《机械制造基础》电子教案9、10第一章第1节铸造5
《机械基础》教案
~ 11 ~
教
3、螺纹小径(D1,d1) 4、螺距(p)
案
纸
是指相邻两牙在中径上对应两点间的轴向距离。 5、导程(Ph) 同一螺旋线上的相邻两牙在中径线上对应两点间的 轴向距离。 6、牙型角和牙型半角(α,α/2) 7、螺纹升角(φ) 三、螺纹的代号与标记 1、普通螺纹 (1)螺纹代号 由螺纹特征的字母 M、公称直径、螺距和旋向组成。 右旋不标出,左旋用 LH 表示。 M24×1.5LH 表示公称直径为 24mm,螺距为 1.5mm 的 左旋细牙普通螺纹。 (2)公差带代号 公差带代号由表示公差带大小等级的数字和表示公 差带位臵的字母所组成。
第二章 螺纹
第一节 螺纹的种类及应用
~ 10 ~
教
一、螺纹的种类及应用
案
纸
分类:三角形螺纹、矩形螺纹、梯形螺纹、锯齿形螺 纹。 三角形螺纹:分为普通螺纹、英制螺纹、管螺纹 又分为粗牙和细牙螺纹。 管螺纹的牙型角为 550 矩形、梯形、锯齿形螺纹多用于传动。梯形螺纹牙型 角为 300 螺纹可分为左旋和右旋。常用右旋,左旋在特殊情况 下应用。 单线和多线之分。沿一根螺旋线形成的螺纹称为单 线,沿两根以上的等距螺纹旋线形成的螺纹称为多线螺 纹,常用的螺纹联接要求自锁性,故多用单线螺纹,传动 螺纹要求传动效率高,故多用双线或三线螺纹,为了便于 制造,一般情况下,一般用线数 N≤4。 二、普通螺纹的基本参数 1、螺纹大径(D,d) 2、螺纹中径(D2,d2)
~1~
教
案
纸
③在学习过程中,应从基本功出发,以基本结构组成 为基础,以动作原理,运动传动链为主线。 ④对各类知识加以比较并学习。 ⑤通过课堂教学和一系列作业训练,不仅要提高对结 构,原理等的消化,理解、掌握。
机械制造基础 第一篇 铸造成形 第二讲 砂型铸造
24
• 4、型芯头:是指型芯端头的延伸部分主 要用于定位和固定砂芯
25
5、最小铸出孔及槽 ① 大孔应铸出 ② 小孔不铸 ③ 零件图中不要求加工的孔、槽,无论 大小均要铸出
26
ห้องสมุดไป่ตู้
14
选择浇注位置的原则:
1、铸件的重要面应朝下或位于侧面
15
2、铸件的大平面应朝下
16
3、铸件面积较大的薄壁部分朝下或侧立
油盘
17
4、铸件厚壁部位朝上或侧立
18
二、铸型分型面的选择:
分型面:是指两半铸型互相接触的表面 • 1、尽量使铸件的全部或大部分置于同一 砂型中 • 2、尽量减少分型面的数量 • 3、分型面尽量选用平直面 • 4、尽量减少型芯和活块的数量 • 5、尽量使型腔及主要型芯位于下型
19
分模面
20
• 说明:
• 一、铸件分型面的选择与浇注位置有密切的 关系。先定浇注位置再选分型面;确定浇注 位置时考虑分型面,确定分型面时尽可能与 浇注位置一致。 • 二、浇注位置和分型面的选择原则,有时相 互矛盾,我们应抓住主要矛盾,以优先保证 铸件质量为主,再考虑简化造型工艺,而对 于质量要求一般的铸件,则以简化造型工艺 为主,再选择浇注位置
4
• 3、型、芯砂应具备的性能:
(通常由硅砂、粘土或粘结材料和水按 一定比例混制而成)
(1)强 度 (2)耐火性 (3)透气性 (4)退让性
5
§1–2–1 造型与造芯方法
• 制造砂型的工艺过程称为造型,通常分 为手工造型和机器造型两大类 一、手工造型:(见P15表1.5) 用手工完成填砂、紧实和起模 • 1、按砂箱特征分: (1)两箱造型 (2)三箱造型 (3)脱箱造型 (4)地坑造型
机械制造技术基础教案

机械制造技术基础教案第一章:机械制造概述1.1 教学目标了解机械制造的基本概念、分类和流程。
掌握机械制造的主要工艺方法和工艺系统。
