钢板取样标准
钢材机械性能取样方法
钢材机械性能取样方法一、引用标准GB1499—1998《热轧带肋钢筋》GB13013—91《钢筋混凝土用热轧光圆钢筋》GB701—1997 《低热钢热轧圆盘条》JGJ18—2003 《钢筋焊接及验收标准》JGJ107—2003 《钢筋机械连接通用技术规程》JGJ108—96 《带肋钢筋套筒挤压连接技术规程》JGJ109—96 《钢筋锥螺纹接头技术规程》GB13788-2000《冷扎带肋钢筋》二、原材料(一)钢筋1、取样规则(1)钢筋应按每批进行检查和验收,每批重量不大于60吨。
每批应由同一牌号、同一炉罐号、同一规格、同一交货状态的钢筋组成。
(2)冷拉钢筋应分批进行验收,每批由重量不大于20吨的同级别,同直径的冷拉钢筋组成。
(3)冷扎带肋钢筋每批应由同一牌号、同一规格、同一生产工艺和同一交火状态的钢筋组成,每批不大于60吨。
2 、取样数量钢筋的试样数量根据其供货形式的不同而不同。
(1)直条钢筋:每批直条钢筋应做2个拉伸试验,2个弯曲试验。
(2)盘条钢筋:每批盘条钢筋应做1个拉伸试验,2个弯曲试验。
(3)冷拉钢筋:每批冷拉钢筋应做2个拉伸试验,2个弯曲试验。
(4)冷扎带肋钢筋:每批冷扎带肋钢筋应做1个拉伸试验,2个弯曲试验。
3 、取样方法拉伸和弯曲试验的试样可在每批材料中任选两根钢筋,切取样品应在钢筋端头50mm外切取,每根上取2个试样做拉、弯试验。
4、取样长度直条钢筋、盘条钢筋、冷拉钢筋为40-45mm(二)型钢1、样胚的切取根据(GB2975—98)《钢材力学及工程性能试验取样规定》的要求:(1)样胚应在外观尺寸合格的钢材上切取。
(2)切取样胚时,应防止因受热、加工应化及变形,而影响其力学及工艺性能。
(3)用烧割法切取样胚时,从样胚切割缝至试样边缘必须留有足够的加工余量,一般应不小于钢材的厚度或直径,但最小不得少于20mm。
对于厚度或直径大于60mm的钢材,其加工余量可根据双方协议适当减小(4)冷剪样胚所留的加工余量可按表1选取表12、样胚切取位置及方向(1)对截面尺寸小于或等于60mm的圆钢、方钢和角钢,应在中心切取拉力试验样胚,截面尺寸大于60mm,则在直径或对角线距外端四分之一处切取。
金属材料取样规定-钢板、锻件
符号
• W——产品的宽度 • t ——产品的厚度(型钢为腿部厚度, 钢管为管壁厚度) • d ——产品的直径(多边形条钢为内切圆直径) • L ——纵向试样(试样纵向轴线与主加工方向 平行) • T ——横向试样(试样纵向轴线与主加工方向 垂直)
型钢取样位置
• 按图1在型钢腿部切取拉伸、弯曲和冲击样坯。 如型钢尺寸不能满足要求,可将取样位置向 中部位移。 • 对于腿部有斜度的型钢,可在腰部1/4处取样 (见图1b和d),经协商也可从腿部取样进行 机加工。 • 对于腿部长度不相等的角钢,可从任一腿部 取样。
试样的制备
• 制备试样时应避免由于机加工使钢表面产 生硬化及过热而影响其力学性能。机加工 最终工序应使试样的表面质量、形状和尺 寸满足相应试验方法标准的要求。 • 当要求标准状态热处理时,应保证试样的 热处理制度与样坯相同。
取样位置
一般要求: • 该标准给出了型钢、条钢、钢板、及钢管的 拉伸、冲击和弯曲试验取样位置 • 应在钢产品表面切取弯曲样坯,弯曲试样应 至少保留一个表面,当机加工和试验机能力 允许时,应制备全截面或全厚度弯曲试样。 • 当要求取一个以上试样时,可在规定位置相 邻处取样。
