在车身制造中森田电弧螺柱焊的应用及其焊接质量控制
螺柱焊在车身焊接工艺中的应用研究

螺柱焊在车身焊接工艺中的应用研究螺柱焊是焊接技术在适应发展趋势的条件下产生的焊接新工艺。
这种焊接工艺具有高工作效率和高质量保证等显著特点,它能够完成全截面焊接,并在此基础上实现标准化作业。
将螺柱焊应用到车身焊接工艺当中,是具有积极意义的。
本文旨在对螺柱焊接技术进行阐述,并对其在车身焊接工艺中的应用进行研究。
标签:螺柱焊;车身焊接;焊接工艺在目前的汽车产业中,对汽车的车身焊接等作业过程进行更标准化的作业操作是我们需要实现的突破。
将螺柱焊接应用到汽车车身焊接工艺当中,可以有效实现车身焊接标准化作业。
相对于其他的汽车焊接工艺,螺柱焊具有高效和高质的特点。
在过去汽车车身焊接工艺中,常使用的焊接方法有二氧化碳气体保护焊、电阻焊、螺柱焊、MAG焊等。
其中螺柱焊因为其优点突出,被广泛应用于实际焊接操作中。
1 螺柱焊在车身焊接中的应用1.1 螺柱焊在车身焊接中的应用模式随着汽车产业的不断发展,对汽车的整体性和密封性等要求也逐渐提高。
所以在进行车身焊接中要注意减少开口,只有这样才能在根源处减少汽车构件的密封问题。
螺柱焊是目前汽车车身焊接工艺中常用的一种焊接办法。
它通过螺柱与板件表面进行接触,在电引弧的作用下,接触表面会发生融化反应,这时螺柱就会承受一定的压力,在压力作用下完成焊接。
作为一种压力熔焊办法,使得这种焊接方式兼具了压焊和熔焊的两种焊接特性。
螺柱焊焊接主要使用的工具是螺柱焊机。
常用的螺柱焊机有两大类,一类是拉弧式螺柱焊机,一类是储能式螺柱焊机。
拉弧式螺柱焊机由螺柱焊电源和焊枪组成,这种类型的焊机比较特殊,一般只应用于螺柱圆柱头焊钉和异型钉的焊接。
除此之外,根据螺柱焊的周期又可以分为短周期和长周期两种类型的螺柱焊。
在目前的车身焊接中,主要应用逆变式焊接电源短周期拉弧式螺柱焊。
1.2 螺柱焊的工作原理由于螺柱焊分不同的种类,所以螺柱焊的工作原因也有多种方式。
其中,拉弧式螺柱焊机一般采用晶闸管控制螺柱焊机整流器,而随着技术的逐渐成熟,一些拉弧式螺柱焊机开始采用逆变式变压器来进行操作控制。
汽车车身螺柱焊接参数对焊接组织与性能影响的研究分析
MANUFACTURING AND PROCESS | 制造与工艺时代汽车 汽车车身螺柱焊接参数对焊接组织与性能影响的研究分析靳延鹏 卢文超 陆勇 季良 赵洪生 孔德群北京奔驰汽车有限公司 北京市 100176摘 要: 本文研究了汽车车身螺柱焊接工艺参数对焊接质量的影响,以0.8mm厚的CR3镀锌板为基体材料,采用3700号螺柱焊钉进行焊接试验,重点分析了不同焊接电流对焊接质量的影响。
本文利用拉伸试验仪、分析了焊接后的焊接质量,利用金相显微镜对显微组织进行了分析研究。
研究结果表明:在0.8mm厚的镀锌板进行螺柱焊接时,在提升高度为0.8mm情况下,最优的焊接电流为-800mA,焊接时间为50ms;其抗拉力为3.56KN。
关键词:汽车车身 螺柱焊 显微组织 力学性能1 试验材料及方法1.1 试验材料本次实验所用螺柱焊接板材材料为CR3镀锌钢板,板厚为0.8mm,其主要化学成分见表1;螺柱焊钉为3700钢钉。
1.2 试验参数本实验采用正交实验方法,将焊接时间和焊接电流作为变量,对比相同电流和提升高度下,不同焊接时间对焊接质量的影响;对比相同焊接时间和提升高度下,不同焊接电流对焊接质量的影响。
