手机LENS及其装饰
Lens

眩光”可以指两样东西。
有些镜头是由于内部反光问题,被称为“flary”(意为闪耀着亮光,就是我们通常说的镜片反光白花花的)。
但是,通常眩光是指内部反射依然可见,而不是指导致劣质的成像。
典型的,眩光将导致高光向外溢出,因此亮部周围通常会围绕着一种光辉。
也有时镜头会产生一个主像和一个附属的“鬼影”,比如日光灯管或路灯。
现代的镀膜技术使其不再是一个大问题,但偶尔还是会发生,尤其是廉价的变焦镜头和超大光圈镜头。
去除滤镜能减轻类似问题。
一种常见的内部反射是当光线直射入镜头时,产生光圈形状的影像。
有些人喜欢这种效果,但有些人讨厌。
对于内部反射,一个设计合理的较深的遮光罩将能有效减轻眩光和鬼影二、一些镜头的基本知识要得到一些,就必须付出一些;“没有免费的午餐”。
镜头的光学设计也是这样。
最简单的摄影不需要镜头,针孔就可以,它的光圈一般是f/128或更小。
单镜片镜头在早期的相机使用,成像可以比针孔锐利,光圈也更大,基本可以手持拍摄。
工作光圈大概在f/12左右。
由于当时使用大底片,效果可以接收。
从双镜片再到三镜片,镜头的光圈更大,成像也相当锐利,Cooke Triplet是目前已知的最好设计。
如果是四片镜片,成像已经相当好,比如Zeiss Tessar(天塞),四片三组结构,其中两片粘在一起形成一组。
四片结构的天塞镜头唯一的问题是光圈不能做得太大,不然像质会下降。
对于35毫米相机,天塞结构的顶限是f/2.8,即使使用当前最好的光学玻璃。
要光圈更大,就要更多镜片。
速度(即最大光圈)不是唯一的问题。
视角越大,需要的镜片越多。
一支低速小视角镜头,例如Leitz 560mm f/6.8 Telyt,只用了两片镜片。
50mm f/1.4一般需要6或7片,21mm f/4.5 Zeiss Biogon使用了8片。
更多的镜片使镜头更大更重也更贵。
到此为止,我们只是考虑了制造一个锐利、快速或广角的镜头需要的镜片数目,但还有另一个问题要担心,就是镜头的实际尺寸。
滤镜啥意思
滤镜啥意思滤镜,英文名称为 Lens 或 FilmFilter。
简单地说就是能对影像画面进行处理和修饰,以实现某种特殊艺术效果的特殊软件。
滤镜可以增强图像、视频等作品的表现力及感染力。
小孩子喜欢光线,在他们眼里,这世界上所有的东西都会发光,而我们人类生活在自然环境下,并不具备动物那样发光的条件,但是却也是一个聪明的种族,因此我们可以利用各种技巧让我们更加美丽!比如服装的搭配啊,化妆品的运用,甚至通过后期 PS 来修改图片达到自己想要的效果….当然还有很多的软件都可以做到这些,今天小编就给大家介绍其中之一——滤镜,相信每位同学电脑里应该都存在着许多不同风格的滤镜吧?但是,关于它究竟是怎么制作出来的呢?接下来听我慢慢道来~滤镜就跟是我们平时拍照一样,我们需要选择好适合自己风格的摄像头(如:自带、摄像头等);首先选取好适合主题色调的背景图片(如黑白或彩色);接下来打开我们准备好的 ps,新建文档并输入文字标题,名称与内容等。
并设置好参数。
再次打开图层混合模式选择“正片叠底”,再将图层命名为“人像”。
按照原图大小缩放人像图层并排列顺序,排满后点击确定。
(注意,因为现在没有任何参考数据,我们只能使用原图大小。
)接下来再复制几张相同尺寸的图片,粘贴到文档中。
注意选取新图层按 ctrl+ T 变换工具旋转角度后反向放置到合适的位置,依次操作完成4张原图。
保持原图层不变。
并填充上与人像图层不同的颜色。
然后就是一键抠图啦,也就是去掉眼睛嘴巴鼻孔和额头啦~~哈哈,你会了吗?除此之外,我们还可以利用色阶调整画面亮度与对比度,或者利用滤镜中的艺术效果功能调节画面饱和度等等….有兴趣的同学可以试试哦,总而言之,希望这篇文章对您有帮助!愿美图与大家共享看到过一句话:你最好的样子是照片中的你,但却是别人口中的你。
如果你的朋友圈被精心修饰过的照片刷屏,就不难看出她把自己的幸福美满的日常展示给大家,从而引起大家的羡慕嫉妒恨吧。
“人生如戏,全靠演技”也只有在摄像头前才会呈现出真实的状态。
IMD

IMD的中文名称:注塑表面装饰技术即IMD(In-Mole Decoratiom),IMD是目前国际风行的表面装饰技术,主要应用于家电产品的表面装饰及功能性面板,常用在手机视窗镜片及外壳、洗衣机控制面板、冰箱控制面板、空调控制面板、汽车仪表盘、电饭煲控制面板多种领域的面板、标志等外观件上。
