发电机滑环碳刷发热的原因分析
1 #发电机滑环碳刷烧蚀分析及维修

的柴油机的燃料 ,以满足不 断严 格的排放标 准,
使用 生物柴油 对 于发 展 长寿命 清 洁型 发 动机 具 有 重要 意义 ,积 极 推广 生 物柴 油 是发 展 代用 燃 料 的 重要 方面 。我 国应 当尽 快 制订 推 动生 物 柴 油生 产 和使用 的配套 政策 和产 业 化发 展 战 略 ,并 制定 生
2 4 维 护保养 不 良及 维修 不及 时 .
滑环表面及刷握 内常有碳刷磨损的碳 粉,滑 环工作面与碳刷表 面常有油污杂质。使碳刷与滑
环运行 时接触不 良和 散 热条 件 变 差 ,引 起 滑 环过 热 。碳 刷磨 损过 多未 及 时更 换 ,造 成 碳 刷 压力 不 足 ,使 碳刷 与滑环 之 间发生 打火 ,滑环 打 出熔 点 , 加剧发 热 。由于在 运 行 中 未及 时注 意 碳刷 与滑 环
农 业 与 技 术
21 (8年 1 0 2月
・5 ・ 12
1 发 电 机 滑 环 碳 刷 烧 蚀 分 析 及 维 修 #
于德 志
( 辽宁省汤河水库管理局电厂 ,辽宁 辽阳 110 ) 100
[ 摘 要 ] 河 厂 太 河 游 隶 汤 水 管 局, 装 两台 组 其中1机为3 0 , 节 发电 近 年, 汤 电 位于 子 上 , 属于 河 库 理 共 设 机 。 。 2k 季 性 。 几 0' W
3 处 理 方 法
31 选择恰 当型 号的碳 刷 ,使所 有碳 刷 的型 号相 .
同
碳刷 的 主要 参 数 与 实 际 工 作 要 求 相 差 较 大 , 使碳 刷 的材质 过硬 或过 软 ,从 而对 滑 环 产生 不 良 影 响 ;不 同型 号 的碳 刷 混用 ,使得 不 同型号 碳 刷
发电机滑环电刷异常分析及应急对策

发电机滑环电刷异常分析及应急对策摘要:电刷和滑环是发电机励磁系统的重要组成部分,电刷是用于滑环上作为导入导出电流的滑动接触体,是发电机能量交换的设备。
在运行过程中由于电刷质量、选型及维护不到位等原因,将会出现电刷发热、打火等现象,严重危及发电机的安全运行。
本文通过分析#5机组主励磁机电刷滑环偶尔出现电刷发热、打火产生及演变发展,结合我厂几年来的实践经验,总结出问题处理对策,进一步针对性地提出了出现问题时的维护措施和注意事项。
关键词:电刷滑环发热火花椭圆度1.前言陡河发电厂现运行发电机共计6台,以#5机组为例,#5机组发电机、励磁机电刷压簧均采用直压式结构,其中发电机单极电刷为28只,主励磁机单极原设计为6只。
发电机主励转子额定励磁电压70V,额定励磁电流103A;发电机转子额定励磁电压445V,额定励磁电流1765A;发电机转速3000转/分。
根据华北电网自动电压控制(A VC)系统管理规定,华北电网调[2007]34号文件要求。
(自动电压控制(A VC)是保证电网安全稳定经济运行的重要措施。
是为提高华北电网自动电压控制系统运行质量,确保电网无功、电压控制在良好水平的一个技术措施)。
我厂各机组在自动调节无功方A VC试验后,无功功率升至100KV A后,#5机组主励磁机电刷温度升至110°,机组运行在非安全范围内,其他机组主励磁机电刷在90°左右。
为了保证机组安全运行,相关专业人员对碳刷过热的原因进行分析,并提出了相应的解决方案。
