焊缝外观检查记录(汇总)
焊缝外观检查和实测记录
焊缝外观检查和实测记录
1. 焊缝形貌,焊缝应该呈现出均匀、平整的外观,焊接表面不
应有凹凸不平、气孔、夹渣等缺陷。
2. 焊接尺寸,焊缝的宽度、高度等尺寸应符合设计要求,需要
进行实际测量并记录。
3. 焊接变形,焊接过程中可能会产生变形,需要检查焊接变形
情况,确保在允许范围内。
在实测记录方面,我们需要详细记录以下内容:
1. 焊接工艺规程,记录所采用的焊接工艺规程,包括焊接方法、焊接参数、焊接材料等信息。
2. 焊接人员,记录参与焊接的人员信息,包括焊工姓名、操作
证号等。
3. 焊接设备,记录使用的焊接设备型号、编号、检定情况等信息。
4. 检验工具,记录用于检验的工具和仪器,包括焊缝检测仪、
焊缝测量工具等。
5. 检验结果,详细记录焊缝外观检查的结果,包括发现的缺陷、尺寸测量结果等。
6. 处理措施,如果发现了焊缝质量问题,需要记录相应的处理
措施,以及处理后的检验结果。
总之,焊缝外观检查和实测记录需要全面、详细地记录焊接过
程中的各项信息,以确保焊接质量符合要求并留下可追溯的记录。
钢结构加工焊接焊缝外观质量检查记录

钢结构加工焊接焊缝外观质量检查记录工程名称: 检查日期缺陷类型未焊满 根部收缩 咬边弧坑裂纹结果允许偏差(mm)二级 三级 二级三级二级三级 二级 三级≤0.2+0.02t ≤1.0≤0.2+0.04t ≤1.0≤0.2+0.02t ≤1.0 ≤0.2+0.04t ≤1.0≤0.05t 、≤0.5连续长度《100 ≤0.1t 、≤1.0允许存在个别长度≤0.2的弧坑裂纹每100.0焊缝内缺陷总长≤25.0长度不限焊缝两侧咬边总长≤10%焊缝全长长度不限检查构件 焊缝 检查情况构件名称 编号 数量 类型 条数 钢柱 GZ1 25 0.3 0.6 0.3 0.6 √ 0.5 √ 合格1、每条检查一处,总抽查数不小于10处。
2、焊缝感观质量,每批同类构件抽查10%,且不小于3处,被抽查件中每件焊缝按数量各抽查5%,总抽查处不少于5处。
3、二级焊缝咬边深度≤0.5,但不得超过焊缝长度≤100%。
焊工: 质检员:钢结构零件及部件加工(矫正和成型)质量检查记录工程名称:达州化工产业区公路物流港6#标准仓库钢结构工程施工单位:四川恒沣建设有限公司检查日期:检查内容7.3.1条钢材矫正后的允许偏差(㎜)表面质量冷矫正加工环境温度碳素钢和低合钢热矫正时加热温度钢板的局部平面度(△)型钢弯曲矢高角钢的垂直度槽钢翼缘对腹板的垂直度工字钢、H型钢翼缘对腹板的垂直度不能有明显的凹面和损伤及划痕碳素钢低合金结构钢t≤14t>14允许偏差(㎜)不低于不应超过900℃1.5 1.0l∕100,≯5.0b∕100,双肢栓接不得大于90°b∕80b∕100,≯2.0划痕深度≯0.5且≯负偏差的1∕2﹣16℃﹣12℃构件号零部件抽查件检查情况(㎜)规格数量编号数量GZ2a 8 3 1.2 2.0 0.1注:1、冷矫正的加工温度全数检查制作工艺报告和施工记录; 2、钢材矫正后允许偏差,按矫正件抽查10%,不少于3件;3、t-为加工件厚度,l-为构件长度,M-为1米长度范围,b-为型钢肢宽;4、7.3.1条为主控项目。
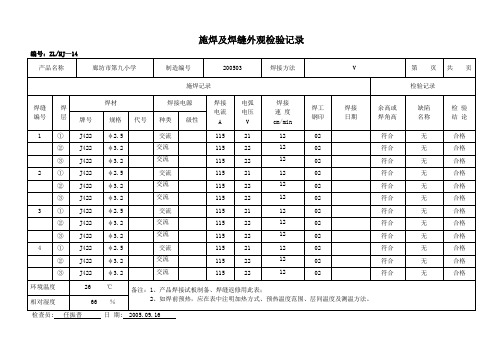
焊缝质量检查记录施焊及焊缝外观检验记录
第 页
共 页
施焊记录
检验记录
焊缝编号
焊 层
焊材
焊接电源
焊接
电流
A
电弧
电压
V
焊接
速 度
cm/min
焊工
钢印
焊接
日期
余高或
焊角高
缺陷
名称
检验
结 论
牌号
规格
代号
种类
级性
25
①
J422
φ2.5
交流
115
21
12
02
符合
无
合格
②
J422
φ3.2
交流
115
22
12
02
符合
无
合格
③
J422
φ3.2
交流
115
22
速 度
cm/min
焊工
钢印
焊接
日期
余高或
焊角高
缺陷
名称
检验
