注塑问题及解决办法
注塑成型常见问题与解决方法

注塑成型常见问题与解决方法英文回答:Injection molding is a widely used manufacturing process in which molten material is injected into a mold cavity to form a desired shape. However, like any manufacturing process, it is not without its challenges. In this article, I will discuss some common problems encountered in injection molding and their corresponding solutions.1. Sink marks: Sink marks are depressions or dents on the surface of the molded part caused by uneven cooling. This problem often occurs in thick sections of the part. To solve this issue, adjusting the processing parameters such as cooling time, temperature, and pressure can help. Additionally, modifying the design by adding ribs or gussets can also help distribute the material more evenly.2. Short shots: Short shots are incomplete fillings ofthe mold cavity, resulting in parts with missing sections. This problem can be caused by inadequate material flow, low injection pressure, or insufficient injection time. To address this issue, increasing the injection pressure, extending the injection time, or adjusting the mold temperature can help achieve a complete fill.3. Warpage: Warpage refers to the deformation ortwisting of the molded part after it has cooled down. Itcan be caused by non-uniform cooling, improper gate location, or excessive residual stress. To minimize warpage, optimizing the cooling system, adjusting the gate location, and incorporating stress-relieving features into the design can be effective solutions.4. Flash: Flash is the excess material that escapes between the mold halves, resulting in unwanted thin layersof material on the part. This problem can occur due to excessive injection pressure, worn-out molds, or misalignment of the mold halves. To eliminate flash, reducing the injection