快速夹具彩图及技术参数介绍(完整版)
夹具设计说明书
机械制造夹具设计说明书学院: 机械与电气工程学院班级:机械姓名:学号:完成日期:2014 年12 月20 日夹具的用途:为了提高劳动生产率,保证加工质量,需要设计一些稳固工件以便于加工的夹具,本夹具具有两个用途:通过两个V形夹夹住圆柱类工件进行定心,用来钻孔等,防止工件在加工过程中震动;还可以用来固定圆柱类工件进行手工加工,如锯,打磨等。
本夹具夹住工件的尺寸要求应在Ф32-Ф40之间。
夹紧机构:在确定夹紧的方向、作用点的同时,要确定相应的夹紧机构。
确定夹紧机构要注意以下几方面的问题:1.安全性:夹紧机构应具备足够的强度和夹紧力,以防止意外伤及夹具操作人员。
2.手动夹具夹紧机构的操作力不应过大,以减轻操作人员的劳动强度。
3.夹紧机构的行程不宜过长,以提高夹具的工作效率。
4.手动夹紧机构应操作灵活、方便。
结构分析:所设计的夹具装配图如下所示:零件组成:1 V形块夹爪:用来夹住工件的零件,它夹住工件的两个面粗糙度不宜过低,因为限制工件自由度的有些就要靠摩擦力限制的。
2 压缩弹簧:可以使两个V形夹爪自动松开,型号为2×8×40右3 夹爪轴:装配有套筒,轴承套,螺母,垫圈,与夹爪具间隙配合,承受的载荷很大,冲击力主要来源于加工零件时对夹爪的载荷的变化,因而轴的材料应具有很高的耐冲击和耐磨强度。
4.轴套:这个轴承套是套在夹爪轴上的5.标准螺母:代号为GB/T 6170-2000 M10,夹具中共用了6个。
6.隔套:是套装夹爪上用来防止夹爪轴滑动的,一边顶住在机座上。
7.弹簧垫圈:代号为GB/T 859-1987 M10,主要是用来防松的8.双面偏心轮:两个夹爪的转动就是靠双面凸轮的转动来实现转动以夹住工件的,其外圆弧表面的粗糙度要低,并且耐磨强度很高,因为其要和推杆摩擦滑动来运作的。
其上键槽是与型号为键 5×12 GB/T 1096-2003相配合的。
9.推杆:上面有方形凸起,可以防止在工作过程中发生转动,半圆表面是与双面偏心轮相切配合,为高副接触,集中力很大,特别是有冲击力时容易出现塑性变形,于是所用材料必须是耐磨,硬度很高的。
典型夹具

(2)双支承导向镗模
2)镗模后引导的双支承导向
L1>(1.25~1.5)L2
L2<5d且取H1=H2=(1~2)d (d为镗杆导向部分直径)
图7-101 镗模后引导的双支承导向
2.镗床夹具的结构特点及设计
图7-102 镗削车床尾座孔用的镗模 1-支架 2-镗套 3、4-支承板 5-压板 6-夹紧螺钉 7-可调支承
2.镗床夹具的结构特点及设计
镗模支架
a)
b)
图7-103 镗模支架与底座和夹紧反力的关系
1-夹紧螺钉 2-支架 3-工件
2.镗床夹具的结构特点及设计
镗模底座
表7-3 镗模底座的结构及其尺寸(mm)
LB H A a b c h e 按工 ( (1 10 20 5 20 3 件大 1/6 ~ ~ ~ ~ ~ ~ 小定 ~ 1.5 20 30 8 30 5
图7-95 圆周进给式靠模铣夹具结构原理图 1-铣刀 2-工件 3-靠模板 4-回转工作台 5-滑座 6-夹具体 7-支架 8-滚子 9-重锤
(3)靠模铣床夹具 2)圆周进给铣床靠模夹具
图7-96 立式铣床用的回转式靠模铣夹具 1-工件 2-靠模板 3-转台 4-溜板箱 5-蜗杆 6-滑座 7-可调滚子 8-支座 9-弹簧 10-手轮
做出与之相配合的凸台表面,以减少刮研工作量。
2.镗床夹具的结构特点及设计
镗模底座设计时,还需注意以下几点: 3)为便于起吊搬运,应在底座的适当位置上设置起吊
孔。 4)铸件毛坯在粗加工后,需时效处理。
7.6.4 组合夹具
1.组合夹具的特点
什么是组合夹具?
组合夹具就是由一套预先制造好的各种不同形状 、不同规格尺寸、具有完全互换性及高耐磨性(可 使用15年以上)的标准元件所组装成的专用夹具。
快速夹具 球锁装置
助,反而会造成定位干涉。(也适用于定位 的轴,钻通孔(轴径需增加约0.76mm)即
销)
可。
问:最佳重复定位精度是多少?
