三菱plc与伺服网口通讯控制
三菱PLC的通讯与编程案例

三菱PLC的通讯与编程案例三菱FX系列PLC作为三菱基本的PLC,它们之间的通讯有几种常用的方式,分别如下:CC-LINK,N:N网络连接,并联连接。
1.CC-LINK连接CC-LINK连接图如下:对应的PLC可为FX1N、FX1NC、FX2N、FX2NC、FX3U、FX3UC,因为在使用CC-LINK 通讯时要扩展CC-LINK模块,而FX1S没有扩展模块功能,故FX1S不能用于此通讯方式。
2)FX1N/FX2N/FX3U即可以作为主站,也可以作为远程设备站使用。
此种通讯因为要加CC-LINK通讯模块,所以成本较高。
3)在CC-LINK网络中还可以加入变频器伺服等符合CC-LINK规格的设备。
2.N:N网络连接N:N网络连接连接图如下:3.并联连接并联连接图如下:1)通讯对象是FX1S、FX1N、FX1NC、FX2N、FX2NC、FX3U、FX3UC同一系列的PLC之间。
2)该通讯在PLC间进行1:1通讯,进行数据交换,只能满足2台PLC的通讯。
一、N:N网络通讯1、通讯解决方案用FX2N,FX2NC,FX1N,FXON可编程控制器进行的数据传输可建立在N:N的基础上。
使用此网络通讯,它们能链接—个小规模系统中的数据。
2、相关标志和数据寄存器对于FXlN/FX2N/FX2NC类可编程控制器,使用N:N网络通讯辅助继电器,其中M8038用来设置网络参数,M8183在主站点的通讯错误时为ON,M8184到M8190在从站点产生错误时为ON,(第1个从站点M8184,第7个从站点M8190)M8191在与其它站点通讯时为ON数据寄存器D8176设置站点号,0为主站点,1到7为从站点号D8177设定从站点的总数,设定值1为1个从站点,2为两个从站点;D8178设定刷新范围,0为模式0(默认值),1为模式1,2为模式2;D8179 主站设定通讯重试次数,设定值为0到10;D8180 设定主站点和从站点间的通讯驻留时间,设定值为5到255,对应时间为50到2550ms案例该系统有三个站点,其中一个主站,两个从站,每个站点的可编程控制器都连接一个FX2N-485-BD通讯板,通讯板之间用单根双绞线连接。
谈三菱PLC的网络协议及通讯方法
谈三菱PLC的网络协议及通讯方法三菱PLC(可编程逻辑控制器)是一种常见的自动化控制设备,广泛应用于工业领域。
它通过网络协议和通讯方法实现与其他设备之间的通信,以实现系统的自动化控制和数据交换。
本文将就三菱PLC的网络协议及通讯方法展开讨论。
一、三菱PLC的网络协议在网络通信中,协议是设备间进行数据交换的规范。
三菱PLC支持多种网络协议,主要包括以太网(Ethernet)、DeviceNet、Modbus、Profibus等。
1. 以太网(Ethernet):以太网是一种常见的局域网通信协议,三菱PLC通过以太网协议可与其他设备进行通信。
以太网广泛应用于工业自动化领域,具有传输速度快、可靠性高的特点。
2. DeviceNet:DeviceNet是一种用于工业自动化的通信协议,主要用于连接工厂生产线上的各种设备。
三菱PLC通过DeviceNet协议可以与其他DeviceNet设备进行通信,实现设备之间的数据交换和控制。
3. Modbus:Modbus是一种开放的通信协议,用于连接不同供应商的设备。
三菱PLC通过Modbus协议可以与其他支持Modbus协议的设备进行通信,实现设备之间的数据传输和控制。
4. Profibus:Profibus是一种用于工业自动化的通信协议,用于连接生产线上的各种设备。
