成缆工艺学
电线电缆 实习报告

电线电缆实习报告电线电缆实习报告实习报告前言内容在金水电缆有限公司经历二个月的工作实习已经结束了,在这二个月里,我和公司的职工以及领导都相处得很是融洽,大家对我也关怀备至,时常给我鼓励和帮助。
下面,我将实习二个月的工作总结。
1.金水电缆有限公司我们怀着无比愉悦的心情和好学的心态来到了金水电缆有限公司进行生产实习,先是公司安全负责人给我们作安全教育,又在公司负责人的带领下,我们对公司的各个车间进行了生产参观、学习。
金水集团即郑州市第二电缆厂前身是制造电线电缆的专业厂家,集科研、生产于一体的大型股份制企业。
工厂占地面积68800平方米,建筑面积3202*平方米,固定资产8300万元。
主要生产设备180多台(套),计量检测设备40余台(套)。
具备先进的工艺装备和一流的工艺水平,检测手段完备。
电线电缆年生产能力(产值)可达一千万公里。
现有职工638人,其中高级技术人员18名,中级技术人员达52名,技术工人568人。
业在同行业率先通过ISO9001国际质量体系认证,并保持有效运行,被省市质量监督部门和消费者协会评为“产品质量信得过,售后服务信誉好”单位,被省产品质量检验所评为“质量保证推荐单位”,被郑州市工商行政管理局评为“重合同守信用企业”,1999年被省技术监督局评为放心产品,202*年度用户满意产品先进企业,打假保优重点保护省名优产品,中国驰名品牌。
自1999年始连续获得河南省免检产品称号,产品获得了河南省名牌产品称号,202*年获得了国家免检产品称号。
产品通过了中国国家强制性产品认证(CCC认证),阻燃系列产品取得了消防产品许可证。
金水电缆有限公司的企业文化:追求卓越没有最好,只有更好,超越自我,力求更好我们提倡人人有改善的能力,事事有改善的空间,力求使事情做的更好勇于创新创新能力是企业的核竞争力我们倡导产品创新、组织创新、制度创新等各种创新,敢于挑战现状,追求完美热情敬业乐观向上,积极面对,不畏艰难,充满激情我们提倡每一位员工树立远大目标,兢兢业业,勇于实践顾客至上尊重顾客,聆听客户的心声,倡导对客户的承诺我们不断追求为客户提供一流的产品与服务,为客户创造价值,提高满意度1.1电缆车间生产车间的整洁有序!无论我走到哪里,都让人感觉不到杂乱无序。
电缆-百度百科

电缆锁定本词条由“科普中国”百科科学词条编写与应用工作项目审核。
电缆(electric cable;power cable):通常是由几根或几组导线组成。
中文名电缆外文名Cable形状类似管子构成几根或几组导线目录.1不同定义.▪分类.▪型号.2种类与应用.▪种类.▪应用.3制造流程.▪工艺流程.▪工艺特性.4安全与保护.▪安全要求.▪保护措施.▪存放方法.▪质量辨别.5老化与故障.▪老化原因.▪常见故障.6选择技巧.7行业发展.▪改革开放以前.▪改革开放以来.▪现状.8其它.▪问答篇.▪击穿试验.▪电流口诀.▪成本估算.▪区分不同定义定义1:由一根或多根相互绝缘的导体和外包绝缘保护层制成,将电力或信息从一处传输到另一处的导线。
定义2:通常是由几根或几组导线(每组至少两根)绞合而成的类似绳索的电缆,每组导线之间相互绝缘,并常围绕着一根中心扭成,整个外面包有高度绝缘的覆盖层。
电缆具有内通电,外绝缘的特征。
分类电缆有电力电缆、控制电缆、补偿电缆、屏蔽电缆、高温电缆、计算机电缆、信号电缆、同轴电缆、耐火电缆、船用电缆、矿用电缆、铝合金电缆等等。
