6066铝合金及D60钢爆破壳体的破片分析
6063_H112铝合金板材加工裂纹产生的原因
收稿日期:2008-10-27 第一作者简介:李晓波(1973-),山东淄博人,助理工程师。
60632H112铝合金板材加工裂纹产生的原因李晓波,邵海霞,苏玉洁,郭 红,王美琪(东北轻合金有限责任公司,黑龙江,哈尔滨150060)摘要:厚度25mm 的60632H112铝合金板材,用户在加工过程中发现个别加工件存在裂纹。
根据用户提供的试样,从裂纹的外观形貌、断口的显微组织特征和扫描电镜特征等几个方面进行了系统地分析,并结合生产工艺的特点,判断出厚度为25mm 的60632H112铝合金板材裂纹是由于铸锭侧表面的偏析瘤压入所致。
对其形成机制和预防措施进行了阐述。
关键词:60632H112合金板材;裂纹;板材分层;偏析瘤中图分类号:TG 146121 文献标识码:A 文章编号:1007-7235(2009)02-0024-03C ausal analysis of the cracks in machining pieces of 60632H 112aluminium alloy platesLI X iao 2bo ,SHAO Hai 2xia ,S U Y u 2jie ,G UO hong ,WANG Mei 2qi(N ortheast Light Alloy Co.,Ltd.,H arbin 150060,China)Abstract :Several machining pieces of 60632H112plates with thickness 25mm were discovered s ome cracks in processing them by customers.Based on that the testing sam ples supplied by customers had been systematically observed in the ways as the shape of crack appearance ,and the features of their fracture and microscopic structures ,and of electronic scanning ,as well as combination with the features of the process of production ,the cracks in the plates of 60632H112with thickness 25mm have been analyzed and decided ,that is which were caused by the laminating at the sides of the plates into which the segregated building 2ups located in the sides of slabs had pressed.In addition ,the mechanism of forming the cracks and precautions to address them have been depicted.K ey w ords :60632H112alloy plate ;crack ;lamination of plate ;segregated building 2up 厚度为25mm 的60632H112铝合金板材,用户经过锯切、机械加工、表面处理后进行组装过程中发现,有个别零件存在裂纹,长度达8mm 。
6063铝合金搅拌摩擦焊接头冲击断裂分析

第26卷 第9期2005年9月焊接学报TRANS ACTI O NS OF THE CH I N A W ELD I N G I N STI T UTI O NVol .26 No .9Sep te mber 20056063铝合金搅拌摩擦焊接头冲击断裂分析 柴 鹏, 简 波, 季亚娟, 栾国红 (北京航空制造工程研究所中国搅拌摩擦焊中心,北京 100024)摘 要:以6063铝合金为主要研究对象,简要介绍了铝合金型材的搅拌摩擦焊接工艺及设备,研究了6063-T651铝合金的冲击断裂性能、塑性变形能力及其搅拌摩擦焊接头的微观组织。
