设备矩阵表
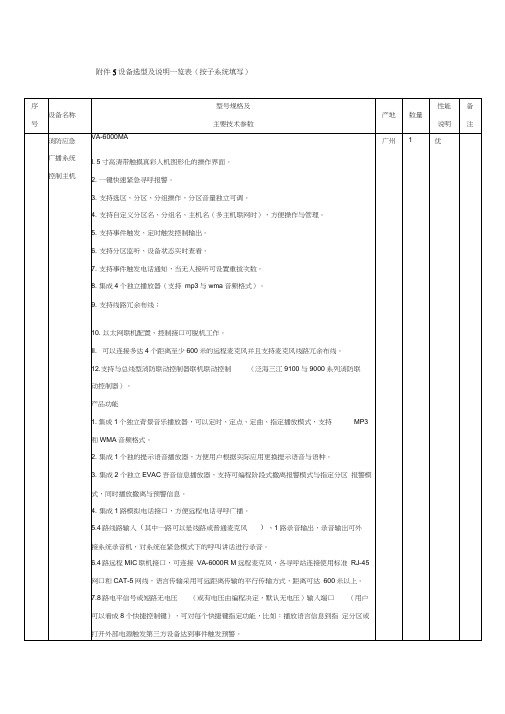
设备选型及说明一览表
9.音频输出:LINE OUT:1V非平衡;REC OUT: 200mV非平衡
10.输出负载:>1KQ
11.串口:连接电脑和摄像跟踪主机
12.静态功耗:10W
13.输出功耗:340W
14.连接方式:专用电缆(8芯)
15.接头可靠性:可靠
9.支持基本Window平台的可视化界面操作,状态自动同步,分级的权限管理方式、 保证系统运行的安全性。
10.系统支持第三方联机无电压继电器输入输出接口。
11.主机具有完全备份功能,通过增加多台主机,还可实现基于“云”的架构,在保 证系统更加安全的同时扩展系统音源总数、增加系统控制点
八分区功
放
VA-P8500S
独立的输岀控制按钮;均有独立音量控制旋钮。
2.网络输入报警音频输入和背景音乐输入, 本地紧急麦克风输入、普通话筒输入和2
路线路输入,允许用户根据实际情况自由更变音频输出优先权,通过VA-6000ST配
置音频输入的优先级。
3.外接1台备份功放,当内置功放故障后,自动切换到备份功放。
4.自动实时监控各分区喇叭回路的工作状态(接地、开路、短路)。
6.频率响应:130-18KHZ
7.喇叭单元:6.5" x1
8.防护等级:IP x5防尘
9.尺寸:185x275x 105mm
10.重量:1.4Kg
广州
16
优
RGE矩阵
TS-9104RA
1.RGB系列矩阵切换器是专门为满足最严格的高分辨率计算机号(即RGBHVI号)的
显示切换和分配而设计的高性能智能矩阵开关设备,用于将多路信号从输入通道切 换输送到任一输岀通道上,输岀通道间彼此独立。带音频系列允许计算机信号和音频 信号同步或异步切换。RGB系列矩阵切换器采用性能极高的专业矩阵处理芯片,自
设备报价清单表

设备报价清单表
用户要求
一、售后服务
1、报价方所投的产品必须提供原生产厂家承诺的产品质量保证。
2、报价方所投的硬盘录像机、数字会议系统主机、功放设备须提供壹年或以上的保修期。
3、保修期按国家“三包”规定一年以上,投标文件必须对设备有文字保修承诺,终身维护。
保修期内,报价方免费提供设备正常使用下的维修及保养服务,并定期派工程师到采购方现场维护和巡查,质保期后,报价方应提供长期的维修保养服务,列出维护保养内容,并给予价格优惠。
4、保修期内,报价方为免费提供备件服务,在设备各部件发生故障时,报价方应免费上门更换同品牌型号的新部件;同一部件30日内连续两次出现同一故障,无偿更换全新设备。
5、维修响应时间:接到通知后,4小时内到达现场。
6、保修期内,采购单位报修后,中标方须在在24小时内解决问题。
二、培训要求
中标方必须免费为采购单位培训2-3名操作人员。
2。
供应链岗位能力矩阵表

供应链岗位能力矩阵表
1
表格中:
•"序号"是每个能力项的唯一标识。
2
•"岗位名称"列出了供应链中的不同职位。
•"能力类型"定义了能力的大类,如专业胜任力、技术技能、业务理解等。
•"能力名称"具体描述了每种能力的内容,如供应链战略规划、采购谈判、库存控制等。
•"能力重要性"表示该能力对该岗位的整体绩效影响程度,通常分为高、中、低三级。
•"能力等级要求"则评估了员工需要达到的能力水平,一般用1-5的等级来表示,5代表最高水平。
3。
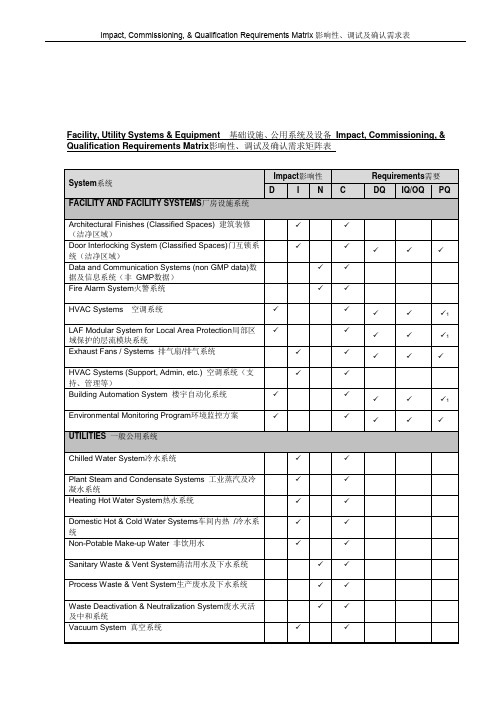
系统及设备影响性、调试及确认需求矩阵表
SIP/CIP System在线灭菌 /在线清洗系统
SIP/CIP Distribution System 在线灭菌 /在线清洗分配 系统 PRODUCTION SUPPORT SYSTEMS 生产支持系统
