远程自动控制配料系统的设计
饲料厂配料自动控制系统
饲料厂配料自动控制系统摘要饲料生产在我国的工业发展过程中占有重要的地位,而配料工序又是重中之重,其配料精度直接影响着饲料产品的质量。
随着现代电子技术的发展和电路集成度的大幅度提高,工业器件及芯片在功能及结构上均发生了很大的变化,为研究高精度的自动控制系统提供了可能性。
在对饲料生产工艺流程和称重过程进行深入分析的基础之上,结合实际,对系统进行了部分设计。
硬件方面:据系统对精度等的要求选择了运行所需器件,尤其是传感器、A/D采集卡的选择;设计了传感器电源电路、信号处理电路,并对传感器的串并联进行了比较,此外还设计了驱动电动机等执行机构的电路;简要介绍了抗干扰措施及接地需注意的一些问题。
关键词配料精度;传感器;采集卡针对饲料厂的生产现状,我们在原有饲料生产的控制过程中,研究适用的自动控制管理系统。
该系统的实现,能为饲料加工行业提高质量水平节省大量的人力、物力,大幅度提高劳动生产率,并且是生产优质饲料的可靠保障。
1 系统总体方案设计1.1 系统的总体结构本系统采用工控机全控方式,即以工控机为核心,通过输入输出卡,通讯板卡等与传感器,中间继电器等相连,工控机程序控制中间继电器的动作,再由中间继电器的动作来控制控制电动机启停的的接触器以及各个阀门的电磁线圈等,完成投料、放料等各个生产环节,处理各项生产管理数据及远程联网等功能。
系统框图如图1所示。
1.2 系统的工艺流程主要工艺设备:①螺旋给料机—用于输送和分配原料;②电子配料秤—用于饲料称重;③电动闸门—用于控制进料;④料位器—用于检测控制筒仓里原料的料位;⑤混合机—用于把各种不同品质的饲料进行混合。
系统工艺流程简介:1-8号配料仓分别装有不同品质的8种原料(本文以8个料仓为例进行分析);1-8号上面8个料位器分别用来检测1-8号配料仓中原料是否充足,如原料供给达到此位置,料位器给出信号,控制此料仓的卸料阀门关闭,停止卸料;9-16号下面8个料位器分别用来检测1-8号配料仓是否缺料,如原料供给达到此位置,料位器给出信号,控制此料仓的卸料阀门打开,开始卸料;1-8号螺旋给料机负责将各对应配料仓中的原料按配方分别送往电子配料秤;电子配料秤由称重传感器实时检测重量,所需各种原料达到重量后,控制电子配料秤开门机构闸门打开,据配方工艺原料完全进人混合机后,电子配料秤开门机构关上闸门;混合机电机启动混合饲料,据配方工工艺要求搅拌一定时间后混合机电机停止,混合机开门机构电机正转,打开混合机闸门,饲料送往下一工序。
(完整版)基于PLC的水泥自动配料控制系统设计毕业论文
基于PLC的水泥自动配料控制系统设计作者姓名:邱忠林专业名称:自动化指导教师:王洋讲师成都理工大学工程技术学院学位论文诚信承诺书本人慎重承诺和声明:1.本人已认真学习《学位论文作假行为处理办法》(中华人民共和国教育部第34号令)、《成都理工大学工程技术学院学位论文作假行为处理实施细则(试行)》(成理工教发〔2013〕30号)文件并已知晓教育部、学院对论文作假行为处理的有关规定,知晓论文作假可能导致作假者被取消学位申请资格、注销学位证书、开除学籍甚至被追究法律责任等后果。
2.本人已认真学习《成都理工大学工程技术学院毕业设计指导手册》,已知晓学院对论文撰写的内容和格式要求。
3.本人所提交的学位论文(题目:),是在指导教师指导下独立完成,本人对该论文的真实性、原创性负责。
若论文按有关程序调查后被认定存在作假行为,本人自行承担相应的后果。
承诺人(学生签名):20 年月日注:学位论文指向我校申请学士学位所提交的本科学生毕业实习报告、毕业论文和毕业设计报告。
摘要随着科技的发展,现在许多的工厂都在使生产逐渐变得自动化、现代化,而可编程序控制器PLC的快速发展也为此做出了巨大的贡献。
本文针对水泥制造的环境恶劣等一系列情况,设计了一种基于PLC的水泥自动配料系统。
该系统由西门子的S7200型号的PLC作为测量和控制核心,西门子MM420变频器作为调速装置,采用了定量给料机作为称重装置,旋转编码器作为测速装置等。
采用固定时间采集重量和转速,并进行PID调节,能够实现水泥生产的在线动态称重并调节,增强了系统的抗干扰能力,提高了配料精度并减轻了工人的工作负担。
关键词:PLC 变频器自动配料PIDAbstractWith the development of science and technology, many factories are in production now became automation, modernization, and the rapid development of the programmable controller PLC also made great contributions for this purpose. In the light of the conditions and a series of cement manufacture, design a kind of cement automatic batching system based on PLC. The system by Siemens