研究表明,搅拌摩擦焊接头中为较细的再结晶组织,且强化相呈弥散分布,其冲击断裂性能和塑性变形能力与母材相近。
关键词:6063铝合金型材;搅拌摩擦焊接;冲击韧度中图分类号:TG453 文献标识码:A 文章编号:0253-360X (2005)09-27-04柴 鹏0 序 言6000系列铝合金的高温屈服强度低,挤压成形性能优良,所以轨道车辆中使用的中空挤压型材主要采用6000系铝合金[1]。
其中,6063铝合金强度中等、塑性较好、可挤压成形,故在型材制造中得到了广泛使用。
由于型材挤压设备所限,所以大型铝合金挤压型材一般采用焊接等方法拼接。
但是,采用熔焊方法焊接铝合金材料存在许多问题,如对零件表面氧化膜敏感、裂纹倾向大、易产生气孔等。
对于高速列车用铝合金型材,采用熔焊方法最大的缺点是接头冲击韧度低。
对1999年发生在英国Lad 2br oke Gr ove 的列车相撞事故进行详细调查后,专家建议,在铝型材的焊接中采用搅拌摩擦焊接技术替代熔焊[2]。
搅拌摩擦焊技术(fricti on stir welding,FS W )是由英国焊接研究所于1991年发明的一项固相连接新技术[3]。
搅拌摩擦焊接过程中的主要热量来源是摩擦热与塑性变形能。
焊接起始阶段,由于搅拌头与接头金属之间属于"冷"接触,因而摩擦热起主要作用。
某型号发动机壳体热裂纹失效分析
某型号发动机壳体热裂纹失效分析袁钰坤;张鹏博;杨立合;张志正【摘要】某型号发动机铝合金壳体在工艺试验过程中出现热处理裂纹,通过对裂纹失效壳体的化学成分和力学性能进行分析,借助光学显微镜和扫描电镜观察了裂纹的宏观、微观形态及断口形貌,分析了裂纹与金相组织的关系,指出了造成热处理裂纹的主要原因是过烧和第二相粒子夹杂,并提出了预防产生裂纹的措施。
【期刊名称】《金属加工:热加工》【年(卷),期】2016(000)015【总页数】3页(P34-35,36)【关键词】发动机;铝合金;热处理;裂纹分析【作者】袁钰坤;张鹏博;杨立合;张志正【作者单位】航天科工集团第六研究院210所;航天科工集团第六研究院210所;航天科工集团第六研究院210所;航天科工集团第六研究院210所【正文语种】中文某型号发动机壳体(下文简称为壳体)为薄壁多孔筒型结构(见图1)。
2A12铝合金因其具有密度小、比强度高、导电导热性好、耐腐蚀等特点,成为我所某型号发动机壳体的设计选材,采用该材料生产加工的壳体在热处理工艺试验过程中出现裂纹。
本文就开裂情况较严重的壳体展开分析。
(1)热处理裂纹情况统计失效件名称:壳体。
毛坯尺寸:φ320mm×25mm×295mm,2件,材料为2A12-H112厚度为25mm的铝管(热轧)。
壳体加工工序为:材料复验→下料→粗车→钳→热处理→半精车→稳定化处理→数控铣→高低温循环→精车→数控铣→表面处理。
裂纹发生在第一次热处理后(工艺参数:498℃,保温90min,水冷),淬水后目视检测发现2件壳体毛坯均有不同程度的裂纹。
对裂纹最严重的部位目视及着色观察,发现裂纹宏观外貌细直、非连续,两端尖细,裂纹棱边起源,裂纹长度20~30mm;深度2~4mm;裂纹扩展方向垂直于管料的轴向(见图2)(2)失效壳体化学成分和力学性能采用能量色散X射线荧光分析了失效壳体的化学成分,结果如表1所示。
从表1中可看出,材料的化学成分符合技术要求。
6063铝合金壳体系列毛坯冷挤压工艺研究

Keywords : Cold Extrusion; Aluminum Alloy; Orthogonal Experiment; Finite Element Simulation; Mold Design
IV
南昌航空大学硕士学位论文原创性声明
本人郑重声明: 所呈交的硕士学位论文, 是我个人在导师指导下, 在南昌航空大学攻读硕士学位期间独立进行研究工作所取得的成果。 尽我所知, 论文中除已注明部分外不包含他人已发表或撰写过的研究 成果。对本文的研究工作做出重要贡献的个人和集体,均已在文中作 了明确地说明并表示了谢意。本声明的法律结果将完全由本人承担。 学位论文作者签名: 日 期:
