力的关系(3)滚轮架驱动方案及轴向窜动的问题(4)主动滚轮中减速器、转轴、轴承等的设计(5)从动滚轮中转轴、圆锥滚子、滑动轴承等的设计第2章滚轮架概述2.1 本文滚轮架适用范围本章内容阐述了焊接滚轮的分类、技术要求、试验方法和检验规则等内容。
本章焊接滚轮架适用于通用型滚轮架。
对于有特殊要求的滚轮架或专用机可参考本章内容,由制造厂与用户双方协商处理。
2.2 焊接滚轮架的分类滚轮架由滚轮和基座组成。
2.2.1 滚轮型式分类基本滚轮、交换滚轮、差动滚轮、可调中心高滚轮及可偏转轴线滚轮五种。
2.2.2 滚轮架分类长轴式滚轮架和组合式滚轮架两大类。
(1)长轴式滚轮架多个滚轮沿筒体类工件两侧成两行同轴排列,一侧均为主动轮,另一侧为从动轮,且主动轮与从动轮数相同。
用于细长筒体工件的装配和焊接。
(2)组合式滚轮架组合式滚轮架由两个滚轮支承在同一个基座上组成滚轮架,可根据工件的重量和长度由两架或多架任意组合。
各类型滚轮架的详细说明
TP系列焊接滚轮架结构特点:1.滚轮组采用钢、胶组合,承压能力大,胶轮寿命长。
主传动蜗杆采用ZC圆弧齿圆柱蜗杆、蜗杆齿面经淬火磨削,承载能力是普能圆柱蜗杆的倍,效率高、使用寿命长机座上配有刻度,用户可按筒体直径的大小调整两轮组距离。
电控特点:采用先进微型电脑交流变频器控制,使电机无级调速,恒转矩输出,速度稳定。
采用普通Y系列交流电机,较直流电机易于维护且体积小,外形美观变。
变频器属新一代节能产品,数字显示:转速、频率、故障性质。
电控箱上操纵和遥控器在任意位置操作,遥控器设置数显。
与操作同步联动。
选择:一套滚轮架由一台主动、一台被动件组成。
主动滚轮架,一般按工件实际重量的二倍以上选取。
工件特殊时,可选择一台主动滚轮架配多台被动滚轮架,或多台主动滚轮架配多台被动滚轮架。
HGZ、HGK型焊接滚轮架吸取国内外同类产品的优点,根据压力容器制造厂的使用要求而设计制造。
该产品实用于金属圆筒的手工焊接和自动焊接,是制造压力容器的必备设备。
具有工艺先进、质量可靠、操作简单等优点。
本滚轮架可分为可调式和自调式滚轮架,可适用规定范围内大小不同直径的产品,并能在规定范围的焊接参数下,实现无级调速,传动噪声低,工作回转平稳.BGZX-X自动调校式焊接滚轮架自动调节滚轮中心距,以适应不同直径工件的需要,使用简便。
滚轮架机座的底板下方设有钢轨定位槽,便于主、从滚轮架对中定位,摆放方便。
可在滚轮架机座的底板下方装置移动轮组,组成移动式结构。
主动滚轮架滚动能力为其载重量的3倍,除一主一从配对使用外,还可一主两从配对使用,以适应较长工件的需要。
滚动能力强可适应效大偏心工件的需要。
采用直流伺服电机驱动PWM调速,或交流异步电机驱动变频调速,调速范围大,转动平稳。
配有先进的控制器,滚轮架的启动、停止、调速均可在手控盒上远程操作。
焊接速度可预置且数字显示,可与本公司生产的操作机系统联接,实现联动操作。
BGKX-X可调式焊接滚轮架分段调节滚轮中心距,以适应不同直径工件的需要,使用简便。
可调式滚轮架
可调式滚轮架 可调式滚轮架 可调式滚轮架是借助主动滚轮与焊件之间的摩擦力,带动焊件旋转的变位机械。可调式滚轮架只有一个滚轮部件是主动滚轮部件,而另一个是从动滚轮部件。驱动装置均采用变频调速电机,通过减速机来拖动滚轮部件,并带动焊件做焊接回转。每个滚轮架中的滚轮部件间距调整,是通过手动,根据焊件情况,利用定位栓来完成。
