电泳技术标准
dna琼脂糖凝胶电泳条件

dna琼脂糖凝胶电泳条件DNA琼脂糖凝胶电泳是一种常用的DNA分析技术,广泛应用于分子生物学和遗传学研究中。
凝胶电泳通过将DNA片段在电场作用下沿凝胶运动,根据片段大小的不同被分离出来,从而实现对DNA样品的检测和分析。
本文将详细介绍DNA琼脂糖凝胶电泳的条件和步骤,并解释其原理和应用。
DNA琼脂糖凝胶电泳条件的设定是成功进行分析的关键。
下面将一步一步回答关于电泳条件的问题。
1. 凝胶选择:DNA琼脂糖凝胶电泳通常使用琼脂糖(agarose)凝胶,因其透明度高、质地均匀且易于制备和使用。
琼脂糖的浓度通常在0.5%至2%之间,视待测DNA片段的大小而定。
较长的DNA片段,一般需要较低浓度的琼脂糖。
2. 缓冲液选择:DNA琼脂糖凝胶电泳常用的缓冲液是TAE(三乙酸铝溶液)或TBE(三硼酸盐溶液)。
这两种缓冲液都能提供适当的离子强度和pH值,维持DNA 片段的稳定移动。
常见的TAE缓冲液配方是:40 mM三乙酸(Tris-Acetate)、1 mM EDTA(乙二胺四乙酸)。
TBE缓冲液配方为:90 mM三硼酸(Tris-Borate)、1 mM EDTA。
在使用缓冲液前,必须经过滤以去除杂质。
3. 电场强度设定:电泳过程中的电场强度直接影响DNA片段的迁移速度,因此需要根据待测DNA片段的大小和琼脂糖浓度来设定适当的电压。
通常,电场强度设置在5至10 V/cm之间,以避免DNA的热失活和琼脂糖的熔化。
4. 标准品选择:为了对待测DNA片段的大小进行估测,我们需要在电泳实验中加入标准品。
标准品是一系列已知大小的DNA片段,通常以Kb(千碱基对)为单位。
标准品可以购买或通过PCR扩增获得。
根据标准品的迁移位置和待测样品的迁移位置,可以估测待测DNA片段的大小。
5. 采样和加载样品:将待测DNA样品与DNA标记染料混合(如溴化乙锭)后,小心加载到琼脂糖凝胶的预制孔中。
为了减少加载误差,可以在样品中加入DNA大小标记品和负载控制品(如碱基作为分子量标准品)。
电泳涂装设备工艺技术规范

电泳涂装设备工艺技术规范电泳涂装是一种利用电化学原理将溶液中的颜料颗粒沉积在金属工件表面的涂装技术。
电泳涂装设备工艺技术规范是为了保证产品质量和生产效率而制定的,下面是一份700字的电泳涂装设备工艺技术规范:一、设备选型和布置1. 选用适应生产规模的电泳涂装设备,确保设备稳定性和可靠性。
2. 设备应符合相关国家标准和安全规范,确保操作人员的安全。
3. 设备应布局合理,保证生产效率和工作空间。
二、设备维护和保养1. 每天开机前要进行设备检查,确保设备正常运行。
2. 定期对设备进行维护,检修设备故障,保证设备的正常运转。
3. 进行设备保养时,要严格按照设备说明书的要求进行操作,并填写保养记录。
三、镀液配置1. 使用高质量的涂料原料,确保涂装质量。
2. 根据产品要求和涂料配方,正确配置镀液,控制浓度和PH 值。
3. 定期对镀液进行检测,确保其稳定性和使用寿命。
四、质量控制1. 设置适当的电极距离和电压,控制电泳过程中颗粒的沉积速度。
2. 对涂装件进行质量检查,包括颜色、厚度和附着力等指标。
3. 对涂装件进行严格的外观检验,确保无瑕疵和缺陷。
五、环境保护1. 安装废液处理设备,对废液进行处理,以减少对环境的污染。