它们都是由单股或多股导线和绝缘层组成,用来连接电路、电器等。
电缆按照光伏电站的系统可分为直流电缆及交流电缆,根据用途及使用环境的不同分类如下:1.直流电缆(1)组件与组件之间的串联电缆。
(2)组串之间及其组串至直流配电箱(汇流箱)之间的并联电缆。
(3)直流配电箱至逆变器之间电缆。
以上电缆均为直流电缆,户外敷设较多,需防潮、防暴晒、耐寒、耐热、抗紫外线,某些特殊的环境下还需防酸碱等化学物质。
2.交流电缆(1)逆变器至升压变压器的连接电缆。
(2)升压变压器至配电装置的连接电缆。
(3)配电装置至电网或用户的连接电缆。
此部分电缆为交流负荷电缆,户内环境敷设较多,可按照一般电力电缆选型要求选择。
型号组成与顺序电线电缆的型号组成与顺序如下:[1:类别、用途][2:导体][3:绝缘][4:内护层][5:结构特征][6:外护层或派生]-[7:使用特征]1-5项和第7项用拼音字母表示,高分子材料用英文名的第一位字母表示,每项可以是1-2个字母;第6项是1-3个数字。
电线电缆技术资料

电线电缆技术资料电线电缆制造流程概述电线电缆的制造与大多数机电产品的生产方式是完全不同的。
机电产品通常采用将另件装配成部件、多个部件再装配成单台产品,产品以台数或件数计量。
电线电缆是以长度为基本计量单位。
所有电线电缆都是从导体加工开始,在导体的外围一层一层地加上绝缘、屏蔽、、成缆、护层等而制成电线电缆产品。
产品结构越复杂,叠加的层次就越多。
一、电线电缆产品制造的工艺特性:1.大长度连续叠加组合生产方式大长度连续叠加组合生产方式,对电线电缆生产的影响是全局性和控制性的,这涉及和影响到:(1)生产工艺流程和设备布置生产车间的各种设备必须按产品要求的工艺流程合理排放,使各阶段的半成品,顺次流转。
设备配置要考虑生产效率不同而进行生产能力的平衡,有的设备可能必须配置两台或多台,才能使生产线的生产能力得以平衡。
从而设备的合理选配组合和生产场地的布置,必须根据产品和生产量来平衡综合考虑。
(2)生产组织管理生产组织管理必须科学合理、周密准确、严格细致,操作者必须一丝不苟地按工艺要求执行,任何一个环节出现问题,都会影响工艺流程的通畅,影响产品的质量和交货。
特别是多芯电缆,某一个线对或基本单元长度短了,或者质量出现问题,则整根电缆就会长度不够,造成报废。
反之,如果某个单元长度过长,则必须锯去造成浪费。
(3)质量管理大长度连续叠加组合的生产方式,使生产过程中任何一个环节、瞬时发生一点问题,就会影响整根电缆质量。
质量缺陷越是发生在内层,而且没有及时发现终止生产,那么造成的损失就越大。
因为电线电缆的生产不同于组装式的产品,可以拆开重装及更换另件;电线电缆的任一部件或工艺过程的质量问题,对这根电缆几乎是无法挽回和弥补的。
事后的处理都是十分消极的,不是锯短就是降级处理,要么报废整条电缆。
它无法拆开重装。
电线电缆的质量管理,必须贯串整个生产过程。
质量管理检查部门要对整个生产过程巡回检查、操作人自检、上下工序互检,这是保证产品质量,提高企业经济效益的重要保证和手段。
光缆的基本知识及常识
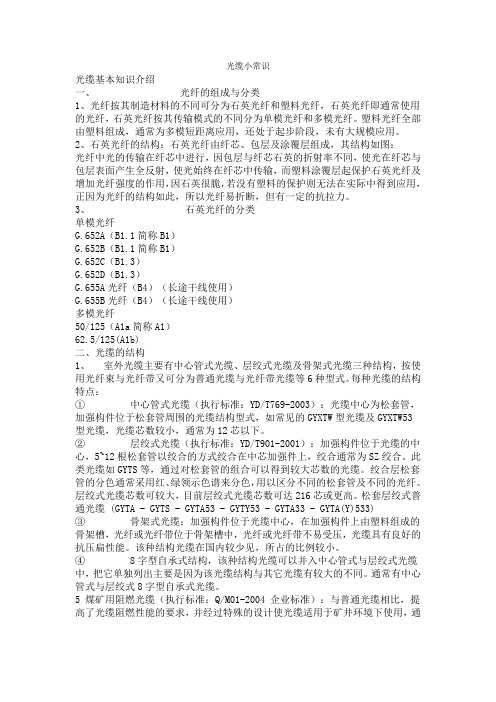
光缆小常识光缆基本知识介绍一、光纤的组成与分类1、光纤按其制造材料的不同可分为石英光纤和塑料光纤,石英光纤即通常使用的光纤,石英光纤按其传输模式的不同分为单模光纤和多模光纤。