答:如果两个定位孔(接受套)之间的中 心距偏差在±0.005mm之内并且使用两个一 级定位套,那么重复定位精度可以保持在 ±0.013mm。
问:一级和二级定位套有什么区别?
答:一级和二级定位套之间唯一的区别在 于二级定位套直径公差较大以适应夹具上 较宽的中心距公差。
问:球锁轴能否在热环境中工作?
答:轴是用合金钢制成的,热处理至 40-45Rc,能承受200°C的高温。然而, 卡住球体的“O”型圈却会分解。
注意:板的热膨胀会影响中心距的公差 以及重复定位精度。
Jergens USA: Telephone +1 216 486-5540 • Fax +1 216 481-6193 • E-mail info@ •
LITE LOCKTM轻型装夹系统............ 1.34-35
1.1
1
Ball LockTM 球锁快速装夹系统
球锁装配系统可用于以下场合中 实现夹具快速更换: •数控机床 •组合夹具平台 •冲压 •加工装配 •注塑成型 •打包机 •装配机 •电火花加工 •机器人 •焊接夹具
水泥抗压夹具
40mm×40mm水泥抗压夹具使用说明书无锡建材仪器机械厂一.用途本夹具是为我国国家标准GB/T17671-1999《水泥胶砂强度检测方法(ISO 法)》而设计的配套仪器。
该仪器符合建材行业标准JC/T638-1997并等效采用ISO679:1989(E)4.2.8标准,用于水泥抗压强度试验。
二.主要技术参数1.上、下压力板长度40±0.1mm。
2.夹具外形尺寸φ100×165mm。
3.夹具总重约5kg。
三.结构(见图)本夹具具有坚固的夹具体(1),在夹具体(1)下部孔内固定着下压力板(2),用作承放水泥试块之用。
在下压力板(2)上装有二只定位销(3),用于试块定位。
夹具体(1)上部孔内紧配衬套(7),衬套(7)内装有上球座(10),上球座(10)在孔内能自由轴向移动和转动。
上压力板(4)由挂簧销(5),拉簧(6),螺母(8),球面圆柱头螺钉(9),相互连接,挂吊在夹具体(1)上,并与上球座(10)球面接触,以保证试块上、下平面不平行时,使上压力板能自动回转,使其平面与试块上平面紧密接触,在上压力板(4)一侧装有导向圆销,插入夹具体(1)中部长槽内,使上压力板(4)不能在水平面转动。
通过旋转球面圆柱头螺钉(9)可调整上压力板的高低位置。
上、下压力板之距一般调整为45~50,当试块加压时,上球座(10)受力向下移动,使上压力板(4)接近试块上平面,卸压后由于拉簧(6)作用,上压力板(4)能自动复位。
四.使用与维护本夹具适用于任何类型的压力试验机,使用时应将本夹具安放在压力试验机下压力板上,由夹具底部Ф8孔定位以对中心位置,然后把上、下压力板平面上擦干净,放入水泥试块,试块宽的一边紧靠定位销(3)调整压力试验机的上压力板与夹具的上球座(10)的上平面接触,便可以加压,记录试块压碎时压力试验机的示值单位:N,除以试块面积(40×40=1600mm2)即可很方便地求出抗压强度单位:MPa。
夹具知识点

夹具知识点夹具是一种用于固定和支撑工件的装置,广泛应用于各个行业的生产制造过程中。
它们在加工过程中起着关键的作用,帮助提高生产效率、保证产品质量,并提供安全的工作环境。
本文将从夹具的定义、分类、设计和应用等方面,介绍夹具的相关知识点。
一、夹具的定义夹具是一种用于固定和支撑工件的装置,它能够确保工件在加工过程中的稳定和准确。
夹具可以通过固定和支撑工件,使其在加工过程中保持正确的位置和姿态,从而保证产品的加工质量。
二、夹具的分类夹具可以根据不同的特点和功能进行分类,主要包括以下几种类型。
1.机械夹具:机械夹具是一种通过机械原理来固定和支撑工件的装置。
它通常包括夹具本体和夹具部件,通过调整夹具部件的位置和角度,来适应不同形状和尺寸的工件。
2.液压夹具:液压夹具是一种通过液压原理来固定和支撑工件的装置。