三菱PLC通过Profibus协议可以与其他Profibus设备进行通信,实现设备之间的数据交换和控制。
二、三菱PLC的通讯方法三菱PLC实现与其他设备之间的通讯,除了网络协议外,还需要采用适当的通讯方法,主要包括点对点通讯和多点通讯。
1. 点对点通讯:点对点通讯是指单个PLC与一个或多个设备之间建立独立的通讯链路进行数据交换。
这种通讯方式适用于较简单的控制系统,通讯速度较快且可靠。
2. 多点通讯:多点通讯是指多个PLC之间通过网络建立通讯链路,实现多个PLC之间的数据交换和协同控制。
这种通讯方式适用于较复杂的自动化系统,能够实现多个设备之间的实时数据共享和联动控制。
三菱plc与信捷触摸屏网口通讯

三菱plc与信捷触摸屏网口通讯近年来,随着工业自动化的快速发展,各种自动控制设备被广泛应用于生产线和工厂。
三菱PLC和信捷触摸屏作为常用的控制设备,其网口通讯功能受到了广大工程师的关注和使用。
一、三菱PLC和信捷触摸屏的特点三菱PLC以其高性能、稳定可靠的特点,成为了自动控制领域的翘楚。
它能够快速处理各种信号,实现精确的控制。
而信捷触摸屏则具有操作简便、界面友好的特点,能够为操作员提供直观、高效的操作界面。
二、三菱PLC与信捷触摸屏的网口通讯在很多工业控制系统中,需要将三菱PLC和信捷触摸屏进行联网,实现数据的传输和控制。
网口通讯作为常见的通讯方式之一,被广泛应用于这一领域。
1. 通讯接口的选择在PLC和触摸屏的网口通讯中,通讯接口的选择非常重要。
常见的有串口、以太网口等接口。
根据实际需求和设备特点,选择合适的通讯接口非常关键。
2. 通讯协议的选用通讯协议是实现设备之间通讯的重要环节。
在三菱PLC与信捷触摸屏的网口通讯中,Modbus协议是常用的通讯协议之一。
Modbus协议具有简单、开放的特点,易于实现和扩展。
3. 通讯参数的设置在PLC与触摸屏的网口通讯中,需要设置通讯参数,确保两者之间的正常通讯。
如设置IP地址、端口号等。
三、PLC与触摸屏网口通讯的实现步骤1. 硬件连接首先,需要将PLC和触摸屏的网口通过网线进行连接。
确保两者之间连接正常、电源供应稳定。
2. 设置PLC通讯参数在PLC的编程软件中,选择合适的通讯模块,并设置好通讯参数。
这些参数包括与触摸屏间的通讯方式、通讯速率、地址等。
3. 设置触摸屏通讯参数在触摸屏的设置界面中,选择相应的PLC通讯模块,并设置好通讯参数。
确保通讯方式、地址等与PLC设置一致。
4. 编写PLC程序根据实际需求,编写PLC程序,实现与触摸屏的数据交换和控制。
通过PLC程序的调用和触摸屏的操作,实现生产线的自动控制。
5. 调试和测试完成以上步骤后,进行调试和测试。
三菱Q系列PLC以太网通信设置方法
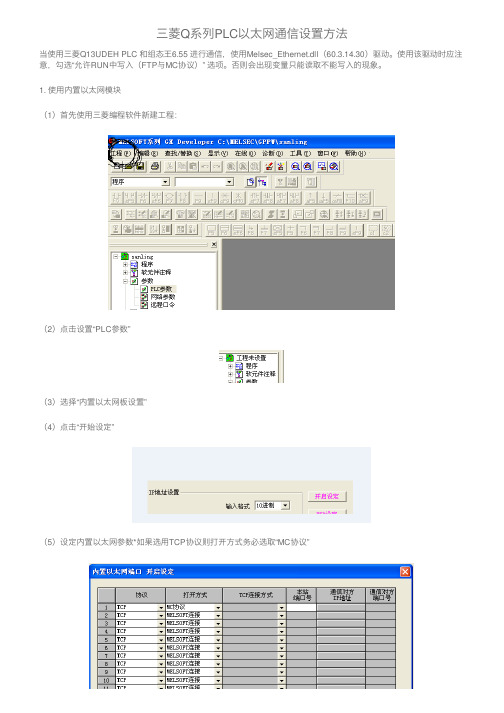
三菱Q系列PLC以太⽹通信设置⽅法当使⽤三菱Q13UDEH PLC 和组态王6.55 进⾏通信,使⽤Melsec_Ethernet.dll(60.3.14.30)驱动。
使⽤该驱动时应注意,勾选“允许RUN中写⼊(FTP与MC协议)” 选项。
否则会出现变量只能读取不能写⼊的现象。
1. 使⽤内置以太⽹模块(1)⾸先使⽤三菱编程软件新建⼯程:(2)点击设置“PLC参数”(3)选择“内置以太⽹板设置”(4)点击“开始设定”(5)设定内置以太⽹参数*如果选⽤TCP协议则打开⽅式务必选取“MC协议”如果需要多上位访问可以添加多个MC协议,添加多个端⼝号。
(6)下图中红⾊框中的选项⼀定要勾上,否则会出现变量只能读取不能写⼊的现象。