塑料光纤全部由塑料组成,通常为多模短距离应用,还处于起步阶段,未有大规模应用。
2、石英光纤的结构:石英光纤由纤芯、包层及涂覆层组成,其结构如图:光纤中光的传输在纤芯中进行,因包层与纤芯石英的折射率不同,使光在纤芯与包层表面产生全反射,使光始终在纤芯中传输,而塑料涂覆层起保护石英光纤及增加光纤强度的作用,因石英很脆,若没有塑料的保护则无法在实际中得到应用,正因为光纤的结构如此,所以光纤易折断,但有一定的抗拉力。
3、石英光纤的分类单模光纤G.652A(B1.1简称B1)G.652B(B1.1简称B1)G.652C(B1.3)G.652D(B1.3)G.655A光纤(B4)(长途干线使用)G.655B光纤(B4)(长途干线使用)多模光纤50/125(A1a简称A1)62.5/125(A1b)二、光缆的结构1、室外光缆主要有中心管式光缆、层绞式光缆及骨架式光缆三种结构,按使用光纤束与光纤带又可分为普通光缆与光纤带光缆等6种型式。
每种光缆的结构特点:①中心管式光缆(执行标准:YD/T769-2003):光缆中心为松套管,加强构件位于松套管周围的光缆结构型式,如常见的GYXTW型光缆及GYXTW53型光缆,光缆芯数较小,通常为12芯以下。
②层绞式光缆(执行标准:YD/T901-2001):加强构件位于光缆的中心,5~12根松套管以绞合的方式绞合在中芯加强件上,绞合通常为SZ绞合。
此类光缆如GYTS等,通过对松套管的组合可以得到较大芯数的光缆。
绞合层松套管的分色通常采用红、绿领示色谱来分色,用以区分不同的松套管及不同的光纤。
层绞式光缆芯数可较大,目前层绞式光缆芯数可达216芯或更高。
松套层绞式普通光缆 (GYTA - GYTS - GYTA53 - GYTY53 - GYTA33 - GYTA(Y)533)③骨架式光缆:加强构件位于光缆中心,在加强构件上由塑料组成的骨架槽,光纤或光纤带位于骨架槽中,光纤或光纤带不易受压,光缆具有良好的抗压扁性能。
电缆装铠工艺学
该标准适用于具有金属套的、固定敷设的电力、通信、信号、 控制电缆的外护层;
该标准不适用于充气、充油等电力电缆和其它特殊要求电
缆的外护层。
3. GB2952.3-89 电缆外护层 非金属套电缆通用外护层
该标准规定了非金属套电缆通用外护层的型号、名称、结构、 材料、尺寸、技术要求和检验规则;
该标准适用于具有非金属套的、固定敷设的电力、通信、信 号、控制电缆的外护层;非金属套可以挤包、也可绕包。
该标准不适用于另有其它特殊要求电缆外护层。
二、型号的编制
外护层型号按铠装层和外被层的结构顺序,用两位阿拉伯
数字表示,每一数字表示一种主要材料:
标记 0
铠装层 无
外被层 无
1
连锁钢带
纤维外被
2
双钢带
厚度为0.2毫米,宽度有20、25毫米; 厚度为0.5毫米,宽度有25、30、35、45毫米;
厚度为0.8毫米,宽度60毫米;
2.涂漆钢带,涂漆层厚度不小于8μm,每盘一根,
允许带涂漆的接头不多于3个,接头应无尖角、熔 渣、穿孔和错位等缺陷。
3.钢塑复合带。之中的钢带用镀锡钢带和镀铬钢带 的厚度有0.15贺0.20毫米两种。有剥离强度要求
符合如下规定:
一、原材料
㈠防蚀材料
