导向与定位机构的设计
塑料模具设计及三维建模(遥控器)

摘要本次毕业设计的课题为遥控器底壳的注射成型模具设计,主要从遥控器底壳材料特性、成型性能及遥控器底壳的形状、型腔结构等多角度详细分析了遥控器底壳注塑加工工艺性。
因产品为大批量生产,且零件体积较大、结构较为简单,故采用“一模2件”的生产方式。
初步选择注塑机的型号和规格,分析遥控器底壳结构及生产方式宜采用单分型结构,对浇注系统、成型零部件、导向及定位机构、脱模机构、冷却系统、模架各部件零件都进行了相关的计算和选择。
最后,在参照遥控器底壳的体积、重量等参数后对注塑机的相关主要参数进行校核,以判断所选的注塑机能否满足注塑要求。
关键词:注射成型,一模两件,单分型面,注塑机ABStractThe graduation design subject to cover the injection molding design, mainly from the plastic material characteristics, forming performance and plastic parts, die-cavity structure is analyzed in detail from multiple perspectives, such as plastic injection molding process technology. Because there is no batch production requirements, and small parts, simple structure, a mold piece of the means of production. Preliminary selection of type and specification, injection molded parts structure analysis and production mode, appropriate USES double type structure, gating system, forming parts, orientation and positioning and demoulding mechanism, cooling system, formwork components parts are made of calculation and choice. Finally, in the reference of the volume, weight after injection parameters such as the main parameters related to test to determine whether meet the selected injection molding requirements.Key words:Injection molding; Mold One; Duplex profile; Injection molding machine;目录第一章绪论 ............................................................................................................................ - 7 - 第二章遥控器底壳的工艺性分析 ................................................................................... - 9 -2.1 遥控器底壳的原材料分析.................................................................................... - 9 -2.2 成型特性及条件...................................................................................................... - 9 -2.3 遥控器底壳的结构和尺寸精度及表面质量分析......................................... - 10 -2.3.1结构分析 ....................................................................................................... - 10 -2.3.2尺寸精度分析.............................................................................................. - 11 -2.3.3表面质量分析.............................................................................................. - 11 -2.4 计算遥控器底壳的体积和重量 ........................................................................ - 11 -2.5 最大注射量的校核 ............................................................................................... - 11 -2.6 注射压力的校核.................................................................................................... - 12 -2.7 开模行程相关尺寸校核 ...................................................................................... - 12 -2.8 锁模力的校核 ........................................................................................................ - 13 - 第三章初选注射成型机的型号和规格 ........................................................................ - 14 -3.1 注射成型机的型号和规格.................................................................................. - 14 -3.2 遥控器底壳注射工艺参数的确定.................................................................... - 15 - 第四章注射模的结构设计............................................................................................... - 16 -4.1 分型面的选择 ........................................................................................................ - 16 -4.2 确定型腔数目及排列方式.................................................................................. - 17 -4.3 浇注系统设计 ........................................................................................................ - 17 -4.3.1主流道设计................................................................................................... - 18 -4.3.2分流道设计................................................................................................... - 18 -4.3.3浇口设计 ....................................................................................................... - 19 -4.3.4浇口套及定位环设计 ................................................................................ - 19 -4.4 成型零件结构设计 ............................................................................................... - 19 -4.4.1型腔工作尺寸的计算 ................................................................................ - 20 -4.4.2型腔侧壁厚度和底板厚度计算 .............................................................. - 21 -4.5 导向及定位机构设计........................................................................................... - 22 -4.5.1导向机构的设计 ......................................................................................... - 22 -4.5.2导柱导套材料的选择和热处理 .............................................................. - 23 -4.6 脱模机构设计 ........................................................................................................ - 23 -4.6.1脱模力计算................................................................................................... - 23 -4.6.2脱模机构的选择与设计............................................................................ - 24 -4.6.3推出机构的复位 ......................................................................................... - 25 -4.7 冷却系统设计 ........................................................................................................ - 25 -4.7.1冷却系统的设计原则 ................................................................................ - 25 -4.7.2冷却回路的设计 ......................................................................................... - 25 -4.8 模架 .......................................................................................................................... - 26 - 第五章注射机有关参数的校核...................................................................................... - 27 -5.1 模具外形尺寸的校核........................................................................................... - 27 -5.2 模具厚度校核 ........................................................................................................ - 27 -5.6 注射机定位孔与模具浇口套外圈配合的校核 ............................................. - 27 -总结 .......................................................................................................................................... - 38 - 参考文献 ................................................................................................................................. - 39 - 谢辞...................................................................................................................................... - 41 - 毕业设计小结 ........................................................................................................................ - 42 -第一章绪论注塑成型是高分子材料成型加工中一种重要的方法,热塑性塑料注塑占注塑成型工艺主导地位,热固性塑料和结构泡沫塑料注塑也占有一定份额。
塑料模具课程设计
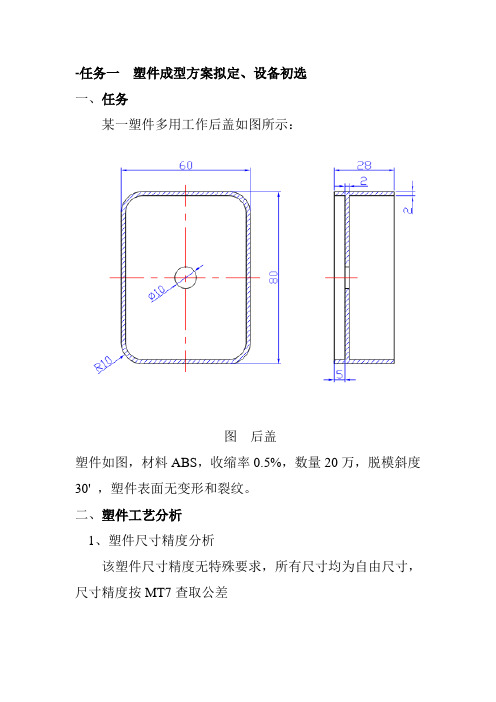
-任务一塑件成型方案拟定、设备初选一、任务某一塑件多用工作后盖如图所示:图后盖塑件如图,材料ABS,收缩率0.5%,数量20万,脱模斜度30' ,塑件表面无变形和裂纹。
二、塑件工艺分析1、塑件尺寸精度分析该塑件尺寸精度无特殊要求,所有尺寸均为自由尺寸,尺寸精度按MT7查取公差其主要尺寸公差要求见表。
该塑件表面没有特殊要求,一般情况下,外表面要求光洁,表面粗糙度可以取到Ra=0.8μm,塑件内部表面粗糙度可取Ra=3.2μm。
2、塑件的结构工艺分析(1)从图纸上看,该塑件外形为矩形,圆角过渡无尖角存在,壁厚均匀,且符合最小壁厚要求。
(2)塑件型腔较大,有一个尺寸为Φ10的孔,它符合最小孔径要求,可在型腔板上设计1个小型芯。
(3)为塑件顺利脱模,可在塑件内部及外部设计一定的脱模斜度,图中已经注明脱模斜度为30’。
该塑件结构简单,无特殊的结构要求,精度要求为IT7级。
三、塑件工艺方案拟定1、塑件的生产批量塑件的生产类型对注射模结构、注射模材料使用均有重要的影响,在大批量生产中,由于注射模价格在整个生产费用中所占比例较小,提高生产率和注射模寿命问题比较突出,可以考虑使用自动化程度较高、结构复杂、精度寿命高的模具。
如果是小批量生产,则应尽量采用结构简单,制造容易的注射模,以降低注射模的成本。
2、塑料原材料的成型特性分析ABS是目前产量最大、应用最广的工程塑料。
ABS是不透明非结晶聚合物,无毒、无味,密度为1.02~1.05 g/cm3。