IMD又分为IML、IMR,这两种工艺的最大区别就是产品表面是否有一层透明的保护薄膜。
IML的中文名称:模内镶件注塑,其工艺非常显着的特点是:表面是一层硬化的透明薄膜,中间是印刷图案层,背面是塑胶层,由于油墨夹在中间,可使产品防止表面被刮花和耐磨擦,并可长期保持颜色的鲜明不易退色。
IMR的中文名称:模内转印此工艺是将图案印刷在薄膜上,通过送膜机将膜片与塑模型腔贴合进行注塑,注塑后有图案的油墨层与薄膜分离,油墨层留在塑件上而得到表面有装饰图案的塑件,在最终的产品表面是没有一层透明的保护膜,膜片只是生产过程中的一个载体。
但IMR的优势在于生产时的自动化程度高和大批量生产的成本较低。
IMR的缺点:印刷图案层在产品的表面上,厚度只有几个微米,产品使用一段时间后很容易会将印刷图案层磨损掉,也易褪色,造成表面很不美观。
另外新品开发周期长、开发费用高,图案颜色无法实现小批量灵活变化也是IMR工艺无法克服的弱点。
首先在概念上有必要说明:IMD包含IML,IMF,IMR IML:IN MOLDING LABEL﹝印刷胶料与塑结合﹞IMF:IN MOLDING FILM﹝与IML相同﹞IMR:IN MOLDING ROLLER ﹝重点在于胶料上的离型层。
PET FILM→印离型剂→印刷油墨→印接着剂→内塑料射出→油墨与塑接着→开模后胶料会自动从油墨离型。
日本称热转写。
这机器是用ROLL TO ROLL方式,而对位用CCD计算机操作。
﹞目前国内一些人士把IMR称之为IMD,把IML独立于IMD之外。
最根本的区别在于IML 和IMR在lens表面的不同,IML表面有PET或PC片材,而IMR表面只有油墨。
手机零件中英文对照文档
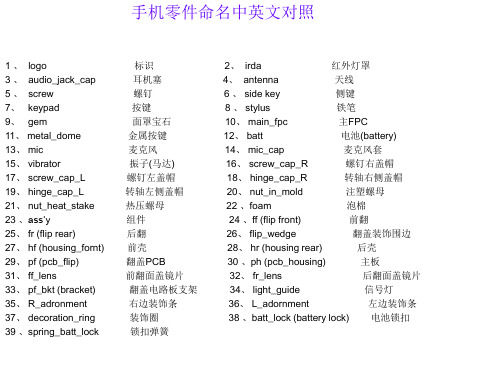
手机零件命名中英文对照
• • • • • • • • • • • • • • • • • • • • 1.1.4.9. 板与板连接器 1.1.4.9. BtoB conn 1.1.4.10. 侧向按键开关 1.1.4.10. Side switch 1.1.4.11. 耳机插座 1.1.4.11. Audio jack 1.1.4.12. 充电插座 1.1.4.12. DC jack 1.1.4.13. 麦克风 1.1.4.13. Mic 1.1.4.14. 麦克风套 1.1.4.14. Mic cap 1.1.4.15. 芯片(在主板上) 1.1.4.15. Chipset on M/B 1.1.4.16. 电子元器件组件(在主板上) 1.1.4.16. Comp group on M/B 1.1.5. 电池组件 1.1.5. Batt assy 1.1.5.1. 电芯 1.1.5.1. Batt cell 1.1.5.2. 保护电路板组件 1.1.5.2. Prot PCB assy 1.1.5.2.1. 保护电路板 1.1.5.2.1. Prot PCB 1.1.5.2.2. 芯片(在保护电路板上) 1.1.5.2.2. Chipset on prot PCB 1.1.5.2.3. 电子元器件组件 1.1.5.2.3. Comp group on PCB 1.1.5.3. 电池连接器(在保护电路板上) 1.1.5.3. Batt conn on prot PCB 1.1.5.4. 电池外壳组件 1.1.5.4. Batt case assy 1.1.5.4.1. 电池上壳 1.1.5.4.1. Batt upper case 1.1.5.4.2. 电池下壳 1.1.5.4.1.2 Batt lower case 1.1.5.5. 电池标签 1.1.5.5. Label on batt 1.1.5.6. 双面胶(固定电池芯) 1.1.5.6. Doubler tape for cell fix
华为终端手机结构件产品可靠性测试标准