1.电缆沥青作为涂料,应符合SY1668规定,软化 点为75-90℃,开口闪点应不低于260 ℃ ,0℃时 粘附力应不小于98N/cm², 0℃时冷冻弯曲不开 裂。沥青被加热到150~200 ℃进行使用。也可用 其它等效涂料代替沥青。
2. 环烷酸酮作为电缆麻浸剂剂的防腐剂,具有较低
1.联锁铠装应特殊成型并使其联锁。
电线电缆制造毕业设计论文_电缆的结构和工艺设计

电线电缆制造专业毕业设计题目:YJLV32—3.6/6kV 3×95 mm2 电缆的结构和工艺设计辅导老师:学生:目录目录 (2)摘要 (3)绪论 (4)第一章电缆结构设计 (5)第一节电缆导体设计 (5)第二节电缆绝缘层设计 (6)第三节电缆金属屏蔽层设计 (9)第四节电缆成缆绕包设计 (9)第五节电缆隔离套设计 (10)第六节电缆铠装层设计 (11)第七节电缆外被层设计 (12)电缆结构尺寸表 (13)电缆结构示意图 (14)第二章电缆结构净重计算 (15)电缆结构净重表 (17)第三章电缆生产工艺设计 (18)第一节导体生产工艺流程设计 (18)第二节绞线工艺设计 (22)第三节绝缘线芯挤塑工艺设计 (23)第四节金属屏蔽工艺设计 (25)第五节成缆工艺设计 (26)第六节内衬工艺设计 (27)第七节铠装工艺设计 (28)第八节外被层工艺设计 (28)第四章产品检验 (30)结束语 (31)参考标准及文献 (31)摘要本论文是本人在郑州电缆技校郝颍新老师的指导下,参照相关国家标准及电缆专业教材做出YJLV32—3.6/6kV 3×95mm2电缆的理论设计。
本设计论文主要包括以下几方面内容:一.结构设计:电缆的结构多种多样,根据敷设环境的差异以及对载流量的要求不同,对电缆结构也需要有不同的考虑。
针对该型号电缆,结构设计主要侧重于结构作用、所用材料、主要结构尺寸计算,按照由内到外,逐层设计的思路,从导体铝丝到挤制外护层逐步完成设计论文,并绘制了电缆结构图。
二.单位长度重量计算:重量的理论计算为该型号电缆各部分结构单位长度的材料用量提供了粗略依据,可使实际生产中原料的采购更为合理,不至于浪费或不足;成品电缆的重量计算可为运输安全提供参考。
三.工艺设计:主要针对实际生产所做的设计。
侧重于实际加工方法、加工设备、工艺参数及工艺要求,为工人在实际生产中更合理、更科学的操作提供参考,为产品的质量提供了保障。
退扭标准
“退扭”标准1目的1.1给出线材的退扭标准﹐以便于复合线材成缆质量的工艺控制。
1.2便于排产工作的顺利进行。
2 范围适用于我公司成缆工序的生产。
3 定义退扭绞合﹕退扭绞合是装有放线盘的线盘架借助其上的特殊装置(退扭装置)在机器旋转时﹐使放线盘始终保持水平位置﹐在绞线或成缆时﹐单线或绝缘线芯只受绕曲作用﹐而不发生扭转作用。
不退扭绞合﹕不退扭绞合是装有放线盘的线盘架固定于绞笼上﹐当绞笼转一转360度﹐放线盘跟着转一转﹐单线或绝缘线芯也扭转360度。
4.0参考文献电线电缆职业培训教材<<绞制工艺学>>5.0退扭绞合与不退纽绞合的适用范围退扭绞合常用于不紧压的绞合线芯﹐绞线中的单线没有扭转内应力(这种内应力能使绞线有回弹松散的趋向﹐尤其是硬单线绞成的架空线)﹐绞线结构稳定。
还有圆形的绝缘线芯采用退扭绞合成缆后﹐线芯没有回弹应力﹐可以保证成缆圆整度和成缆直径的准确性。
不退扭绞合则多用于紧压圆形线芯和扇形线芯﹐由单线本身纽转产生的应力于弹性变形﹐在通过压型轮紧压以后﹐变成了塑性变形﹐从而消除了原来的纽转应力。