ABS具有突出的力学性能,坚固、坚韧、坚硬;具有一定的化学稳定性和良好的介电性能;具有较好尺寸稳定性,易于成型和机械加工,成型塑件表面有较好光泽,经过调色可配成任何颜色,表面可镀铬。
其缺点是耐热性不高,连续工作温度约为70℃,热变形温度约为93℃,但热变形温度比聚苯乙烯、聚氯乙烯、尼龙等都高;耐候性差,在紫外线作用下易变硬发脆。
可采用注射、挤出、压延、吹塑、真空成型、电镀、焊接及表面涂饰等多种成型加工方法。
上下料机构设计

上下料机构设计上下料机构是工业生产中常见的一种自动化设备,用于将原材料或成品从一个位置转移到另一个位置,以完成加工或装配的过程。
上下料机构的设计关乎生产效率、安全性和稳定性,下面我们将从结构设计、控制系统、安全保护等方面对上下料机构的设计进行分析和讨论。
一、结构设计上下料机构的结构设计是其功能实现的基础,好的结构设计应该兼顾机构的稳定性、精度和操作便利性。
1.1 传动机构上下料机构的传动机构一般采用电机驱动,常见的方式有皮带传动、齿轮传动和链条传动等。
在设计时需要考虑传动效率、稳定性和噪音等因素,合理选择传动方式和参数,以确保机构的正常运行。
1.2 结构材料上下料机构的结构一般由钢材或铝合金等材料制成,要求结构牢固、轻巧。
在选择材料时需要考虑结构强度、耐磨性、重量等因素,以满足不同工作环境的需求。
1.3 运动轨道上下料机构的运动轨道通常由导轨或导向滑块组成,要求精密度高、摩擦小、耐磨性好。
合理设计运动轨道结构,可以有效提升机构的工作精度和稳定性。
二、控制系统上下料机构的控制系统是其自动化运行的核心,包括电气控制、PLC控制和传感器等设备。
2.1 电气控制上下料机构的电气控制通常由继电器、接触器、按钮开关等设备组成,用于控制电机的启停、正反转等操作。
设计时需要考虑电路的可靠性、安全性和操作便利性,确保设备的安全运行。
2.2 PLC控制部分上下料机构采用PLC控制系统,可以实现多种功能的自动化控制,如自动上下料、定位、计数等。
设计时需要根据具体应用场景确定PLC的控制逻辑和程序设计,以实现高效的自动化操作。
2.3 传感器上下料机构通常配备有位移传感器、压力传感器、光电传感器等,用于检测工件位置、保护装置状态等。
设计时需要选择合适的传感器类型和安装位置,确保传感器的准确性和稳定性。
三、安全保护上下料机构在运行过程中存在一定的安全风险,设计时需要考虑安全保护装置的设置和应急措施的规划。
3.1 安全门禁上下料机构通常配备有安全门禁装置,用于检测工作区域的安全状态,一旦发生异常情况立即停机。
机械制造技术基础第5章-3
(2)钻模板
作用:用于安装钻套。 类型:固定式、铰链式、分离式和悬挂式等。
固定式钻模板:钻模板直接固定在夹具体上,结构简单, 分离式钻模板:装卸工件方便,精度比铰链式高。
精度较高,但装卸工件困难。
1—钻模板;2—钻套;3—夹紧元件;4—工件
图5-62 分离式钻模板
铰链式钻模板:装卸工件方便,但铰链处存在间隙,故精
1—线圈;2—吸盘;3—隔磁体;4—铁芯;5—导磁体;6—工件;7—夹具体;8—过渡盘 图5-78 电磁卡盘
2.车床夹具设计要点
(1)车床夹具总体结构
夹具的结构应尽量紧凑,重心应尽
量靠近主轴端,一般要求夹具悬伸 不大于夹具轮廓外径。对于弯板式
车床夹具和偏重的车床夹具,应很
好地进行平衡。通常可采用加平衡 块(配重)的方法进行平衡。
当工件定位面较复杂或有其他特殊要求时(例如为了获 得高的定位精度或在大批量生产时要求有较高的生产率), 应设计专用车床夹具。
如图所示为一弯板式车床夹具,用于加工壳体零件的孔和端面。
1—平衡块;2—防护罩;3—钩形压板
图5-76 弯板式车床夹具
返回第40页
如图所示为一种利用夹紧元件均匀变形实现自动定心夹紧 的心轴——液塑心轴。这种心轴有较好的定心精度,但由于 薄壁套扩张量有限,故要求工件定位孔精度在8级以上。
定位键与夹具体配合多采用H7/h6,为了提高夹具的安装精度,定 位键的下部(与工作台T形槽配合部分)可留有余量进行修配,或在 安装夹具时使定位键一侧与工作台T形槽靠紧,以消除间隙的影响。
夹具体
定位键
定位键
(2)对刀装置
对刀装置用以确定夹具相对于刀具的位置。铣床夹具的对刀 装置主要由对刀块和塞尺构成。
鼠标外壳底壳模具设计
鼠标外壳底壳实体建模及塑料模具设计说明书摘要本次设计采用的是UG 6.0工程应用软件,对鼠标底壳进行三维建模,分析鼠标底壳结构并根据零件造型设计一个一模两腔的注塑模具。
在设计过程中需要对塑件材料进行选择,确定模具大小方面进行详细分析,选择的塑件材料为ABS,收缩率为1.005。
选择标准模架以及标准件的确定,之后进行一些必要的强度校核,期间掌握了UG6.0的使用方法,掌握了其强大的三维建模功能。
关键词:UG6.0 鼠标底壳三维建模ABSThe mouse shell Bottom solid modeling and plastic molddesignAbstractThe design is UG 6.0 engineering application software, mouse Bottom three-dimensional modeling analysis of the mouse bottom shell structure designed according to Part Modeling a mold cavity injection molds. The material is ABS plastic parts in the design process need to choose a plastic piece of material, conduct a detailed analysis to determine the mold size, select the shrinkage rate of 1.005. Select the standard mold as well as the determination of standard parts, after the necessary strength check, mastered during the use of UG6.0 master the powerful 3D modeling capabilities.Key words:UG6.0;Mouse Bottom;Three-dimensional modeling;ABS目录1. 