✓ ቤተ መጻሕፍቲ ባይዱ
✓
✓
✓
USP Purified Water Storage and Distribution System纯 水储存及分配系统 USP Purified Water System (Pre-treatment) 纯水系统 (预处理) WFI Generation System注射用水制备系统
WFI Storage and Distribution System 注射用水储存及 分配系统 Clean Steam Generator 洁净蒸汽制备系统
✓
✓
✓
✓
✓
✓
✓
✓
✓
✓
✓ ✓ ✓ ✓ ✓ ✓2 ✓ ✓ ✓2 ✓ ✓ ✓2 ✓ ✓ ✓
Impact, Commissioning, & Qualification Requirements Matrix 影响性、调试及确认需求表
System系统 Dry Heat Oven干热灭菌柜 Filter Integrity Tester(s)过滤膜完整性测试仪 Glove Integrity Tester(s) 手套完整性测试仪 PRODUCTION SYSTEMS生产系统
HVAC Systems 空调系统
LAF Modular System for Local Area Protection局部区 域保护的层流模块系统 Exhaust Fans / Systems 排气扇/排气系统
APQP流程及职能矩阵表
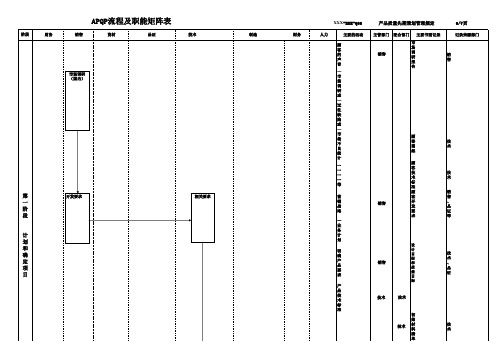
(PR2:量产移行评审)
主要关联规定及程序:
《试制管理程序书》
《工程管理规定》
《设计评审管理 程序书》 《量产准备管理程序书》
《检查及试验管理规定》 《初品检查实施程序书》
《测量系统分析管理规定》 《初期流动管理程序书》
客
客
户
户
满
满
意
意
销售
度
度
调
销 售
调
查
查
报
告
第五 阶段
反馈、 评定 和纠 正措
施
(初期流动管理)
量产
总结会:APQP全套资料、项目及设计经验、减少变差、准时交付、及时服务/投诉处理、价 值分析、顾客满意
初期流动评价:组织部门(技术),参加成员(研发设计领导/设计担当、GTC品证部负责 人/品证担当、GTC制造部负责人、其他相关人员)
减
少
相关部门
变
差
提
高
产
相关部门
品
质
量
进 行
V
A
设 备 分 析
工 艺 分 析
产 品 特 殊 特 性
产 品 包 装 分 析 检 具 及 Q A 机 器 分 析 品质文件分析
零
件
采
制造
购
计
资 材
划
书
供
应
制造
商
清
资 材
单
产
品
特
制造
殊 特
技 术
性
清
单
设
备
制造
模 具
制 造
计
划
设
计
验
证
技术
计
划
技 术
R=LS风险矩阵评价法
风险评价准则风险矩阵分析法(LS)风险矩阵分析法(简称LS),R=L×S,其中R是风险值,事故发生的可能性与事件后果的结合,L是事故发生的可能性;S是事故后果严重性;R值越大,说明该系统危险性大、风险大。
表C.1-1 事故发生的可能性(L)判定准则表C.1-2 事件后果严重性(S)判定准则表C.1-3 安全风险等级判定准则(R)及控制措施表C.1-4 风险矩阵表后果等级54 3 2 1附件1风险矩阵评价法风险矩阵评价法是以生产设备设施为风险单元,将事件发生的可能性(Likelihood)和严重程度(Severity)赋予可度量的数值,用两个数值的算术乘积判定风险等级,并形成风险矩阵图。
即:风险的数学表达式为:R=L×S。
其中:R—代表风险值;L—代表发生伤害的可能性;S—代表发生伤害后果的严重程度。
一、事件发生的可能性(L)。
从偏差发生频率、硬件控制措施、软件控制措施、等三个方面对危害事件发生的可能性(L)进行评价取值,取五项得分的最高的分值作为其最终的L值。