2.电刷发热及打火的原因分析2.1电刷发热的原因分析及处理方法电刷正常运行中温度一般是在45℃~80℃,(温升35℃左右),电刷电流分布整体比较均匀,根据无功的不同每块电刷工作电流在10A~55A左右。
刷握弹簧压力通常在1.2~1.6Kg,各电刷之间的不均压力差应在5%以内,刷握与滑环的距离符合规定值2~4 mm,电刷活动自如且无卡涩现象。
电刷与滑环运行中产生的热量由自然通风散走。
关于发电机电刷发热打火花原因分析

关于发电机电刷发热打火花原因分析摘要:电机和发电机电刷及励磁机电刷电阻系数较小、性能比较稳定,但因受其通流的大小、电刷的压力、周围的环境温度、湿度、清洁度、电刷与滑环表面的磨损以及本身制造工艺等因素影响,在长期运行运行中,若没有在第一时间发现隐患并果断作出判断处理,发生电刷冒火花、环火甚至因电刷原因被迫停机的事件是在所难免的。
关键词:发电机电刷;冒火花;原因;措施一、发生电刷冒火花的原因1、电刷电流密度过大。
实际运行中,若果一两个电刷因机械原因卡涩,弹簧压力不足等原因不出力,为维持正常负荷,通过其他电刷的电流就将增大,在增大通流的电刷中如果有被摩偏的电刷,因跟滑环接触面积减小,接触面通流密度增大。
根据Q=I*IRT,发热量跟电流的平方成正比,积聚的热量无法散发出去时,温度急剧升高,电刷与滑环接触面就会产生火花。
另外火花的产生后,使电刷工作环境更加恶劣,从而恶性循环,使电刷冒火花更严重,多个电刷都有这种情况严重时就会发生环火。
2、电刷压力不均匀或不符合要求。
电刷出厂时厂家都有相关:电刷压力调整到不发生火花的最低压力,经过科学论证和实践总结,最低压力一般为200~300ɡ/c㎡,即0.02~0.03MPa,要求各个电刷之间的压力也要均匀,其差别不超过10。
电机和发电机在长期运行中如果某个电刷摩擦过短,或电刷在刷框内滞卡的情况下,压力将出现不均匀。
此外受机械、弹簧本身受热变软等因素影响造成压力达不到电刷不发生火花的最低理论要求。
还有我们在压紧、提拉碳电刷时,有时靠感觉,没有经验积累,操作误差是很大的。
3、电刷表面不洁。
这一点最让人忽略的,正常运行的电机和发电机电刷密封在密闭的柜子内,两极电刷中间有套在轴上齿轮状轴流风扇,靠转子转动把磨下的石墨碳粉、电刷的发热及时抽走,达到清洁冷却的作用。
如果柜门关不严,或巡检时忘记关门,外面的粉尘伴随着热空气吸进电刷,附着在刷柱上,一方面影响电刷散热。
另一方面电刷发生火花时因刷柱表面不洁,刷柱之间绝缘强度不够很容易环火。
发电机励磁碳刷滑环发热的分析预防和应急处理

磨擦发热 :Q F 、 3 , = _
式中:
44 . 一碳刷接触面形成气膜
F 一碳刷压紧力;
v 一碳刷与滑环的相对运动速度 。 接触 电阻和散流 电阻发热;Q I・ 4 。r =
式中 :
碳刷在允许最大速度下运行,很容易在碳刷接 触面产生气膜和跳动,使流过碳刷的电流不稳定。 在滑环表面开凹槽和磨花碳刷接触面虽然可以破坏
【 关键词l 碳刷滑环 发热 分析预 防 应急处理 、 1 .
1 前言
十里泉发电厂 3 O万 机组励磁方式为静止型 三机励磁系统,发 电机刷架与导电环台二为一,每 个环 由两瓣拼成 ,其材 料为铸硅黄铜。外圆周表面
刷活动 自如且无振动卡涩现象 。碳刷与滑环运行 中
产生的热量由通风系统带走 嘲发热与散热基本达 到平衡 芷常运行状态下,当负荷增加 、电流增大 或个别碳刷工况变差时,温度会有短时少量增加或 者不增加 , 系统能够维持平衡或达到新的平衡状态。
5 发热的处理
.