绪论 ............................................................................................................................... 错误!未定义书签。
万象城标识导向系统,标识设计,标识导示系统,指示系统设计
万象城标识导向系统,标识设计,标识导示系统,指示系统设计/products/3113080.html海力创标识设计(香港)有限公司,专业SHOPPING MALL、主题商场、酒店、地产、国家级景区、商业街导示系统、标识系统设计机构。
海力创标识设计(香港)有限公司——大型SHOPPING MALL标识系统设计领导者!深圳海力标识作为国内SHOPPING MALL导示系统设计、标识系统设计的先行者及实践者.在深港及中国经济最发达的沿海地区我们业绩斐然,海力标识以服务过众多知名大型SHOPPING MALL标识系统、导示系统设计项目为荣!我们不断进取,学习香港、深圳一流大型SHOPPING MALL的成功经验,在大型SHOPPING MALL导示系统设计领域不断创新,采用国际流行的标识、导示系统设计水准,结合深港一流的制作工艺,为客户提供服务。
深圳海力标识三年战略目标:把欧美先进的导示系统设计、标识系统设计理念引入中国。
深圳市海力创标识设计制作公司拥有现代化的创意设计中心和商务信息处理中心,一流的制作工厂(占地面积3000平方米)和技术人员,与国际流行的标识系统保持同步,以艺术性的设计思维和全球化的国际视野,不断吸收、融合、创新标识设计实施中的艺术性和技术性,结合环境的独特个性,为公共环境空间提供实用、美观、和谐而又独具个性魅力的的标识系统,全面提升区域环境的艺术化、科学化、人性化等形象。
深圳华润万象城SHOPPING MALL导示系统设计(深圳海力标识)转载需注明地址:深圳海力标识标识常用语我们在进行设计标识系统规划时,首先要规范设计用语,用语的标准化能在工程的进程中使施工方和设计方保持良好的沟通。
企业名称:指企业中、英文全称;企业标识、LOGO:指跟企业有关的VI基本要素设计;道路指引标识:指从外部环境道路进入内部环境的指引及内部环境道路名称的标识;道路分流标识:指环境内设置于主干路口,道路交汇处用于指示往不同目的地地址名、楼宇名称的标识;服务设施标识:指值班室、停车场、收费处、便利店、银行等;户外总平面图:指用做全部环境范围内的平面布局指引的指示图,通常用线条式或色块式;户外形象标识:单独用于建筑外主干墙上的标识,将标志变形或使用抽象雕刻形态表现,传递文化信息;楼宇名称:用于指示每一不同的楼宇的名称之标识;楼层总索引:标识所处的楼宇,能查找出大部分服务区域、名称,设施的标识栏目,一般设于大堂;各楼层索引:标识所处当前楼层,提供来客查找服务区域、名称、设施、平面布局的标识栏目,一般设于主通道口、电梯间;大厅、走廊标识:显示标识所处当前区域功能、名称,以及指示简明目的地的标识;公共服务设施:洗手间、电话间、ATM、开水间、吸烟区、消防通道、便利店、美发室、商务中心等;出入口导引:指某一出入口到通往不同名称的功能科室或区间,设于该出入口处的简易索引;企业宣传栏:用于定期更换内容的版报形式的宣传栏目,一般有开放、闭合式两种;环境单元牌、功能单元牌:用于指示具有一定功能范围区域的标识为环境、功能单元牌。
塑胶模具结构简介
1.4 顶出系统与成型机构
扁顶针:成型空间小、加强筋深度较深,不好布置 比较合适的圆顶针的时候采用。
入子
W
為參考 規格
图-24 扁顶针顶出
简单推出机构——推杆推出机构.exe
1.4 顶出系统与成型机构
顶管(司筒):一般用来作为螺丝柱较深的顶出。
成品 套筒内芯
套筒外壁
压板形式
螺钉锁紧形式
简单推出机构——推管推出机构.exe
塑胶模具结构简介
目录
1.塑胶模具的结构
1.1 塑胶模具的基本结构 1.1-1 模板编号规则 1.1-2 塑胶模具零件编号标准 1.2 浇注系统 1.3 成型系统 1.4 顶出系统及成型机构 1.5 排气系统 1.6 冷却系统 1.7 导向与定位系统
1.1塑胶模具的结构
塑胶模具,一种用于压塑、挤塑、注射、吹塑和低发泡成型的组合式 塑料模具的简称
1.4 顶出系统与成型机构
顶出系统:当制品在模具中固化后,需要有一套优先的方
式将其从模具中顶出,而且在顶出中不能出现顶白、制品变形、 破裂等损坏制品的现象,这套系统被称为顶出系统。
顶出的主要形式:圆顶针(推杆)、扁顶针(推杆)、
顶管(司筒)、顶出块、脱料板、斜顶等。
圆顶针:
制品
胶位面 顶杆
图-23 圆顶针顶出
B3
B2
B4
1.1-1-1 模板的区分
C101
1 浇口 2 顶杆孔 3 斜顶孔 4 镶芯孔
C201
1 1
2
3 1 4
1.1-圾钉
撑头孔
回程杆杯头
顶杆杯头
1.1-1-2零件的编号规则