终端_手机_结构件可靠性测试技术标准V2.0目录1测试标准框架16 1.1整体框架16 1.2测试样品数16 1.3不同工艺测试项选择19 2外观等级面划分19 2.1外观等级面定义19 3测量条件及环境的要求20 3.1距离20 3.2时间20 3.3位置20 3.4照明21 3.5环境21 4表面处理可靠性测试方法21 4.1膜厚测试21 4.1.1试验目的21 4.1.2试验条件21 4.1.3合格判据21 4.2抗MEK(丁酮)测试21 4.2.1试验目的21 4.2.2试验条件21 4.2.3程序21 4.2.4合格判据22 4.3附着力测试22 4.3.1试验目的22 4.3.2试验条件22 4.3.3程序23 4.3.4合格判据24 4.3.5等级描述说明24 4.3.6测试工具25 4.4RCA纸带耐磨测试26 4.4.1试验目的264.4.2试验条件26 4.4.3程序26 4.4.4合格判据26 4.5酒精摩擦测试27 4.5.1试验目的27 4.5.2试验条件27 4.5.3程序27 4.5.4合格判据27 4.6橡皮摩擦测试27 4.6.1试验目的27 4.6.2试验条件27 4.6.3程序28 4.6.4合格判据28 4.7振动摩擦测试28 4.7.1试验目的28 4.7.2试验条件28 4.7.3程序29 4.7.4合格判据29 4.7.5说明30 4.8铅笔硬度测试31 4.8.1试验目的31 4.8.2试验条件31 4.8.3程序31 4.8.4合格判据32 4.8.5测试工具33 4.9抗脏污测试33 4.9.1试验目的33 4.9.2试验条件33 4.9.3程序34 4.9.4合格判据34 4.10牛顿笔测试34 4.10.1试验目的34 4.10.2试验条件34 4.10.3程序344.10.4合格判据34 4.10.5说明34 4.11显微维氏硬度测试35 4.11.1试验目的35 4.11.2试验条件35 4.11.3程序35 4.11.4合格判据35 4.12耐化妆品测试35 4.12.1试验目的35 4.12.2试验条件35 4.12.3程序35 4.12.4合格判据36 4.13耐手汗测试36 4.13.1试验目的36 4.13.2试验条件36 4.13.3程序36 4.13.4合格判据37 4.13.5说明37 4.14低温存储37 4.14.1试验目的37 4.14.2试验条件37 4.14.3程序37 4.14.4合格判据38 4.15高温存储38 4.15.1试验目的38 4.15.2试验条件38 4.15.3程序38 4.15.4合格判据38 4.16交变湿热38 4.16.1试验目的38 4.16.2试验条件38 4.16.3程序39 4.16.4合格判据39 4.17温度冲击394.17.1试验目的39 4.17.2试验条件39 4.17.3程序39 4.17.4合格判据40 4.18太阳辐射40 4.18.1试验目的40 4.18.2试验条件40 4.18.3程序40 4.18.4合格判据40 4.18.5说明41 4.19盐雾测试41 4.19.1试验目的41 4.19.2试验条件41 4.19.3程序41 4.19.4合格判据42 4.20水煮测试43 4.20.1试验目的43 4.20.2试验条件43 4.20.3程序43 4.20.4合格判据44 4.20.5说明44 4.21切片测试44 4.21.1试验目的44 4.21.2试验条件44 4.21.3程序44 4.21.4合格判据46 4.22内部件附着力测试46 4.22.1试验目的46 4.22.2试验条件46 4.22.3程序46 4.22.4合格判据46 4.23内部件交变湿热46 4.23.1试验目的46 4.23.2试验条件464.23.3程序47 4.23.4合格判据47 4.23.5说明47 4.24内部件温度冲击47 4.24.1试验目的47 4.24.2试验条件47 4.24.3程序47 4.24.4合格判据47 4.25内部五金件阻抗测试47 4.25.1试验目的47 4.25.2试验条件47 4.25.3程序48 4.25.4合格判据48 4.26内部五金件高温高湿49 4.26.1试验目的49 4.26.2试验条件49 4.26.3程序49 4.26.4合格判据49 4.27钢丝绒测试49 4.27.1试验目的49 4.27.2试验条件49 4.27.3程序49 4.27.4合格判据49 4.283D涂层及小部件验证策略50 4.28.13D涂层50 4.28.2小部件50 5结构件强度测试方法50 5.1强度测试位置识别方法50 5.1.1试验目的50 5.1.2试验条件50 5.2落锤测试51 5.2.1试验目的51 5.2.2试验条件51 5.2.3程序535.2.4合格判据53 5.3弯折测试54 5.3.1试验目的54 5.3.2试验条件54 5.3.3程序56 5.3.4合格判据57 5.4拉力测试58 5.4.1试验目的58 5.4.2试验条件58 