结 论
牌号
规格
代号
种类
级性
5
①
J422
φ2.5
交流
115
21
12
02
符合
无
合格
②
J422
φ3.2
交流
115
22
12
02
符合
无
合格
③
J422
φ3.2
交流
115
22
12
02
符合
无
合格
6
①
J422
φ2.5
交流
115
21
12
02
符合
无
管道焊缝外观检查记录
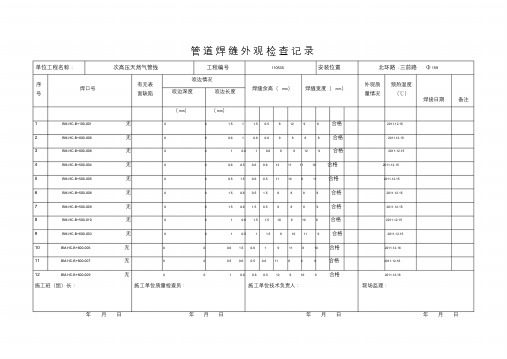
管道焊缝外观检查记录单位工程名称:次高压天然气管线工程编号11053S 安装位置北环路- 三前路Φ159序号焊口号有无表面缺陷咬边情况咬边深度咬边长度焊缝余高(mm)焊缝宽度(mm)外观质量情况预热温度(℃)焊接日期备注(mm)(mm)1 BM-HC-B+100-001 无0 0 1.5 1 1.5 0.5 8 12 9 8 合格2011.12.152 BM-HC-B+000-006 无0 0 0.6 1 0.6 0.6 9 8 8 8 合格2011.12.153 BM-HC-B+000-008 无0 0 1 0.6 1 0.6 8 9 12 9 合格2011.12.154 BM-HC-B+500-004 无0 0 0.6 0.5 0.6 0.6 12 11 11 10 合格2011.12.155 BM-HC-B+500-005 无0 0 0.5 1.5 0.6 0.5 11 10 8 11 合格2011.12.156 BM-HC-B+500-008 无0 0 1.5 0.6 0.5 1.5 8 8 8 8 合格2011.12.157 BM-HC-B+500-009 无0 0 1.5 0.6 1.5 0.5 9 8 9 9 合格2011.12.158 BM-HC-B+500-010 无0 0 1 0.6 1.5 1.5 10 9 10 8 合格2011.12.159 BM-HC-B+600-003 无0 0 1 0.5 1 1.5 9 10 11 9 合格2011.12.1510 BM-HC-B+600-006 无0 0 0.6 1.5 0.6 1 9 11 8 10 合格2011.12.1611 BM-HC-B+600-007 无0 0 0.5 0.6 0.5 0.6 11 8 9 9 合格2011.12.1612 BM-HC-B+600-009 无0 0 1 0.6 0.6 0.5 12 9 10 9 合格2011.12.16施工班(组)长:施工单位质量检查员:施工单位技术负责人:现场监理:年月日年月日年月日年月日管道焊缝外观检查记录单位工程名称:次高压天然气管线工程编号11053S 安装位置北环路- 三前路Φ159序号焊口号有无表面缺陷咬边情况咬边深度咬边长度焊缝余高(mm)焊缝宽度(mm)外观质量情况预热温度(℃)焊接日期备注(mm)(mm)1 BM-HC-B+600-010 无0 0 1 0.6 1 0.6 8 9 12 9 合格2011.12.162 BM-HC-B1+200-001 无0 0 0.6 0.5 0.6 0.6 12 11 11 10 合格2011.12.163 BM-HC-B1+200-003 无0 0 0.5 1.5 0.6 0.5 11 10 8 11 合格2011.12.164 BM-HC-B1+200-005 无0 0 1.5 0.6 0.5 1.5 8 8 8 8 合格2011.12.165 BM-HC-B1+200-007 无0 0 1.5 0.6 1.5 0.5 9 8 9 9 合格2011.12.176 BM-HC-B+100-003 无0 0 1 0.6 1.5 1.5 10 9 10 8 合格2011.12.177 BM-HC-B+000-007 无0 0 1 0.5 1 1.5 9 10 11 9 合格2011.12.178 BM-HC-B+600-001 无0 0 0.6 1.5 0.6 1 9 11 