内径千分尺测量头内校方法
内径千分尺的使用方法

内径千分尺的使用方法内径千分尺1 正确测量方法1)内径千分尺在测量及其使用时,必需用尺寸最大的接杆与其测微头连接,依次顺接到测量触头,以减少连接后的轴线弯曲。
2)测量时应看测微头固定和松开时的变化量。
3)在日常生产中,用内径尺测量孔时,将其测量触头测量面支撑在被测表面上,调整微分筒,使微分筒一侧的测量面在孔的径向截面内摆动,找出最小尺寸。
然后拧紧固定螺钉取出并读数,也有不拧紧螺钉直接读数的。
这样就存在着姿态测量问题。
姿态测量:即测量时与使用时的一致性。
例如:测量 75,600/0.01mm的内径尺时,接长杆与测微头连接后尺寸大于 125mm 时。
其拧紧与不拧紧固定螺钉时读数值相差 0.008 mm 既为姿态测量误差。
4)内径千分尺测量时支承位置要正确。
接长后的大尺寸内径尺重力变形,涉及到直线度、平行度、垂直度等形位误差。
其刚度的大小,具体可反映在“自然挠度”上。
理论和实验结果表明由工件截面形状所决定的刚度对支承后的重力变形影响很大。
如不同截面形状的内径尺其长度 L 虽相同,当支承在(2/9)L 处时,都能使内径尺的实测值误差符合要求。
但支承点稍有不同,其直线度变化值就较大。
所以在国家标准中将支承位置移到最大支承距离位置时的直线度变化值称为“自然挠度”。
为保证刚性,在我国国家标准中规定了内径尺的支承点要在2/9)L 处和在离端面 200 mm 处,即测量时变化量最小。
并将内径尺每转 90?检 (测一次,其示值误差均不应超过要求。
2 误差分析内径尺直接测量误差包括受力变形误差、温度误差和一般测量所具有的示值误差,读数瞄准误差、接触误差和测长机的对零误差。
影响内径尺测量误差,主要因素为受力变形误差、温度误差。
“从加到乘”评析静安区教育学院特级教师曹培英万航渡路小学副校长张敏万航渡路小学罗杰张:“从加到乘”这节课,罗杰老师上得比较轻松,感觉效果蛮好的。
我们发现罗老师的教学设计很有特色,把教材用活了。
你能不能介绍一下,这节课的教学设计思路和教学活动安排的意图。
内径千分尺零位的快速调整方法
内蒙古霍林河露天煤业股分有 限公 司机修 厂 (220 朱 国学 090 )
张托雅 内蒙古霍林郭勒市产 品质量计量检测所 ( 22 0 张旭辉 0 90 )
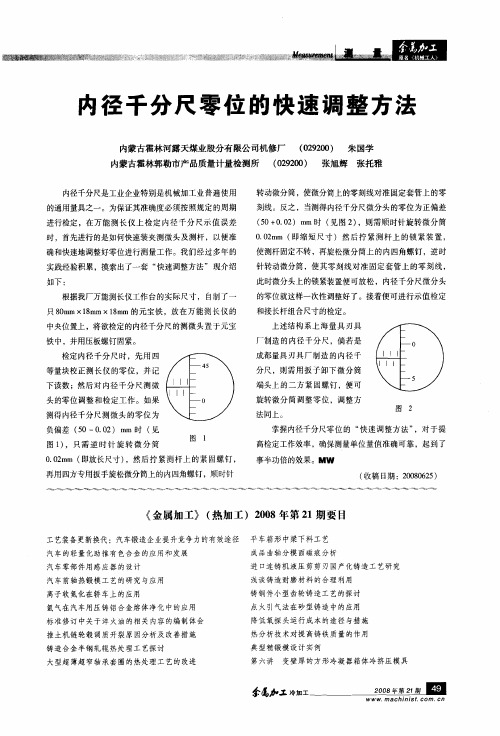
内径千分尺是工业 企业 特别是机械加 工业普遍使 用 的通用量具之一。为保 证其 准确度必须按 照规定 的周 期 进行检定 ,在 万能 测 长仪 上检 定 内径 千 分尺 示值 误 差 时 ,首先进行 的是 如何快速 装夹测微 头及测杆 ,以便 准 确和快速地调整好零位进行测量工作 。我 们经过多年 的
氩气在汽 车用压铸铝合 金熔 体净化 中的应用
标准修订 中关于淬火油的相关 内容 的编制体会
推土机链 轮毂调 质开裂原 因分析及 改善措施
铸 造 合 金 半 钢 轧辊 热处 理 工 艺探 讨
大型超 薄超 窄轴承 套圈的热处理工艺 的改进
参 工冷工 磊 加
兰 篓 塑l 堡 掣 囡
W w W . acnm l . m st c0m . ' c/ 1