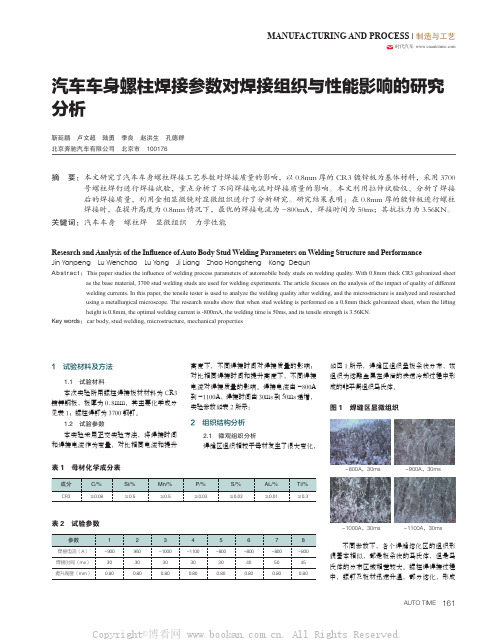
焊接电流由-800A到-1100A,焊接时间由30ms到50ms递增,实验参数如表2所示:2 组织结构分析2.1 微观组织分析焊缝区组织相较于母材发生了很大变化,如图1所示,焊缝区组织呈板条状分布,该组织为熔融金属在焊后的快速冷却过程中形成的非平衡组织马氏体。
-800A,30ms -900A,30ms-1000A,30ms -1100A,30ms图1 焊缝区显微组织不同参数下,各个焊缝熔化区的组织形貌基本相似,都是板条状的马氏体,但是马氏体的分布区域相差较大。
螺柱焊焊接过程中,螺钉及板材迅速升温,部分熔化,形成Research and Analysis of the Infl uence of Auto Body Stud Welding Parameters on Welding Structure and PerformanceJin Yanpeng Lu Wenchao Lu Yong Ji Liang Zhao Hongsheng Kong DequnAbstract: T his paper studies the infl uence of welding process parameters of automobile body studs on welding quality. With 0.8mm thick CR3 galvanized sheet as the base material, 3700 stud welding studs are used for welding experiments. The article focuses on the analysis of the impact of quality of diff erent welding currents. In this paper, the tensile tester is used to analyze the welding quality after welding, and the microstructure is analyzed and researched using a metallurgical microscope. The research results show that when stud welding is performed on a 0.8mm thick galvanized sheet, when the lifting height is 0.8mm, the optimal welding current is -800mA, the welding time is 50ms, and its tensile strength is 3.56KN.Key words:car body, stud welding, microstructure, mechanical properties表1 母材化学成分表表2 试验参数AUTO TIME 161162AUTO TIMEMANUFACTURING AND PROCESS | 制造与工艺金属液,加热过程结束后,金属液迅速冷却,形成非平衡组织马氏体。