8 10 合格2011.12.179 BM-HC-B1+100-008 无0 0 0.5 0.6 0.5 0.6 11 8 9 9 合格2011.12.1710 BM-HC-B1+100-009 无0 0 1 0.6 1 0.6 8 9 12 9 合格2011.12.1711 BM-HC-B1+100-010 无0 0 0.6 0.5 0.6 0.6 12 11 11 10 合格2011.12.1712 BM-HC-B1+200-002 无0 0 0.5 1.5 0.6 0.5 11 10 8 11 合格2011.12.18施工班(组)长:施工单位质量检查员:施工单位技术负责人:现场监理:年月日年月日年月日年月日管道焊缝外观检查记录单位工程名称:次高压天然气管线工程编号11053S 安装位置北环路- 三前路Φ159序号焊口号有无表面缺陷咬边情况咬边深度咬边长度焊缝余高(mm)焊缝宽度(mm)外观质量情况预热温度(℃)焊接日期备注(mm)(mm)1 BM-HC-B1+200-002 无0 0 0.6 0.5 0.6 0.6 12 11 11 10 合格2011.12.182 BM-HC-B1+200-004 无0 0 0.5 1.5 0.6 0.5 11 10 8 11 合格2011.12.183 BM-HC-B1+200-006 无0 0 1.5 0.6 0.5 1.5 8 8 8 8 合格2011.12.18456789101112施工班(组)长:施工单位质量检查员:施工单位技术负责人:现场监理:年月日年月日年月日年月日管道焊缝外观检查记录单位工程名称:次高压天然气管线工程编号11053S 安装位置北环路- 三前路Φ159序号焊口号有无表面缺陷咬边情况咬边深度咬边长度焊缝余高(mm)焊缝宽度(mm)外观质量情况预热温度(℃)焊接日期备注(mm)(mm)1 BM-HC-B1+400-001 无0 0 0.5 1.5 0.6 0.5 11 10 8 11 合格2011.12.182 BM-HC-B1+400-006 无0 0 1.5 0.6 0.5 1.5 8 8 8 8 合格2011.12.183 BM-HC-B1+600-001 无0 0 1.5 0.6 1.5 0.5 9 8 9 9 合格2011.12.184 BM-HC-B1+500-007 无0 0 1 0.6 1.5 1.5 10 9 10 8 合格2011.12.185 BM-HC-B1+500-010 无0 0 1 0.5 1 1.5 9 10 11 9 合格2011.12.186 BM-HC-B1+300-010 无0 0 0.6 1.5 0.6 1 9 11 8 10 合格2011.12.187 BM-HC-B1+400-002 无0 0 0.5 0.6 0.5 0.6 11 8 9 9 合格2011.12.198 BM-HC-B1+400-004 无0 0 1 0.6 1 0.6 8 9 12 9 合格2011.12.199 BM-HC-B1+400-005 无0 0 0.6 0.5 0.6 0.6 12 11 11 10 合格2011.12.1910 BM-HC-B1+500-008 无0 0 0.5 1.5 0.6 0.5 11 10 8 11 合格2011.12.1911 BM-HC-B1+500-009 无0 0 1.5 0.6 0.5 1.5 8 8 8 8 合格2011.12.1912施工班(组)长:施工单位质量检查员:施工单位技术负责人:现场监理:年月日年月日年月日年月日。
焊缝外观质量检查记录表[1]
![焊缝外观质量检查记录表[1]](https://img.taocdn.com/s3/m/91a48b93767f5acfa0c7cd95.png)
GB50205-2001
GD2301057
单位(子单位)工程名称
广州国际玩具礼品城(第一期)工程(第一区)
分部(子分部)工程名称
钢结构