事件发生的可能性数值参见表1。
表1 事件发生的可能性(L)二、事件发生的严重程度(S)。
从人员伤害、财产损失、停工和对企业形象等四个方面对后果的严重程度(S)进行评价取值,取五项得分最高的分值作为其最终的S值。
事件发生的严重程度数值参见表2。
表2 事件发生的严重程度(S)三、风险矩阵图。
确定了S和L值后,根据R=L×S计算出风险度R的值。
根据R的值的大小将风险级别分为以下四级:R=15~25:一级,重大风险(红色)。
R=10~14:二级,较大风险(橙色)。
R=6~9:三级,一般风险(黄色)。
R=1~5:四级,低风险(绿色)。
详见表3风险矩阵图。
表3 风险矩阵图(R)。
IATF16949质量管理体系过程矩阵表
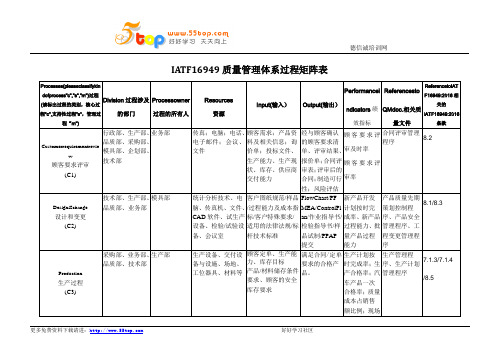
德信诚培训网IATF16949质量管理体系过程矩阵表Processes(pleaseclassifykindofprocess"c","s","m")过程(请标出过程的类别,核心过程"c",支持性过程"s",管理过程“m")Division过程涉及的部门Processowner过程的所有人Resources资源Input(输入)Output(输出)Performanceindicators绩效指标ReferencestoQMdoc.相关质量文件ReferencetoIATF16949:2016相关的IATF16949:2016条款Customerrequirementreview顾客要求评审(C1) 行政部、生产部、品质部、采购部、模具部、企划部、技术部业务部传真;电脑;电话、电子邮件;会议、文件顾客需求;产品资料及相关信息;询价单;投标文件、生产能力、生产现状、库存、供应商交付能力经与顾客确认的顾客要求清单、评审结果、报价单;合同评审表;评审后的合同;制造可行性;风险评估顾客要求评审及时率顾客要求评审率合同评审管理程序8.2Design&change 设计和变更(C2) 技术部、生产部、品质部、业务部模具部统计分析技术、电脑、传真机、文件、CAD软件、试生产设备、检验/试验设备、会议室客户图纸规范/样品/过程能力及成本指标/客户特殊要求/适用的法律法规/标杆技术标准FlowChart/PFMEA/ControlPlan/作业指导书/检验指导书/样品试制/PPAP提交新产品开发计划按时完成率、新产品过程能力、批量产品过程能力产品质量先期策划控制程序、产品安全管理程序、工程变更管理程序8.1/8.3Production 生产过程(C3) 采购部、业务部、品质部、技术部生产部生产设备、交付设备与设施、场地、工位器具、材料等顾客定单、生产能力、库存目标产品/材料储存条件要求、顾客的安全库存要求满足合同/定单要求的合格产品。
新产品开发项目管理矩阵图及全套表格
其它各分计划
DFMEA分析
3D出图
3D冻结
2D图
BOM 特殊特性清单确定
手工样制作准备 手工样制作 手工样验证 2D图冻结
工艺路线策划 生产场地确定
PFMEA
DFMEA 3D图 CAE报告 3D图 2D图 2D图评审表 BOM 特殊特性清单 间易工装和检具
手板报告
过程流程图 车间平面图
PFMEA
二级供应商定点 样件CP
日程跟进
试验计划实施
日程跟进 产能和爬坡阶段目标
达成分析
项目大日程 APQP计划 实验报告 其它各分计划
项目目标
包装评价(有新包装 模拟物流评价报告或跌落振动
方案时)
试验
试产CP优化
试产CP
量产CP输出
模具移交
模具移交
模具能力评价
PPK分析报告
设备调试 设备移交
新设备验收报告(CMK\OEE) 设备档案
设备保养计划
工装开发和验收(有 新需求时)