注意本站号:当打开时是10进制,这⾥必须把10进制转化成16进制,以⽅便组态王中使⽤。
2. 使⽤外置以太⽹模块(1)第⼀个步骤同使⽤内置以太⽹模块,本例以外置三菱以太⽹模块QJ17E71-100为例;(2)设置“⽹络参数”(3)点击“MELSECNET/以太⽹”(4)配置外置以太⽹模块可按照实际情况选择上图中的“⽹络类型”,“起始I/O号”,“⽹络号”,“组号”,“站号”,并选择对应“模式”。
(5)点击“操作设置”注意⼀定要选取⿊⾊框中的选项,否则会造成设备初始化失败(6)点击“初始设置”⿊⾊框选中的选项请填写较⼩的数值(7)点击“打开设置”上图是选择TCP通讯协议时的情况,图中铅笔圈定的两个地⽅要注意,第⼀处⼀定要选“有顺序”否则会引起通讯失败,第⼆处⼀定要选 “确认”,这样才能与上⼀图中的设置相对应,否则会导致通讯恢复需要很长时间。
第⼆处⼀定要选 “确认”,这样才能与上⼀图中的设置相对应,否则会导致通讯恢复需要很长时间。
当选择TCP通讯协议时最后⼀位⼀定要设为1,因为1代表TCP通信协议选择UDP通讯协议时三处红⾊框之处都要注意,第⼀处同样要选确认,理由同上,第⼆处和第三处没有确定的值,⼀般建议最好使⽤700以后的端⼝。
PLC用PLSY指令控制伺服电机

PLC利用PLSY指令控制伺服电机这段程序其实有个缺点:当工作台移动的时候,屏幕上的工作实际位置值(D202)并没有随着工作台的移动而改变,它只是在工作台移动完成后才变为实际位置值。
好比现在工作台的实际位置为200,要求位置是300,当工作台移动的时候,实际值(200)并没有随着工作台的移动而201,202……的增加,而是工作台移动到300的位置后直接变为300,因此这段程序不能实时的反映工作台的移动情况。
为了克服这种情况,将程序做了部分的修改,更新如下:D200:人机界面输入的工件要求位置D202:工件的实际位置D204:工件的实际位置(做转换用)D206:实际位置变化值程序如下:LDD> D200 D202OUT M10DSUBP D200 D202 D204 ;将差值送到D204SET Y2 ;如果设定值大于实际值则正转LDD<= D200 D202OUT M11DSUBP D202 D200 D204 ;将差值送到D204RST Y2 ;如果设定值小于实际值则反转LD M10OR M11 ;设定值与实际值不等PLS M0ANI M0DPLSY K1000 K0 Y0 ;以1000赫兹的频率不间断输出脉冲DDIV D8140 K80 D206 ;脉冲数折算成毫米LD M0MOV D202 D204 ;实际位置值送到D204LD M10ADD D204 D206 D202 ;增加的毫米数实时传到D202(工作台实际位置)LD M11SUB D204 D206 D202 ;减少的毫米数实时传到D202(工作台实际位置)LD M8029DMOV K0 D8140 ;脉冲输出完成后给脉冲计数器清零END。
三菱plc网口怎么和上位机通讯

三菱plc网口怎么和上位机通讯三菱PLC(可编程逻辑控制器)是一种广泛应用于工业自动化领域的控制设备,它通过网口(以太网端口)与上位机进行通讯,实现对生产过程的监控和控制。
本文将探讨三菱PLC网口如何与上位机进行通讯的方法和技巧。
一、通讯协议选择三菱PLC网口与上位机通讯的首要任务是选择合适的通讯协议。
常见的通讯协议包括MODBUS TCP、OPC、以太网/IP协议等。
需要确保上位机和PLC使用的通讯协议一致,才能实现正常的数据传输。
二、配置网络参数在实现PLC与上位机通讯之前,需要对网络参数进行配置。