全自动短周期拉弧螺柱焊在白车身制造中的应用及质量控制

针对夹具焊枪焊接方向,在焊 接螺柱过程中,尽可能优化设计, 让焊枪自上向下焊接,或者平焊, 禁止采用焊枪自下向上焊接。既改 善节拍,又保证了焊接质量。
2是高功率窄的溶化区焊接螺柱的端部是圆形有一个比直径大的法兰并且呈164全自动短周期拉弧螺柱焊在白车身制造中的应用及质量控制上海汽车车身先进制造工程技术研究中心王艳婷上海赛科利汽车模具技术应用有限公司刘源分析了全自动短周期拉弧螺柱焊的特点结构和原理为生产中出现的焊接失效模式本质上加以阐述并在此基础上提出了一些质量控制和检测的方法
表1
参数
设定值
属性
焊接电流/A 焊接时间/ ms 提弧高度/mm 下落时间/ ms
提升灵活
Iw=焊接面直径(mm) × 110 tw= 0.04Iw 1.5 td=12
来回推动灵活无阻尼感
关键
支撑杆位置
支撑杆位于夹头和螺柱法兰中间
焊枪角度(°) 伸出长度/mm
焊接时倾斜角度<3 2~3
(2)夹具设计的合理性。螺 柱焊接夹具的合理性主要体现在接 地形式、垂直度保证、焊枪焊接方 向三个方面。
针对夹具垂直度保证,薄板 (1mm以下)上的螺柱焊接时,落 螺柱的顶端受压后很容易让钣金件 变形,导致焊枪的参数发生变化, 使焊接状态不稳定,此时夹具上需 在钣金焊接区域增加刚性支撑。
针对夹具接地形式,需通过铜 支撑分接地连接到焊枪总接地。对 于1mm以下薄板,每个螺柱需要1 个分接地铜支撑,分接地线汇集到 总接地线(不允许串接)。如图5a 所示。对于1mm以上厚板件螺柱焊 接,需要在夹具上设置总接地线, 通过总接地线完成与零件通电连 接,如图5b所示。
汽车白车身螺柱焊工艺及质量控制探讨
MANUFACTURING AND PROCESS | 制造与工艺汽车白车身螺柱焊工艺及质量控制探讨单颀俊杭州宝伟汽车零部件有限公司 浙江省杭州市 311200摘 要: 随着汽车工业的发展,人们对于汽车的需求不断增加,目前汽车已经逐渐地走进了千家万户。
而汽车的需求不断增加,汽车的质量问题也随之受到了广泛的关注。
而汽车质量的控制所涉及的因素众多,是一个比较复杂的工程。
本文就将以白车身螺柱焊的质量控制为中心进行探讨,分析螺柱焊偏弧产生的原因,提出一定的改善措施,以供参考。
关键词:汽车;白身车;螺柱焊工艺;质量控制随着科学和技术的进步,汽车制造的技术得到了快速的发展,推动着汽车制造技术不断发展和创新,汽车企业为了竞争生存和发展,在研发和制造过程中缩短了周期,降低了汽车制造的成本,同时提高了汽车的质量和性能,促使汽车制造业更好地发展[1]。
各种工艺的改进百花争鸣,尤其是螺柱焊工艺,有了很大程度的提高。
由于螺柱焊技术与其他焊接技术相比,具有操作简单的优势,目前已经在许多行业的焊接中被广泛地应用,尤其是在汽车制造业[1]。
1 汽车白车身螺柱焊接技术概述1.1 当前我国汽车白车身螺柱焊接工艺的概述分析目前螺柱焊工艺发展迅速,已经被广泛应用于汽车白身车的制造中。
国内许多的汽车制造企业,在螺柱焊技术和工艺上,已经取得了很大程度的突破。
当前我国在螺柱焊工艺上虽然得到了一定程度的发展,但是仍需不断的努力,才能更好地适应汽车工业的发展需求。