5.4.3程序58 5.4.4合格判据58 5.5NMT粘合质量初判59 5.5.1试验目的59 5.5.2试验条件59 5.5.3程序59 5.5.4合格判据59 5.6NMT剪切强度测试60 5.6.1试验目的60 5.6.2试验条件60 5.6.3程序61 5.6.4合格判据61 5.7NMT定向跌落测试61 5.7.1试验目的61 5.7.2试验条件61 5.7.3程序62 5.7.4合格判据62 5.8按键手感63 5.8.1试验目的63 5.8.2试验条件63 5.8.3合格判据63 5.9按键弹力曲线测试63 5.9.1试验目的63 5.9.2试验条件63 5.9.3资源要求635.9.4测试步骤64 5.9.5合格判据65 5.10USB/耳机/卡托模拟插拔测试65 5.10.1试验目的65 5.10.2试验条件65 5.10.3程序66 5.10.4合格判据66 5.11表面能测试66 5.11.1试验目的66 5.11.2试验条件66 5.11.3程序67 5.11.4合格判据67 5.11.5说明68 5.11.6附OWENS 计算方法68 5.12装饰件拉拔力测试68 5.12.1试验目的68 5.12.2试验条件68 5.12.3程序68 5.12.4合格判据69 5.13卡托三杆弯测试69 5.13.1试验目的69 5.13.2试验条件69 5.13.3程序69 5.13.4合格判据70 5.14卡托横梁正向挤压测试70 5.14.1试验目的70 5.14.2试验条件70 5.14.3程序70 5.14.4合格判据71 5.15卡托横梁侧向挤压测试71 5.15.1试验目的71 5.15.2试验条件71 5.15.3程序72 5.15.4合格判据725.16卡托扭曲测试72 5.16.1试验目的72 5.16.2试验条件72 5.16.3程序73 5.16.4合格判据73 5.17卡托钢片推出力测试73 5.17.1试验目的73 5.17.2试验条件73 5.17.3程序73 5.17.4合格判据74 5.18卡托弯折测试74 5.18.1试验目的74 5.18.2试验条件74 5.18.3程序74 5.18.4合格判据74 5.19螺钉防松扭力测试75 5.19.1试验目的75 5.19.2试验条件75 5.19.3程序75 5.19.4合格判据75 5.20螺钉破坏扭力测试76 5.20.1试验目的76 5.20.2试验条件76 5.20.3程序76 5.20.4合格判据76 6非功能类镜片可靠性测试方法76 6.1抗化学试剂测试76 6.1.1试验目的76 6.1.2试验条件76 6.1.3程序76 6.1.4合格判据76 6.2附着力测试77 6.2.1试验目的77 6.2.2试验条件776.2.3程序77 6.2.4合格判据77 6.2.5说明77 6.3铅笔硬度测试77 6.3.1试验目的77 6.3.2试验条件77 6.3.3程序77 6.3.4合格判据77 6.3.5测试工具78 6.4显微维氏硬度测试78 6.4.1试验目的78 6.4.2试验条件78 6.4.3程序78 6.4.4合格判据78 6.5耐化妆品测试79 6.5.1试验目的79 6.5.2试验条件79 6.5.3程序79 6.5.4合格判据79 6.6耐手汗测试79 6.6.1试验目的79 6.6.2试验条件79 6.6.3程序79 6.6.4合格判据80 6.6.5说明80 6.7低温存储80 6.7.1试验目的80 6.7.2试验条件80 6.7.3程序80 6.7.4合格判据80 6.8高温存储80 6.8.1试验目的80 6.8.2试验条件80 6.8.3程序806.8.4合格判据81 6.9交变湿热81 6.9.1试验目的81 6.9.2试验条件81 6.9.3程序81 6.9.4合格判据81 6.10温度冲击81 6.10.1试验目的81 6.10.2试验条件81 6.10.3程序81 6.10.4合格判据82 6.11酒精摩擦82 6.11.1试验目的82 6.11.2试验条件82 6.11.3程序82 6.11.4合格判据82 6.12钢丝绒测试82 6.12.1试验目的82 6.12.2试验条件82 6.12.3程序83 6.12.4合格判据83 6.13盐雾试验83 6.13.1试验目的83 6.13.2试验条件83 6.13.3程序83 6.13.4合格判据84 6.14水煮测试84 