2. 对涂装室进行密封处理,减少喷漆过程中的挥发物排放。
3. 定期进行环境监测,确保涂装过程中的环境质量符合相关标准。
六、操作规程1. 操作人员必须经过专业培训,掌握电泳涂装设备的操作和维护知识。
2. 严格按照操作规程进行操作,禁止违规操作和行为。
3. 对设备进行日常维护和保养,保证设备工作正常。
七、安全注意事项1. 操作人员必须穿戴防护用具,如手套、护目镜等,确保人身安全。
2. 禁止在设备周围堆放易燃和易爆物品,确保生产场所的安全。
3. 停机时必须切断电源,确保设备和操作人员的安全。
总之,电泳涂装设备工艺技术规范是为了确保涂装质量和生产效率而制定的,只有严格按照规范进行操作和维护,才能保证电泳涂装设备的正常运行和使用寿命。
十二烷基硫酸钠毛细管凝胶电泳法(CE-SDS法)标准操作规程SOP(参考)

审批页颁发部门:质量保证部分发部门:分析研究部拷贝号:NO. /文件变更历史目录1目的 (4)2范围 (4)3定义 (4)4环境、安康和平安 (4)5培训 (4)6职责 (4)7程序〔内容〕 (4)7.1原理 (4)7.2实验材料 (4)7.3操作步骤 (5)7.4结果分析 (9)7.5断定标准 (9)7.6考前须知 (9)8相关文件 (10)9参考文献 (10)10流程图 (10)11附录 (10)十二烷基硫酸钠毛细管凝胶电泳法〔CE-SDS 法〕测定记录 (1)十二烷基硫酸钠毛细管凝胶电泳法〔CE-SDS 法〕测定记录〔适用于多个样品〕 (1)1目的标准十二烷基硫酸钠毛细管凝胶电泳法〔CE-SDS 法〕检验的操作过程。
2范围本规程适用于常规十二烷基硫酸钠毛细管凝胶电泳检验,涉及到蛋白质纯度相关指标的测定。
3定义3.1CE-SDS:十二烷基硫酸钠毛细管凝胶电泳。
4环境、安康和平安复原电泳中使用的巯基乙醇为挥发性液体,具有较强烈的刺激性气味,会刺激眼睛、呼吸系统和皮肤,吞食有害,与皮肤接触有毒,取液时穿戴适当的防护服、手套和护目镜或面具。
如不慎与眼睛接触后,请立即用大量清水冲洗并征求医生意见。
该液体对水体环境能产生长期污染等不良影响,切勿倒入下水道,应倒入废液桶,由专业部门回收。
与空气混合、受热、明火可爆,如其燃烧可用二氧化碳、干粉类灭火剂。
储存库房应通风低温枯燥,与氧化剂、食品分开储运。
5培训5.1培训部门:分析研究部。
5.2培训对象:分析研究部相关人员。
5.3培训方式和时数:自学,0.5 小时。
5.4考核方式:问答。
6职责6.1质量保证部:负责监视本文件的执行。
6.2分析研究部:负责严格执行本规程规定。
7程序〔内容〕7.1原理该方法是指以弹性石英毛细管为别离管道,以高压直流电场为驱动力,通过目的蛋白在含有胶的溶液中的迁移速率不同而得到别离,较小分子量的分子迁移速度更快那么其迁移时间短,较大分子的迁移速度慢那么其迁移时间更长。
血红蛋白电泳三项参考值
血红蛋白电泳三项参考值
血红蛋白电泳三项参考值
血红蛋白电泳可以用来评估患者血红蛋白水平。
与标准血红蛋白电泳相比,可以更容易地测量出血红蛋白水平的正常参考值和变化。
1、血红蛋白电泳测定标准:
血红蛋白电泳的参考值应根据实验室实验结果而定,根据不同的实验室技术来定义,但是,大多数血红蛋白电泳测定的标准如下:(1)男性:13.6 - 17.2 g/dL