镶块→C; 镶芯→P; 前模→1; 后模→2; 行位,斜顶→3; 其他→4,5 零件序号: 1)前模零部件: C101→C1××(主镶件) P101→P1××(镶芯) C101-1→C1××-1(次镶件) 2)后模零部件: C201→C2××(主镶件) P201→P2××(镶芯) C201-1→C2××-1(次镶件) 3)滑块零部件: C3A01→C3××(滑块或滑块座) C3A01-1→C3A××-1(滑块头或C3A××上复杂组件部件) 4)斜顶、直顶零部件: C3B01→C3B××(斜顶头、斜顶、直顶块、带形状的方顶等) C3B01-1→C3B××-1(C3B××上的组件部件) 5)压板,固定块,滑块安装座,导滑块,T型块,固定板类部件: C401→C4×× 6)耐磨板,承压板,镶块锁紧块需热处理类部件: C501→C5××
一维压电式微定位机构的设计研究
[ " ? !] 理想的微定位器件 。本文设计了一种一维压电
式微定位机构, 并对其微定位原理及定位特性进行 了研究。
"9 定位机构设计
"# ! 9 微定位机构设计 为提高精密机床的定位精度, 在精密移动工作 台 (粗工作台) 上增加一层微动工作台 ( 精工作台) , 来对精密工作台的定位精度进行补偿, 图 < 为定位 精度补偿原理。粗工作台实现高速运动, 其定位精 度为微米级, 精工作台在粗工作台定位的基础上, 通 过控制系统检测粗定位误差, 对粗工作台定位精度 进行补偿。微定位机构设计如图 "F 所示, 采用柔性 铰链与压电陶瓷组合式结构, 其间为螺钉联结, 二者 的装配间隙用垫块来调整。柔性铰链是依靠材料的
9 9 收稿日期: "##:;<#;!#; 修订日期: "##$;#<;<# 9 9 基金项目: 吉林省科委基金资助项目 ( "##:#:!= ) 9 9 作者简介: 孙宝玉 (<>=< ? ) , 女, 吉林磐石人, 副教授, 博士后, 研究
运动副间隙、 无机械摩擦等优点, 依据定位方向的需 要设计结构, 可实现一维、 二维微位移运动。柔性铰 链的结构等效图如图 "G 所示, 此机构属一维 ! 向微 位移机构, 由于柔性铰链在导向过程中输出的不仅
图 $" 微定位精度补偿原 理图 "
3 ( 4 )#
5 ( 4) % # / (4) & , % & ,, (
$ (4& % *4 % , ( ,( ( (.) ,( 4% ) (
#
(4 % &
(完整版)某型电动汽车总体设计毕业设计
毕业设计说明书(论文)中文摘要摘要:电动汽车(Electric vehicle,简称EV)是当前解决能源短缺和环境污染问题可行的技术之一。
电动汽车是由车载动力电池作为能量源的零排放汽车。
近些年来,电动汽车的研制热潮在全世界范围内兴起,逐步向小批量商业化生产的方向发展。
电动汽车技术的发展依赖于多学科技术的进步,尤其需要解决的问题是进一步提高动力性能,增加续驶里程,降低成本。
本文基于微型燃油汽车的一些基本参数,研究整车驱动形式,整车总布置方案。
对整车动力学匹配计算,主要部件的选择。
按照动力性能要求,运用汽车理论、电动机和电池相关知识,对电动机的功率、传动比,蓄电池进行主要参数设计与匹配计算。
关键词:电动汽车、总体设计、参数匹配、续驶里程外文摘要Abstract:Electric vehicle is one of available ways to solve the problems of energy source’s lack and pollution of environment. Pure electric vehicle whose energy is power battery loaded on the vehicle is a kind of zero emission vehicles. In recent years, the upsurge of developing electric vehicle is rising all over the world, and developing to the small amount commercialization production gradually. The development of electric vehicle is relying on the progress of several subjects. Especially, further raising the dynamic performance, increasing the driving range and reducing cost are very necessary. In view of the development funds and times, use the computer to establish the simulation models to simulate the performance is a better way.This paper, based on one Micro-fuel cars, the power form, configuration and Chassis structure are defined. According to the dynamic performance, such important parameters as the power of the motor can be calculated by using the knowledge of vehicle, motor and battery. Then the other parameters: reduction ratio, the parameters of battery also can be