6.14.1试验目的84 6.14.2试验条件84 6.14.3程序84 6.14.4合格判据84 6.14.5说明84 6.15太阳辐射84 6.15.1试验目的846.15.2试验条件84 6.15.3程序84 6.15.4合格判据84 6.15.5说明84 6.16背面油墨阻抗测试85 6.16.1试验目的85 6.16.2试验条件85 6.16.3程序85 6.16.4合格判据85 6.17挤压测试85 6.17.1试验目的85 6.17.2试验条件85 6.17.3程序86 6.17.4合格判据86 6.18镜片推脱力测试87 6.18.1试验目的87 6.18.2试验条件87 6.18.3程序87 6.18.4合格判据87 6.19镜片背面贴膜拉拔力87 6.19.1试验目的87 6.19.2试验条件87 6.19.3合格判据87 6.20四杆弯折(强化指标)测试87 6.20.1试验目的87 6.20.2试验条件87 6.20.3程序88 6.20.4合格判据88 6.21落球测试89 6.21.1试验目的89 6.21.2试验条件89 6.21.3程序89 6.21.4合格判据90 6.22环对环挤压测试906.22.1试验目的90 6.22.2试验条件90 6.22.3程序90 6.22.4合格判据90 6.23透光率91 6.23.1试验目的91 6.23.2试验条件91 6.23.3合格判据91 6.23.4说明91 6.24水滴角91 6.24.1试验目的91 6.24.2试验条件91 6.24.3合格判据92 6.25表面能测试92 7特殊工艺测试方法927.1贴片logo附着力测试92 7.1.1试验目的92 7.1.2试验条件92 7.1.3程序92 7.1.4合格判据92 7.2贴片logo拉拔力测试92 7.2.1试验目的92 7.2.2试验条件92 7.2.3判定依据92 7.3贴片logo环境测试93 7.3.1试验目的93 7.3.2试验条件93 7.3.3合格判据93 7.4PET板材电池盖拉拔力测试93 7.4.1试验目的93 7.4.2试验条件93 7.4.3程序93 7.4.4合格判据93 7.5屏蔽罩性能测试947.5.1高温测试94 7.5.2吃锡测试94 7.5.3绝缘电阻测试94 7.5.4耐电压测试94 8供应商ORT测试要求94 8.1应用说明94错误!未找到引用源。
IMD、IMR、IML工艺介绍
IMD. IML. I MR 、IMF 工艺介绍IMD 得中文名称:挤出衣面装饰技术(模内装饰技术),即IMD (In-M ole Decora t iom ). DID 就是目前国际 风行得衣而装饰技术,主要应用于家电产品得衣而装饰及功能性而扳,常用在手机视窗镜片及外壳、洗衣机控 制而板、冰箱控制面扳-空调控制而板、汽车仪衣盘、电饭煲控制商扳多种领域得而扳、标志等外观件上。
传统得塑料加工技术已渐渐无法满足新时代得需求,轻、薄、短小得消费性电了•产品及环保意识得抬头,IMD 技术就就是在这个基础上应运而生。
由於(IW )之优点适合於3C 、家电、LOGO 铭板及汽车零件之塑 料产品,特别就是目前流行得手机外壳及各式仪衣而板。
世界各先进厂商如德国Bayer.美国GE.均全面在开 发此制程。
(IMD )模内装饰就是一种相对新得自动化生产工艺,与其她工艺相比(IMD )能减化生产步骤与减少 拆件组成部件,因此能快速生产节省时间与成本,同时还具有提高质量,増加图像得复杂性与握高产品耐久性优 点应用在产品外观上-(IMD )就是目前最有效率得方法,它就是在薄膜衣面上施以印刷、高压成型、冲切,最後 与塑料结合成型,免除二次作业程序及其人力工时,尤其一般在需背光、多曲而.仿金属.发线处理-逻辑光 纹、肋骨干涉-、、等印刷喷漆制程无法处理得时候,更就是使用DID 制程得时机.A 以取代许多传统得制程•如热转印、喷涂、印刷、电镀等外观装饰方法.尤其就是需耍多种色彩图像、背光等相IMD 又分为IML. IMR,这两种工艺得最人区别就就是产品衣面就是否有•层透明得保护薄膜。
IML 得中文名称:模内谯件挤出其工艺非常显著得特点就是:衣面就是•层硬化得透明薄膜,中间就是 印刷图案层,背而就是塑胶层,由于油墨夹在中间,可使产品防止农面被刮花与耐齬擦,并可长期保持颜色得鲜明不易退色。