(2)女性:12.0 - 15.5 g/dL
2、血红蛋白电泳结果解释:
在血红蛋白电泳测定的结果中,如果血红蛋白的水平低于正常值,则表明患者有贫血的可能性,而高于正常值,则表明患者可能患有某种炎症性疾病。
3、血红蛋白电泳的其他重要参数:
除了血红蛋白电泳测定的标准,还有其他参考参数。
例如,血液也包含一种称为红细胞体积分布宽度的蛋白质,可以用来检测血液中浓度较低的血红蛋白,以及血液中蛋白质的浓度。
此外,还有一种叫做红细胞沉淀率测定的技术,用来测量血液中血红蛋白的浓度,以及其他蛋白质的浓度。
- 1 -。
阴极电泳漆技术技术参数(验收标准)

实验条件 目视 BYK 60° 划格法,间距1mm 铅笔硬度 粗糙度仪
GB/T1732-93 40℃×500H ASTM单侧扩蚀 1N H2SO4 20℃×H 1N NAOH 21℃×H 93#汽油 4H
耐温变
合格
按Y60-050通过温变实验
杂志离子许可浓度(%)
项目 外观 膜厚 光泽 附着力 硬度 表面粗糙度(Ra)μm 杯突(mm) 冲击性(kg.cm) 耐水性 耐盐雾性(≥1008hr) 耐酸性 耐碱性 耐汽油性 抗石击 柔韧性(mm)
电泳漆膜性能 平整光滑 22±2 60-90 ≤1 ≥H 0.12-0.20 ≥6 ≥50 100/100(1mm) ≤1mm 漆膜无变化 漆膜无变化 漆膜热减量(%) 再溶性
水平面与垂直面无明显差别 ≥20 ≤5% 160℃×20分钟(min) ≤6 外观良好,漆膜残存率≥90% Na离子<30ppm Fe离子<60ppm 漆膜性能 Ford法 100毫升量筒中的槽液静置 4小时,取上部清液测定的 固体份减少率 工作表面的持续时间 160℃×20分钟烘烤 湿膜在槽液中浸10分钟, 非侵入部分与侵入部分膜 厚差,外观评价 对涂膜外观,性能无影响 的范围。
技术参数(验收标准) 原漆指标 项目 成分 色相 固体份(%) PH值 粘度 细度(μm) 密度(g/cm³) 混合比 存储期 槽液性能 项目 固体份 PH值 电导率(μS/cm) MEQ 灰份(%) 溶剂含量(%) 槽液温度(℃) 施工电压(V) 破坏电压(V) 电泳时间(min) 库伦效率(mg/c) 分级电阻(KΩcm²) 指标 19±1 6.1±0.3 1400±400 28.0±4.0 23.0±2.0 0.8±0.3 30±2 160-260 ≥350 3 ≥30 800±300 含30秒软启动 实验室制板电压,生产线 200-300 条件 105±2℃ 25℃ 25℃ F-1 颜料浆 灰色(储存期内无分层) 56±2 --65±10KU ≤15 1.12±0.05 1 6个月 F-2 乳液 乳白液 36±2 6.5±0.5 10±5CPS ---1.05±0.05 3.3 6个月 5-35℃ 25℃ 105±2℃ 25℃ 25℃ 条件
电泳漆性能指标
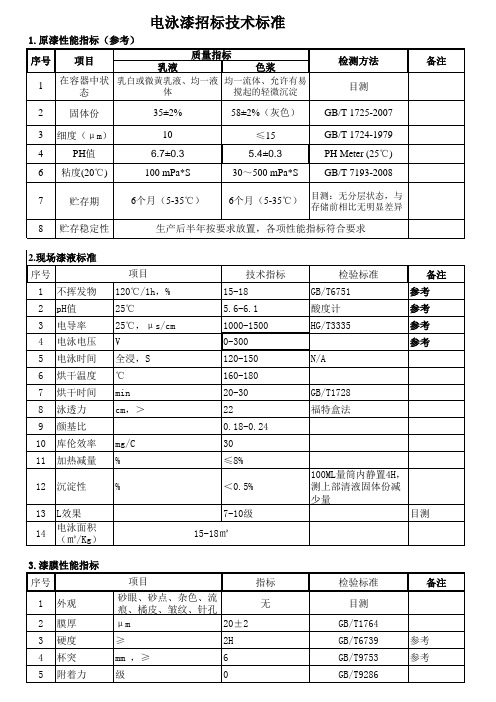
1.原漆性能指标(参考)
序号 项目
质量指标 乳液
色浆
1
在容器中状 乳白或微黄乳液、均一液 均一流体、允许有易
态
体
搅起的轻微沉淀
检测方法 目测
2
固体份
35±2%
58±2%(灰色) GB/T 1725-2007
3 细度(μm)
4
PH值
6 粘度(20℃)