目前由于我国在汽车螺柱焊工艺上研究的时间较短,所以还需不断地进行经验总结,从而使螺柱焊技术得到更好的发展[2]。
1.2 螺柱焊的焊接方式目前市场上有两种形式的螺柱焊:储能式螺柱焊机拉弧式螺柱焊,而国内主流主机厂采用的一般为拉弧式螺柱焊。
这是将螺柱一端与板件表面接触,在通电后通过螺柱焊枪提升螺柱引弧,融化螺柱顶端与板件接触面,再给通过螺柱焊枪给予螺柱一定压力至熔池,从而完成焊接的方法。
浅析汽车白车身螺柱焊工艺及质量控制

浅析汽车白车身螺柱焊工艺及质量控制作者:韩军祥陈剑来源:《科技资讯》 2013年第35期韩军祥陈剑(南京汽车集团有限公司冲压生产部江苏南京 210061)摘要:螺柱焊具有快速、可靠、操作简单和成本低等优点,现已广泛应用于汽车、铁路车厢、飞机制造等行业。
本文主要介绍了螺柱焊的特点、分类及影响焊接质量的因素及控制方法。
关键词:螺柱焊特点焊接工艺焊接质量控制方法中图分类号:U466 文献标识码:A 文章编号:1672-3791(2013)12(b)-0080-01螺柱焊由于具有快速、可靠、操作简单和成本低等优点,现在已广泛应用在汽车、船舶制造等领域。
在汽车制造技术中,车身冲压件材料大部分是厚度为0.6~2 mm的普板或镀锌板,要在这些薄钢板上面焊接螺柱并要保证焊接强度,对螺柱焊接工艺及质量控制提出了很高的要求。
本文结合上海汽车R350备胎仓螺柱焊接质量攻关对螺柱焊工艺及质量控制进行了探讨。
关系参考如下:1 螺柱焊接技术1.1 电弧螺柱焊接分类及特点螺柱焊有电弧螺柱焊和电容放电螺柱焊两种基本方法,电容放电螺柱焊根据引燃电弧的方式不同,有预接触式、预留间隙式和拉弧式三种焊接方法[1]。
目前汽车行业应用的螺柱焊工艺主要是采用逆变式焊接电源的短周期拉弧式电容放电螺柱焊焊。
各种螺柱焊的自身特点如表1[2]。
1.2 螺柱焊接方法的选择原则螺柱焊接方法选择的依据是:被焊工件的厚度、材质、紧固件的尺寸。
(1)螺柱直径大于8 mm的一般属于受力接头,适合采用电弧螺柱焊接方法,8 mm以下采用其他方法如电容放电螺柱焊或短周期螺柱焊更为合适。
(2)工件厚度δ和螺柱直径d有个比例关系,对电弧螺柱焊d/δ≤3,对电容放电螺柱焊和短周期螺柱焊这个比例可以达8~10,所以板厚3 mm以下的薄板最好采用电容放电螺柱焊或短周期螺柱焊。
(3)涂层(镀锌)薄钢板采用短周期螺柱焊接是最佳选择。
对于碳钢、不锈钢及铝合金,电弧螺柱焊、电容放电螺柱焊及短周期螺柱焊都可以选用,但对铝合金、铜或异种金属材料螺柱焊最好选用电容放电螺柱焊。
整车制造过程中的焊接标准化管理及应用概述

整车制造过程中的焊接标准化管理及应用概述发表时间:2018-10-31T15:40:27.853Z 来源:《建筑学研究前沿》2018年第18期作者:王品张浩一[导读] 在上汽大众各整车厂以往的日常运行管理过程中,各工厂基于焊接标准及检验规范。
上汽大众汽车有限公司南京分公司江苏省南京市 210000摘要:当前中国汽车行业的竞争日益激烈,顾客需求也日益丰富,在追求高科技和创新装备等个性化的同时,更加注重汽车产品的安全性、高质量和可靠性。
焊接是汽车制造过程中一项关键技术,对整车的安全可靠起到至关重要的作用。