新材料的PPAP
工装准备计划和验收数据报告 工装方案 工装图纸
爬坡阶段的PPAP
人员熟练度评价 测量系统分析
初始过程能力研究
人员熟练度评价报告 测量系统分析报告
初始过程能力研究告
爬坡计划 依计划进行小批量试
爬坡计划 过程质量数据统计报告
产能分析 限度样确定 过程审核(P4-P7) 阶段总结 项目完成总结
送样给客户承认
标准样
外观标准样
阶段总结 阶段总结会议记录
设备调试
新设备验收报告(调试)
工装开发(有新需求 时)
工程样材料准备
工装准备计划 工装方案 工装图纸
工程样阶段的PPAP
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
全自动内圆磨床
MZ208
电磁卡盘
GZ208/06
磁极
MJ30306X2B
料盒
21
Vdip
≤0.008
22
Vdmp
≤0.006
23
Ra
≤0.050
24
Ki
≤0.003
25
Sd
≤0.008
26
外观
外观检验规则
27
砂轮轴极转速(r/min)
30000~36000
28
工件轴转速
(r/min)
磁极
MJ30306X2B
料盒
8
△2β
±0.0015
9
Vdip
≤0.006
10
Sdi
≤0.0055
11
△Cir
≤0.003
12
Ra
≤0.2
13
Li
0.002~0.003
14
Pdip
1.6
15
烧伤
冷酸洗及抽检规定
16
有效磨削时间(s)
20~30
17
修整补偿
0.010~0.015
18
光磨时间(s)
3~5
零件号/最新更改水平:30306X2B/02
端面
1
△Cs
17.998~18.00
端面磨床
M7475B
电磁卡盘
GZ7475/01
无
无
工件筐
无
2
VcS
≤0.010
3
Ra
≤0.32
4
外观
检验规则
5
修整量
0.012~0.015
6
切削液
切削液配制的规定
7
防锈水
清洗防锈规程
01
粗精磨外圆
8
D△Dmp
ф72.15~ф72.20
无心磨床
MG1083
导板
GZ1083/01
多方小组:韩国珍、李忠林、张清军、王清国、王存乔、吕新奎
编制:王清国
零件
工序号
工序名称/操作描述
特性
特殊特性分类
方法
编号
产品
过程
产品/工艺规范公差
设备
工装
辅具
工位器具
名称
(编号)
型号
名称
编号
名称
编号
名称
编号
01
检验
64
Vdmp
≤0.008
检验台照明灯
65
Ra
≤0.32
66
外观
外观检验规则
01
打字
67
外观
打标机
照明灯
零件号/最新更改水平:30306X2B/02
生产-设备与工装矩阵表
零件名称/描述:轴承内圈
多方小组:韩国珍、李忠林、张清军、王清国、王存乔、吕新奎
编制:王清国
零件
工序号
工序名称/操作描述
特性
特殊特性分类
方法
编号
产品
过程
产品/工艺规范公差
设备
工装
辅具
工位器具
名称
(编号)
型号
名称
编号
名称
44
烧伤
冷酸洗及抽检规定
45
外观
外观检验规则
46
工作液压(Mpa)
1.0~2.0
47
有效磨削时间(s)
25~35
48
修整间隔(只)
2~10
零件号/最新更改水平:30306X2B/02
生产-设备与工装矩阵表
零件名称/描述:轴承内圈
多方小组:韩国珍、李忠林、张清军、王清国、王存乔、吕新奎
编制:王清国
零件
编制:王清国
零件
工序号
工序名称/操作描述
特性
特殊特性分类
方法
编号
产品
过程
产品/工艺规范公差
设备
工装
辅具
工位器具
名称
(编号)
型号
名称
编号
名称
编号
名称
编号
01
外滚道
17
De△Dmp
ф54.41~ф54.46
全自动内圆磨床
MZ208
电磁卡盘
GZ208/01
磁极