10 6.7±0.3 100 mPa*S
≤15 5.4±0.3 30~500 mPa*S
GB/T 1724-1979 PH Meter (25℃) GB/T 7193-2008
7
贮存期
6个存储前相比无明显差异
8 贮存稳定性
生产后半年按要求放置,各项性能指标符合要求
备注
2.现场漆液标准 序号
GB/T1728 福特盒法
备注 参考 参考 参考 参考
100ML量筒内静置4H, 测上部清液固体份减 少量
目测
检验标准
目测 GB/T1764 GB/T6739 GB/T9753 GB/T9286
备注
参考 参考
6 柔韧性 7 冲击 8 耐水性 9 耐酸性 10 耐碱性 11 耐盐雾
编制: 审核: 批准:
1 不挥发物 2 pH值 3 电导率 4 电泳电压 5 电泳时间 6 烘干温度 7 烘干时间 8 泳透力 9 颜基比 10 库伦效率 11 加热减量
项目 120℃/1h,% 25℃ 25℃,μs/cm V 全浸,S ℃ min cm,>
mg/C %
技术指标 15-18 5.6-6.1 1000-1500 0-300 120-150 160-180 20-30 22 0.18-0.24 30 ≤8%
电泳漆技术标准
单位
指标
PH值(25℃)
5.8—6.6
电导率(25℃)
μm/cm
≤1600
固体份
%
15—18
溶剂含量
%
2.5—4.5
灰份(黑)
%
9±4
灰份(灰)
%
21±3
MEQ值
毫克当量/100g
30±4
施工温度
℃
28—32
施工电压
V
170—250
施工时间
S
150—210
电泳电压
V
170—250
泳透力(一汽钢管法210V)
小时
GB/T 5209—1985
耐酸性
≥90
小时
耐碱性
≥1
小时
耐机油性
≥48
小时
耐候性
使用两年后涂层完整
【参考】设备限定的工艺参数如下:
1. 电泳电压:100—250V
2. 电泳时间:150—180S
3. 烘道烘干温度:<180℃
4. 烘道烘干时间:< 30min
二、电泳漆的工艺性能。电泳漆在使用过程中的工艺稳定性才是关键。电泳漆的槽液工艺参数如下:
%
≥80
库仑效率
mg/c
≥25
击穿电压
V
>280
L效果
水平面与垂直面涂膜外观无明显差别
重溶性
%
≤8
加热减量
%
≤8
沉淀性
24h静止,工作液不分层,颜料沉淀≤50mL/L,易搅起
超滤液PH值
5.8—6.8
超滤液固体份
%
0.4—0.7
阳极液PH值
2.5—5
阳极液电导率
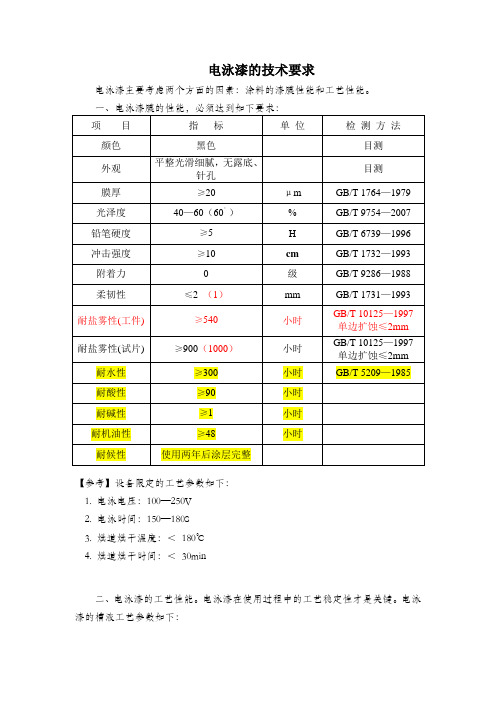
电泳漆技术质量要求

1. 适用范围:本标准适用于钣金车身表面电泳涂层材料的检测。
2. 检验项目和技术指标见表一、表二。
序号检验项目单位指标 执行标准 1外观A 板 级8-10 QB8021 C 板8-10QB8021L 板 7-10 QB8021 H 板7-10 QB8021 2 膜厚 μm 20-30 GB/T1764 3 硬度 ≥ 2H GB/T6739 4 杯突 ≥ 6 GB/T9753 5 附着力 级 0-1 GB/T1720 6 柔韧性 mm 1 GB/T1731 7 冲击 cm 50 GB/T1732 8 光泽 (60°) 50-80 GB/T9754 9 耐水性 (40℃)h≥ 500 GB/T5209 10 耐盐雾 h ≥ 1000 ASTMB117 11 干燥时间 (工件温度) 175℃ min 25 GB/T1728 12泳透力cm ≥ 80%福特盒法文件名称 电泳漆技术质量要求 文件编号JB-2011-001发布部门 工艺技术部编制审核批准实施日期修订状态A1共2页表二:电泳漆原漆技术指标序号检验项目单位指标执行标准乳液色浆1 外观乳白色液体灰色粘稠液体,无结块目测2不挥发物(120±2)℃/1h%36±257±2GB/T67513 细度μm≤10 15 GB/T6753.14 PH值 6.3-6.9 酸度计5 电导率Μm/Cm 2000-2800 HC/T33366 MEQ酸mm01/100g 30-36 0.1mol/1NaOH滴定7 MEQ碱mm01/100g 55-65 0.1mol/1H2SO4滴定8 粘度(20℃)mP a·S≤100 GB/T27949 密度(20℃)g/ml 1.05-1.07 GB/T675010 溶剂含量(EB)% 0.5-1.5 气相色谱法。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
电泳技术标准
电泳技术说明
环氧电泳漆规范
1.定义:这种电泳方法是用一种黑色、阳离子水溶性的环氧树脂漆,沉积覆着在被阴极化
然后,将涂料层置于165℃-190℃范围内,并在零件表面聚合,形成网络结构。
2.技术特点:
处理过程零件电透的过程如下:
? 脱脂?腌制?磷化
?表面电泳涂装(环氧漆)
? 聚合(隧道)炉在165℃-190℃下加热20分钟
阳离子底漆
型号:例如:阳离子电泳底漆2kbtsp颜色:黑色ral9005
3.技术要求:
耐腐蚀性要求.盐雾试验
根据iso9227的标准,在96个小时暴露于盐雾之后,在被测试零件表面不应该看到任何红锈痕迹或水泡,以下部位除外:螺纹部位
零件的尖角
3.2附着力---要求
根据nft30038或nfeniso2409标准(根据ISO9227标准进行96小时盐雾试验后),我们使用间隔棒1mm的梳子在零件表面绘制正方形,并用3m250胶带将其撕下。
我们认为合格等级为0级和1级。
厚度
厚度应满足上述3.1和3.2的要求,厚度值应在10-20微米之间(最多不超过25微米)
在螺纹部位的电泳厚度要求使用螺纹规控制,并考虑到最大允许螺纹厚度。
.
螺纹端检验规范
---循环泵泵壳
非内密封管螺纹
nfe03005标准
1.泵壳机加工件螺纹检具
螺纹环规类型go铜泵壳铸铁泵壳
使用“go gauge”(△ = 0)使用“a级止动规”(△ = - 180微米)使用“B级止动规”(△ = - 360微米)Nogo使用“不合格量规”A类(△ = - 180微米)2螺纹量规尺寸(螺纹表面D2尺寸)尺寸材料通规止规1“B31
77031.590c31.59031.4101”1/4b40.43140.251c40.25140.0711“1/2b46.32446.14445.96 42”b58.13557.955c57.775b==黄铜,C=铸铁
3.检查已经涂漆泵壳或未涂漆最终成品泵壳的螺纹规
铜泵壳铸铁泵壳
通规(△=0)通规(△=0)
A级不合格量规(△ = - 180微米)B级止动规(△ = - 360微米)。