冷剪样坯所留加工余量按下表选取:
厚度或直径 ( mm) ≤4 >4~10 >10~20 >20~35 >35 加工余量 ( mm) 4 厚度或直径 10 15 20
试料的状态
• 按产品标准规定,取样的状态分为交货状态和标 准状态。 • 在交货状态下取样时,可从以下二种条件中选择: a、产品成型或热处理完成之后取样。 b、如在热处理之前取样,试料应在与产品交货 状态相同的条件下进行热处理。当需要矫直试料 时,应在冷状态下进行,除非产品标准另有规定。 • 在标准状态下取样时,应按产品标准或订货单规 定的生产阶段取样。如必须对试料矫直,可在热 处理之前进行热加工或冷加工,热加工的温度应 低于最终热处理的温度。 • 热处理之前的机加工:当热处理要求试样尺寸较 小时,产品标准应规定样坯的尺寸及加工方法。 • 样坯的热处理应按产品标准或订货单要求进行。
取样手册(钢筋、钢材)

建筑钢材一、检测依据1、《混凝土结构工程施工质量验收规范》(GB50204-2015)2、《钢筋混凝土用钢第1部分:热轧光圆钢筋》(GB/T1499.1-2017)3、《钢筋混凝土用钢第2部分:热轧带肋钢筋》(GB/T1499.2-2018)4、《碳素结构钢》(GB/T700-2006)5、《低合金高强度结构钢》(GB/T1591-2018)6、《优质碳素结构钢》(GB/T699-2015)7、《金属材料拉伸试验第1部分:室温试验方法》(GB/T228.1-2010)8、《金属材料弯曲试验方法》(GB/T232-2010)9、《钢及钢产品力学性能试验取样位置及试样制备》(GB/T2975-2018)10、《型钢验收、包装、标志及质量证明书的一般规定》GB/T 2101-200811、《钢及钢产品交货一般技术要求》(GB/T17505-2016)12、《钢板和钢带包装、标志及质量证明书的一般规定》(GB/T 247-2008)二、概述1、钢筋进场时,应按国家现行标准《钢筋混凝土用钢第1部分:热轧光圆钢筋》GB1499.1、《钢筋混凝土用钢第2部分:热轧带肋钢筋》GB1499.2抽取试件作屈服强度、抗拉强度、伸长率、弯曲性能和重量偏差检验,检验结果应符合相应标准的规定。
2、成型钢筋进场时,应抽取试件作屈服强度、抗拉强度、伸长率和重量偏差检验,检验结果应符合国家现行相关标准的规定。
对由热轧钢筋制成的成型钢筋,当有施工单位或监理单位的代表驻厂监督生产过程,并提供原材钢筋力学性能第三方检验报告时,可仅进行重最偏差检验。
3、对按一、二、三级抗震等级设计的框架和斜撑构件(含梯段)中的纵向受力普通钢筋应采用HRB335E、HRB400E、HRB500E、HRBF335E、HRBF400E或HRBF500E钢筋,其强度和最大力下总延伸率的实测值应符合下列规定:(1)抗拉强度实测值与屈服强度实测值的比值不应小于1.25;(2)屈服强度实测值与屈服强度标准值的比值不应大于1.30;(3)最大力下总延伸率不应小于9%。
钢板取样及加工标准
鋼板取樣及加工標準
一.坯樣尺寸如下:
鋼板規格
(mm)
坯樣尺寸(mm)
切割方式
寬度
長度
≦12
45
450
剪板機
>12
60
450
氣割
二.試樣加工
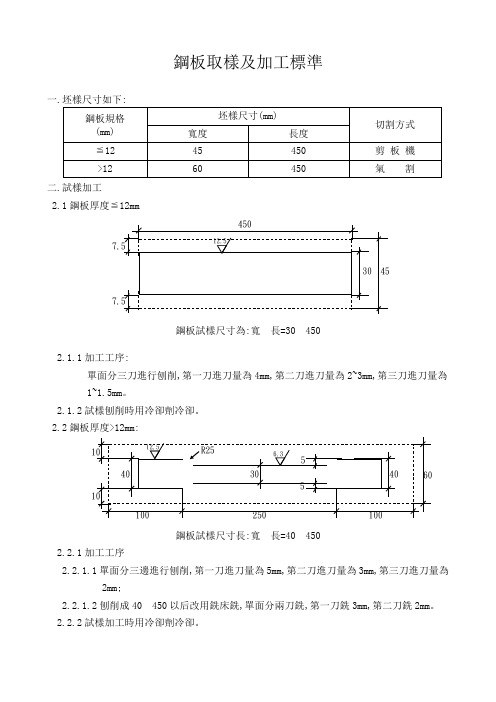
2.1鋼板厚度≦12mm
鋼板試樣尺寸為:寬長=30450
2.1.1加工工序:
單面分三刀進行刨削,第一刀進刀量為4mm,第二刀進刀量為2~3mm,第三刀進刀量為
1~1.5mm。
2.1.2試樣刨削時用冷卻劑冷卻。
2.2鋼板厚度>12mm:
鋼板試樣尺寸長:寬長=40450
2.2.1加工工序
2.2.1.1單面分三邊進行刨削,第一刀進刀量為5mm,第二刀進刀量為3mm,第三刀進刀量為
2mm;பைடு நூலகம்
2.2.1.2刨削成40450以后改用銑床銑,單面分兩刀銑,第一刀銑3mm,第二刀銑2mm。
钢板取样GB-T5313-85
附加说明: 本标准由中华人民共和国冶金工业部提出。 本标准由舞阳钢铁公司、冶金工业部情报标准研究总所负责起草。 本标准主要起草人 周用圆形试样,其直径应符合表 3的规定,试样平行长度应不小于直径的 1.5倍。
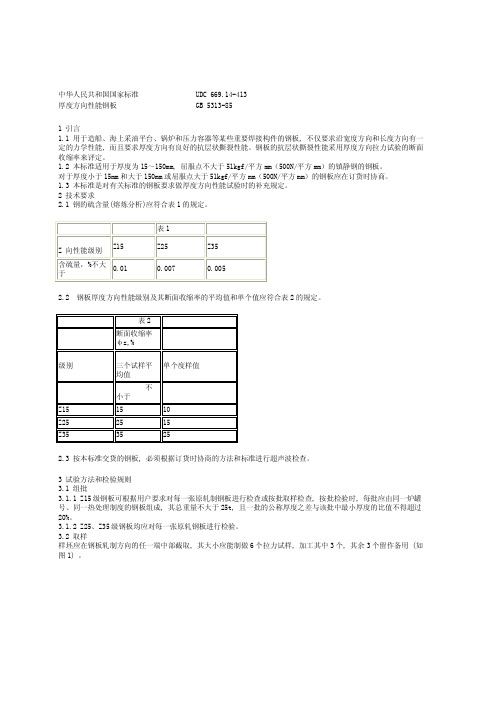
3.3.2试样可由整个板厚加工而成(图 2a型);当不能直接在钢板厚度方向上加工试样时,可采用焊上夹持端的全 厚度拉力试样(图 2b型)。 需要检查钢板靠近表面部分的厚度方向性能时,经供需双方协商,可采用图 2的 b型或 c型试样。 3.3.3试样夹持端的焊接可采用任何适宜方法(如摩擦焊、手工电弧焊等)进行,但任何焊接方法都应使热影响区 最小,且不得使热影响区进入平行长度之内。
中华人民共和国国家标准 厚度方向性能钢板
UDC 669.14-413 GB 5313-85
1引言 1.1用于造船、海上采油平台、锅炉和压力容器等某些重要焊接构件的钢板,不仅要求沿宽度方向和长度方向有一 定的力学性能,而且要求厚度方向有良好的抗层状撕裂性能。钢板的抗层状撕裂性能采用厚度方向拉力试验的断面 收缩率来评定。 1.2本标准适用于厚度为 15~150mm,屈服点不大于 51kgf/平方 mm(500N/平方 mm)的镇静钢的钢板。 对于厚度小于 15mm和大于 150mm或屈服点大于 51kgf/平方 mm(500N/平方 mm)的钢板应在订货时协商。 1.3本标准是对有关标准的钢板要求做厚度方向性能试验时的补充规定。 2技术要求 2.1钢的硫含量(熔炼分析)应符合表 1的规定。
Z15 Z向性能级别 含硫量,%不大
0.01 于
表1 Z25 0.007
Z35 0.005
建筑材料取样送检规格大全
建筑材料取样送检规格大全一、水泥材料1.取样规格:(1) 500kg以上的大包装水泥:每次至少取2kg的样品;(2)封闭式水泥储罐:样品量应按每立方米水泥储罐取样100g;(3)活动式水泥储罐:样品量应按每立方米水泥储罐取样300g。
二、钢材1.取样规格:(1) 钢坯、钢板、钢带:根据批次平均重量的5‰取样,样块不小于2kg;(2) 直径不超过32mm的钢筋:每捆2根,总直径不超过12根的捆取样,每捆总重量不超过30kg;(3) 直径超过32mm的钢筋:每捆1根,总捆数不少于10捆,每捆总重量不超过30kg。
三、混凝土1.取样规格:(1) 承载结构用混凝土:每立方米取样2kg,取不少于3个试块;(2) 非承载结构用混凝土:每立方米取样2kg,取不少于2个试块。
四、砂、石(1)原料场取样:从不同地点和不同方向各取三次,每次取样至少100g;(2)施工现场取样:每次样品不少于100g,每个抽样点取不少于3个样品。
五、黏土1.取样规格:(1)低容限、高含水量黏土:根据工程需要取样,保证实验需要的土样量;(2) 中、高容限黏土:每个朗姆杯取样2kg。