pressure, repairing or replacingworn-out molds, and ensuring proper alignment of the moldhalves are necessary steps.5. Burn marks: Burn marks are discolored or burnt areas on the surface of the molded part caused by excessive heat during the molding process. This problem can be caused by high melt temperature, excessive residence time, or overheating due to prolonged injection time. To prevent burn marks, lowering the melt temperature, reducing the residence time, or optimizing the cycle time can be effective measures.中文回答:注塑成型是一种广泛应用的制造工艺,通过将熔融材料注入模具腔中形成所需的形状。
注塑中产生的问题及解决办法——披锋.doc
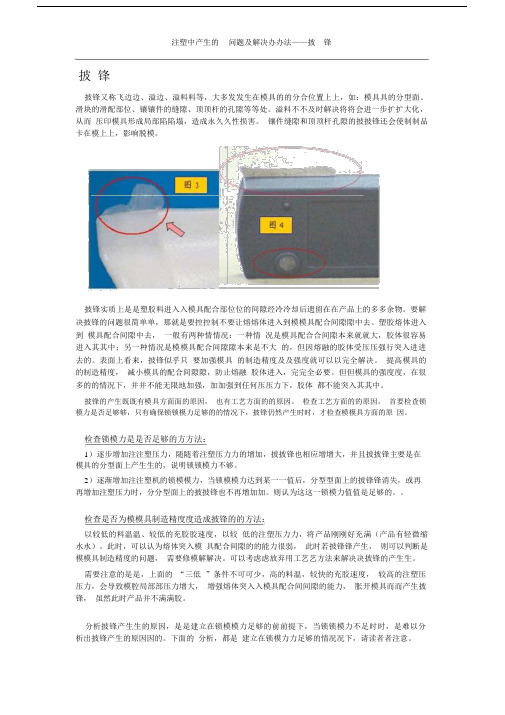
披锋披锋又称飞边边、溢边、溢料料等,大多发发生在模具的的分合位置上上,如:模具具的分型面、滑块的滑配部位、镶镶件的缝隙、顶顶杆的孔隙等等处。
溢料不不及时解决将将会进一步扩扩大化,从而压印模具形成局部陷陷塌,造成永久久性损害。
镶件缝隙和顶顶杆孔隙的披披锋还会使制制品卡在模上上,影响脱模。
披锋实质上是是塑胶料进入入模具配合部位位的间隙经冷冷却后遗留在在产品上的多多余物。
要解决披锋的问题很简单单,那就是要控控制不要让熔熔体进入到模模具配合间隙隙中去。
塑胶熔体进入到模具配合间隙中去,一般有两种情情况:一种情况是模具配合合间隙本来就就大,胶体很容易进入其其中;另一种情况是模模具配合间隙隙本来是不大的,但因熔融的胶体受压压强行突入进进去的。
表面上看来,披锋似乎只要加强模具的制造精度及及强度就可以以完全解决。
提高模具的的制造精度,减小模具的配合间隙隙,防止熔融胶体进入,完完全必要。
但但模具的强度度,在很多的的情况下,并并不能无限地加强,加加强到任何压压力下,胶体都不能突入其其中。
披锋的产生既既有模具方面面的原因,也有工艺方面的的原因。
检查工艺方面的的原因,首要检查锁模力是否足够够,只有确保锁锁模力足够的的情况下,披锋仍然产生时时,才检查模模具方面的原因。
检查锁模力是是否足够的方方法:1)逐步增加注注塑压力,随随着注塑压力力的增加,披披锋也相应增增大,并且披披锋主要是在模具的分型面上产生生的,说明锁锁模力不够。
2)逐渐增加注注塑机的锁模模力,当锁模模力达到某一一值后,分型型面上的披锋锋消失,或再再增加注塑压力时,分分型面上的披披锋也不再增加加。
则认为这这一锁模力值值是足够的。
检查是否为模模具制造精度度造成披锋的的方法:以较低的料温温、较低的充胶胶速度,以较低的注塑压力力,将产品刚刚好充满(产品有轻微缩水水)。
此时,可以认为熔体突入模具配合间隙的的能力很弱,此时若披锋锋产生,则可以判断是模模具制造精度的问题,需要修模解解决。
注塑产品缺陷解决对策

原因分析
塑胶熔体流入分模面或镶件配合面将发生-Burring。
锁模力足够,但在主浇道与分流道会合处产生薄膜状多余胶料为Flash
披峰(毛边)---Burring & Flashing 对策 锁模力不足,射入型腔的高压塑胶使分模面或镶件配合面产生间隙,塑胶熔体溢进此间隙。 模具(固定侧)未充分接触机台喷嘴,公母模产生间隙。(没装紧) 模温对曲轴式锁模系统的影响。 提高模板的强度和平行度。 模具导柱套摩损/模具安装板受损/拉杆(哥林柱)强度不足发生弯曲,导致分模面偏移。 异物附着分模面。排气槽太深。 型腔投影面过大/塑胶温度太高/过保压。
注射
准备
后处理
模塑料
注塑机
注塑模
压力
温度
时间
注塑成型模具
注塑成型模具
注塑成型模具
注塑成型模具