MJ30306X2B
料盒
18
△2a
±0.0015
630~815
29
进给速度(μm/s)
0.012~0.015
30
进给压力(Mpa)
0.5~0.7
31
工作液压(Mpa)
1.0~2.0
32
有效磨削时间(s)
25~35
零件号/最新更改水平:30306X2B/02
生产-设备与工装矩阵表
零件名称/描述:轴承内圈
多方小组:韩国珍、李忠林、张清军、王清国、王存乔、吕新奎
Mpa
1.0~1.5
63
油石振荡频率(r/min)
25~60
零件号/最新更改水平:30306X2B/02
生产-设备与工装矩阵表
零件名称/描述:轴承内圈
多方小组:韩国珍、李忠林、张清军、王清国、王存乔、吕新奎
编制:王清国
零件
工序号
工序名称/操作描述
特性
特殊特性分类
方法
编号
产品
过程
产品/工艺规范公差
设备
02
超精
52
砂轮花
外观检验规则
超精机
3MZ336B
磁极
MJ30306X2B/
料盒
53
丝路粗
外观检验规则
54
白点
外观检验规则
55
磨痕
外观检验规则
56
外观
外观检验规则
57
深度
0.006~0.009
58
△2β
±0.0015
59
Sdi
≤0.025
60
Li
+0.002~+0.003
61
Ra
≤0.008
62
工作液压
电磁卡盘
GZ100/01
磁极
MJ30306X2B/01
料盒
49
有效超精时间(s)
16~22
01
检验
50
砂轮花
外观检验规则
检验台
抛光灯
51
丝路粗
外观检验规则
52
白点
外观检验规则
53
磨痕
外观检验规则
54
外观
外观检验规则
01
光磨
55
D△Dmp
ф71.984~ф72
无心磨床
M1083
导板
GZ1083/01
无
39
砂轮花
外观检验规则
40
丝路粗
外观检验规则
41
白点
外观检验规则
42
磨痕
外观检验规则
43
外观
外观检验规则
44
超精深度
0.006~0.009
45
工作液压
(Mpa)
1.0~1.5
46
工件转速
(r/min)
300~450
47
油石压力
(Mpa)
0.5~1.0
零件号/最新更改水平:30306X2B/01
生产-设备与工装矩阵表
工装
辅具
工位器具
名称
(编号)
型号
名称
编号
名称
编号
名称
编号
02
超精
64
工件轴转速
(Hz)
50~90
超精机
3MZ336B
磁极
MJ30306X2B/
料盒
65
油石压力
(Mpa)
0.5~0.9
66
有效超精时间(s)
20~30
02
检验
67
砂轮花
外观检验规则
检验台
日光灯
68
丝路粗
外观检验规则
69
白点
外观检验规则
70
编制:王清国
零件
工序号
工序名称/操作描述
特性
特殊特性分类
方法
编号
产品
过程
产品/工艺规范公差
设备
工装
辅具
工位器具
名称
(编号)
型号
名称
编号
名称
编号
名称
编号
33
修整间隔(只)
中间修整
全自动内圆磨床
MZ208
电磁卡盘
GZ208/06
磁极
MJ30306X2B
料盒
34
补偿量
0.0120~.015
35
切削液
切削液配制的规定
31
切削液
冷酸洗及抽检规定
零件号/最新更改水平:30306X2B/01
生产-设备与工装矩阵表
零件名称/描述:轴承外圈
多方小组:韩国珍、李忠林、张清军、王清国、王存乔、吕新奎
编制:王清国
零件
工序号
工序名称/操作描述
特性
特殊特性分类
方法
编号
产品
过程
产品/工艺规范公差
设备
工装
辅具
工位器具
名称
(编号)
型号
名称
零件号/最新更改水平:30306X2B/01
生产-设备与工装矩阵表
零件名称/描述:轴承外圈
多方小组:韩国珍、李忠林、张清军、王清国、王存乔、吕新奎
编制:王清国