calculated.Keywords:Electric Vehicle、Overall Design、Driving Range、Parameters Matching目录1 绪论.....................................................1.1电动车的发展历史及国外的研究情况.......................................................................1.2国内的研究情况...................................................................................................................2 纯电动车的原理与构造........................................2.1工作原理 .................................................................................................................................2.2主要结构及特点...................................................................................................................2.3纯电动汽车的技术介绍 ....................................................................................................3 微型纯电动车部件选择与设计...................................3.1微型纯电动车蓄电池系统................................................................................................3.2微型纯电动车电机驱动系统...........................................................................................3.3微型纯电动车悬架系统 ....................................................................................................3.4微型纯电动车转向系统 ....................................................................................................4 微型电动车总体参数与性能计算.................................4.1车型、驱动、布置形式的选择 ......................................................................................4.2整车参数的选择...................................................................................................................4.3电机功率的确定...................................................................................................................4.4计算微型电动车的爬坡度与加速时间.......................................................................4.5蓄电池组的数量与电池参数 ..........................................................................................4.6座椅的设计 ............................................................................................................................4.7轮胎的选择 ............................................................................................................................5 纯电动车的发展瓶颈与展望 ....................................结论.......................................................参考文献.................................................致谢.....................................................第一章绪论最初世界各国开始试图发展新能源汽车的主要原因是石油价格持续飙升造成能源紧缺,而拥有大量人口和消费潜力的金砖四国开始全面普及家庭汽车消费,这加剧了石油危机轰轰烈烈爆发!于是人们提出了新能源汽车这个概念,尝试混合动力汽车、燃料电池汽车或者是太阳能汽车等等,然而经过几年摸索之后,大家发现这些模式都不能从根本上解决问题,只有纯电动汽车才能够满足快速削减石油消费的根本目标。