六、玻璃1.取样规格:(1)平板玻璃:每张玻璃取样不少于2个点,每个点按玻璃面积的1%取样;(2)空心玻璃:每个集装箱按不少于10%的比例取样。
七、塑料1.取样规格:(1)塑料板材:每张板材取样不少于3个点,每个点按面积的2%取样;(2)塑料管材:每个批次按比例取不少于3个样品。
八、木材(1) 竹材、木材切割品:每次取样不少于3块样品,样品尺寸不小于30cm × 30cm × 1.5cm;(2) 板材、弯曲品取样:每次取样不少于3块样品,样品尺寸不小于10cm × 10cm × 1.5cm。
九、瓦材料1.取样规格:(1)平瓦、排水瓦:每个批次按比例取不少于3块样品;(2)波形瓦、彩钢瓦:每个批次按比例取不少于5块样品。
(整理)各类钢材检验取样指南
按一盘计。
砌筑砂浆试
同一强度等级、同一配合比,每一 每组试验应取自同一次 同一类型、强度不得 砂浆试块为 70.7×70.7×
15
块
楼层及 250m3 砌体为一批。
拌制的砌筑砂浆拌合物。 少于 1 组,每组 6 块。 70.7mm 立方体试块。
JGJ70
按品种/种类/密度等级和质量等 a.从料堆锥体由上至下的
的 1 万块为一批,不足 1 万块亦为
一批。
所取砌块应外观完好。
同品种、规格、强度等级的砌块,
蒸压加气砼砌块
从外观合格砌块中随机 强度级别:9 块;
19
以 1 万块为一批,不足 1 万块亦为
GB/T11968
抽取。
体积密度:9 块。
一批。
从 6 个砌块中各切取 3 块, 并按膨胀方向注明“上、中、 下”部位及膨胀方向,试样
17
块
生产工艺制成的 1 万块为一批,不 1 万块亦为一批。
所取砌块应外观完好。
砌块按密度等级、强度等级分批验
轻集料砼小型空 收。同一品种配制成的相同密度、
从外观合格砌块中随机 强度:5 块;
18
心砌块
强度,质量等级同一生产工艺制成
抽取。
表观密度:3 块。
GB15229
有特殊要求时需做侧弯、冲
钢板焊接
同一批钢板,同一焊接工艺制作的 尽量采取用机械切削的 拉伸:2 支;面弯、背
6
击试验。(取样方法、数量
JGJ81
钢板为一验收批。
方法;用其它方法截取时 弯各 2 支。
同左栏及左上栏)。
须保证受试部分的金属
不在切割影响区内。
同一钢号、炉号、规格、热处理制
各种原材送检取样标准
各种原材送检取样标准钢材类样品名称取样要求取样方法取样数量备注钢筋原材GB1499.2-2007GB1499.1-2008 GB13788-2008 热轧带肋、光圆钢筋:同一牌号、同炉罐号、同规格,每60t 为一批,不足此数也按一批计。
随机抽取两根,去掉端头50cm 后截取,各取两段,分别用于拉伸及冷弯试验。
力学试验:约40cm 长2 支, 约50cm 长2 支,共4 支。
委托时应明确规格、牌号、产地。
冷轧带肋钢筋;同一牌号、同一炉罐号、同一规格、外形,同一生产工艺和同一交货状态,每60t 为一批,不足此数也按一批计。
去掉端头50cm 后截取40~50cm 长试样。
拉伸试验:每盘1 支;弯曲试验:每批2 支。
钢筋焊接接头JGJ18-2003 闪光对焊、气压焊:工艺检验:每批钢筋正式焊接前,每种牌号、每种规格至少做1 组试件进行工艺检验;非工艺检验:以300 个同类型接头为一批。
应从每批接头中随机切取。
试样共6 支:拉伸3 支,50~60cm 长;弯曲3 支,约40cm 长。