它利用液体的压力来产生固定力,从而保证工件在加工过程中的稳定性。
3.气动夹具:气动夹具是一种通过气动原理来固定和支撑工件的装置。
它利用气体的压力来产生固定力,从而保证工件在加工过程中的稳定性。
三、夹具的设计夹具的设计是夹具制造过程中的关键环节,它直接影响着夹具的性能和使用效果。
在夹具设计过程中,需要考虑以下几个方面。
1.工件形状和尺寸:夹具的设计应根据工件的实际形状和尺寸来确定,确保夹具能够完全固定和支撑工件。
2.加工精度要求:夹具的设计应考虑到工件的加工精度要求,确保夹具能够提供足够的刚性和稳定性,以满足工件的加工要求。
3.操作便捷性:夹具的设计应考虑到操作的便捷性,使操作人员能够轻松地进行夹具的安装和调整。
四、夹具的应用夹具广泛应用于各个行业的生产制造过程中,主要包括以下几个方面。
1.金属加工:在金属加工过程中,夹具能够固定和支撑工件,保证工件的加工精度和加工质量。
2.木工加工:在木工加工过程中,夹具能够固定和支撑木材,使操作人员能够方便地进行木工加工。
3.塑料加工:在塑料加工过程中,夹具能够固定和支撑塑料制品,保证塑料制品的加工精度和质量。
夹具设计说明书参考
精铣两端小头孔上端面夹具设计说明书为了提高装夹的效率,实现大量生产。
并保证加工质量,降低生产的成本,减轻工人的劳动强度。
需要设计专用夹具。
根据工艺规程设计安排,040工序为精铣两端小头孔上端面,所选夹具为专用铣床夹具。
通过跟老师商量,选择本道工序的夹具作为主要设计内容。
本夹具将用于XA6132铣床。
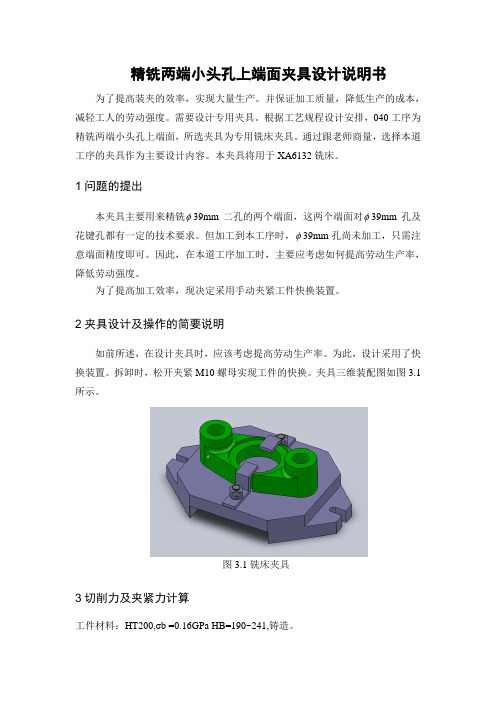
1问题的提出本夹具主要用来精铣φ39mm二孔的两个端面,这两个端面对φ39mm孔及花键孔都有一定的技术要求。
但加工到本工序时,φ39mm孔尚未加工,只需注意端面精度即可。
因此,在本道工序加工时,主要应考虑如何提高劳动生产率,降低劳动强度。
为了提高加工效率,现决定采用手动夹紧工件快换装置。
2夹具设计及操作的简要说明如前所述,在设计夹具时,应该考虑提高劳动生产率。
为此,设计采用了快换装置。
拆卸时,松开夹紧M10螺母实现工件的快换。
夹具三维装配图如图3.1所示。
图3.1铣床夹具3切削力及夹紧力计算工件材料:HT200,σb =0.16GPa HB=190~241,铸造。
加工要求:精铣两小头孔上端面机床:X6140卧式铣床。
刀具:高速钢镶齿三面刃铣刀,φ22.5mm ,z=20,则 F=F F F F w q o u e y z d za f n a c f x p F (见《切削手册》表3.28)式中:650=C F ,mm p 1.3a =,0.1=F x ,mm f z 08.0=,72.0=F y ,mm a e 40= (在加工面上测量的近似值)6.80u F =,mm 225d 0=,6.80=F q ,0=F w ,20=z ,所以 )(N 145622520408.00.13650F 6.806.802.70=⨯⨯⨯⨯= 由计算可知所需实际夹紧力不是很大,为了使其夹具结构简单、操作方便,决定选用手动螺旋夹紧机构。
查参考文献[12]1~2~26可知移动形式压板螺旋夹紧时产生的夹紧力按以下公式计算:螺旋夹紧时产生的夹紧力按以下公式计算有:)(210ϕαγϕγ++'=tg tg QL W z 式中参数由参考文献[12]可查得:6.22γ'= 2.76z r = 901=ϕ 0592'= ϕ '229α=其中:33()L mm = )(80N Q =螺旋夹紧力:04748.2()W N =该夹具采用螺旋夹紧机构,用螺栓通过弯板压紧工件,受力简图如3.2.由表2621--得:原动力计算公式 001K L W W l η=⋅⋅ 即:004748.2330.989032.75()17K W L W N l η'⨯⨯==≈ 由上述计算易得: F >>'K W由计算可知所需实际夹紧力不是很大,为了使其夹具结构简单、操作方便,决定选用手动螺旋夹紧机构。