注塑成型模具
注塑材料
具有塑性的高分子材料即合成树脂,以高聚物为主要成分,用相同或不相同的低分子化合物聚合成高分子材料,而不析出低分子副产品。热塑性塑料受热时,是通过物理变化使其几何形体发生变化,能反复加热软化和冷却硬化的材料。选材要考虑它的工艺性、热性能、电性能、力学性能、老化性能等。
工艺性
热性能
电性能
力学性
塑料选材
老化性
STEP1
STEP2
STEP3
STEP4
塑料受热膨胀,体积增大、分子间距离增加、分子链变得更容易活动、黏度下降、异性取向减少(方向性排列增加)。
高聚物熔体的黏性流动,主要是分子链之间发生的相对位移,分子质量越大,固态的力学强度越好,粘流态的黏性较高、流动性差。
提高注塑件的精度,主要依赖模具的设计与制造;而保证注塑件的质量主要是靠注射工艺的控制,与流道系统关系密切。
注塑生产中常见的问题

注塑生产中常见的问题1. 刚开机时产品跑披锋,生产一段时间后产品缺胶的原因及解决方案。
刚开机时注塑机料管内的熔胶由于加热时间长,熔胶粘度低,流动性好,产品易跑披锋,生产一段时间后由于熔胶不断把热量带走,造成熔胶不足,粘度大,流动性差,使产品缺胶。
在生产一段时间后,逐渐提高料管温度来解决。
2. 在生产过程中,产品缺胶,有时增大射胶压力和速度都无效,为什么?解决方法?是因为生产中熔胶不断把热量带走,造成熔胶不足,胶粘度大,流动性差,使产品缺胶。
提高料管温度来解决。
3. 产品椭圆的原因及解决方法。
产品椭圆是由于入胶不均匀,造成产品四周压力不匀,使产品椭圆,采用三点入胶,使产品入胶均匀。
4. 精密产品对模具的要求。
要求模具材料刚性好,弹变形小,热涨性系数小。
5. 产品耐酸试验的目的产品耐酸试验是为了检测产品内应力,和内应力着力点位置,以便消除产品内应力。
6. 产品中金属镶件受力易开裂的原因及解决方法。
产品中放镶件,在啤塑时由于热熔胶遇到冷镶件,会形成内应力,使产品强度下降,易开裂。
在生产时,对镶件进行预热处理。
7. 模具排气点的合理性与选择方法。
模具排气点不合理,非但起不到排气效果,反而会造成产品变形或尺寸变化,所以模具排气点要合理。
选择模具排气点,应在产品最后走满胶的地方和产品困气烧的地方开排气。
8. 产品易脆裂的原因及解决方法。
产品易脆裂是产品使用水口料和次料太多造成产品易脆裂,或是料在料管内停留时间过长,造成胶料老化,使产品易脆裂。
增加新料的比例,减少水口料回收使用次数,一般不能超过三次,避免胶料在料管内长时间停留。
9. 加玻纤产品易出现泛纤的原因及解决方法是由于熔胶温度低或模具温度低,射胶压力不足,造成玻纤在胶内不能与塑胶很好的结合,使纤泛出。
加高熔胶温度,模具温度,增大射胶压力。
10. 进料口温度对产品的影响。
进料口温度的过高或过低,都会造成机器回料不稳定,使加料量不稳定,而影响产品的尺寸和外观。
注塑机机械手的常见故障及解决方法

注塑机机械手的常见故障及解决方法注塑机机械手在长时间的使用过程中难免会显现一些小问题,当机器显现问题后,我们应当如何正确处理呢?下面就由科曼斯售后刘工为大家针对注塑机机械手使用过程中的常见问题作以归纳和计划,教你轻松快速处理后注塑机机械手的故障问题。
故障1:使用机械手时注塑机不锁模。
检查疑点:1:注塑机马达没开。
2:注塑机按锁模时压力表没反应,没输出。
3:机械手信号没给到位。
处理方法:1:开马达,还锁不了模按以下方法处理。
2:注塑机压力表无压力时,注塑机板的锁模信号没输出。
有压力时,再确定注塑机单独使用时锁模正常时按以下方法处理。
3:开启注塑机内部机械手功能,确定机械手能回原点待机,机械手信号线插到使用接口上,然后再确认机械手的手控器上的可锁模信号,安全门信号,开模完信号,是否有输出,{开关下安全门,按开模把模具开到底,再开关下安全门就可确认},以上都修好后还不行,就是注塑机连接到机械手系统的锁模信号线出了问题。
故障2:机械手取出正常,但是注塑机全自动不了,报警机械手失败。
处理方法:1.机械手程序未编辑”允许注塑机关模“或者程序编错;2.注塑机再循环时间不够,注塑机或机械手再循环信号没输出。
故障3:机械手回不了原点。
处理方法:1.确认待机状态下的几个传感器的信号是否正常,或者操作器参数没设定好。
2.气压不足。