( )当发热处于初期, 1 发热温度不高,如 ]0 0 ℃
维普资讯
甘
肃
电 力
技 术
发 电机励磁碳 刷滑环发热 的分析预 防 和应 急处理
耿道波
( 华电十里泉发电厂 山东省枣庄市 270 ) 713
【 摘 要l 碳刷和滑环是发 电机动静接触和交换能量的设备 ,是发电机励磁 系统 的重要组成部分.但
运行中由于很多原因, 时常出 现发热现象, 严重危及发电 机的安全速行. 通过分析励磁碳庠 l 】 清琳发热的产生 发展, 起碳刷,滑环发热的因素。 引 鳍舍几年来的实 践经验, 总结出 发 的处理及严量 度热时实 用可行的两种 应急处理方法,取得了很大成效.进一步钟对性地提出了 正常运行的堆护和注意事项. 一
发电机碳刷冒火原因及解决方法

1.设备的性能方面。 2. 运行维护方面。
D172碳刷的特性参数
项目 规格尺寸(mm)
参数 25*32*65(长)
电阻系数(微欧.米) 摩擦系数
一对电刷的接触电压降(V)
10—16 ≤0.2 2.4—3.4
额定电流密度(A/cm2)
12
允许圆周速度(m/s)
70
设备性能方面
应在接近滑环半径的弧面上 进行,有条件的可制作和碳 刷、滑环工作状态相符相近 的工具,进行机械研磨,尽 量增大接触面积,装入刷握 前用棉布将表面擦拭干净, 防止带入砂粒磨损滑环表面。
2.4 碳刷维护清扫
集电环表面和刷握内有碳粉 聚集,会使散热条件变差, 接触电阻增大,温度升高, 集电环与电刷磨损过多,接 触不良,还会使部件的绝缘 性能下降。
1.1 碳刷的允许速率。 1.2 碳刷的载流量。 1. 3 载流的均衡性。 1. 4 碳刷的接触电阻。 1.5 碳刷的硬度。 1.6 碳刷运行中振动 。 1.7 碳刷的通风冷却。
1.1 碳刷的允许速率
滑 环 直 径 为 420mm , 转 子 的 额 定 转 速 为
3000r/min ,
电流 A
28 ~52 20~28,52 ~60 8~20,60 ~72
0~8,72 ~80 80以上
评价
非常好 好
较好 不良
坏
1.4 碳刷的接触电阻
滑环和碳刷的接触电阻,与氧化膜、 材质、温度、压力有关。
更换压簧: 2*0.6 kg⁄ cm2, 2*0.8 kg⁄ cm2
U ,V,单簧
1.5 碳刷的硬度
工作在负极的滑环处于发射电 子的状态,运行时间越长,释放电 子越多,滑环表面也会不光滑,实 地检查也证明了这一点,所以,为 了延长负极滑环的寿命,应该按照 发电机运行时间,平衡正负极滑环 的工作环境,互换滑环极性。
发电机碳刷运行中烧毁原因分析及对策
发电机碳刷运行中烧毁原因分析及对策pengyi摘要碳刷是发电机中动静接触和交换能量的设备,碳刷运行的好坏,直接关系到发电机的运行安全,因此,碳刷的运行问题不容忽视。
关键词碳刷问题分析对策1 引言发电机碳刷运行中冒火花或温度升高是比较常见的故障,若不及时予以消除,将会加剧碳刷磨损和滑环损伤,对安全发电构成直接威胁,甚至会引起机组被迫停机,本文所述就是一起典型的碳刷运行中长期冒火花或温度升高未被发现,而导致大部分碳刷烧毁被迫紧急停机的事故。
通过认真分析事故的原因,制定出相应的对策,可有效防止类似故障的再次发生。
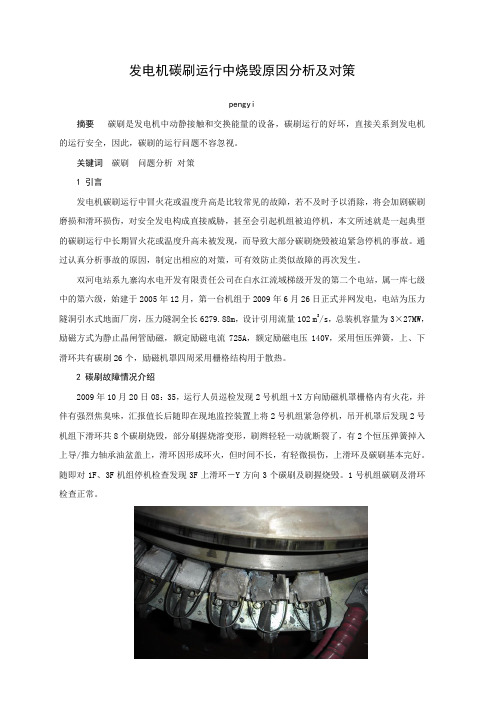