医院导视系统设计方案
医院导视系统设计方案一、引言医院作为一个复杂的大型机构,为了让患者和访客更加方便快捷地找到相关的科室、药房、检查中心等,需要设计一个科学合理的医院导视系统。
医院导视系统是通过设计一套清晰明了的导视标识、指示牌和导视信息传达设备,来引导患者和访客准确、迅速地找到自己需要的位置。
本文将从医院导视系统的设计目标、设计原则、设计内容、导视标识选择和导视信息传达设备等方面进行详细介绍。
二、设计目标1.提高患者和访客找寻目的地的效率和准确率,缩短等待时间,提升就诊体验。
2.提升医院整体形象和服务质量,增加患者的信任感和归属感。
3.最大限度地减少混乱和迷路的情况发生,降低医院工作人员的人力成本。
三、设计原则1.明确性原则:导视系统应当清晰明了地传达信息,避免产生歧义。
2.一致性原则:导视系统应当在整个医院内保持统一、一致的风格和标识。
3.灵活性原则:导视系统应当根据不同的楼层、科室、设施等区别开来,便于患者和访客定位。
4.可读性原则:导视系统的标识和文字应当清晰易读,避免字迹模糊或者过小。
5.全面性原则:导视系统应当覆盖医院的各个关键区域,避免留下盲区。
四、设计内容1.导向标识:在医院大门、各个楼层和关键交叉口设置指示牌和标识牌,用以引导患者和访客找到目的地。
2.视觉导向:通过地面涂装,墙体贴画等方式,将不同科室、药房等位置进行彩色标识,吸引并引导患者和访客。
3.信息导向:在重要位置设置屏幕信息显示设备,陈列医院的科室分布、医生值班信息、叫号信息等,方便患者和访客获取相关信息。
4.路线指示:在复杂的医院内设置指示箭头、地图等,帮助患者和访客快速找到目的地。
5.紧急通道:在导视系统中应当设置紧急通道的标识,确保紧急情况下的疏散路径清晰明了。
五、导视标识选择1.导向标识板:在医院的重要交叉口和楼层出入口设置指示牌,标注不同的科室名称和箭头指向,以指导患者和访客顺利到达目的地。
2.地面涂装:在医院的走廊和楼梯间等地面,使用不同颜色的涂装进行标识,指示不同的科室和设施位置。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
导向与定位机构的设计
为了保证注射模具准确合模和开模,在注射模具中必须设置导向机构。
导向机构的作用是导向、定位,以及承受一定的侧向压力。
一、导柱导向机构
模具导柱导向机构如图1所示。
图中所示为导柱、导套结构,适用于精度要求高、生产批量大的模具。
对于小批生产的简单模具,可不采用导套,直接与模体间隙配合。
同时在设计导柱和导套时还应注意以下几点。
①导柱应合理地分布在模具分型面的四周,导柱中心至模具外缘应有足够的距离,以保证模具的强度。
②导柱的长度应比型心(凸模)端面的高度高出6~8mm,以免型心进入凹模时与凹模相碰而损坏。
图1 模具导柱导向机构
③导柱和导套应有足够的耐磨度和强度,常采用20低碳钢经渗碳0.5~0.8mm,淬火48~55HRC,也可采用T8A碳素工具钢,经淬火处理。
④为了使导柱能顺利地进入导套,导柱端部应做成锥形或半球形,导套的前端也应倒角。
⑤导柱设在动模一侧可以保护型心不受损伤,而设在定模一侧则便于顺利脱模取出塑件,因此可根据需要而决定装配方式。
⑥一般导柱滑动部分的配合形式为H8/f8;导柱和导套固定部分配合为H7/k6;导套外径的配合为H7/k6。
⑦一般在动模座板与推板之间也设置导柱和导套,以保证推出机构的正常运动。
⑧导柱的直径应根据模具大小而决定,可参考标准模架数据选取。
二、精定位装置
对于精密、大型模具,以及导向零件(如导柱)需要承受较大侧向力的模具,在模具上通常要设计锥面、斜面或导正销精定位装置。
1.锥面精定位
如图2所示,锥面配合有两种形式,一种是两锥面之间有间隙,将淬火镶块6镶于模具上(见I放大图),使之和锥面配合,以制止偏移;另一种是两锥面直接配合(见图2右下图),
这时两锥面都要经淬火处理,角度5°~20°,高度要求大于15mm。
锥面的开设方向也应注意,如图3所示。
如图3(a)所示的形式采用凹模模块环抱型心模块,这不合理,因为在注射压力的作用下凹模模块会有向外胀开的可能,导致在分型面上形成间隙;如图3(b)所示的形式由型心模块环抱凹模模块,使得凹模模块受力时无法胀开,为合理的形式。
图2 锥面定位机构
1—定模板;2—导柱;3—型腔板;4—动模固定板;5—支撑板;6—淬火镶块
如图4所示为锥形导柱定位装置,定位精度高,但只适用于侧向力不大的小型模具。
图3 锥面的开设方向
图4 锥形导柱定位装置
1一定模板;2—锥形导柱;3一导套;4一动模板
2.斜面精定位
对于矩形型腔也可采用斜面定位,在型腔四周利用几条凸起来的斜边块定位,如图5所
示。
如图6所示为通常采用的一种斜面精定位形式,斜面定位块(即淬火耐磨块6和8)都是镶在模具上的,以便于调整。
其他的斜面精定位形式如图7所示。
图5 矩形型腔斜面定位
图6 斜面精定位结构
1一定模座板;2一定模固定板;3一精定位斜楔;
4,5,6一耐磨块;7一动模固定模;9一耐磨块
图7 斜面精定位
1一凹模板;2—斜面条块;3一型心板;4一螺钉
三、导正销精定位
以动模、定模合模面为中心镗出圆孔,再配装导正销,其结构如图8所示。
导正销应在相互垂直的两个方向(或四边)布置,如图9所示。
导正销直径应大于20mm。
图8 导正销精定位
1—型心模板;2—导正销;3—螺钉;4—凹模板
图9 导正销的布置
1—导正销;2—动模板;3—定模板。