验收部位
32~42×J1×H1轴屋顶
施工单位
汕头市建筑工程总公司
项目经理
蓝国炘
分包单位
分包项目经理
施工执行标准名称及编号
施工质量验收规范的规定
施工单位检查评定记录
咬边
≤,且≤;连续长度≤,且焊缝两侧咬边总长度≤10%焊缝总长
≤,且≤,长度不限
合格
弧坑裂纹
—
允许存在个别长度≤的弧坑裂纹
电弧檫伤
—
允许存在个别电弧檫伤
接头不良
缺口深度,且≤
缺口深度,且≤
合格
每焊缝不应超过1处
1
0
0
0
1
0
0
0
1
0
合格
表面夹杂
—
深≤,长≤且≤
表面气孔
—
每焊缝长度内允许直径≤,且≤的气孔两个,孔距≥6倍孔径
施工执行标准名称及编号
施工质量验收规范的规定
施工单位检查评定记录
验收
记录
项目
允许偏差(注:t为连续处较薄的板厚)mm
缺陷类型
二级
三级
未焊满(指不足设计要求
≤+,且≤
≤+,且≤
0
0
0
0
0
0
合格
每焊缝内缺陷总长≤
0
0
0
3
0
0
1
0
0
0
根部收缩
≤+,且≤
≤+,且≤
钢结构焊缝外观检查记录(模板)

结论 合格
二级 √
√
√
√
√
合格
二级 √
√
√
√
√Leabharlann 合格检查结论:钢结构焊缝外观质量检查符合设计和规范要求,检验合格。
签
监理(建设)单位
字
专业技术负责人
施工单位 专业质量员
专业工长
栏
说明:1.此表用于钢结构焊接工程焊缝外观质量的检查记录。 2.此表中“焊缝类型”栏填“对接焊缝”或“角焊缝”,“质量等级”栏按施工图设计对该焊缝的
钢结构焊缝外观检查记录(模板)
工程名称: 工程1 施工单位 规格尺寸
序号
焊缝 编号
1
hf-01
2
hf-02
3
hf-03
GL-JH-2
焊缝类型
角焊缝 角焊缝 角焊缝
编号: 00-00-C4-001
构件名称及编号
钢梁-3
检查日期
年月日
质量 等级
二级
咬边 √
外观检查记录
表面 缺陷
错边
焊缝 余高
√
√
√
焊脚 尺寸
要求
广西建设工程质量安全监督总站编制
部分焊透组合焊缝、角焊缝外形尺寸及外观质量检查记录(精)

钢结构B-1403
部分焊透组合焊缝、角焊缝外形尺寸及外观质量检查记录
GB50205-2001(表A.0.3)(5.2.6,5.2.10,5.2.11条)工程名称:
施工单位:检查批次:共批,第批制作数量:
焊缝型式:◣同类构件名称:
注:
(1)
hf>8.0mm的角度焊缝其局部焊脚尺寸允许低于设计要求1.0mm,但总长度不得超过焊缝长度10%;
焊接H形梁腹板与翼缘板的焊缝两端在其两倍翼缘板宽范围内,焊缝的焊脚尺寸不得低于设计值;
检查数量:每批同类构件抽查10%,且不少于3件,每一类型焊缝按条数抽查5%,且不少于1条,每天抽查1处,总抽查数不少于10处。
5.2.6条检查内容为主控项目。
班组长:检查员:
(2)或专业工长:或项目技术负责人:
(3)
年月日年月日
(4)。
074焊缝外观质量检查记录表GD2301074

施工执行的技术标准(含企业 的工艺规定工法等)名称及编 《现场设备、工业管道焊接工程施工及验收规范》 号 施工质量验收规范的规定 项目 缺陷类型 未焊满(指不 足设计要求) 0 二级 三级
施工单位检查评定记录
每100.0焊缝内缺陷总长≤25.0
22 21 14 9 14 11 14 18 16 13
表面气孔
—————
0 0 0 0 0 0 0 0 0 0
专业工长(施工员)签名 施工班组长签名
专业承包施工单位 检查评定结果
主控项目合格,一般项目符合要求。 项目专业质量检查员(签名): 年 月 日
监理(建设) 单位验收结论
专业监理工程师(签名): (建设单位项目专业技术负责人签名):
年
月
日
焊缝外观质量检查记录表
GB 50205-2001