1.2 挤压成形工艺的概述和发展现状
1.2.1 挤压工艺概述 [1~5]
挤压工艺,是指将金属毛坯放入预留有孔隙的模具模腔内,在强大的压力和 一定的速度作用下,迫使金属从模腔中挤出,从而获得所需形状、尺寸以及具有 一定力学性能挤压件的一种压力加工成形方法。挤压技术作为一种高效、优质、 低消耗的少无切削加工工艺,在金属材料的塑性加工中获得了迅速发展,目前在
南昌航空大学 硕士学位论文 6063铝合金壳体系列毛坯冷挤压工艺研究 姓名:王孝文 申请学位级别:硕士 专业:材料加工工程 指导教师:王家宣 20070601
摘要
本文对铝合金 6063 的冷挤压工艺进行了研究,研究了模具表面粗糙度、冷 挤压速度、润滑剂种类、挤压材料状态四个工艺参数对冷挤压工艺的影响,通过 正交实验优化了铝合金 6063 的冷挤压工艺参数。此外利用有限元模拟软件 DEFORM 对铝合金 6063 冷挤压过程进行模拟,通过和实验结果相比较获得逼近 实际的边界条件参数, 利用验证的边界条件进一步对传感器壳体和螺塞盖的挤压 工艺进行模拟,分析成形过程中可能产生缺陷的因素,确定了成形工艺方案。 实验结果表明:铝合金 6063 冷挤压的最佳工艺方案为:快速退火的热处理 工艺方案,HB32 左右的挤压材料硬度,选用硬脂酸锌润滑剂,同时要求模具表 面硬度为 HRC60~62,表面粗糙度在 Ra0.4 。这种情况下冷挤压力最小,材料表面 润滑情况最好。 对于杯-杯状的具有阶梯孔的传感器壳体和杯-杆状的螺塞盖,利用实验所 得优化挤压参数等数据和有限元模拟相比较,得到合理的有限元分析边界条件, 分析出产品挤压力和挤压过程中可能出现的工艺问题,并找到解决方案。由模拟 数值和理论计算相比较分析理论计算出现误差的原因。 利用实验和有限元模拟为理论设计提供了更加符合实际工程应用的依据,测 得的挤压力和实际挤压力相差为 0.7%,保证了模具的经济性和安全性,采用通 用模具结构设计,简化了设计工作量,节约了模具成本。本研究结果可以用来指 导实际生产。
某型7A04铝合金壳体裂纹分析
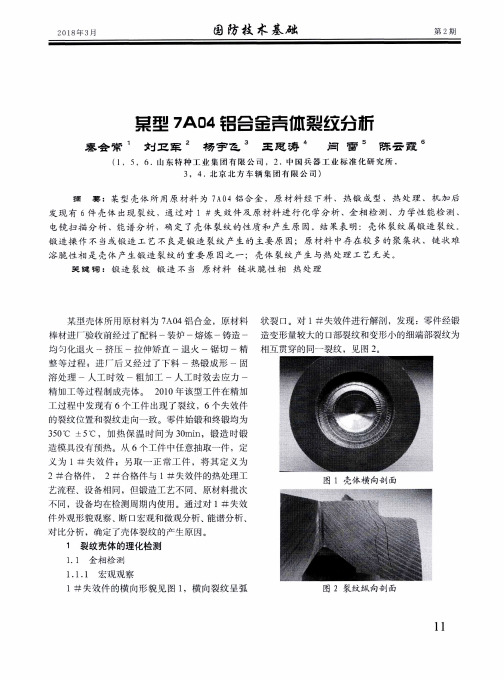
图 6 裂纹 附近的显微 组 织 (纵 截面ቤተ መጻሕፍቲ ባይዱ)
1 2
图 5 材料低 倍 组 织
图 7 2#合 格件 的显微 组 织 (纵 截面 )
2018年3月
国 防 技 术 基 础
第2期
区域呈韧窝断裂 ,沿晶特征并不明显,基体中可见 较 多的点 状 和块状 的 难溶 脆性 相 。
(a) 裂 纹附近 的显微 组 织
摘 娶 :某 型 壳 体 所 用 原 材 料 为 7A 0 4铝 合 金 ,原 材 料 经 下料 、 热 锻 戍 型 、 热 处 理 、机 加 后 发现 有 6件 壳体 出现 裂 纹 ,通过 对 1#失效件及 原材料 进行化 学 分析 、金相检 测 、力学性 能检 测 、 电镜 扫描 分析 、能谱分 析 ,确 定 了壳体 裂纹 的性质 和产生 原 因。结果表 明:壳体 裂 纹属锻造 裂纹 。 锻造操 作 不 当或锻造 工 艺不 良是锻造 裂纹 产生 的主要 原 因; 原材料 中存在较 多的聚 集状 、链 状难 溶 脆 性 相 是 壳体 产 生 锻 造 裂 纹 的 重要 原 因之 一 ; 壳体 裂 纹 产 生 与 热 处 理 工 艺 无 关 。
2#合格 件纵 向组 织见 图 7,2士干合格 件纵 向截面 未
溶 脆 性 相 明 显 比 l#失 效 件 少 。1#失 效 件 裂 纹 附
近的横截面组织见 图 8(a),裂纹沿 晶开裂,裂纹
两 侧 的晶粒 粗 大 呈带状 分 布 ,较 多粗 大 的难 溶 脆性
相 分布于 仅 固溶体上 ;远离 裂纹 处的 晶粒较 细小 ,
国 防 技 术 基 础
第2期
某型 7A04铝合金舂体裂纹分析
黍 会 常 ’ 刘 卫 军 2 杨 字
6061国标成分

6061国标成分(原创实用版)目录1.6061 国标成分概述2.6061 国标的主要成分3.6061 国标成分的特点4.6061 国标成分的应用领域5.结论正文一、6061 国标成分概述6061 铝合金是我国铝合金材料中的一种,其国标成分规定了该材料的化学成分及其含量。