通常,随着钢筋直径的增大,取样长度适当增加。
(以下同)电弧焊(如:搭接焊、帮条焊等)、电渣压力焊:工艺检验:每批钢筋正式焊接前,每种牌号、每种规格至少做1 组试件进行工艺检验;非工艺检验:以300 个同类型接头为一批。
应从每批接头中随机切取。
试样长度为50~60cm 共3 支,只作拉伸试验。
搭接焊试件应保证距焊口外两边各留出20cm 左右。
并应使两钢筋的轴线在一直线上。
钢筋焊接网片JGJ/T114-2003 每批应由同一厂家生产的,受力主筋为同一直径的焊接网组成,以30t 为一批。
随机抽取一张网片,在纵、横向钢筋上各截取2 根试样,分别进行拉伸和拉伸:2 支冷弯:2 支抗剪:3 支长30~ 40cm。
每个试样应含有不少于一个焊接点。
长30~40cm。
冷弯试验;在同一根非受拉钢筋上随机截取3 个抗剪试样。
钢筋机械连接接头JGJ107-2003 JG/T3057-1999 工艺检验:对每批进场钢筋应做接头工艺检验(同一牌号、同炉罐号、同规格,60t 为一批)。
钢材及其焊接件取样方法
钢材及其焊接件取样方法一、原材料(一) 钢筋1、取样规则(1) 热轧光圆钢筋、余热处理钢筋每批由重量不大于60t的同一牌号、同一炉罐号、同一规格、同一交货状态的钢筋组成。
(2) 热轧带肋钢筋、低碳钢热轧圆盘条每批由重量不大于60t的同一牌号、同一炉罐号、同一规格的钢筋组成。
(3) 碳素结构钢每批由重量不大于60t的同一牌号、同一炉罐号、同一等级、同一品种、同一尺寸、同一交货状态的钢筋组成。
(4) 冷轧带肋钢筋每批由同一牌号、同一外形、同一规格、同一生产工艺和同一交货状态的钢筋组成,每批不大于60t。
2、取样数量钢筋的试样数量根据其供货形式的不同而不同。
(1) 直条钢筋:每批直条钢筋应做2个拉伸试验、2个弯曲试验。
用《碳素结构钢》(CB/T700-1988)验收的直条钢筋每批应做1个拉伸试验、1个弯曲试验。
(2) 盘条钢筋:每批盘条钢筋应做1个拉伸试验、2个弯曲试验。
(3) 冷轧带肋钢筋:逐盘或逐捆做1个拉伸试验,牌号CRB550每批做2个弯曲试验,牌号CRB650及其以上每批做2个反复弯曲试验。
3、取样方法拉伸和弯曲试验的试样可在每批材料中任选两根钢筋切取。
钢筋试样不需作任何加工。
(二) 型钢1、样坯的切取根据中华人民共和国国家标准《钢及钢产品力学性能试验取样位置及试样制备》(GB/T2975-1998)的要求:样坯应在外观尺寸合格的钢产品上切取。
取样时,应对抽样产品、试料、样坯和试样作出标记,以保证始终能识别取样的位置及方向。
取样时,就防止过热、加工硬化而影响力学性能。
用烧割法切取样坯时,从样坯切割线至试样边缘必须留有加工余量,一般应不小于钢产品的厚度或直径,但不得小于20mm。
冷剪样坯所留的加工余量,按表1选取。
表1 冷剪样坯加工余量2、试样的制备制备试样应避免由于机加工使钢表面产生硬化及过热而改变其力学性能,机加工最终工序应使试样的表面质量、形状和尺寸满足相应试验方法标准的要求。
当要求标准状态热处理时,应保证试样的热处理制度与样坯相同。
金属材料取样规定-钢板、锻件