通过PLC的编程软件,可以设置PLC的IP地址、子网掩码、网关等网络参数,确保PLC和上位机位于同一子网内,并且能够相互识别和通讯。
三、编写通讯程序配置网络参数后,需要在PLC的编程软件中编写相应的通讯程序。
根据选择的通讯协议,按照相应的通讯协议规范编写通讯指令。
通常,通讯程序包括建立连接、发送数据、接收数据等步骤,根据具体需求灵活运用。
四、数据处理与交互在PLC和上位机通讯过程中,数据处理和交互是非常重要的环节。
通过编程软件,可以指定PLC读取或写入哪些数据,同时也可以定义上位机发送给PLC的指令和数据。
在数据处理过程中,可以进行数据类型转换、数据解析等操作,确保数据的准确和可靠。
五、错误处理与异常情况在PLC和上位机通讯过程中,难免会遇到一些错误和异常情况。
这时,合理的错误处理机制是必不可少的。
例如,可以通过编程软件设置超时时间,当通讯超时时,可以重新发送指令或者进行其他处理。
此外,还可以通过监控网络连接状态等方式,及时发现和解决通讯故障。
六、安全性考虑在实现PLC与上位机通讯时,安全性是一个需要重视的问题。
为了确保数据的安全传输,可以采取一些安全措施,如加密通讯、访问权限控制等。
此外,还可以定期更改密码和密钥,增强系统的安全性。
七、实时监控与远程操控通过实现PLC与上位机的通讯,可以实现对生产过程的实时监控和远程操控。
三菱PLC程序FX1NMT控制MR-E伺服实例

启动
DDRVI
D130 D132 Y000
Y004
相对定位 相对定位 脉冲输出 旋转方向
距离 速度
RST
M3
相对定位
启动
DDRVI K999999 D134 Y000
Y004
JOG速度 脉冲输出 旋转方向
DDRVI K-999999 D134 Y000
Y004
JOG速度 脉冲输出 旋转方向
ZRST
M0
M9
ZRN启动
END
D110 可变速设 定
M2 129
绝对定位 启动
M8029 147
执行完成
M3 149
相对定位 启动
M8029 167
执行完成
M4 169
JOG+
M5 187
JOG-
M8145 205
211
DDRVA
D120 D122 Y000
Y004
绝对定位 绝对定位 脉冲输出 旋转方向
位置 速度
RST
M2
绝对定位
M0 0
ZRN启动
M8029 18
执行完成
DZRN
D100 D102 M100
回原点高 回原点爬DOG信号
速
行
Y000 脉冲输出
RST
M0
ZRN启动
M1 20
可变速启 动
DPLSV
D110 Y000
Y004
可变速设 脉冲输出 旋转方向
定
DSUB
D0
D110
D20
目标速度 可变速设 速度偏差
定
D<= D20
K500
速度偏差
D>= D20
三菱FX PLC 与MR JE接线,参数

三菱FX PLC 与MR-JE伺服连接参数调试(位置控制)1.位置控制接线图如下:这些线是必需要接的(漏型接法):(1)、CN1.20(DICOM输入公共端),CN1.12(OPC)接24V 正。
(2)、CN1.46(DOCOM输出公共端), CN1.3(LG) 接24V负。
(3)、PLC Y0接CN1.10(PP脉冲),PLC Y10接CN1.35(NP方向)。
(4)、CN1.42与CN1.47之间接一个常闭开关(不接会出现E6.1报警)。
(5)、CN1.15 (使能)与CN1.47接一个开关,闭合时才能开启电机,用手转动电机轴不动。
电机有丝丝响声,如果断开,用手可以转动电机轴。