双河电站系九寨沟水电开发有限责任公司在白水江流域梯级开发的第二个电站,属一库七级中的第六级,始建于2005年12月,第一台机组于2009年6月26日正式并网发电,电站为压力隧洞引水式地面厂房,压力隧洞全长6279.88m,设计引用流量102 m3/s,总装机容量为3×27MW,励磁方式为静止晶闸管励磁,额定励磁电流725A,额定励磁电压140V,采用恒压弹簧,上、下滑环共有碳刷26个,励磁机罩四周采用栅格结构用于散热。
2 碳刷故障情况介绍2009年10月20日08:35,运行人员巡检发现2号机组+X方向励磁机罩栅格内有火花,并伴有强烈焦臭味,汇报值长后随即在现地监控装置上将2号机组紧急停机,吊开机罩后发现2号机组下滑环共8个碳刷烧毁,部分刷握烧溶变形,刷辫轻轻一动就断裂了,有2个恒压弹簧掉入上导/推力轴承油盆盖上,滑环因形成环火,但时间不长,有轻微损伤,上滑环及碳刷基本完好。
随即对1F、3F机组停机检查发现3F上滑环-Y方向3个碳刷及刷握烧毁。
1号机组碳刷及滑环检查正常。
图片1:烧毁的碳刷3 故障处理做好2F、3F 机组的安全措施后,将2F机组上滑环与3F上滑环互换,并对3F滑环、刷握上的碳粉进行吹扫,回装后摇测转子绝缘500MΩ,15:40将3F机组并入系统。
2009年10月21日待碳刷备品到后将2F机组烧坏的碳刷和刷握全部更换,对2F机组滑环、碳刷等上的碳粉进行清扫,对下滑环回装后摇测转子绝缘500MΩ,09:39将2F机组并入系统。
发电机碳刷打火的原因
发电机碳刷打火的原因有以下几点:
•碳刷长时间使用而未及时更换,碳刷磨损变短。
造成碳刷电阻减小,流过碳刷的电流相应增大,碳刷发热量增加,当发热量持续增加,碳刷将发生打火现象。
•碳刷材质不合格。
当碳刷材质过软,碳刷在机组运行时将会因与滑环摩擦而产生大量碳粉,大量碳粉长时间堆积在刷握中,在油雾化较为严重的环境中使碳刷与滑环散热条件变差,从而引起碳刷过热造成打火。
当碳刷材质过硬,碳刷与滑环之间的摩擦力过大引起碳刷打火,摩擦力持续过大,碳刷、滑环将会受到极大损伤,严重时将会烧坏碳刷与滑环。
•弹簧性能下降。
自卷式恒压弹簧因长期受热易发生弹性形变,弹性形变造成弹簧弹性性能下降,从而使弹簧对碳刷的压力减小,使得碳刷与滑环实际接触面可能存在间隙,造成碳刷与滑环接触不良,碳刷接触电阻增加,励磁电流分配不均匀度增大,电流分配过大的碳刷将会因过热而引起碳刷打火。
发电机滑环冒火原因探讨及在线处理
发电机滑环冒火原因探讨及在线处理【摘要】本文简述了我厂#1、2发电机滑环表面频繁灼伤以及滑环冒火现象的发生过程,对滑环表面灼伤及冒火的的原因进行了分析,对发电机滑环表面灼伤的在线处理及发电机滑环的运行和维护提出了自己的建议。
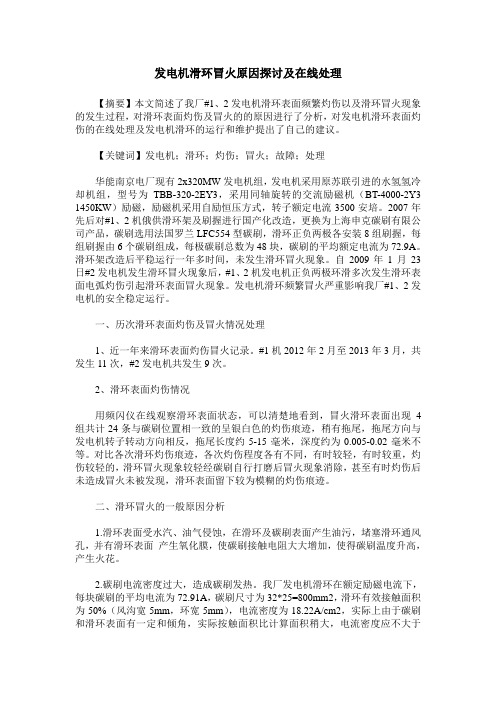
【关键词】发电机;滑环;灼伤;冒火;故障;处理华能南京电厂现有2x320MW发电机组,发电机采用原苏联引进的水氢氢冷却机组,型号为TBB-320-2EY3,采用同轴旋转的交流励磁机(BT-4000-2Y3 1450KW)励磁,励磁机采用自励恒压方式,转子额定电流3500安培。