这种合金具有良好的综合性能,包括较高的强度、良好的耐腐蚀性以及良好的焊接性能。
因此,6061 铝合金被广泛应用于各种工业领域。
二、6061 国标的主要成分根据我国国家标准GB/T 3191-2018《铝合金化学成分和力学性能》,6061 铝合金的主要成分包括:铝(Al)99.50%、硅(Si)0.40%、铜(Cu)0.10%、镁(Mg)0.60%、锰(Mn)0.10%、铬(Cr)0.10%、镍(Ni)0.10%。
三、6061 国标成分的特点6061 铝合金国标成分的特点主要表现在以下几个方面:1.高强度:6061 铝合金具有较高的强度,可以满足各种工程结构件的需求。
2.良好的耐腐蚀性:6061 铝合金含有适量的硅、镁和铜等元素,能够形成致密的氧化膜,具有良好的耐腐蚀性能。
3.良好的焊接性能:6061 铝合金的焊接性能较好,可以采用各种焊接方法进行连接。
4.良好的冷加工性能:6061 铝合金具有较好的冷加工性能,可以进行各种冷加工如冲压、拉伸等。
四、6061 国标成分的应用领域由于 6061 铝合金具有优良的综合性能,因此被广泛应用于各种工业领域,如:1.建筑行业:6061 铝合金可用于制作门窗、幕墙等建筑构件。
2.交通运输领域:6061 铝合金可用于制作汽车、船舶、飞机等交通工具的结构件。
3.电子消费品:6061 铝合金可用于制作手机、电脑等电子产品的壳体。
4.机械设备制造:6061 铝合金可用于制作各种机械设备的结构件。
五、结论6061 国标成分的铝合金在各个领域都有广泛的应用,这主要得益于其优良的综合性能。
6061铝合金复合挤压的缺陷分析

准25
图 1 试样挤压前后示意图 Fig.1 Samples before and after extrusion
92
Hot Working Technology 2010, Vol.39, No.17
上半月出版
Casting·Forging·Welding 金属铸锻焊技术
表 2 挤压后三试样对应 H 和 h 值 Tab.2 H and h value of samples after extrusion
1 实验材料及方法
1.1 实验材料 实验原材料为 6061 铝合金, 其化学成分见 表
1。 加工成 3 个尺寸为 准25 mm×H0(H0 分别为 23.1、
表 1 6061 铝合金的化学成分(质量分数,%) Tab.1 Chemical composition of 6061 aluminium alloy(wt%)
在冷挤压过程中, 金属流动具有极大的不均匀 性。外部摩擦、模具结构、零件的各种复杂几何形状、 材料的硬化等, 均使金属的流动更加复杂。 对于这 些问题的深入研究, 是正确设计冷挤压成形方案和 模 具 设 计 的 基 础 ,并 且 有 助 于 保 证 挤 压 件 的 质 量 [2]。
本文通过物理实验和数值模拟两种途径研究 6061 铝合金 H 形复合挤压时金属流动的规律,讨论 工件内的涡流、空洞等缺陷,并提出防止措施。
0 5000 10000 15000 20000
0 1000 2000 3000 4000
行程 / μm
行程 / μm
行程 / μm
图 3 各试样行程载荷曲线
Fig.3 Load - stroke curves of different samples
6061锻造铝合金强度
6061铝合金是一种可热处理强化的中高强度铝合金,它的强度因素主要包括以下几个方面:
1.屈服强度:屈服强度是指材料在拉伸或压缩过程中开始发生塑性变形时的
应力水平。
6061铝合金的屈服强度通常为276MPa。
2.抗拉强度:抗拉强度是指材料在拉力作用下发生断裂之前所能承受的最大
拉应力。
6061铝合金的抗拉强度通常为310MPa。
3.弹性模量:弹性模量是指材料在弹性变形范围内的应力和应变之间的比例
关系。
6061铝合金的弹性模量通常为69GPa。
此外,多向锻造工艺能强列细化晶粒,有效改善材料力学性能。
随着变形道次的增加,6061铝合金材料内部晶粒细化程度和组织均匀性不断增大,力学性能进一步提高,但2道次后增幅逐渐减小。