GD2301074 单位(子单位)工程名称 分部(子分部)工程名称 相关验收部位 (层、区、段、房、屋) 总承包施工单位 专业承包施工单位 广州万达文化旅游城商业楼(自编万达茂) 空调(冷、热)水系统/管道系统及部件安装 桁架层风机房 中国建筑第八工程局有限公司 大连冰山集团工程有限公司 项目负责人 刘海球 项目负责人 邱志鹏 GB50683-2011 监理(建 设) 单位验收
根部收缩 长度不限
咬边
弧坑裂纹 电弧擦伤 接头不良
————— —————
允许存在个别长度 ≤5.0的弧坑裂纹
0 0 0 1 0 0 1 0 0 0 1 0 0 0 1 0 0 0 0
允许存在个别电弧擦伤 0
每1000.0焊缝不应超过1处 表面夹渣 —————
ห้องสมุดไป่ตู้
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
编号:
产品编号 焊缝余高 ㎜ 焊角高度 ㎜ 产品名称 咬边深度/ 长度㎜ 焊缝余高 ㎜
序号:
材料厚度 ㎜ 焊缝号 焊角高度 ㎜ 咬边深度/长度 ㎜
焊缝号
1.焊缝余高: 标准抗拉强度下限值δ b>540Mpa 的钢材以及 CrMo 低合金钢 单面坡口 双面坡口 单面坡口 e1 0~10% δ S 且≤3 e2 ≤1.5 e1 0~10%δ 且≤3
焊缝目测检验记录 VISUAL INSPECTION REPORT OF WELDS 工作令号 Job No. Procedure No./Rev. 检验规程号/版次:
编号 No.:
检查内容 Inspection content
实际检测 结果 Actual finding
Remarks 附注
1 2 3 4 5 6 7 8 9 10
焊接检验记录
编号:BKJD/JL3046 名称 图号 外观检查: 表面气孔:无 钳架体 PSZ75B-70D-B-01-00 记录编号 检验员 08 年 11 月 12 日 08-30 李海峰
表面裂纹:无
未熔合:无
根部凹陷:无
未焊透:无
金相检验(角焊缝) : 根部:√焊透 未焊透 焊缝:√熔合
未熔合 焊缝、热影响区: 有裂纹
1
其他材料 双面坡口 e2 ≤1.5 e1 0~15%δ 且≤3
1
e2 0~10%δ 且≤3
2
e1 0~15% δ S 且≤4
e2 0~15% δ 2 且≤4
2.角接接头的焊脚,取焊件中较薄者之厚度,当其中较薄件厚度不小于 8 ㎜时,其焊脚等于 较薄件厚度的 70%,且不小于 8 ㎜. 3.对于高压构件,其焊缝表面不得咬边,其他焊缝表面的咬边深度不大于 0.5 ㎜,咬边连续 长度不大于 100 ㎜,焊缝两侧咬边的总长不得超过该焊缝的 10%. 检查员 日期
Undercut 咬边 Lack of fusion 未融合 lack of penetration 未焊透, slag inclusion 夹渣 excessive weld reinforcement 焊缝余高过大 lack of fill 未填满 Shrinkage groove 缩沟 Crack 裂纹 Overlap 焊瘤 Burn through 烧穿 Welder identification 焊工钢印
未焊透:无
金相检验(角焊缝) : 根部:√焊透 未焊透 焊缝:√熔合
未熔合 焊缝、热影响区: 有裂纹
√无裂纹
检查截面 Ⅰ 焊脚差(mm) 1.5
Ⅱ 2
Ⅲ 1.2称 Product Description Drawing No./Rev. 图号/版次 接头编号 Joint NO. Seq. 序号
Result 检查 结果 操作人,日期 Operator / Date 检验员,日期 Examiner/ Date
√无裂纹
检查截面 Ⅰ 焊脚差(mm) 1.5
Ⅱ 2
Ⅲ 1.2
Ⅳ 1
Ⅴ 1.6
焊接检验记录
编号:BKJD/JL3046 名称 图号 外观检查: 表面气孔:无 刹车盘 PSZ75B-40D-SL-04-00 记录编号 检验员 08 年 11 月 12 日 08-26 李海峰
表面裂纹:无
未熔合:无
根部凹陷:无