S7200 models of PLC as measurement and control core, Siemens SM420 inverter as speed regulating device, constant feeder is adopted as a weighing device, rotary encoder as speed measuring device, etc. Adopting fixed time gathering weight and speed, and the PID adjustment, cement production can be implemented on-line dynamic weighing and adjustment, to enhance the anti-interference.Keywords: PLC, Inverter, Automatic batching, PID目录摘要 (I)Abstract (II)目录............................................................................................................ I II 前言.. (1)1 水泥概述 (2)1.1 水泥的产生和发展 (2)1.2 水泥的分类 (4)1.3 水泥的生产工艺流程 (5)2 系统模型及总体设计 (7)2.1 水泥自动配料的原理分析 (7)2.2系统的模型分析 (8)2.3 系统的总体设计 (9)3 系统主要器件的介绍 (12)3.1西门子变频器简介 (12)3.1.1 MM420基本组成及特点 (12)3.1.2 MM420适用环境及优点 (13)3.2称重及测速装置简介 (14)3.3定量给料机简介 (15)4 PLC简介及控制系统设计 (17)4.1 PLC简介 (17)4.2 系统控制要求分析 (20)4.2.1 硬件介绍及信号传递 (21)4.2.2 PLC外部接线图 (24)5程序和组态 (27)5.1系统主程序设计 (27)5.2 子程序设计 (29)5.3系统监控画面设计 (30)5.3.1人机界面简介 (30)5.3.2 画面设计 (32)总结 (35)参考文献 (36)致谢 (37)附录1PLC接线图 (38)附录2自动配料系统程序 (39)A2.1 系统主程序 (39)A2.2系统子程序 (41)前言在现今的各种行业当中,自动化的生产制造已经随处可见了,在配料系统上的应用也在不断地提高、改进。
铁合金配料自动控制系统的设计与应用
配料 自动控制系统上位机软件主要包括 以下功能 。
( 1 ) 监 视 :实 时 监视 系 统 的运 行状 态 。
( 2 ) 参数设置 :设置 、管理配 比和设备启/ 停延 时。 ( 3 ) 启停控 制功能 :控制设备顺 序启停 ,设置和控 制 设备单独调试 。
变频技 术
铁 合 金 配 料 自动 控 制 系统 的设 计 与应 用 公 司 ,长沙 4 1 0 0 0 3 )
n g Vi e w组态软件 、S 7 — 2 0 0 P L C和 变频 调速 技 术的铁 合金 配料 自动 控制 系统 ,综述 配料 工 艺流 [ 摘要] 设计基 于 Ki
电工 技术 { 2 0 1 4f 2 期 f 3 1
噩弱 _ 堪岛 圈夏 厦
变频技 术
过 冀 设 警 置 时 停 , 变 频 器 将 停 止 输 出 升 。 和 下 降 所 需 时 间 极 限 ’ 超’ 4 软 千 人 件 I T 的 刚 1 5 凸 / . , 计 I
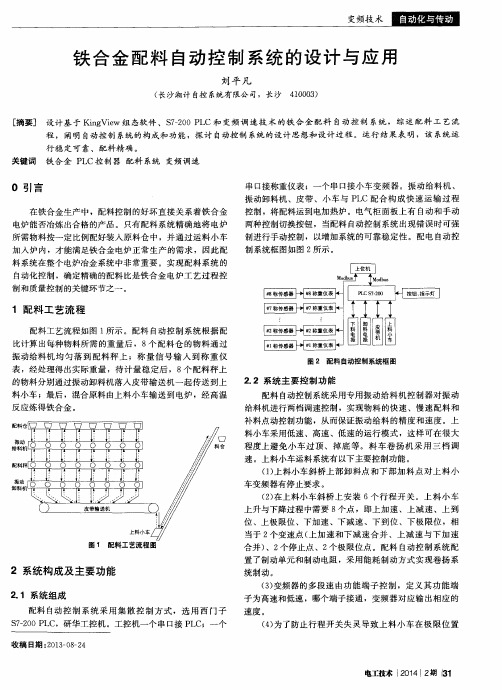
( 2 ) 在 上料 小 车 斜 桥 上 安 装 6 个 行 程 开 关 。上 料 小 车 上 升 与下 降过 程 中需要 8 个 点 ,即上 加 速 、上 减 速 、上 到
位 、上极限位 、下加速 、下减速、下 到位 、下极 限位 ,相
当于 2 个 变 速点 ( 上 加 速 和 下 减 速 合 并 、 上 减 速 与下 加 速
3 . 1 配料 控 制系统设 计
配 料 控制 系 统采 用料 斗 秤 称 量 。料 斗 秤 间歇 称 量 ,可
发平台。K i n g V i e w组态提供 了适 用于工业 控制 的应用程 序管理 、图形界面组 态、数据库管理 、i / o驱动等标准功
能 模板 ,用户 通 过 K i n g V i e w 可 方 便 地 对 工 业 自动 化 系统 进 行组 态 编程 。
基于PLC自动配料控制系统的设计与实现

me t fp o u t n t c n lg . n r d c i e h o o y o o
Ke r s: LC;DCS y wo d P ;me s r me tp e ii n o n e d 1 a u e n r cso ;c u t rmo e
.
随着科 技 的进 步 , 社会 化 大 生 产 方 式发 生 了很 大变化 , 生产制 造能力 得到 了极 大地 提高 。 同时 , 产 品的精细化 、 多样 化 也得到 了极 大地发 展 , 这就 对生