在整车的制造过程中涉及到点焊、焊缝、螺柱焊等多种焊接工艺,其中大部分属于D/TLD存档责任关键特性,这些关键特性一旦失效,除了造成增加返工成本、整车报废等,更可能会增加车身强度风险,对消费者的驾驶安全造成隐患,因此,对焊接过程进行标准化管理,实现各整车厂在焊接管理上的统一行动策略,有助于提高管理的高效性及产品的安全可靠性。
关键词:汽车制造;机械;焊接;标准化,设备引言:在上汽大众各整车厂以往的日常运行管理过程中,各工厂基于焊接标准及检验规范,有各自不同的现场实施策略,造成了差异化的控制水平,工厂之间的可比较性相对较低,经验积累和最佳实践无法有效共享。
因此从公司层面对各工厂的焊接管理体系进行统一化和标准化规范尤为重要。
本文描述了整车厂在项目阶段及批量生产阶段对焊接管理工作的框架要求,包括人员资质、工装设备、材料控制、检验管理、返工过程、分析改进等,由此不断改进和强化整车厂过程质量水平,有助于提升产品质量及顾客满意度。
1. 焊接标准化管理适用范围和目标整车厂的焊接管理体系,以点焊、焊缝、螺柱焊等各类焊接工艺中D/TLD存档责任关键特性为核心,并从以下几个方面提供指引:?在项目及批量阶段系统性的焊接管理要求;?评价或检验运行有效性的方法;?分析改进及知识共享的流程;目标是建立在整车生产过程中焊接管理的基本要求,采用预防性的控制手段,从而降低因焊接失效造成的产品质量风险,降低安全隐患,确保产品可靠性。
拉弧式螺柱焊接技术的应用与效益分析
拉弧式螺柱焊接技术的应用与效益分析拉弧式螺柱焊接技术是一种高效、高质的焊接方法,能够应用于多种行业和领域。
本文将对拉弧式螺柱焊接技术的应用及其效益进行分析。
1. 建筑工程:拉弧式螺柱焊接技术可以应用于建筑工程中的钢结构连接,如大跨度桥梁、大型厂房和高层建筑等。
通过该技术,可以有效地提高焊接质量,增强焊接接头的强度和稳定性。
2. 船舶制造:船舶制造中需要对船体进行各种焊接,而通过拉弧式螺柱焊接技术,可以实现高强度的船体焊接,从而提高船舶的耐久性和安全性。
3. 汽车工业:拉弧式螺柱焊接技术可应用于汽车制造中的焊接工艺,如车身焊接和车轮、发动机等关键部件的焊接。
该技术可以提高汽车结构的刚性和安全性能。
4. 石油化工:在石油化工行业中,拉弧式螺柱焊接技术广泛应用于管道、储罐等设备的焊接,能够满足高温、高压环境下的焊接要求,提高设备的可靠性和安全性。
5. 能源行业:拉弧式螺柱焊接技术在能源行业中的应用主要集中在核能、风能和太阳能等领域。
通过该技术,可以实现核电站、风力发电机组和太阳能电池板等的高强度连接。
1. 提高焊接质量:拉弧式螺柱焊接技术具有较高的稳定性和焊缝一致性,能够确保焊接接头的质量。
与传统的焊接方法相比,拉弧式螺柱焊接能够减少焊缝形变和气孔产生的概率,提高焊接接头的强度和可靠性。
2. 增强焊接接头的强度:拉弧式螺柱焊接技术可以实现焊接接头的全焊透性,提高焊缝的强度和韧性。
通过增强焊接接头的强度,可以提高设备的安全性能,减少事故风险。
3. 提高生产效率:拉弧式螺柱焊接技术具有高效、自动化的特点,可以大大提高焊接的速度和效率。
相比传统的手工焊接,拉弧式螺柱焊接技术可以减少人力投入和生产周期,降低生产成本。
4. 降低环境污染:拉弧式螺柱焊接技术采用了自动化焊接装备,能够减少焊接过程中的焊渣和废气排放,降低对环境的污染。
该技术还能够减少焊接过程中的能源消耗,提高能源利用效率。
5. 增强产品的竞争力:通过应用拉弧式螺柱焊接技术,可以提高产品的焊接质量和性能,增强产品的竞争力。