经4道次多向锻造后,材料硬度和强度明显提高,显微硬度与抗拉强度分别为861HV与223MPa相比于初始铸态,增幅分别为140.5%和102.7%。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
6066铝合金及D60钢爆破壳体的破片分析罗兵辉,柏振海(中南大学材料科学与工程系,湖南长沙 410083)摘要:以挤压、热处理工艺制备的6066铝合金和D60钢圆管型模拟炸弹,在砂坑中进行爆破实验,通过力学性能测试、破片率的评估及扫描电镜对破片断口形貌观察,结合2种材料性质及载荷强度,研究了2种材料在2种不同猛度炸药加载下的膨胀断裂行为,分析了与材料动态断裂行为相关的形貌特征,得出:在爆破压力作用下,2种材料破片断口形貌是拉伸断裂的解理和剪切型的混合断口,但6066铝合金以拉伸型断口为主,约占80%;D60钢以剪切型断口为主,约占70%;6066铝合金综合力学性能比D60钢的低,但其密度小,装药量大,爆破后破片小,破片率大.关键词:破片机理;铝合金;钢;断裂中图分类号:O382.3文献标识码:A文章编号:100529792(2002)0320270204 榴弹或炸弹破片率是衡量其杀伤威力的主要指标之一.创伤机理研究表明[1],当弹体破片的动能达到78.5J 时就会使人致伤,甚至丧命.随着弹药技术的发展,破片初速的提高,人们对创伤机理的认识以及更加完善的杀伤准则的提出,根据比动能准则,破片的质量可以更小.近年来,国外榴弹的杀伤威力、破片率都有了很大的提高,特别是单发炮弹的威力提高,其主要措施是改进弹体的材料.采用合适的弹体材料,可以减薄壁厚多装炸药,使弹丸结构更加合理,以便爆炸所产生的破片质量减少、数量增多、飞散速度增大、杀伤动力增加,充分提高弹丸的杀伤威力.多年来,我国一直沿用前苏联20世纪50年代的D60钢作为弹体材料,该钢杀伤威力较低.70年代后期发展起来的58SiMn ,60Si2Mn 等高强度、高破片率弹体用钢,与传统钢相比,其中C ,Mn ,Si 的含量大幅度提高,有时还加入B ,P 等脆性元素,使钢的强度提高,韧性降低,缺口敏感度增大,以满足高破片率的要求.其缺点是同时增大了钢的冷、热加工的难度.作者采用铝合金作为炸弹壳体材料,与传统弹体材料的D60钢进行比较,分析爆破后破片的特点.1 试验材料和方法试验用材料为D60钢和6066铝合金.经挤压加工后进行热处理,热处理状态分别为调质态和T6态.材料分别加工成拉伸试样、“U ”型缺口冲击试样及圆管型模拟炸弹,圆管规格为:外径80mm ,内径70mm ,长250mm.两者装药种类和密度相同,在专用砂坑中作爆破实验.用KYKY 2800扫描电镜对收集的破片进行断口形貌观察.2 试验结果试验用材料力学性能测试结果见表1,对收集的爆破破片用回归法计算出修正Payman 破碎参数C 0[2],以C 0的平均值评定试验用材料的破片率高低:C 0=(2-lg w )m rm.式中:w 为大于m 的累计破片质量分数;m 为破片质量,分挡的破片最小值;m r 为回收破片的总质量.结果如表2所示,从表1,2可见6066铝合金力学性能参数值比D60钢的小得多,但破片率大幅提高.表1 试验用材料的力学性能实验结果材料热处理状态σ0.2/MPa σb /MPa δ5/%a k /(10-2J ・cm -2)D60调质62093119.21076066AlT 63544011212.8收稿日期:2001-10-10基金项目:国家“九五”军工配套项目(中色科技20000016)作者简介:罗兵辉(1965-),男,湖南浏阳人,中南大学副教授,从事高强、高阻尼耐蚀铝合金研究.第33卷第3期2002年6月 中南工业大学学报J.CE NT.S OUTH UNI V.TECH NO L.V ol.33 N o.3June 2002表2 圆管型模拟弹静爆炸试验结果材料热处理状态炸药种类弹型参数m 炸药/m 金属D /mm h /mmPayman 参数C 0平均值D60调质B 0.16932.610.1118.76066AlT 6B0.71480.08.1206.3 注:m 炸药/m 金属为炸药与金属质量之比;D 为模拟弹外径;h 为壁厚.2.1 D60钢破片断口特征图1所示为D60钢破片断口形貌.