2007年先后对#1、2机俄供滑环架及刷握进行国产化改造,更换为上海申克碳刷有限公司产品,碳刷选用法国罗兰LFC554型碳刷,滑环正负两极各安装8组刷握,每组刷握由6个碳刷组成,每极碳刷总数为48块,碳刷的平均额定电流为72.9A。
滑环架改造后平稳运行一年多时间,未发生滑环冒火现象。
自2009年1月23日#2发电机发生滑环冒火现象后,#1、2机发电机正负两极环滑多次发生滑环表面电弧灼伤引起滑环表面冒火现象。
发电机滑环频繁冒火严重影响我厂#1、2发电机的安全稳定运行。
一、历次滑环表面灼伤及冒火情况处理1、近一年来滑环表面灼伤冒火记录。
#1机2012年2月至2013年3月,共发生11次,#2发电机共发生9次。
2、滑环表面灼伤情况用频闪仪在线观察滑环表面状态,可以清楚地看到,冒火滑环表面出现4组共计24条与碳刷位置相一致的呈银白色的灼伤痕迹,稍有拖尾,拖尾方向与发电机转子转动方向相反,拖尾长度约5-15毫米,深度约为0.005-0.02毫米不等。
对比各次滑环灼伤痕迹,各次灼伤程度各有不同,有时较轻,有时较重,灼伤较轻的,滑环冒火现象较轻经碳刷自行打磨后冒火现象消除,甚至有时灼伤后未造成冒火未被发现,滑环表面留下较为模糊的灼伤痕迹。
二、滑环冒火的一般原因分析1.滑环表面受水汽、油气侵蚀,在滑环及碳刷表面产生油污,堵塞滑环通风孔,并有滑环表面产生氧化膜,使碳刷接触电阻大大增加,使得碳刷温度升高,产生火花。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
发电机滑环碳刷发热的原因分析
首先,滑环接触不良是导致发电机滑环碳刷发热的一个重要原因。
滑
环是将电机转子与外部电路连接的关键部件,如果滑环与电刷之间的接触
不良,就会导致电流传输不畅,从而产生局部发热。
接触不良的原因可能
是滑环表面积氧化、灰尘积累、油污等,这些杂质会阻碍电流的正常传输。
其次,滑环磨损也会导致发电机滑环碳刷发热。
滑环与电刷之间的接
触会产生摩擦,长时间的摩擦会造成滑环表面磨损,使接触面积减小,电
流通过的截面积减小,从而导致局部发热。
滑环磨损可能是因为使用时间
过长,或滑环材质选择不合适,硬度不够导致的。
另外,电流超载是发电机滑环碳刷发热的常见原因之一、当电机工作
过载,电流超过滑环和电刷的额定负荷时,就会发生局部过热。
电流超载
的原因可能是电机负载过大,或过电压等原因。
此外,电刷磨损也会导致发电机滑环碳刷发热。
电刷作为连接电源与
滑环的导电元件,长时间的使用会使电刷磨损,导致电刷长度减少,与滑
环的接触面积减小,从而引发局部发热。
电刷压力不合适也可能导致发电机滑环碳刷发热。
电刷在工作过程中
需要与滑环保持一定的接触压力,如果压力过大,会导致电刷与滑环之间
的摩擦增大,产生过多的热量。
而压力过小则会造成接触不良,从而导致
电刷发热。
最后,电刷接触面积过小也可能是发电机滑环碳刷发热的原因之一、
电刷与滑环之间的接触面积过小,会导致通过的电流密度增大,从而产生
过多的热量。
综上所述,发电机滑环碳刷发热的原因可以从滑环接触不良、滑环磨损、电流超载、电刷磨损、电刷压力不合适、电刷接触面积过小等多个方面进行分析。
为了避免这些问题,应定期检查和保养发电机,并及时修理和更换滑环和电刷等关键部件。