4 IMR 得中文名称:模内转印此工艺就是将图案印刷在薄膜上,通过送膜机将膜片与塑模型腔贴合进行挤出,挤出后有图案得油墨层与 薄膜分离,油墨层留在塑件上而得到衣而有装饰图案御塑件.在最终得产品衣而就是没有•层透明得保护膜, 膜片只就是生产过程中得一个载体。
手机镜头 原理
手机镜头原理
手机镜头原理是通过透镜系统将光线聚焦到图像传感器上,以捕捉并记录下来。
手机镜头通常由多个镜片组成,这些镜片的形状和排列产生不同的焦距,从而实现对不同距离物体的清晰成像。
光线从外界进入手机镜头后,首先穿过物镜(Objective Lens),物镜的作用是将光线聚焦到一个点上。
光线通过物镜后,进入附加镜片或过滤器,这些附加组件可以起到滤波或校正镜头畸变的作用。
通过物镜聚焦后的光线会通过光圈(Aperture),光圈的大小
可以调节进入镜头的光线量。
较小的光圈会增加光线的聚焦度,使物体更加清晰,但同时会减少进入镜头的光线量,需要更多的光线补偿。
较大的光圈可以增加进光量,但可能会导致边缘图像模糊。
光线从光圈出来后,会进入成像传感器(Image Sensor),成
像传感器是手机镜头的核心部件。
传感器会将光线转换为电信号,并通过处理器进行数字化处理,从而形成最终的图像。
传感器的类型和像素数目会直接影响照片的清晰度和细节表现。
除了以上主要的组件,还有一些配套元件,比如自动对焦系统、光学防抖等,用来提高拍摄效果和稳定性。
总之,手机镜头原理是通过透镜系统将光线聚焦到图像传感器上,通过光学和数字化处理,实现对外界图像的捕捉和记录。
LENS的种类
LENS的种类1. 注塑LENS,基材为注塑成型之产品,主要材料有PMMA、PC两种。
2. 模切LENS,基材为平面塑料板材切割而成,主要材料有PMMA、PC两种。
二.LENS的表面加硬 1. 强化,把LENS浸泡在化学药水里使基材表面形成一层薄膜,PMMA硬度可达4H,PC达2~2.5H, 强化后LENS的透明度会更好。
强化工序需要LENS上有一特殊的手柄,在制做塑胶模具时要注意。
强化不同的塑料,使用不同的药水。
强化后的LENS,表面印刷也要使用特殊工艺才能保证附着力。
2. IMD透明膜表面加硬, 透明加硬膜置于注塑模内,成型时印在LENS表面上, 硬度可达3~4H。
3. IMD印刷膜表面加硬,与透明膜表面加硬不同的是,这种方式把图案、文字等表面装饰一并做在LENS的外表面,而透明膜表面加硬的LENS需要在背面另做印刷等加工。
4. 金刚石镀膜表面加硬,硬度可达9H。
5. 表面喷UV, 硬度可达3~4H。
三.注塑LENS: 1. 制作工艺流程模具制作---注塑成型---表面加硬---电镀(溅镀) ---丝印(移印)---蚀刻---贴镭标---背胶---包装注:此只为一大致流程,不同类型的LENS会有各自不同的加工流程 2. 设计注意事项 a. 考虑进胶口的位置,一般要设计一个能隐蔽进胶口的位置,如不能将会增加废品率、提高成本。
b. 厚度在0.8~2.0之间比较合适。
c. 注意表面R>160,防止把LENS做成放大镜 3.特点:可做各种3D形状, 四.模切LENS: 1. 制作工艺流程裁板---电镀---丝印---蚀刻---NC加工---贴镭标---背胶---包装2. 设计注意事项 a. 由于原料为标准板材,厚度有一定规格,常用有0.8、1.0mm,其它厚度要同供应商咨询。
b. 外形为机械加工,对形状有一定限制,内凹之R要6mm以上。
c. 由于弧度为弯曲加工而成,产品只允许平均厚度、单向弧度DLC(類金鋼石)鍍膜要求高耐磨,高潤滑性現在粉末冶金模具,縫紉機零部件,柴油機發動機,空調壓縮機滑片用的最多。
最新硬件测试标准(最全可靠性测试)
1. 目的此可靠性测试标准的目的是尽可能地挖掘设计,制造中的潜在性问题,在正式生产之前寻找改善方法并解决上述问题点,为正式生产的产品在质量上做必要的保证;并检测产品是否具备设计上的成熟性、使用上的可靠性.具体包括新产品的试验、物料的试验及例行抽检试验等等。
2. 范围此指引适用于所有诺亚信高科技集团有限公司生产的移动产品。
3. 定义3.1 技术员:设定仪器,完成相关测试项目,并记录测试结果.解决检测过程中的问题;并向工程师反馈检测方法的缺陷和不足。
3.2 工程师:判断测试结果是否可接受;跟进问题的解决情况;改善检测方法。
4. 抽样方案4.1 以具体的实验项目要求为准。
5. 检验内容5.1 环境可靠性试验5.1.1 高温运行试验试验目的:验证手机在高温环境的适应性。