拉伸断口的微观形貌具有典型的河流花样形式,这是解理断口的基本特征.观察表明,大部分拉伸断裂源位于靠近外表面的弹壁内部,断裂源紧贴外表面(见图1(a )).产生断裂源的原因有两种,一是晶粒内部的某种缺陷;另一种是夹杂物或机加工刀口形成的应力集中.图1(b )所示为拉伸断裂向内表面扩展的过程中与剪切断裂相通形成过渡区扫描电镜形貌,其断口形貌较复杂.左边接拉伸区,右边接剪切区,剪切断裂最大成45°角与拉伸断裂相通于过渡区.2种断裂相遇时,有的相区形成凹陷和凸起,有的较平缓,推测这些情况与2种裂纹的扩展速率有关[3].图1(c )所示为剪切区的扫描电镜形貌,其宏观形貌有较强的反光能力,微观形貌不甚清晰,一般类似韧窝被拉长的形态.根据宏观断口观察,D60断口以剪切断口为主,大约占2/3,而拉伸断口占1/3.2.2 6066铝合金破片断口特征图2为6066铝合金爆破后断裂扩展扫描电镜照片,扩展过程与D60钢的类似.拉伸断裂源位于靠近外表面的弹壁内部(图2(a )).图2(b )所示为拉伸断(a )—断裂源在外表面内;(b )—过渡区(左边接拉伸断裂,右边接剪切断裂);(c )—剪切断裂区图1 D60钢断裂自外表面向内表面扩展的扫描电镜形貌(a )—断裂源在外表面内;(b )—过渡区(左接拉伸断裂,右接剪切断裂);(c )—剪切断裂区图2 6066铝合金断裂自外表面向内表面扩展的扫描电镜照片172第3期 罗兵辉,等:6066铝合金及D60钢爆破壳体的破片分析裂与剪切断裂相遇而形成的过渡区扫描电镜形貌.其两侧形貌差异比D60的小.图2(c )为剪切区形貌.从宏观断口观察,拉伸区约占80%,剪切区只占20%左右.可见,6066Al 合金以拉伸断口为主.3 讨 论炸弹爆破生成的破片是在高压和高应变率的条件下产生的,这种状态在动态破断过程中出现,拉伸断裂的解理型断口和剪切型断口均符合弹丸破片动态断口的基本特征.从破片外表可看出,弹体在爆破过程的开始阶段存在膨胀过程.图3所示为6066铝合金破片外表面.膨胀使其表面产生大量裂纹,据文献[4],弹丸大约可以膨胀到原始直径的1.5~210倍.在强大的爆轰压力作用下,弹丸的内壁首先产生压缩变形,同时由于弹丸的膨胀,外壁产生周向拉伸应力,这样迫使弹丸处于高应力应变状态.当瞬时应变率达到某特定值时,在弹丸外表附近,在周向拉伸应力的作用下,弹丸壁最薄弱的地区出现裂纹源,随后裂纹迅速成长形成拉伸断裂.此间,内表面在剪切应力作用下,在最大剪切应力面上极快地形成剪切裂纹源,并迅速向外表面扩展.当拉伸裂纹与剪切裂纹相遇时,就形成了通壁断裂,其断裂面即破片的断口.由于拉伸裂纹与剪切裂纹在生核的速率和扩展速率上的差异,导致出现类型不同、形态各异的破片断口.可以认为,当剪切裂纹生核和扩展速率占优势时,主要形成全剪切型破片断口;相反,则形成全拉伸型破片断口.如果拉伸与剪切裂纹生核和扩展速率很接近并能相互连接,就会形成具有不同比例的拉伸与剪切混合型断口.对破片断口进行分析,结果说明,断口形貌与破片质量(或数量)密切相关.全剪切断口的破片较粗大,破片数量会减少;全拉伸型的破片细小,数量增多.对于混合型的破片断口(如D60钢),断口表面剪切型占的比例大者,破片粗大,破片数量图3 6066铝合金外表由于膨胀产生的裂纹减少;断口表面拉伸型为主导者,破片数量增多,如6066Al 合金.影响破片断口形态的因素很多,如弹形、炸药、引爆方式、炸药和弹体金属质量比值、材料的显微组织.特别是组织结构对弹体的破碎性有很大的影响[5].本试验中,后两者都是变化因素.C.R.H og 2gatt 对D60钢显微组织对断口形貌影响进行了分析[628],认为铁素体抑制裂纹扩展,使裂纹尖端钝化,珠光体组织有利于裂纹的扩展.因此,要提高弹的破片率,组织应以珠光体为主,尽量减少铁素体的含量.在剪切变形过程中,因位向不同的晶粒之间的相互约束和牵制,不可能仅沿某一滑移面滑移,而是沿着许多交叉的滑移面滑移.如果变形程度加剧,交叉的滑移面因变形而平滑化,形成如图1(c )、图2(c )所示的“涟波”花样.若裂纹扩展阻碍小(如D60钢),涟波花样也将进一步平坦化,在断面上留下的平坦面,称为“平直区”(见图4(a )).