螺柱焊接技术的应用

目前,我国汽车制造业主要应用的螺柱焊接技术是短周期拉弧式螺柱焊,辅以相关的自动控制设备,大幅提高了汽车的焊接质量,提升了汽车品质。
螺柱焊接技术由于具有快速、可靠、操作简单和成本低等优点,可替代铆接、钻孔、手工电弧焊和钎焊等连接工艺,可焊接碳钢、不锈钢、铝以及铜及其合金等金属,现在已广泛应用在汽车、船舶制造等领域。
我国应用螺柱焊接技术的历史不长,但是随着我国经济的快速发展和制造业水平的不断提高,螺柱焊接技术正被越来越多的国内企业所采用。
螺柱焊接技术及原理将螺柱或类似的金属柱状物及其他紧固件焊接在工件上的方法称为螺柱焊。
实现螺柱焊的方法有多种:电阻焊、摩擦焊、爆炸焊及电弧焊等。
目前应用最广泛的方法是电弧法螺柱焊,根据焊接电源的不同,可细分为储能式(电容放电)螺柱焊和拉弧式螺柱焊。
1.储能式螺柱焊储能式螺柱焊由充电电容放电提供焊接所需的能量,当电容放电时,螺柱和工件之间出现很短时间的电弧,电弧会熔化工件表面和螺柱顶端的少量金属,随后螺柱浸入熔池,熔化金属迅速冷却,形成焊接接头。
储能式螺柱焊的焊接时间极短,通常情况下在5ms之内,无需保护气体;熔池浅,约0.1mm,工件背面无变形、压痕,适于薄板焊接;可用于焊接碳钢、不锈钢、铝、铜及其合金等金属;板厚与螺柱直径比可达1∶10。
储能式螺柱焊设备根据焊枪的配置不同,可分为接触式和间隙式两种。
接触式螺柱焊依靠焊枪内置弹簧压紧螺柱,工件和螺柱之间的距离由螺柱顶部小凸台来保证,当电容放电时,小凸台迅速气化,螺柱和工件之间出现电弧,电弧产生的热量使螺柱顶部形成熔化层,工件表面形成很浅的熔池。
在焊枪内置弹簧压力下,螺柱快速下沉,在3~4ms内,螺柱浸入熔池,电弧消失,熔池冷却迅速形成焊接接头(见图1)。
图1 接触式螺柱焊接过程 间隙式螺柱焊接过程和接触式螺柱焊大致相同,不过与接触式的弹簧压紧螺柱与工件接触不同的是,间隙式是通过电动或气动的方式把螺柱从工件表面提升到一定距离,然后螺柱下沉,同时电容放电,螺柱与工件之间产生电弧。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
在车身制造中森田电弧螺柱焊的应用及其焊接质量控制
随着现代汽车工业的发展,使用者对汽车功能的要求更高、更多、更具个性化,这就需要白车身的制造工艺更具柔性,同时成本要精益,可制造性好,车身结构要紧凑合理。
螺柱焊系统在满足和实现当代造车理念上起着举足轻重的作用,、这可将许多巧妙的设计转化成易于制造的工艺。
从广义上讲,将螺柱或类似的其他紧固件通过电弧熔化金属的途径焊于工件上的方法统称螺柱焊,这有别于传统汽车制造中的电阻点焊和凸焊。
螺柱焊的电弧可由直流电源或一组储能电容产生,螺柱焊焊接普通碳钢时应采用直流正接,焊接有色金属时则采用直流反接。
螺柱焊是焊接紧固件的一种快速方法,不仅效率高而且可以通过专用设备对焊接质量进行有效的控制,从而保证接头的导热性、导电性和接头强度。
1 森田螺柱焊的焊接过程
森田螺柱焊实质是一种电弧焊,其焊接过程由以下4个主要阶段构成。
1.1 第一阶段
当螺柱与工件接触时(SOW),初始电流值约为40A,电压为0V。
初始电流的存在,一方面可激活焊接处的被焊金属表面,以便顺利起弧。