试验样品:2sets试验内容:55℃,手机配齐SIM卡/T卡,装电池开机,进行12小时测试,运行时间从到达55℃温度始算起.试验后在箱内检查,要求产品的功能、外观正常.受测前样机胶塞必须安装归位.射频指标符合国家标准.对于翻/滑盖手机,1台开盖,1台合盖.(若屏/主板不同供应商,则样机各选2pcs,共4pcs)。
判定标准: 1、壳体外观检查,缝隙,镜片以及使用背胶固定的装饰件等粘贴牢固度。
2、功能检查(注意屏的显示是否有黑影,坏点等异常)。
3、触摸屏划写,点压准确性(如有触摸不准偏位等现象,进行屏幕校准看是否可恢复)。
4、MP3,FM,耳机,充电,滚轮…。
5、实网通话一次,看送话和受话是否正常。
5.1.2 低温运行试验试验目的:验证手机在低温环境下的适应性。
试验样品: 2 sets试验内容: -20℃,手机配齐SIM卡/T卡,装电池开机并运行老化软件,进行12小时测试,运行时间从到达-20℃温度始算起.试验后在箱内检查,要求产品的功能、外观正常.受测前样机胶塞必须安装归位.射频指标符合国家标准.对于翻/滑盖手机,2台开盖,1台合盖.(若屏/主板不同供应商,则样机各选2pcs,共4pcs)。
IMD工艺介绍
IMD、IML、IMR、IMF工艺介绍IMD的中文名称:挤出表面装饰技术(模内装饰技术),即IMD(In-Mole Decoratiom),IMD 是目前国际风行的表面装饰技术,主要应用于家电产品的表面装饰及功能性面板,常用在手机视窗镜片及外壳、洗衣机控制面板、冰箱控制面板、空调控制面板、汽车仪表盘、电饭煲控制面板多种领域的面板、标志等外观件上。
手机视窗镜片及外壳笔记本外壳空调面板传统的塑料加工技术已渐渐无法满足新时代的需求,轻、薄、短小的消费性电子产品及环保意识的抬头,IMD技术就是在这个基础上应运而生。
由於(IMD)之优点适合於3C、家电、LOGO铭板及汽车零件之塑料产品,特别是目前流行的手机外壳及各式仪表面板。
世界各先进厂商如德国Bayer、美国GE、均全面在开发此制程。
(IMD)模内装饰是一种相对新的自动化生产工艺,与其他工艺相比(IMD)能减化生产步骤和减少拆件组成部件,因此能快速生产节省时间和成本,同时还具有提高质量,增加图像的复杂性和提高产品耐久性优点应用在产品外观上,(IMD)是目前最有效率的方法,它是在薄膜表面上施以印刷、高压成型、冲切,最後与塑料结合成型,免除二次作业程序及其人力工时,尤其一般在需背光、多曲面、仿金属、发线处理、逻辑光纹、肋骨干涉...等印刷喷漆制程无法处理的时候,更是使用IMD制程的时机。
(IMD)模内装饰可以取代许多传统的制程,如热转印、喷涂、印刷、电镀等外观装饰方法。
尤其是需要多种色彩图像、背光等相关产品IMD又分为IML、IMR,这两种工艺的最大区别就是产品表面是否有一层透明的保护薄膜。
IML的中文名称:模内镶件挤出。
其工艺非常显著的特点是:表面是一层硬化的透明薄膜,中间是印刷图案层,背面是塑胶层。
由于油墨夹在中间,可使产品防止表面被刮花和耐磨擦,并可长期保持颜色的鲜明不易退色。
IMR的中文名称:模内转印此工艺是将图案印刷在薄膜上,通过送膜机将膜片与塑模型腔贴合进行挤出,挤出后有图案的油墨层与薄膜分离,油墨层留在塑件上而得到表面有装饰图案的塑件,在最终的产品表面是没有一层透明的保护膜,膜片只是生产过程中的一个载体。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
丝网E口品Ⅱ2010.3
1.油墨的使用
针对LENS承印物的多样性,
我们在选择油墨时要加以注意。
下面我们就以杜比油墨公司生产
的PL系列油墨为例来为大家介绍
LENS的网印工艺。
PL系列油墨为双组分溶剂型
油墨,它对承印物的适应面非常
广,LENS;pN1]所涉及的材质都能
很好地满足(IML的工艺复杂,下
面的叙述不包含IML网印装饰)。
但是,由于LENS承印物的多变
性,需要选择适当的固化剂才能
使油墨在不同的承印物上获得良
好的附着力。
1)固4t ̄1]的选择
由于LENS材料的特殊性,油
墨必须配合合适的固化剂才能达
到理想的附着力。PL系列油墨可
供选择的固化剂有三种:
謦PL92固(tN;
●PL98固4t ̄1];
●SCSZ0135固4t ̄1]。
表2是PL系列油墨对应于不
同承印物的配合情况。
需要注意的是,环境中的温
度和湿度都会对油墨的存放期有
影响,另外,油墨在固化剂的作用
下其保存期将会比原来大大缩短。
一
般在25℃的情况下,油墨的保