基于PLC的自动配料系统毕业设计(可编辑修改word版)
毕业设计(论文)任务书专业电气自动化一、课题名称:基于PLC 的自动配料系统设计二、主要技术指标:系统配料精度:±1%,首尾滚筒距: 2~6m,常用带速: 0.01-0.05m/s 物料密度0.75~2.0t/h,灵敏度:2mv/v 准确度等级:c3 级综合误差:±0.02%最大称量最大安全负荷: 150%最大称量极限过负荷:200%最大称量,称重传感器输入信号范围 0~30mv,速度传感器输入信号范围: 0~20Hz,RS485 串行通讯接口。
三、工作内容和要求:1、自动配料将完成 3 种物料的自动配比控制;2、控制方式为主从比列控制方式;2、 PLC 要实现各种物料下料量的采集、喂料装置的启停、物料下料量的控制;3、组态操作界面能显示设备的运行、停车、故障;4、操作界面要求显示每种物料的下料设定值、实际下料值;通过界面上设置的启动、停车按钮实现整个系统的开停。
四、主要参考文献:_[1]王志刚,许晓鸣.PLC 在白动配煤控制系统中的应用[J].电气传动. .[2]章皓,王先忧,应力刚.可编程控制器在配料自动控制系统中的应用[J].机电工程[3]秦益霖,MPS 课程项目[4]段梅,李新,PLC 在混料控料系统的应用[J]。
1997,23(10):30—32,41[5]张本举,自动配料系统的设计,中国铝业中州分公司计控室,2000 年学生(签名)2010 年 5 月7 日指导教师(签名)2010 年 5 月10 日教研室主任(签名)2010 年 5 月10 日系主任(签名)2010 年 5 月12 日毕业设计(论文)开题报告基于 PLC 的自动配料系统设计目录摘要Abstract第1 章课题来源背景 (1)1.1.1 课题来源……………………………………………………………………1.1.2 研究的目的和意义…………………………………………………………1.2 设计任务与总体方案的确定……………………………………………….1.2.1 设计任务………………………………………………………………………1.2.2 总体设计方案的确定...............................................................第2 章PLC 概述 (1)2.1PLC 的发展历史 (3)2.2PLC 的硬件和软件 (4)2.3 PLC 的通讯联网……………………………………………………………2.4 PLC 的注意事项.....................................................................第3 章配料系统简介 .. (5)3.1自动配料系统的特点及优点 (6)3.2自动配料系统的组成 (8)3.3配料技术的最新进展 (11)第4 章自动配料系统设计 (14)4.1称重方式选择 (14)4.2给料方式选择 ................................................................................................. 15.4.3生产线结构 (16)4.4 配料系统的组成……………….………………………..…………………... 4.5 输送装置的设计………………………………..……………………………..4.6 计量系统的设计........................................................................第5 章控制系统的硬件设计 (19)5.1 PLC 的选配 (19)5.2 S7—200 的特征 (20)5.3 S7—200 的主要组成部件 (23)第6 章系统的软硬件设计 (30)第7 章系统的监控组态 (43)第8 章结束语 (58)参考文献摘要本课题为自动配料自动控制系统的研制。
液体原料自动称重配料系统
液体原料自动称重配料系统
1.系统概述:介绍液体原料自动称重配料系统的功能和特点。
2.系统架构设计:包括硬件架构和软件架构。
硬件架构包括称重传感器、控制器、输入输出设备等。
软件架构包括上位机软件和下位机软件。
上位机软件用于控制整个系统的工作流程以及与用户交互,下位机软件用
于控制硬件设备的实时操作。
3.系统功能设计:分析系统的需求和用户需求,设计系统的各项功能。
包括液体原料的称重、配料比例计算、配料过程控制、数据存储与查询等
功能。
4.系统工作流程设计:描述系统的工作流程,包括液体原料的称重、
配料比例计算、配料过程控制和数据存储。
5.界面设计:设计上位机软件的用户界面,使用户能够方便地操作系统。
界面设计应该简洁、明了,同时提供丰富的数据显示和操作功能。
6.数据存储与查询设计:设计数据库结构,用于存储液体原料的称重
数据、配料数据和操作日志等信息。
同时设计查询功能,使用户能够方便
地查找历史数据。
7.异常处理设计:分析系统可能出现的异常情况,设计相应的异常处
理策略和界面提示,使系统能够及时响应并进行异常处理。