若裂纹扩展遇到障碍,则在剪切面上存在变形不均匀,在剪切面上存在剪切断裂,如图4(b )所示.此类断裂所经历的变形程度较图4(a )所示的大,其断裂时应变也大.另外,由于装药量多,介质中的能量密度较大,导致碎裂严重,形成的破片数也多.(a )—D60钢;(b )—6066铝合金图4 D60钢和6066铝合金剪切区断裂形貌比较4 结 论272中南工业大学学报 第33卷a1传统用弹体材料D60钢具有较高强度及韧性,6066铝合金强度和韧性较低,但6066铝合金密度小,壳体装药量大,爆破后弹体材料破片率大.b1破片动态断口形貌主要形式是拉伸断裂的解理型断口和剪切型断口.2种材料的破片断口均是拉伸与剪切二者的混合型,但D60钢破片断口以剪切型为主,6066铝合金以拉伸型为主.c1在爆破压力作用下,载荷越强,金属发生塑性变形的趋势越大,其断裂时应变越大,同时由于介质中的能量密度越大,导致碎裂越严重,形成的破片数越多.参考文献:[1] 洪昌义.兵器工业高新技术[M].北京:兵器工业出版社,1994.[2] Zuas J A,Nicholas T,S wift H F.碰撞动力学[M].北京:兵器工业出版社,1989.[3] 陈大年.柱壳的高速膨胀断裂[J].爆破与冲击,1987,7(1):27.[4] 华 泰.弹丸作用和设计理论[M].北京:国防工业出版社,1975.[5] 赵文宜.弹丸设计原理[M].北京:北京工业大学出版社,1998.[6] H oggatt C R,Recht R F.Fracture behavior of tubular bombs[J].Journal of Applied Physics,1968,39(3):185621862.[7] 董 瀚,李桂芬,陈南平.高强度榴弹钢的破片机理研究[J].爆破与冲击,1996,16(4):3672372.[8] 胡八一,董庆东,韩长生,等.爆炸金属管绝热剪切断裂的细观研究[J].爆破与冲击,1993,13(4):3052311.Fracture behaviours of bomb ca sings of6066aluminum alloy and D60steelLUO Bing2hui,BO Zhen2hai(Department of Materials Science and Engineering,Central S outh University,Changsha410083,China)Abstract:The fracture behaviours exhibited by tubular bomb casings of6066aluminum alloy and D60steel were investi2 gated in consideration of fragment rate.The results show that shear deformation occurs at the interior surface of the cas2 ing,and tensile deformation occurs at the outer surface under high explosive detonation pressure,but tensile deformation is dominant,i.e.about80%in6066aluminum alloy and shear deformation is dominant,about70%in D60steel.The discrepancy between6066aluminum alloy and D60steel was analyzed.The relations between material characters are als o discussed together with loading2strength and deformation charater.K ey words:fracture behavior;aluminum alloy;steel;fracture372第3期 罗兵辉,等:6066铝合金及D60钢爆破壳体的破片分析。