故障4:操作器没显示。
处理方法:1.内部IC接触不良,操作器显示屏坏。
2.操作器24V电源输入异常。
故障5:操作器设定不了参数处理方法:确认设定的安全位置参数没有超过极限参数(比如横出极限参数1300,置物参数就无法设定到1300以上)。
以上为注塑机机械手常见的故障及解决方法希望可以帮到您!。
注塑缺陷及其解决方法
注塑缺陷及其解决方法注塑是一种常用的塑料加工方法,通过将加热熔融的塑料材料注入到模具中,冷却后形成所需的产品。
然而,在注塑过程中,往往会出现一些缺陷,影响产品的质量。
以下是一些常见的注塑缺陷及其解决方法。
1.气泡:气泡是注塑中最常见的缺陷之一、它们可能是由于塑料材料中的挥发性成分排放不完全,或者是熔融塑料中的气体在注射过程中迅速扩散而形成的。
解决气泡问题的方法包括:合理选择塑料材料、充分预干燥材料、提高注射速度和压力、优化模具结构等。
2.沉痕:沉痕是表面上的凹陷,通常是由于塑料材料的收缩不均匀或冷却不充分造成的。
解决沉痕问题的方法包括:调整注射温度和压力、改善模具冷却系统、增加冷却时间等。
3.翘曲:翘曲是注塑过程中产品变形的一种形式。
它可能是由于模具设计不合理、注射温度过高或产品冷却不充分引起的。
解决翘曲问题的方法包括:优化模具结构、调整注射温度和压力、增加冷却时间等。
4.热断裂:热断裂指的是在注塑加工过程中,产品的一些部位出现开裂或裂纹。
它可能是由于注射过程中产生的应力超过了材料的承受能力引起的。
解决热断裂问题的方法包括:调整注射速度和压力、改变注射顺序、增加降温时间等。
5.色差:注塑产品在颜色上出现不均匀或异色现象。
这可能是由于原料配比不准确或注射过程中的温度变化等原因造成的。
解决色差问题的方法包括:准确控制原料比例、稳定注射温度、使用色差控制剂等。
6.熔接线:熔接线是由于注塑模具的设计和操作问题导致两个或多个熔融塑料部分相互连接而形成的。
解决熔接线问题的方法包括:调整模具结构,避免部件交汇点过多,调整注射速度和压力等。
总之,注塑缺陷的解决方法主要包括调整材料配比、优化模具结构、控制注射温度和压力、增加冷却时间等。
同时,及时调整机器参数、进行模具维护和清洁,以保证注塑过程的稳定性和可靠性。
通过以上的措施,可以有效减少注塑缺陷,提高产品质量。
塑胶件常见缺陷产生的原因及解决方法
塑胶件常见缺陷产生的原因及解决方法1.原材料质量问题:塑胶件常见的原材料问题包括原材料中含有杂质、原料失效、原料配比不正确等。
这些问题会导致塑胶件的质量下降和性能降低。
解决方法是对原材料进行严格的检验和筛选,确保原材料的纯度和质量。
2.模具设计问题:模具设计不合理可能导致塑胶件的缺陷,例如模具壁厚不均匀、模腔表面粗糙等。
解决方法是对模具进行合理设计,确保模具的结构和尺寸满足产品要求,并提高模具的制造工艺和加工精度。
3.注塑工艺问题:注塑过程中的工艺参数设置不当会导致塑胶件出现缺陷,例如温度不稳定、压力不均匀、注射速度过快等。
解决方法是优化注塑工艺参数,确保温度、压力、速度等参数的稳定和均匀。
4.模具磨损和损坏:长时间使用会导致模具磨损和损坏,影响塑胶件的质量和外观。
解决方法是加强模具的保养和维护,定期进行模具清洁和润滑,并进行必要的修复和更换。
5.后道工艺问题:塑胶件的后道加工也可能引发缺陷,例如焊接不牢固、喷涂不均匀等。
解决方法是加强后道工艺的控制,提高工艺的稳定性和一致性。
综上所述,要解决塑胶件常见缺陷的问题,需要从原材料选择、模具设计、注塑工艺、模具维护和后道工艺等方面入手,通过优化和控制各个环节,提高产品的质量和性能。
同时,还需要建立健全的质量管理体系,对生产过程进行全面监控和检测,及时发现和解决问题。
最后,还应该加强员工的培训和技能提升,提高操作技术和质量意识,提高产品的一致性和稳定性。
只有通过不断改进和严格控制,才能有效降低塑胶件的缺陷率,提高产品的质量和市场竞争力。
塑胶件常见缺陷产生的原因及解决方法
塑胶件常见缺陷产生的原因及解决方法一、材料问题1.材料选择不当:选择不适合的塑胶材料或材料质量不达标,容易导致塑胶件的缺陷。
解决方法是根据具体要求选择合适的塑胶材料,并进行必要的材料测试和质量控制。
2.材料批次差异:不同批次的塑胶材料可能存在差异,如流动性、收缩率等,导致成型件的缺陷。