8.安全设计:考虑系统的安全性,设计合理的权限控制和数据加密机制,保护系统数据和用户隐私。
9.性能优化设计:对系统进行性能优化,提高系统的响应速度和稳定性,减少资源占用。
10.测试计划设计:设计测试用例,并进行系统测试和性能测试,确保系统能够正常工作和稳定运行。
以上是液体原料自动称重配料系统软件设计的一般流程和内容,具体实施时可以根据系统需求和实际情况进行具体的设计。
基于PLC自动配料控制系统的设计与实现
摘 要 : 设计了一个骨料、 粉料配料系统 , 系统采用 DCS 结构 , 可动态移动配料称量车, 计量精度较 高, 定位准确。 对带有公共料仓的双通道取料控制 , 建立了一个基于计数器的控制模型, 较好地解 决了公共料仓的取料冲突及称量车的等待问题, 采用循环优先级使整个系统的设备利用率较高, 整 个设计可根据生产工艺要求在较宽的范围内调整 。 关键词: P L C; DCS; 计量精度 ; 计数器模型 中图分类号 : T P23 文献标志码: A
5
结
语
系统应用表明 , 整个系统结构先进, 控制精度较
4
4. 1
系统关键技术
料位识别及密封 料位识别采用计数器的方式, 首先由称重仪表
高 , 质量计 量精度 0. 15% 以 上, 定位 精度 2 cm 以 内 ; 控制范围、 吞吐能力在较宽的范围内可以调整, 可满足 60 万 t/ a 的工厂的原材料配料; 控制配方使 用范围广泛, 支持 50 种以上的配方选择 ; 对带有公 共存储区的配料系统, 根据控制规模 , 可以调整计数 和设定值的大小来适应公共存储区的变化 ( 理论上 公共存储区的规模不受限制 ) , 采用的控制策略具有 普遍性 ; 双通道取料车负荷均衡 , 在能够保证避免冲 突的情况下 , 平均等待时间小, 整个系统设备利用率 均衡, 设备时间利用率可以达到 80% 以上 , 可为各 ( 下转第 176 页)
3
系统工作过程
1) 在工控机中管理取料配方, 决定称重取料车
去哪些料位取料及要称取的质量 , 将完整的取料配 方通过通信总线传给称重仪表 , 由工控机分别发送 启动控制命令给称重仪表及 PL C, 系统开始工作。 2) PL C 控制取料车的运行 , 通过采集称重仪表 发出的编码器的信息控制取料车到达指定的料位 , 称重仪表发出应该取料的料位编码信息。取料车每 经过一个料位, PL C 中设置的计数器都会自动进行 计数 , 当计数器的值与编码器的值相同时, 表明要在 这个料位取料, PL C 就会控制变频电机停车。 3) 取料车到达料位后, 由 P LC 控制取 料车的 密封升 降, 与 料 位 口 密封 对 接。 对 接 完成 后 , 由 PL C 和称重 仪表共 同控制料 位的绞刀 开始喂料。 到达计量要求时, 称重仪表关闭喂料, P L C 降下密 封对接 , 启动取料车走向下一个待取料的料位。当 一个配方所取料全部完成后, P L C 控制电机反转 , 高速驶回。 4) 搅拌仓的定位同样采用计数器控制 , 到达搅 拌仓的上方, 如果搅拌机此时可用则开启卸料阀门 及进水装置, 启动搅拌机搅拌。料全部卸完后 , 取料 车进行下一次取料, 循环往复。
基于PLC自动配料皮带运输机控制系统的设计_毕业设计论文
基于PLC自动配料皮带运输机控制系统的设计摘要在现代化的工业生产中常常需要对物料进行加工、搬运,如果这些繁杂的工作由人工完成的话不但效率低,而且劳动强度大,不适合现代化的生产需要。
本文主要对基于PLC自动配料皮带运输机控制系统进行了详细的研究,该系统有两大部分构成:自动配料装置及皮带运输机控制系统。
该控制系统具有精度高、成本低、抗干扰能力强、故障率低、操作维护简单等特点,具有良好的应用价值,在建材、化工、食品机械、钢铁、冶金、煤矿等工业生产中广泛使用。
本次设计主要的内容:采用三菱FX2N系列PLC实现控制系统的设计,着重从带式运输机,液体混合装置系统两个方面深入研究,确定其控制要求,明确PLC 的机型的选择,确定I/O地址的分配,设计I/O接线图、控制流程图及梯形图,深入理解PLC的编程方法,按照控制要求对自动配料皮带运输机系统进行编程。
关键字:PLC,自动配料皮带运输机,程序,设计!!所有下载了本文的注意:本论文附有CAD图纸和完整版最终设计,凡下载了本文的读者请留下你的联系方式(QQ邮箱),或加我百度用户名QQ,我把图纸发给你。
最后,希望此文能够帮到你!PLC-BASED AUTOMATIC CONTROL SYSTEM FORBELT CONVEYOR DESIGNABSTRACTIn modern industrial production is often a need for materials for processing, handling, if the complexity of the work completed by the manual, then not only inefficient, but also labor-intensive, not suitable for modern production. In this paper, PLC-based automatic control