(6)、CN1.43(LSP),CN1.44(LSN)与CN1.47之间分别接一个常闭开关.如果不接会出现99.1和99.2的警。
2.通软件设置数字I/0软件MR configurator2软件与伺服驱动连接正常后双击“参数”进入参数设置界面。
双击数字输入输出下面的“基本设置进入“数字输入输出基本设置”画面单击“自动ON分配“出现以下界面,将SON,LSP,LSN,EM2/1设置为ON,点确定,这样设置后CN1.42,CN1.15,LSP,LSN, 不接外面的开关电路也不会报警了,也可以将参数PD01设置为:”1C04”,可以达到一样的效果,3.参数设置;PA.01 设置为0,PA.13设置:0101或者0111,以下是PA13参数里的一些内容.PA05:这是设置多少个肪冲转一圈的参数,默认是10000个脉冲,是少值是1000. 如果设置为了2000,那就是PLC发2000个脉冲电机转一圈,电子齿轮比:PA06:电子齿轮比分子,PA07:电子齿轮比分母PA21,这个参数是设置PA05起作用还是(PA06,PA07)电子齿轮比起作用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
三菱plc与伺服网口通讯控制随着科技的不断发展,自动化设备在工业生产中的应用越来越广泛。
其中,三菱PLC和伺服网口通讯控制成为了自动化控制领域的重要组成部分。
在本文中,我将介绍三菱PLC和伺服网口通讯控制的基本概念和原理,以及它们在工业应用中的重要性。
首先,让我们了解一下什么是PLC。
PLC是可编程逻辑控制器(Programmable Logic Controller)的简称,它是一种电子设备,用于自动化控制系统中的逻辑运算、数据处理、序列控制以及故障诊断等功能。
PLC通常由中央处理器、输入和输出模块以及通讯模块等组成。
它的主要作用是将输入信号进行处理,并根据预先设定的程序进行逻辑运算后控制输出信号,从而实现自动化控制。
而伺服网口通讯控制则是将PLC与伺服系统进行连接,实现对伺服系统的控制和监测。
伺服系统是一种能够控制电机的速度、位置和力矩等参数的设备。
通过与PLC的通讯,可以对伺服系统进行远程监控和控制,提高生产效率和质量。
三菱PLC与伺服网口通讯控制的一大优势在于通讯速度快。
三菱PLC采用的是高速网口通讯技术,具有响应速度快、数据传输
稳定等特点,能够满足工业生产中对实时性要求较高的场景。
此外,三菱PLC还具备数据处理能力强的特点,可对伺服系统返回
的数据进行处理和分析,实现数据的实时监测和故障诊断。
除了快速的通讯速度,三菱PLC与伺服网口通讯控制还具备灵活性和可扩展性。
三菱PLC的通讯模块可以根据实际需求进行灵
活配置,支持多个网口通讯接口,可以同时与多个伺服系统进行
通讯。
而且,三菱PLC还支持以太网通讯和无线通讯等多种通讯
方式,更好地满足不同场景下的通讯需求。
在工业应用中,三菱PLC与伺服网口通讯控制有着广泛的应用。
例如,在物流行业中,通过将PLC与伺服系统进行连接,可以实
现对物流输送设备的远程控制和监测,提高物流运作效率。
在制
造业中,三菱PLC与伺服网口通讯控制可以实现对生产线的自动
化控制,提高生产效率和产品质量。
在能源行业中,三菱PLC与
伺服网口通讯控制可以实现对发电设备的自动化控制和监测,确
保电力供应的稳定性。
总之,三菱PLC与伺服网口通讯控制是现代工业自动化控制中不可或缺的重要技术。
它们的快速通讯速度、灵活可扩展性以及
广泛的应用领域,使得工业生产能够更加高效、精确和可靠。
随
着科技的不断进步,相信这一技术在未来会有更加广阔的应用前景。