组合夹具参数
组合夹具概述一、组合夹具性质及特点(一)组合夹具性质组合夹具是在机床夹具元件通用化、标准化、系列化的基础上发展起来的新型夹具。
它是由预先制造好的标准化组合夹具元件,根据被加工工件的工序要求组装而成的。
因此组合夹具具有通用性和专用性双重性质,即组成夹具的元件是通用性的元件,而一但组装成成套夹具即为专用夹具。
组合夹具结构灵活多变,元件长期重复使用。
因此。
其主要元件比其它型式的夹具零件具有高精度、高强度、高硬度、耐磨性高的特点,单个元件功能多样,并有完全互换性。
组合夹具元件周而复始循环使用的特点与专用夹具使用规律形成明显差异:专用夹具:设计------制造------使用-----报废组合夹具:元件库------组装------使用------拆卸-------清洗油封-------元件库(二)组合夹具特点根据组合夹具是由能重复使用的标准化元件组装而成的夹具特点,故元件之间的联接要求应定位准确、联接可靠、装拆方便。
槽系组合夹具元件之间定位联接是采用高精度的槽、键定位、螺栓紧固。
GB2804-81《组合夹具元件结构要素》中规定,我国槽系组合夹具的键槽和T型槽的定位尺寸有三种:8H7、12H7和16H7;螺栓采用M6、M8、M12*1.5T和M16*1.5构成微型、小型、中型、大型四个系列的槽系组合夹具元件系列。
采用组合夹具可在以下几个方面取得明显的技术经济效果:a.加速新产品试制,缩短生产周期;b.节约夹具设计、制造工时和材料,从而降低了产品的制造成本;c.保证产品的加工质量,提高新产品试制和小批量生产中工艺装备系数;d.可以大量替代工装生产中的二类工具;e.为复杂的专用夹具结构设计提供模拟试验夹具;f.节约夹具存放的库存面积。
(三)组合夹具的适用范围组合夹具适用于各个机械制造部门。
其广泛性在机械加工中已无所不及,在机床工具、纺织、石油、化工、矿山、冶金、农业、医疗、食品、造纸等机械以及汽车、铁路机车、船舶等制造行业中,特别是在军工航空航天产品施工中应用组合夹具均取得了很好的技术经济效果。
铣床夹具设计 PPT(22页)
铣床专用夹具的设计特点和要求
由于铣削过程不是连续切削,极易产生铣削振 动。铣削的加工余量一般较大,铣削力也较 大,且方向是变化的,因此设计时要注意:
• 夹具要有足够的刚度和强度; • 夹具要有足够的夹紧力,夹紧装置自锁性要好
• 夹紧力应作用再工件刚度较大的部位上,且作用
点和施力方向要恰当;
• 夹具的重心应尽量低,高度与宽度之比应不大于
1~1、25;
• 要有足够的排屑空间。切削和冷却液能顺利排除,
必要时可设计排屑孔。
铣床专用夹具的设计特点和要求
为了调整和确定夹具相关于机床的位置及工件 相关于刀具的位置,铣床夹具应设置定位键和对 刀装置:
–定位键与工作台T型槽可用单面贴合,当定位精度要求高 或是重型夹具,可在夹具体的侧面设置一个找正基面;
– 小型夹具可只用一个长的矩形键; – 两定位键的距离应尽量远一些; –加工没有相对位置要求的平面时,不需设置定位键,但若
铣削扭矩较大时,设置定位键可减轻夹紧螺栓的负荷; –对刀装置应设计在便于对刀的位置,并应在工件的切入一
端。
第二部分 铣床夹具设计实例分析
研究原始资料,明确设计任务
工件为一水泵叶轮, 要求设计一副铣床夹 具,用在卧式铣床上 加工两条互成90°的 十字槽,如图所示: 工件三维结构图
–由于工作台按直线进给方式运动,可加工平面、直角 面和各种槽等。
圆周进给的铣床夹具
–铣床工作台做连续的回转运动,配合采纳气动或液压 等高效夹紧装置,生产率高,可加工平面,适用于大批 量生产。
靠模仿行铣床夹具
–机床工作台的主进给运动和由靠模获得的辅助运动 形成的仿行运动,采纳靠模夹具可再一般万能铣床上 加工出所需的成形面。
• 定位键位置如图所 示。