合格判定与复验Βιβλιοθήκη 定2-22、冲击试验(序贯试验) • 冲击功值按一组3个试样单值的算术平均值计算,允许其 中1个试样的单个值低于规定值,但不得低于规定值的 70%。 • 如果没有满足上述要求,可从同一抽样产品上再取3个试 样,先后6个试样的平均值不得低于规定值,允许有2个试 样低于规定值,但低于规定值70%的只允许有1个。 • 冲击试验结果不符合以上规定时,抽样产品应挑出报废, 再从该检验批的剩余部分取两个抽样产品,在每个抽样产 品上各选取新的一组3个试样,这两组试样的复验结果均 应合格,否则该批产品为不合格。
金属材料检验取样规定 及检测结果的判定
(钢板、锻件)
制定取样规定的目的
任何材料都存在成分、组织和性能的不 均匀性,所以产品在不同位置取样时,力 学性能会有差异,因此理化检验试样的取 样位置非常重要,一定要有代表性; 另外,取样时,应防止过热、加工硬化 而影响力学性能,须留有足够的加工余量。
主要内容
• 如果钢管不能取横向冲击试样,应切取10 ~5mm最大厚度的纵向试样 。 • 在钢管上切取样坯的位置件以下图示。
在钢管上切取拉伸及弯曲样坯的位置
在钢管上切取冲击样坯的位置
在方形钢管上 切取拉伸及弯曲样坯的位置
• 规定与圆形钢管相似,当试验机能力允许时,拉 伸试样应按全截面试验。目前我公司设备能夹持 的最大距离是37mm,最大负荷60吨。 • 拉伸试样都是矩形试样。
冷剪样坯所留加工余量按下表选取:
厚度或直径 ( mm) ≤4 >4~10 >10~20 >20~35 >35 加工余量 ( mm) 4 厚度或直径 10 15 20
试料的状态
• 按产品标准规定,取样的状态分为交货状态和标 准状态。 • 在交货状态下取样时,可从以下二种条件中选择: a、产品成型或热处理完成之后取样。 b、如在热处理之前取样,试料应在与产品交货 状态相同的条件下进行热处理。当需要矫直试料 时,应在冷状态下进行,除非产品标准另有规定。 • 在标准状态下取样时,应按产品标准或订货单规 定的生产阶段取样。如必须对试料矫直,可在热 处理之前进行热加工或冷加工,热加工的温度应 低于最终热处理的温度。 • 热处理之前的机加工:当热处理要求试样尺寸较 小时,产品标准应规定样坯的尺寸及加工方法。 • 样坯的热处理应按产品标准或订货单要求进行。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
30
2
270
2倍厚度
4个侧弯
注:试件侧面应该铣床铣平。以上尺寸为加工后尺寸。
焊接弯件焊肉应打磨与母材平齐。
角钢、工字钢等其它型钢取样尺寸同上。
吉林市诚达工程质量检测有限公司电话:2489776 地址:江湾路永强胡同
2、对焊试验:
钢板厚度mm
拉伸试件
弯曲试件
长度mm
宽度mm
取样数量
长度mm
宽度mm
取样数量
6
220
30
2
200
12
2个面弯,2个背弯
8
230
30
2
210
16
2个面弯,2个背弯
10
240
30
2
220
20
2个面弯,2个背弯
12
260
30
2
240
24
2个面弯,2个背弯
14
280
30
2
250
28
4个侧弯
≥16
钢板取样标准
1、原材试验:ห้องสมุดไป่ตู้
钢板厚度(mm)
拉伸试件
弯曲试件
长度mm
宽度mm
取样数量
长度mm
宽度mm
取样数量
6
220
30
1
200
12
1
8
230
30
1
210
16
1
10
240
30
1
220
20
1
12
260
30
1
240
24
1
14
280
30
1
250
28
1
≥16
330
30
1
270
2倍厚度
1
备注:试件侧面应该铣床铣平。以上尺寸为加工后尺寸。