system for belt conveyor carried out a detailed study, which consisted of two major systems: Automatic batching plant and control system for belt conveyor. The control system has high accuracy, low cost, anti-interference ability, low failure rate, simple operation and maintenance, has a good application value, In building materials, chemical industry, food machinery, iron and steel, metallurgy, coal and other widely used in industrial production.The main design elements: the use of Mitsubishi FX2N Series PLC control system design, focusing on transport belt, liquid mixing device-depth study of two aspects of the system to determine control requirements, the model explicitly the choice of PLC, determine the I / O address allocation, the design of I / O wiring diagram, control flow chart and the ladder, in-depth understanding of PLC programming method, in accordance with the control requirements of the transport belt automatic programming system.KEY WORDS: PLC, automatic transport belt ingredients, program, design目录前言 (1)第1章可编程序控制器概述 (2)1.1可编程序控制器的产生和发展 (2)1.2可编程控制器的基本组成和工作原理 (6)1.2.1 PLC的基本组成 (6)1.2.2 PLC的工作原理 (9)1.3可编程序控制器的特点 (11)第2章三菱FX2N系列可编程控制器简介 (13)2.1 FX2N系列PLC的结构特点 (13)2.2 FX2N系列PLC的基本组成 (14)2.3 FX2N系列可编程控制器内部元件及功能 (14)第3章应用PLC实现控制系统的设计 (19)3.1选题依据 (19)3.2方案研究与选择 (19)3.3结构设计及控制要求 (21)第4章系统的总体设计 (24)4.1 PLC机型的选择及外部接线图 (24)4.2 I/O设备及I/O编号的分配 (24)4.3顺序功能图的设计 (25)4.4梯形图的设计及程序分析 (26)结论 (30)谢辞 (31)参考文献 (32)附录 (33)外文资料翻译 (35)前言PLC目前已广泛应用于工业生产的自动化控制领域,无论是从国外引进的自动化生产线,还是自行设计的自动控制系统,都普遍采用了PLC控制。
基于单片机控制自动配料系统毕业设计
摘要皮带配料系统是一种连续累计自动控制系统,广泛用在煤炭、化工、冶金、建材、食品等关系国计民生的各个行业,配料系统可对物料的配比实现累计量控制,而准确的累计量控制可提高产品质量,降低生产成本,提高劳动效率。
首先介绍了配料系统控制器的国内外发展状况,接着对配料系统的组成结构、工作原理作了介绍。
然后根据配料系统流量控制的设计要求,设计了以AT89C52单片机为主控芯片的配料系统控制器。
论文分析了系统工作原理和提高调速性能的方法,研究了IGBT模块应用驱动、吸收、保护控制等关键技术。
在单片机控制方面,讨论了数字触发、数字测速、数字PWM调制器、转速与电流控制器的原理,并给出了软、硬件实现方案。
系统中使用了光电码盘对直流电机的转速进行测量,用电流互感器对直流电机的电流进行检测,经过滤波电路后,将测量值送到A/D转换器,并且最终作为反馈值输入到单片机进行PI运算,从而实现了对直流电机速度和电流的控制。
通过实时测试与调节电动机的转速和电流,此调速系统可获得快速、精确的调速效果。