理解机械制造技术的应用和发展趋势。
1.2 教学内容机械制造的基本概念:机械制造业的定义、作用和重要性。
机械制造的分类:批量生产、单件生产和自动化生产。
机械制造的流程:设计、加工、装配和检测。
机械制造的主要工艺方法:铸造、焊接、切割、铣削、磨削等。
机械制造的工艺系统:机床、刀具、夹具、量具等。
机械制造技术的应用和发展趋势:数字化制造、精密加工、绿色制造等。
1.3 教学方法采用讲授和案例分析相结合的方式,介绍机械制造的基本概念和分类。
通过实物展示和实验室实践,讲解机械制造的工艺方法和工艺系统。
利用多媒体教学,展示机械制造技术的应用和发展趋势。
1.4 教学评估课堂讨论和提问,了解学生对机械制造基本概念的理解。
课后作业,要求学生绘制机械制造流程图和工艺路线图。
实验室实践报告,评估学生对机械制造工艺系统的掌握情况。
第二章:机械加工工艺2.1 教学目标掌握机械加工工艺的基本概念和分类。
理解机械加工工艺参数的选择和计算方法。
熟悉机械加工工艺规程的制定和执行。
2.2 教学内容机械加工工艺的基本概念:机械加工工艺的定义、作用和重要性。
机械加工工艺的分类:常规加工、特种加工和复合加工。
机械加工工艺参数的选择和计算:切削参数、热处理参数等。
机械加工工艺规程的制定:工艺路线、工艺参数、工艺条件等。
机械加工工艺规程的执行:加工顺序、工艺过程、质量控制等。
2.3 教学方法采用讲授和案例分析相结合的方式,介绍机械加工工艺的基本概念和分类。
通过实验室实践,讲解机械加工工艺参数的选择和计算方法。
利用多媒体教学,展示机械加工工艺规程的制定和执行过程。
2.4 教学评估课堂讨论和提问,了解学生对机械加工工艺基本概念的理解。
课后作业,要求学生计算机械加工工艺参数并制定工艺规程。
实验室实践报告,评估学生对机械加工工艺规程的制定和执行情况。
机械制造工程基础教(学)案

机械制造工程基础教案-----------------------作者:-----------------------日期:1.1 铸造成形1)授课对象:本科机械类专业2)授课时数:8学时3)学教内容:本章介绍铸造成形的工艺基础、基本概念、特点,铸件的结构工艺性和铸造工艺设计。
4)教学重点与难点:金属液态成形的工艺基础,砂型铸造及特种铸造方法,铸件的结构设计方法,常用合金铸造的生产和液态成形的新工艺、新技术。
5)教学方法:多媒体课件课堂教学6)教学目的与要求:(1)掌握金属液态成形的工艺基础;(2)掌握砂型铸造方法;(3)掌握铸件的结构设计方法;(4)学会绘制铸造工艺图;(5)掌握常用合金铸件的生产方法;(6)了解液态成形新工艺、新技术;1.1 .1金属液态成形工艺基础1)教学内容:本节主要讨论合金的流动性和充型能力,铸件的凝固与收缩,铸件的内应力、变形和裂纹,铸件的常见缺陷及分析。
2)教学重点和难点:流动性、充型能力、凝固与收缩、缩孔与缩松、铸件的内应力、变形和裂纹等基本概念,以及影响流动性和充型能力的因素以及减小内应力,变形和裂纹的措施。
3)教学要求:了解影响液态成形工艺的因素,提高合金流动性及充型能力。
正确选择凝固方式,减小应力,变形和防止裂纹,提高铸件质量。
4)基本知识点:(1)合金的流动性和充型能力①流动性和影响流动性的因素②充型能力及影响充型能力的因素a.浇注条件b.铸型(2)铸件的凝固与收缩①铸件的凝固方式a.逐层凝固b.糊状凝固c.中间凝固②铸件合金的收缩a.液态收缩b.凝固收缩c.固态收缩③缩孔与缩松a.缩孔与缩松的形成b.缩孔与缩松的防止(3)铸件内应力、变形与裂纹①铸件内应力a.热应力的形成b.机械应力的形成c.减小应力的措施②铸件的变形③铸件的裂纹a.热裂b.冷裂④合金的吸气性和氧化性⑤铸件的常见缺陷分析a.孔眼b.表面缺陷c.形状尺寸不合格d.裂纹e.其他1.1.2 砂型铸造1)教学内容:讨论砂型铸造方法和砂型铸造工艺设计方法。