可调式焊接滚轮架可根据用户的需求,把滚轮分成三种不同形式,还可以与其他设备联动控制。这可以说是可调式焊接滚轮架最大优点。 该滚轮架主要用于圆柱形筒体的焊接、抛光、衬胶及装配等,还可与其它工装配合进行锥体、分段不等径回转体的装配和焊接。 1. 焊接滚轮架由一台主动架和一台从动架组成,主、从动架均有两个滚轮,主双电机双轮驱动,此方式比单电机驱动力矩大,更能保证工件旋转的平稳和运行的稳定。 2.主、从动架底座均采用型才拼焊结构,焊有不同数量加强筋,整体结构刚性好、抗扭能力强。 3.主、从动机架在焊接后通过整体去应力处理,在进行机加工,能保证长时间稳定工作。 4.滚轮架摆臂的各轴孔为镗床上一次装卡加工成型,同心度高,滚轮转动灵活。 5.主动架和从动架滚轮轮芯均为钢轮,经热处理后加工成型。 6.滚轮采用全胶组合方式,钢芯托轮外包耐热橡胶,承重量大,橡胶层使用周期长,不变形,不脱胶。 7.根据工件直径大小用户通过预留螺孔进行两轮之间距离调节,以适应工件直径变化。 8.交流变频技术无级调速,选用进口变频器,低速扭距大,性能优异,调速范围较大,具有过流、过压、过载多重保护功能。 9.减速器选用优质摆线针轮减速机,采用行星减速器传动结构和滚动接触方式,具有体积小经久耐用的优点,同时效损耗小,机械效率高达90。
焊接滚轮架的行业标准的技术要求 (1)主动滚轮应采用直流电动机或交流宽调速电动机通过变速箱驱动。 (2)主动滚轮圆周速度应满足焊接工艺的要求,在6~60m/h范围内无级调速;速度波动量按不同焊接工艺要求划分为 A 级(≤±5%)和B级(≤±10 % ) ,滚轮转速应平稳、均匀。不允许有爬行现象。 (3)焊接滚轮架的制造和装配精度应符合国标中的 8 级精度要求。滚轮架应采用优质钢制造.如用焊接结构的基座,焊后必须进行消除应力热处理。 (4)滚轮架必须配备可靠的导电装置,不允许焊接电流流经滚轮架的轴承。 (5)滚轮直径、滚轮架的额定载重量以及筒体类工件的最大、最小许用直径应符合表4-4 的规定。不同额定载重量下的驱动电机最小功率见第三章表3-34。如果筒体类工件在防轴向窜动滚轮架上焊接时,在整个焊接过程中工件的轴向窜动量应≤±3mm。 (6)焊接滚轮架每对滚轮的中心距必须能根据筒体类工件的直径作相应的调整,保证两滚轮对简体的包角大于45°,小于110°。
最新4109 40t焊接滚轮架设计汇总
410940t焊接滚轮架设计精品资料第1章绪论1.1 课题研究的意义及现状随着焊接生产技术的高速发展,对焊接生产的机械化和自动化提出了越来越高的要求,焊接机械设备的需求量也越来越大。
焊接滚轮架设备正是为满足市场需求而设计生产的,它是借助焊件与主动滚轮间的摩擦力来带动圆筒形焊件的焊接与装配。
近年来,在筒形工件内外环缝的焊接中,组合式焊接滚轮架取代长轴式、固定式等焊接滚轮架,获得了广泛的应用。
现实生产中,应用最多的标准组合是由两个主动轮座配两个从动轮座来驱动和支承工件。
但是主、从动轮座在支架上的布置有两种方案一种是两个主动轮座和两个从动轮座分别布置在两个支架上,另一种是每个支架上各布置一个主动轮座和从动轮座。
前者宜用于壁厚较大刚性较好的工件,后者宜用于长度较大刚性较差的工件。
1.2 论文主要研究内容本论文主要对焊接滚轮架的分类以及应用进行阐述,对焊接滚轮架的主动轮、从动论进行相应的定量分析。
全文的主要内容包括以下几个方面:(1)滚轮架分类(2)滚轮架中心角与驱动力、支反力的关系(3)滚轮架驱动方案及轴向窜动的问题(4)主动滚轮中减速器、转轴、轴承等的设计(5)从动滚轮中转轴、圆锥滚子、滑动轴承等的设计第2章滚轮架概述2.1 本文滚轮架适用范围本章内容阐述了焊接滚轮的分类、技术要求、试验方法和检验规则等内容。
本章焊接滚轮架适用于通用型滚轮架。
对于有特殊要求的滚轮架或专用机可参考本章内容,由制造厂与用户双方协商处理。
2.2 焊接滚轮架的分类滚轮架由滚轮和基座组成。
2.2.1 滚轮型式分类基本滚轮、交换滚轮、差动滚轮、可调中心高滚轮及可偏转轴线滚轮五种。
2.2.2 滚轮架分类长轴式滚轮架和组合式滚轮架两大类。
(1)长轴式滚轮架多个滚轮沿筒体类工件两侧成两行同轴排列,一侧均为主动轮,另一侧为从动轮,且主动轮与从动轮数相同。
用于细长筒体工件的装配和焊接。
(2)组合式滚轮架组合式滚轮架由两个滚轮支承在同一个基座上组成滚轮架,可根据工件的重量和长度由两架或多架任意组合。