在实际的生产过程中,由于焊接板材的形状原因,或车体尺寸的配合原因,有时会出现螺柱与车身接触困难,同时如果车体钢板强度偏软,也会影响焊接的质量。
这就需要在工装夹具上做相应的调整,增强被焊处钢板的刚度,从而保证该阶段的可靠和稳定。
1.2 第二阶段
紧接着焊枪中的提升线圈得到70V(DC)的电压,线圈动作,将螺柱提升到(0.45″1.2mm),已被激活的金属表面在电压作用下由此而产生拉弧,由于提升高度一定,电弧电压最终约为24V(DC)。
该电压为维弧电压,为主电弧的顺利导入创造了条件。
1.3 第三阶段
主焊接电流导通,在电弧的作用下,被焊工件的被焊接处熔化成焊接熔池,由于提升高度相同,电弧电压保持不变。
1.4 第四阶段
提升线圈失掉电压,螺柱下降,下落到焊接熔池中,下落时间为12ms。
从而完成整个焊接过程。
2 焊接时间对质量的影响
森田焊机对焊接时间的定义是:从焊接主电流导通到焊接电弧电压为0所需的时间。
焊接时间是影响焊接质量的关键因素之一,由于森田控制器对焊接时间的控制是通过电弧电压的反馈信号而加以控制,所以焊头的工作状态非常重要。
在生产过程中,焊接时间常因下落时间(drop time)的变长而相应增长。
焊接时间超出焊接规范,导致焊接质量的下降、出现焊穿、螺柱的法兰过渡熔化等。
出现以上情况,主要有4个方面的原因:①夹头位置不对而导致提升距离变长。
②支撑弹簧超出疲劳极限。
③焊头污染,其滑板滑动不畅。
④反馈线接触不好或与接地线的连接断路。
3 工艺过程控制和质量检验
实际生产中对过程的严格控制,稳定的车身质量才能切实得以保证。
3.1 工艺过程控制
1)精确设置焊接参数:车身板材厚度、有无镀层、螺柱位置等,都是在设置参数时应当考虑的问题。
2)保证焊接回路的通畅和连接的可靠,尽量使焊接处与地线靠近,减少中间过渡环节。
3)焊枪或焊头的角度开关有一定的范围,调节时应尽量使螺柱与焊接板材垂直,特别是对手工焊枪,角度开关调节的范围越小,质量就越稳定,人为的影响因素就越小。
4)尽量保持焊接表面的清洁。
3.2 质量检验
⑴目视检测对于T形螺柱、带法兰的螺柱,其焊接质量可以通过目视检测螺柱底端焊缝外观形状来判断焊接的质量,如图7所示。
图7a所示是一个合格的螺柱焊缝,其角焊缝均匀,成形连续且熔合好。
图7b所示为虚焊,表明螺柱没有完全插入熔池。
这种情况应检查夹头的位置是不正确,焊枪的顶杆弹簧是否超出疲劳强度和焊头滑动是否自如。
图7c所示表明焊接热量不足。
解决的途径是检查夹头与防飞溅套的位置是否等于1.2mm,是否所有导线接点可靠,以确保电流的顺利导通,同时可根据情况增加焊接电流或焊接时间。
图7d所示表明热量过高。
在确保夹头位置正确的前提下,可降低焊接电流或焊接时间。
图7e所示表明螺柱倾斜,只有局部的焊缝。
通过矫正焊枪位置,使其与焊接表面垂直即可解决。
图7f所示表明接头一侧焊缝堆积而另一侧没有焊缝。
这是由于电弧偏吹所致,可通过改变
接地方式和位置来解决。
⑵弯矩检测上海通用汽车采用专用的测力工具对`螺柱进行检测。
该专用工具如图8所示,在检测螺柱前,先按不同螺柱的尺寸调整好工具,检测时手柄摆动角度为50°,如果螺柱在检测时无断裂和焊缝开裂,该螺柱为合格。
总之,先进的螺柱焊接生产系统结合有效的焊接质量控制程序,为汽车柔性生产工艺和生产高质量的轿车提供了有力的保证。