机械制造工艺教案(第一章(一))
1、铸造的特点和铸造的分类2、制作砂型的材料3、模样和芯盒4、造型和造芯5、浇注系统及冒口6、合型教学目的要求:了解铸造的特点和分类、砂型制作的材料、模样和芯盒的制作以及如何造芯、设置浇注系统和冒口、完成合型。
【板书设计及时间安排】:§1-1 概述(10分钟)铸造的特点1、优点2 缺点§1-2 砂型的制作一、砂型(5分钟)二、造型材料(15分钟)1、型砂、芯砂2、型(芯)砂的性能要求三、模样和芯盒(25分钟)1、模样⑴加工余量⑵收缩余量⑶起模斜度⑷铸造圆角⑸芯头⑹分型面四、造型(15分钟)1、手工造型2、机器造型和自动化造型五、造芯(5分钟)六、浇注系统和冒口(10分钟)1、浇注系统2、冒口七、合型(5分钟)【教学内容】:§1-1 概述铸造:将液态金属浇注到具有与零件形状、尺寸相适应的铸型型腔中,待其冷却凝固,以获得毛坯或零件的生产方法,称为铸造。
(一)铸造特点1、优点:(1)可制成形状复杂、特别是具有复杂内腔的毛坯,如箱体、气缸体等。
(2)适应范围广。
(3)铸造可直接利用成本低廉的废机件和切屑,设备费用较低。
(4)铸件的尺寸与质量几乎不受限制。
(5)铸件的形状、尺寸与零件很接近,因而减少了切削加工的工作量,可节省大量金属材料。
2、缺点(1)生产工序繁多、工艺过程较难控制、铸件易产生缺陷。
(2)铸件的尺寸均一性差,尺寸精度低,(3)和相同形状、尺寸的锻件比,铸件的内在质量差,承载能力不及锻件。
(4)工作环境差,温度高、粉尘多,劳动强度大(二)铸造的分类最基本的工艺方法是砂型铸造,还有多种特种铸造方法,如熔模铸造、金属型铸造、压力铸造、离心铸造等。
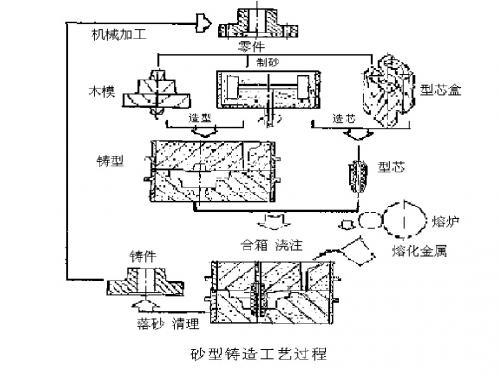
砂型铸造用型砂紧实成形的铸造方法。
可分为湿砂型(不经烘干可直接进行浇注的砂型)铸造和干砂型(经烘干高黏土砂型)铸造两种。
工艺过程一般由造型、造芯、烘干、合型、浇注、落砂、清理及铸件检验等组成。
§1-2 砂型的制作一、砂型的制作(一)砂型铸型:用型砂、金属或其他耐火材料制成,包括形成铸件形状的空腔、型心和浇冒口系统的组成整体。
机械制造基础第1章机械制造技术基础概述PPT课件

n——主运动的转速(单位为r/min)
(2)进给量f 当主运动旋转一周时,刀具(或工件)沿进给方向上的 位移量f。进给量的大小也反映了进给速度(单位为mm/min)的大小, 关系为
1.1.2
切削加工成形运动和切削用量
背吃刀量 车削时(单位为mm)是工件上待加工表面与 已加工表面间的垂直距离:
57592
乔志刚老师联系
使用教材:
倪小丹等主编。《机械制造技术基础》[M],清华大学
出版社,07.3
参考教材:
1.张世昌等主编。《机械制造技术基础》[M], 高教出版社, 2008.12
2.王启平主编,《机械制造工艺学》[M], 哈尔滨工业大学出 版社,2002.
3.陈日曜主编。《金属切削原理》[M],机械工业出版社,1993.
第1章
概 论
教学重点和难点: 工件表面的成形方法 典型机床的加工工艺范围 刀具的几何角度 工件定位的方式 六点定则 获得加工精度的例导入
怎样获得如图1.1所示的阶梯轴零件?分析:它是由 一些外圆柱面、圆锥面(倒角)和平面组成,并有尺 寸精度和表面粗糙度要求。怎样才能获得这些表面? 需要哪些运动?需要用什么机床、刀具、夹具和量 具?怎样把它装在机床上?精度怎样?