对于扇形绝缘线芯的成缆也必需采用不退扭的绞合才能保证成缆后缆芯为圆形。
6.0退纽所要解决的问题﹕我们可以从”运动状态”的角度出发来理解退扭。
绞合线材的基本组成单位是多根半成品芯线。
这些半成品芯线在主机的束线作用下﹐以固定的节距紧密的缠绕在一起。
在绞合过程中﹐每根半成品芯线是以”前行运动”和”旋转运动”的合运动的运动形态进入眼模的。
”前行运动”保证了”放线”的完成。
”旋转运动”则保证了” 束线”的完成。
芯线在主机引取的作用下向前运动的同时﹐也因为主机的扭转趋势的带动﹐自身开始发生扭转﹐扭转方向和主机转动方向相同。
这种扭转情况有两种﹕一是对单绝缘芯线而言﹐虽然受扭转运动的影响﹐但本身的结构形态不会有什么太大的改变﹔而令一种则是对结构较为复杂的半成品芯线而言﹐芯线在受到主机作用发生绕曲的同时﹐自身也会发生的转动。
气相沉积法
(1)典型的拉丝是管棒(预制 棒)拉制法, 预制棒以一定的速度送往 加热炉,预制棒尖在高温 时的粘度变低,靠自身重 量下垂变细而成纤维。其 关键是拉伸速率(慢的质量 好),速度与光纤直径有关, 通过牵引线可改变拉伸速 率(200到2000m/min) 预制棒加热方法:一般石墨 电阻炉(防石墨高温氧化, 充以氩、氦气等惰性气体, 气体流量稳定),还有石 墨高频感应加热法、氧化 锆加热法、大功率二氧化 碳气体激光器加热法等。
旋转棒
纤芯材料
火焰
粉尘颗粒流
O2 +SiCl4 Or GeCl4
燃料
蒸汽
图2.7 棒外气相沉积法制造预制棒
(4)轴向气相沉积法(VAD) 1977 年 日 本 开 发 VAD 法 , 与OVD相似。 VAD 法 :(A)SiCl4 、 掺 杂 送 入 氢氧喷灯,石英微粒沉积在 种子棒的轴端部(OVD是侧 面)如图 2.8 。 (B) 先沉积纤 芯,沿轴向移动并再沉积包 层 ,同 时形 成新 纤芯 。 (C) 多孔预制棒经石墨环形加热 干燥和熔缩,并喷吹氯器得 预制棒 VAD无中心孔,一般通过喷 灯结构、喷灯与棒的距离、 反应炉温和多个喷灯等实现。 原料(SiCl4)
0H-吸收
提纯技术:精馏法(去金属)、吸附法(去OH-)或精馏吸附混合。 常用精馏吸附混合法:
(1)氢氧焰燃烧SiCl4,产生氯化物气体和二氧化硅(粉尘状)。 因温度上升在57.6℃时,SiCl4变成蒸气与氧气反应,而其它铁、 铜等金属氯化物沸点高(液态)。该法将杂质降至十亿分之一的 水平。 (2)精馏不能除去某些极性杂质。例如:SiCl4溶液的OH—有 极性,源于含氢化合物,对损耗影响大。但它易形成化学键被 吸附剂吸收。而SiCl4是非极性分子,不易被吸附剂吸收。因此, 选择适当吸附剂,用吸附法可提纯。 精馏+吸附混合法的流程如下图所示。
解析“通信架空光缆安装工艺图解”
1、基础知识
(4)带状式光缆 带状式光缆结构是将多根一次涂覆光纤排列成行制成带状 光纤单元,然后再把带状光纤单元放入在塑料套管中,形 成中心束管式结构;也可以把带状光纤单元放入凹槽内或 松套管内,形成骨架式或层绞式结构。带状结构光缆的优 点是可容纳大量的光纤(一般在100芯以上),满足作为用 户光缆的需要;同时每个带状光缆单元的接续可以一次完 成,以适应大量光纤接续、安装的需要。
模场直径(µm)
弯曲特性(dB)
8-11
1.0
9-10
0.5
10.5
1、基础知识