关键词直流不可逆调速 PWM信号数字控制器ABSTRACTBelt batching system is a continuous totalizing automatic weighing instrument. It has played a critical role in coal, chemical industry, metallurgy, building materials, food and other sectors that are crucial to national economy and people's livelihood. The cumulative control of some mixed materials batching is realized by batching scale. This accurate cumulative control can cut down the cost of manufacture, improve the quality of the product and enhance the efficiency of labor.The paper first has an introduction to the status of development for batching scale controller at home and abroad, and then components and operating principle of the batching scale. According to the design requirements for flow control of a batching scale, this paper designs a batching scale controller with AT89C52 single chip microcomputer as the master control chip. This paper analyzes the working principles of the system and some key technical issues of the application based on the IGBT apparatus, which include drive circuit, snubbed circuit, protection and controlling the quantity of heat, and so on. In the aspect of microcomputer control, it has discussed the principle of number touch off、number velocity testing、current/velocity controller、number PWM modulator and presents the hardware or software scheme to achieve it.Photoelectric encoder is used in this system to measure the speed of D.C. motor. The result of the measurement is sent to A/D converter after passing the filtering circuit, and finally the feedback single is stored in the single-chip computer and participates in a PI calculation. By real time testing dandy adjusting the motor’s velocity/current, this timing system can get quick and exact timing result.Keywords reversible DC timing system Pulse-Width Modulation number controller.目录摘要 (I)ABSTRACT (II)目录 (III)CONTENTS (V)第1章绪论 (1)1.1 引言 (1)1.2 研究皮带配料系统的意义 (1)1.3 配料系统的国内外发展现状 (3)1.4 配料系统的发展趋势 (4)第2章配料自动控制系统设计 (6)2.1 配料自动控制系统可控直流源的选择 (6)2.1.1 配料自动控制系统可控直流源的方案比较 (6)2.1.2 配料自动控制系统可控直流源的方案确定 (8)2.2 直流调速系统PWM电路方案设计 (8)2.2.1 PWM变换器控制方案选择 (9)2.2.2 PWM变换器的数学模型 (10)2.3 配料系统直流调速系统闭环系统方案 (10)2.4 配料系统自动控制系统的整体方案设计 (12)2.5 配料系统直流调速系统设计 (13)2.5.1 配料系统自动控制系统性能及技术要求 (13)2.5.2 直流电机相关参数的计算 (14)2.5.3 双闭环稳态工作时静特性 (16)2.5.4 电流调节器和转速调节器的设计 (17)第3章配料系统自动控制系统硬件电路设计 (22)3.1重量信号采集电路 (22)3.1.1 传感器选择 (22)3.1.2重量信号的采集电路 (23)3.2重量信号滤波放大电路 (24)3.3 A/D转换电路 (26)3.4 配料系统自动控制系统的单片机系统 (27)3.5 皮带配料系统电机回路保护电路设计 (29)3.5.1启动保护电路 (29)3.5.2 IGBT的选择及其吸收回路设计 (30)3.6 直流电机电流检测电路 (31)3.7 数字测速电路 (32)3.7.1 M/T法测速原理 (33)3.7.2 数字测速硬件电路 (34)3.8 PWM驱动电路设计 (36)3.8.1 PWM信号产生电路 (36)3.8.2 PWM信号驱动电路 (37)3.9 配料系统自动控制系统的键盘与显示电路 (38)3.9.1 I/O口扩展电路 (39)3.9.2 配料系统自动控制系统的键盘电路设计 (39)3.9.3配料系统自动控制系统的显示电路设计 (41)3.10配料系统自动控制系统的电源系统 (42)第4章配料系统自动控制系统软件设计 (44)4.1软件的主程序结构设计 (44)4.2 PI控制子程序设计 (46)4.3 中断服务程序 (47)第5章配料系统直流调速系统仿真 (49)5.1 直流双闭环调速系统的仿真模型的构建 (49)5.2 直流双闭环调速系统的仿真结果分析 (50)总结 (52)致谢 (53)参考文献 (54)附录1 软件编程 (56)附录2 系统硬件原理图 (62)CONTENTSABSTRACT(CHINESE) (I)ABSTRACT ................................................................................................................ I I CONTENTS(CHINESE) . (III)CONTENTS ................................................................................. 错误!未定义书签。
自动配料系统简介及原理
自动配料系统简介及原理前言在制药、化工、食品等诸多工业领域,配料是常见的一项工作。
随着科技的发展,自动化成为了现代化生产的必备条件,自动化配料也成为了各个行业的发展趋势。
自动配料系统是一种专门用于自动化配料的设备,本文将介绍自动配料系统的基本概念、原理和应用。
自动配料系统简介自动配料系统是一种用于实现物料测量、混合、输送、卸料等全自动化的设备。
自动配料系统采用计算机和自动化控制技术,将多种不同的物料按照配方比例自动混合,然后通过输送系统将混合好的物料送到下一个工序。
自动配料系统的主要由以下几个组成部分组成:1.控制系统:控制整个自动配料系统的运行,并通过感应器等装置检测物料流动情况,实现流量控制、防止粉尘污染等功能。
2.称量系统:根据配方比例自动计量并混合相应的多种物料。
3.输送装置:输送混合好的物料到指定的储存器或下一个工序的输送装置。
4.卸料装置:控制混合好的物料在指定的地点进行卸料。
自动配料系统的应用范围非常广泛,目前已经在制药、化工、食品等领域得到了广泛的应用,并成为了自动化生产的关键环节。
自动配料系统的原理自动配料系统的原理基于两个重要的技术:计算机控制技术和传感技术。
计算机控制技术自动配料系统采用计算机控制技术,利用计算机通过程序自动化地完成配料系统的各项操作,例如控制阀门、流量传感器等设备的开关,以及根据物料比例和数量进行精确的计量和混合。
计算机控制技术不仅提高了生产效率,也比人工控制更加精确和可靠。
传感技术自动配料系统还采用了传感技术,用于监测物料的流动情况,包括流速、压力和温度等指标。
传感器能够实时监测物料的流动状态,避免了因物料故障或失控而导致的生产事故和质量问题。
自动配料系统中常见的传感器有:1.重量传感器:用于物料的重量计量。
2.压力传感器:用于检测气体、液体和蒸汽的压力。
3.温度传感器:用于检测物料的温度。
4.流量传感器:用于检测物料的流量和速度。
以上传感器用于控制自动配料系统中各种设备的操作,保证物料的精准计量和混合。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
图一
变频调速控制原理 图
3 通讯 网络 系统 设计
采用光纤组成工业 以太网,通过 H ] M 及服务器对生产的 管理 , 可以实现生 产信息的共享及生产数 据的传递 。以太网 采用带冲突检测的载波监听多路访问 (s A c — C r i r cM/ D are
w c i c mp e of t ee ar s ai y: re e y onv rs n nd p d ov nor hi h S o os d hr p t m nl f qu nc c e io a s ee g er
s yst m, er moni r nd to a co ntr s ter it‘ a etai ed ntr ol ys m. S d l i odu cti whi h on c not nol desc y rib the es do n mi ent
展很 决, 目前主要采用的变频器由整流器和逆变器两大部分 组成 。 整流器先把频率f 0 Z 为5H 的三相交流电变换为直流 电,
。 ” 抻 tl IO
.