1.1.2
切削加工成形运动和切削用量
图1.4 车削时的切削运动与加工表面
1.1.2
切削加工成形运动和切削用量
在切削过程中,切削刃相对于工件运动轨迹面,就 是工件上的过渡表面和已加工表面。这里有两个要 素,一是切削刃,二是切削运动。不同形状的切削 刃与不同的切削运动组合,即可形成各种工件表面, 如图1.5所示。
第1章
机械制造技术基础 第1章 工程案列 铸造和锻造成形

1.1.2 砂型铸造
(4)浇注系统 将熔融金属导入型腔的通道称为浇注系统。
1—出气口;2—外浇口;3—直浇道; 4—横浇道;5—内浇道
1.1.2 砂型铸造
3.造型与造芯方法 制造砂型的工艺过程称为造型。造型是砂型铸造中最基本的工序,通常分为手
工造型和机器造型两大类。
(1)手工造型
按 砂 箱 特 征 区 分
【学习目标】
1.掌握常用的毛坯成形方法。 2.根据生产类型、零件结构、形状、尺寸、材料等选择毛坯种类和制造方式。 3.掌握毛坯图的绘制方法。
1.1 铸
造
成
形
1.1.1 概述
不同的产品有不同的使用性能,组 成这些产品的零件其形状和要求也不 同,所以零件毛坯的制造方法也就不同。 制造零件毛坯的常用方法有铸造、锻 造等。
工程案例 1.1 铸造成形 1.2 锻造成形 思考与练习
材料成形主要研究机器零件常用毛坯的成形方法,它是机械制造技术的重要组成部 分。常用的材料成形方法有液态成形(铸造)、塑性成形(锻压)及连接成形(焊接)等,如图 1-0所示的成形零件。大多数机械零件是用上述方法制成毛坯,然后经过机械加工(车、 铣、刨、磨等),使其最终具有符合要求的尺寸、形状、相对位置和表面质量。
图1-18 塑性成形的基本方法
1.2.2 自由锻造
1.自由锻造的概念 自由锻造是利用冲击力或压力,使金属在上、下砧铁之间产生塑性变形,从而获
得所需形状、尺寸以及内部质量的锻件的一种加工方法。自由锻造时,除与上、下 砧铁接触的金属部分受到约束外,金属坯料朝其他各个方向均能自由变形流动,不受 外部的限制,故无法精确控制变形的发展。
③ 涂料 为了提高铸件
表面质量和防止铸 件表面粘砂,铸型型 腔和芯子外表面应 刷上涂料。
机械制造工艺教案第一章1节.ppt
出,合金的流动性与其成分之间存在着一定的规律 性。
图1-1 F-C合金的流动性与状态图的关系
2019年11月13日星期三
13
第一章 铸造工艺 Casting Process
纯金属、共晶成分合金-在固定的温度下凝固,已凝 固的固体层从铸件表面逐层向中心推进,与尚未凝 固的液体之间界面分明,且固体层内表面比较光滑, 对金属液的流动阻力小,故流动性最好。 (dz05.sw f)
绪论
0.2.2本课程的特点
由于科学技术的发展传统的制造工艺越来越受到现代制 造技术的挑战。同时,现代制造技术又要以传统的制 造工艺为基础。因此,本课程将以基本制造工艺为主, 而以现代制造技术为辅。然而,由于现代制造技术已 经成为大中型制造类企业的主要生产技术,所以,应 努力使现代制造技术的内容所占比例不断提高。为此, 传统制造技术与现代制造技术的一般知识构成了本课 程的基本特征。
2019年11月13日星期三
9
绪论
• 3)培养学生生产质量和经济观念,理论联系实际、一丝 不苟的科学作风,及试验研究的初步能力等基本素质。
• 4)使学生具有分析零件结构工艺性的基本能力,能够进 行简单产品的结构设计和工艺设计,培养创新意识和综合 能力。
0.3.2学习方法
主要结合工程实践的教学,通过课堂讲授、作业和实验等 方式完成教学任务。为了有效地使用本教材进行《机械制 造工艺基础》课程的教学,希望注意一下几点:
2019年11月13日星期三
16
第一章 铸造工艺 Casting Process
(2)充型压力 液态金属在流动方向上所受到的压力越大,充型能 力就越好。如通过增加浇注时合金液的静压头的方 法,可提高充型能力。某些特种工艺,如压力铸造 (dz121)、低压铸造、离心铸造、实型负压铸造等, 充型时合金液受到的压力较大,充型能力较强。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
教学设计方案
激情导入
由铸件结构设计案例视频导入
探究新知
一、铸件的结构工艺性要求的原则
1.保证铸件的力学性能和使用性能要求
2.工艺简单
3.保证铸件质量
4.节省材料
5.提高效率
6.降低成本
二、铸件的结构工艺性的基本要求
1.铸件外形力求简单
2.铸件结构具有简单的分型面
3.转角采用圆弧过渡
4.避免铸件收缩受阻
5.均匀壁厚
6.避免较大的水平面
7.减小变形
8.避免使用活块
9.凹坑扩展为凹槽
三、巩固练习
指出下面哪些结构是合理的,哪些是不合理的,对不合理之处作出说明。
四、你知道吗?。