解决方法是进行材料测试和合理的材料配方设计,确保不同批次的材料性能稳定一致。
二、工艺问题1.注塑工艺参数不合理:注塑工艺参数(如注射速度、保压时间等)不合理会导致成型件的缺陷,如短流、气泡等。
解决方法是通过优化注塑工艺参数,使之更加合理和稳定。
2.注塑模具设计和制造问题:模具结构不合理、尺寸精度不达标等问题会导致成型件的缺陷,如模具表面瑕疵、尺寸偏差等。
解决方法是进行合理的模具设计和制造,并进行必要的模具修整和维护。
3.注塑材料温度控制不当:材料温度过高或过低都会导致成型件的缺陷,如熔接线、气泡等。
解决方法是通过调整料筒温度、模具温度等进行合理的温度控制。
4.模具开合不良:模具开合不良或夹模力不足会导致成型件的缺陷,如模具压痕、塌陷等。
解决方法是保持模具开合顺畅,并确保夹模力适当。
三、设计问题1.设计尺寸不合理:设计尺寸过大或过小、壁厚不均匀等问题会导致成型件的缺陷,如尺寸偏差、变形等。
解决方法是根据塑胶件的使用要求和成型工艺特点进行合理的尺寸设计,并进行必要的尺寸优化。
2.设计结构不合理:设计结构复杂、壁薄部位过多等问题容易导致成型件的缺陷,如留痕、焊痕等。
解决方法是简化设计结构、增加加强筋等措施,提高塑胶件的强度和表面质量。
3.装配接口设计不当:塑胶件的装配接口设计不当会导致装配困难、配套件脱落等问题,影响整体使用效果。
解决方法是合理设计装配接口,确保装配紧固可靠。
以上是塑胶件常见缺陷产生的原因及解决方法的概述。
在实际生产中,还需要根据具体情况进行详细分析和解决。
为了确保塑胶件的质量,需要在材料选择、工艺控制和设计优化等方面进行全面的控制和改进。
注塑缺料及解决方案(3篇)
第1篇一、引言注塑成型是塑料制品生产的重要工艺,广泛应用于汽车、电子、家电、日用品等行业。
然而,在注塑成型过程中,缺料问题时有发生,严重影响产品质量和生产效率。
本文将详细分析注塑缺料的原因,并提出相应的解决方案,以期为注塑行业提供参考。
二、注塑缺料的原因分析1. 模具设计不合理(1)浇口位置不当:浇口位置对塑料流动有很大影响,若浇口位置不当,会导致塑料流动不畅,从而产生缺料现象。
(2)流道设计不合理:流道设计不合理会导致塑料流动阻力增大,流速降低,容易产生缺料。
(3)冷却系统设计不合理:冷却系统设计不合理会导致塑料冷却不均匀,产生应力集中,导致缺料。
2. 塑料原料问题(1)原料质量不合格:原料质量不合格会导致熔融塑料流动性差,从而产生缺料。
(2)原料配比不当:原料配比不当会导致塑料熔融温度、熔融指数等参数发生变化,影响塑料流动性能,产生缺料。
3. 注塑机故障(1)注射压力不足:注射压力不足会导致塑料无法充分填充模具,产生缺料。
(2)注射速度不稳定:注射速度不稳定会导致塑料流动不均匀,产生缺料。
(3)锁模力不足:锁模力不足会导致模具在注射过程中出现松动,导致缺料。
4. 模具问题(1)模具磨损:模具磨损会导致模具表面粗糙,影响塑料流动,产生缺料。
(2)模具温度不均匀:模具温度不均匀会导致塑料冷却不均匀,产生应力集中,导致缺料。
(3)模具间隙过大:模具间隙过大导致塑料填充不充分,产生缺料。
三、注塑缺料的解决方案1. 模具设计改进(1)优化浇口位置:根据塑料流动特性,选择合适的浇口位置,确保塑料充分填充模具。
(2)优化流道设计:减小流道直径,降低流动阻力,提高流速。
(3)优化冷却系统设计:合理设计冷却系统,确保塑料冷却均匀。
2. 塑料原料控制(1)选用优质原料:选用质量合格的原料,确保塑料熔融性能。
(2)合理配比原料:根据产品要求,合理配比原料,确保塑料熔融温度、熔融指数等参数满足生产需求。
3. 注塑机维护与保养(1)确保注射压力稳定:定期检查注射系统,确保注射压力稳定。
注塑时出现的问题及解决方法
注塑时出现的问题及解决方法
注塑的时候要是出问题了那可真让人头疼!比如说出现飞边,这就像一个调皮的孩子在不该出现的地方捣乱。
那咋解决呢?得调整模具的合模力呀,就像给一个调皮的孩子戴上紧箍咒,让它老老实实地待在该待的地方。
注塑产品出现缩水,哎呀,这就好像一个气球瘪了一块。
这时候可以增加注射压力和保压时间,就如同给气球多吹点气,让它鼓起来。
注意哦,压力也不能太大,不然模具可受不了,那可就糟糕啦!