●l t S  ̄t a
再 由逆变器变换为频率可调的三相交流 电,供给 电动机工 作, 频率调节范围一般为0 53 0 Z 井具有 自动和手动、 .- 2H 。 - 本 地和远程调 速控 制功能。 变频调速器调速原理 :异步电机转 速 n6 f 卜S/ 式 中:f 电源的频率,P =0 ( ) p( 为 为磁极对数,S 为 电动机转差率 ) 。从上式可以看 出,改变供 电频率,H可 改变转速, 其控制原理 图如图一所示 。 变频调速技术的迅速
杨章勇
Y ang Zh gy ng an o
( 陕西理工学院电气工程系 ,汉中
730 ) 2 0 3
(e a t e to lc rc l Eg n e i g h n iU i e s t f T c n lg ,H n h n 7 3 0 ) Dp rm n fE e t ia n ie r n ,S a x n v ri y o eh o o y a z og 2 0 3
f nc on u ti an s r tu e d t uc r of h sy e m t t e st r bu a1 O S pr se s S he co r a p act cl op ati g e nt U t nc et nd r J e er n pl n . a
维普资讯
t e Al o i g M t r a S s e m D s g f F r i s a c u o a i o t o h l t n a e i l y t r e in 0 a — n t n e A t m t C C n r l
中图分类号 :T 2 . l P l 1 2
文献标识码 :B
文章编号 :l 7 一 7 2 (0 73 0 0 - 2 6 l 4 9 一 2 0 )— l 1 0
sy er . P el ct c st m LC e ri al
Ab ta t T i r i l i t o u e a l o i g m t r a s s e m b s d n f r — n t n e a t m t C c n r l sr c: h S a t c e n r d c s n a l t n a e i l y t r a e o a — i s a c u o a i o t o
业以太 网进行通讯, 系统结构简单, 维护方便,智能化程度 高。
本系统采用两种交流变频器 ,一种驱动配料圆盘电机, 另外一种驱动电子皮带秤电机。 配料室共有 1 台配料 圆盘, o
1 台电子皮带秤 。 O 由于每个圆盘 、 电子皮带秤的转速都不一
定相 同,因此采用 1 台变频调速器控 制运行 1 台配料 圆盘 ,1 台变频调速器控 制运行 1 电子皮带秤 。 台 近年来变频技术发
Ke wo d :F e u n y C n e s o n S e d G v r o ; P C C n r l S s e m: A t m t c C n r l C m u i a i n v rs r q e c o v r i n a d p e o e n r L o t o y t r uo a i o to ; o m n c t o
N w k et or
0 引言
面都有 较好 的程度。
2 P C控 制 系 统 设计 L
假设要求ห้องสมุดไป่ตู้1 个料仓配 1 种料,同时堆积 ,不得缺料堆 o o
积 。按照工艺 的要求,我们通过主控室肼 I 上位机输入配料
PC L 站采用可 编程控制器 M d c n TX Q a tm o io S un u ,由于
摘 要 :本 文 介 绍 了配 料 系 统 的 远 程 自动控 制 , 该 系统 主 要 由变 频 调 速 系统 、P C电 气 系 统 、上 位 机 监 控 系统 三部 分 L
组成。并详细描述 了控 制系统 的主要功 能、体系结构及具体的实现方案。
关键词: 变频调速: L PC控制系统:自动控制:通讯 网络
计划 、 每一种料 的流量等数据, 采用光纤工业以太 网和配料 室P C L 站进行通讯,控制电子皮带秤从而控制给料 圆盘变频 器和 电子皮带秤变频器, 实时控制给料 圆盘的转速和 电子皮
带秤的转速来精确计算出每 一种料的瞬时流量 、累积量等 。
1 变频调速系统设计
配料现场设备分散并且距 离主控室远,所 以P C L 站就设计在 配料仪表室 。 主控室上位机和配料室 P C L 站之间采用光纤工