存期将缩短到(3~6)h。根据这
样的特性,我们在准备及使用油
墨时要特别注意。
2)稀释剂及其他助剂的选择
各种稀释剂的特性及添加量
见表3。
3)印刷参数
印刷参数见表4。
4)油墨的固4t条件
油墨固4t条件见表5。
2.油墨的相关测试
1)应用环境测试
手机的设计要求比较高,因
而它的部件也都需要经过严格的
工艺与技术
表2 PL系列油墨与不同承印物的配合
承印物 固4t剂 固化剂添加比例
PC PL92 5%~l0%
PMMA PL92或SCSZ0135 5%~10%
玻璃 PL0135 5%~10%
PC硬4t层 PL98或PL0135 5%~10%
PMMA硬4t层 PL98或PL0135 5%~10%
镀膜层 PL98或PL0135 5%~1O%
表3各种稀释剂的特性及添加量
稀释齐0 特性 添加量
干燥速度快,适合冬天低 15%~30%,视实
标准稀释剂B 温季节使用 际印刷条件而定
干燥速度适中,适合春秋
中干稀释剂 同上 季节使用
干燥速度非常慢,适合在
慢干稀释剂 同上 夏季使用
消除油墨的针孔、气泡等 流
平齐0 0.5%~1% 问题
消除油墨的针孔、气泡等
哑光齐U 4%~10% 问题
表4印刷参数
刮刀 大小会影响油墨的下墨量。夹角越小,油墨的下墨
量越大;反之则越小
距小可以提高印刷的精度
表5油墨固化条件
承印物 固4t条件
PC、PMMA类 (45~60)min,80℃
玻璃类 (30~60)min,(ao~150)℃
5
工艺与技术
相关测试。对于网印油墨层而言, 主要有以下两种测试方式,见表6。 2)环保标准 中国作为世界上最大的手机 生产国,其生产的产品大约70%都 出口到了世界各地,因此它必须达 到各出口市场的法令法规要求。针 对网印油墨而言,目前面临LENS 生产厂商重点关注的两项标准是 欧盟的R0HS标准和无卤素标准。 谚欧盟RoHS标准 2003年2月13日,欧盟委员 会颁布了 关于报废电子电气设备 指令 (WEEE)和 关于在电子电 气设备中限制使用某些有害物质 指令 (R0HS)(下称两指令),指 令规定。自2005年8月13日起,欧 盟市场上的电子电气产品生产商 必须自行承担报废产品回收、处理 及再循环的费用。2006年7月1日 起,进入欧盟市场的电子电气产品 禁用6类有害物质。表7是R0HS 标准限制的物质及限量。 绉无卤素标准 工业上应用的卤素化合物多 为有机卤素化合物,从氟利昂到 P O P,从P V C到溴化阻燃剂 (BFR),有机卤素化合物对人体 和自然生态环境的危害已是不争 的事实。世界各国特别是欧美各 国对卤素有机物的使用曰趋严格。 大多数机构采用国际电化学 委员会(International Electro- chemical Commission,IE C)所 规定的含量水平,作为其最终装 配产品的要求。具体要求见表8。 后记 电子技术的高速发展、激烈 的同业竞争以及消费者消费趋势 的变化,都会不断地推动手机制 2010.3丝网印刷 造业的发展,LENS作为手机的
一
个重要组成部分,也会随着手
机设计的变化而变化。目前手机
的高端机大都采用了触屏技术,
或者在不远的将来,这一设计将
会被应用到大部分的手机产品,
那时LENS的材质将主要以玻璃
为主,PC、PMMA等材料将会慢
慢被淘汰。但不管LENS的材质
如何变化,它的基本设计原理、
网印装饰的必要性,以及对
LENS材质的环保要求等将会保
持不变。
表6墨层的测试方式
测试方式 环境测试 (Climate Test) 参考测试条件 96 h.65℃/RH90% 检验结果
测试完成后于室温
下静置2 h,然后进
行百格测试,需达
到5B(划痕边缘清
:晰,油墨无脱落)
表7 RoHS标准限制的物质及限量
铅和铅化合物(Pb)
汞和汞化合物(Hs)
六价铬化合物(Cr6 )
聚溴联苯(PBB)
聚溴联苯醚(PBDE)
<1 000 ppm
<1 000 ppm
<1 000 ppm
<i 000 ppm
<l 000 pprn
表8无卤素标准限制的物质及限量
物质名称 限制含量
氯(C1) <900 ppm
溴(Br) <900 ppm
氯(C1)+溴(Br) <1 500 ppm
(收稿日期:2009—12—30)
温进达清 室后需缘落一于然 ,边 一后 试慷无一成2测划 一完置格 油一
一一一一一一
曲持行断。h缺一 ,酾一一下 一 ℃至为一一试埘坝k ~击∞ 一热_蚕~一