注塑过程安全不?那肯定得重视啊!就像开车一样,得时刻小心。
操作设备要规范,不然很容易出事故。
稳定性也很重要,要是一会儿好一会儿坏,那可就像坐过山车,让人心里七上八下的。
注塑的应用场景可多啦!玩具、电子产品外壳,到处都能看到注塑的身影。
为啥这么受欢迎呢?因为它生产效率高啊!就像一个高效的小蜜蜂,不停地为我们制造各种好用的东西。
而且可以做出各种复杂的形状,这多厉害呀!
我就知道一个实际案例,有个工厂生产玩具,一开始注塑总是出问
题,产品质量参差不齐。
后来经过技术人员的调整,问题解决了,生产出的玩具又漂亮又结实。
这效果,杠杠的!
注塑虽然有时候会出问题,但只要我们认真对待,找到解决方法,就能发挥它的巨大优势。
让我们一起用好注塑技术,创造更多美好的产品吧!。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
保压时间不当
冷却时间短
顶出
产品内应力过大
产品壁厚不均或者过薄 保压时间太久 射出速度太高
剂量过高
法
胶量
流道、浇口太大或者太小
模具
快螺杆速度
增加流道和浇口大小
降
良、材料过分分解。
过小
温 、模温 模具进料不足 排气不良
速度太慢或者太快
改善浇口尺寸
在缩水处开排气孔 增加预塑量 顶出受力不均
不够
冷却时间短
增加料温、射温 、模温 注塑速度太慢或者太快
注塑压力或者保压压力过低
保压和冷却时间过低
熔体与模温过高
模具进
增加注塑压力和保压压力 6、变形 射出压力过高或者过低 模温过高 6、成品粘膜 填充过饱 射出压力过高
降低ቤተ መጻሕፍቲ ባይዱ体温度
延长保压时间
增加浇口位置或改善浇口尺寸 射嘴射量不够
在缩水处开
射出速度过快或者过慢
提高模温 、射温增加模具排气槽
3、烧焦 降低注塑压力 4、流痕 熔体温度过低 模温过低 注塑速度过低 降低螺杆转速
增加注塑压力 提高背压加快螺杆速度 低锁模力
降低料筒温度
增加流
降低注塑速度
型腔排气不良、材料过分分解。
注塑压力过低
流道和浇口尺寸过小
增加注塑速度 5、收缩、缩水
增加注塑压力和保压压力
延长保压时间
常见注塑问题及解决办法
1、毛边、毛刺 原料温度过高 降低原料温度、降低模温 射出压力过大 降低注射压力 填充过饱 降低射出速度、时间、进胶量 锁模力不够 增加锁模力 产品投影面积过大 更换锁模力更大的机器 2、熔接痕 原料熔融不佳 模具温度过低 射出速度太低 射出压力太低 流道、浇口太大或 排气不良 锁模力过高 保压压力过低/保压速度过慢