1.光缆的结构 光缆是以一根或多根光纤或光纤束制成符合化学、机械 和环境特性的结构。不论何种结构形式的光缆,基本上都是 由缆芯、加强元件和护层三部分组成。 (1)缆芯 缆芯结构应满足一下基本要求: ① 使光纤在缆内处于最佳位置和状态,保证光纤传输性能 稳定。在光缆受到一定打拉、侧压等外力时,光纤不应承受 外力影响。 ② 缆芯中的加强元件应能经受允许拉力。 ③ 缆芯截面应尽可能小,以降低成本 缆芯内有光纤、套管或骨架和加强元件,在缆芯内还需 填充油膏,具有可靠的防潮性能,防止潮气在缆芯中扩散。
1、基础知识
G.652与G.655光纤比较
技术参数 工作波长(nm) 衰减(dB/Km) 零色散波长(nm) 零色散斜率(ps/nm) 色散(ps/nm.Km) 色散范围(nm) 偏振模色散 光有效面积(µ) G.655 1530-1565 ≤0. 22 1530 0.045-0.1 1≤D≤6 1530-1565 0.5 55-77 3.5 1288-1339 0.5 80 1310 ≤0.36 0.093 18 1550 G.652 1550 ≤0.23 1300-1324
拉线应在线路的中心线上。角深大于15m,应在转
电线电缆制造的工艺特征、流程和专用设备
线缆制造的工艺特征、流程和专用设备第一节 电线电缆制造的工艺特征一. 大长度连续叠加组合生产方式1. 所有的电线电缆产品按照其本身的结构要求,在制作过程中总是从导体加工开始,在导线的外围、一层一层地加上绝缘、屏蔽、护层等构件而制成的。
产品的结构愈复杂,叠加的层次愈多。
图4-1是电线电缆制造的总工艺流程图。
→图4-1 电线电缆制造的总工艺流程图同时,电线电缆产品是以长度为基本的计算单位的。
一次投产的批量总是几百、几千米,甚至像海底通信电缆、海底光缆等产品,制造长度可以从几十公里到几百公里以上。
所以,电线电缆的制造与大多数机电产品的生产方式是完全不同的。
机电产品通常采用将零件装配成部件、多个部件再装配成单台产品的生产方式;成品易台数或件数计量。
即使组成连续生产线,也主要是装配生产线;所有的另部件、部件分别装配然后向总装配线集中、制造出一台台的产品。
因此,作者将电线电缆产品的生产方式称为“大长度连续叠加组合生产方式”。
这是电线电缆制造最根本的工艺特征。
2. 电线电缆制造这一特殊的生产方式对线缆制造企业的影响是全局性的、带有控制性的。
举例说明如下:(1) 决定了生产厂房的设计与生产设备的布置每一生产车间的各种生产设备必须按产品要求的工艺流程合理排放,使各阶段的半成品,顺次而流转。
同时,由于各工序的设备生产速率不同,有的工艺设备必须配备2台及以上才能使生产线上各个环节的生产能力平衡。
加上、同一系列的产品规格大小相差很大,则同一工艺必须配备大小不同的 2~3台或更多的同类设备。
因此,设备的合理组合和生产场地的布置、厂房设计都必须根据生产的产品方案和生产能力的平衡来考虑。
(2) 决定了生产组织体系有色金属熔炼 (铜、铝及合金) 铸造轧连铸连轧 上引法、浸涂法圆杆、板材拉制、退火 导线绞、束绝成缆、填充内护套、内衬套外护套屏蔽屏蔽铠成 品 检 测验收、包装、入库以制造一条长度为1公里,2400对的市内通信电缆缆芯为例:2400对绝缘线芯有4800芯(暂不计规定的备用线对),没2根绝缘线芯要绞成“线对”,每25个线对绞成一个“基本单位”;每4个基本单位再绞成一个“单位”;2400对绝缘线芯构成24个“单位”,再一起绞合成“缆芯”。