I- 。 i ’ i …I-。 l l ‘ 。 i rlh …¨¨ 。I ’ '¨ ・‘ I. p n “ l _ 。 f,g l 。l ‘ | … l 一’ 1. ¨ …i,' l 。l 。 _ 1…
00 r ( .2 m 即放长尺寸) a ,然 后拧 紧测 杆 上的 紧 固螺 钉 , 再用 四方专用扳手旋松微分筒上 的内四角螺钉 , 时针 顺
进 口连铸机 液压剪剪刃 国产化铸造工艺研 究
浅谈 铸 造 耐磨 材 料 的 合 理 利 用
离子软 氮化在轿车上 的应用
铸钢件小 型齿 轮铸 造工艺的探讨 点火 引气法在 砂型铸造 中的应用 降低 氧探 头运 行成本的途径 与措施 热分 析技术对提高铸铁质量 的作用 典 型精锻模设 计实例 第六讲 变壁厚的方形冷凝器箱体冷挤压模具
计量仪器内校规程
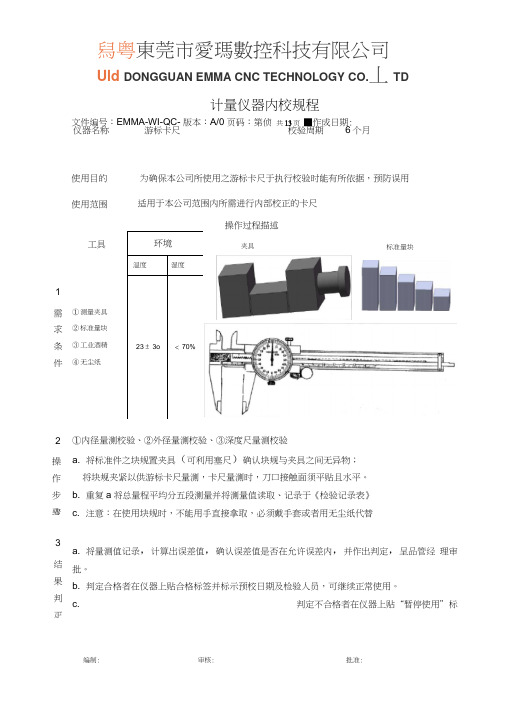
舄粤東莞市愛瑪數控科技有限公司Uld DONGGUAN EMMA CNC TECHNOLOGY CO.丄TD仪器名称 游标卡尺 校验周期 6个月计量仪器内校规程文件编号:EMMA-WI-QC- 版本:A/0 页码:第侦 共13页 ■作成日期: 使用目的为确保本公司所使用之游标卡尺于执行校验时能有所依据,预防误用 适用于本公司范围内所需进行内部校正的卡尺操作过程描述①内径量测校验、②外径量测校验、③深度尺量测校验a. 将标准件之块规置夹具(可利用塞尺)确认块规与夹具之间无异物;将块规夹紧以供游标卡尺量测,卡尺量测时,刀口接触面须平贴且水平。
b. 重复a 将总量程平均分五段测量并将测量值读取、记录于《检验记录表》c. 注意:在使用块规时,不能用手直接拿取,必须戴手套或者用无尘纸代替a. 将量测值记录,计算出误差值,确认误差值是否在允许误差内,并作出判定,呈品管经 理审批。
b. 判定合格者在仪器上贴合格标签并标示预校日期及检验人员,可继续正常使用。
c. 判定不合格者在仪器上贴“暂停使用”标使用范围 1需求条件 环境 温度 湿度 23 ± 3o < 70%2 操 作 步 骤 3结果判疋 工具① 测量夹具 ② 标准量块 ③ 工业酒精 ④ 无尘纸 夹具 标准量块Uld DONGGUAN EMMA CNC TECHNOLOGY CO.丄TD仪器名称 游标卡尺 校验周期 6个月签并送修护 ,仪器修复后须重复“ 2操作步骤”;如无法维修者,在仪器上贴“报废”标签,并办理报废处理手续。
d. 如仪器存在局部问题,在仪器上贴“限用”标签,并注明限用项目或补偿值。
UI 匚 DONGGUAN EMMA CNC TECHNOLOGY CO 」TD 计量仪器内校规程文件编号:EMMA-WI-QC- 版本:A/0 页码:第2页 共13页 ■作成日期:使用目的为确保本公司所使用之外径千分尺于执行校验时能有所依据,预防误用 操作过程描述2 外径量测校验操a.用千分尺座将千分尺固定。
内径千分尺使用说明

内径千分尺使用说明一、操作方法:(一)、依被测物孔径大小,去选择适当之内径千分尺。
(二)、将内径千分尺测试头放入被测物孔内。
(三)、放入时被测物须放平,内径千分尺应正直。
(四)、测试时,左手三手指拿着内径千分尺刻度表下的圆棒,右手旋转内径分厘卡最上端之旋转钮。
(五)、当测试头测量面与被测物孔内轻微接触时,右手转动旋钮使其放出3~5声轻响。
二、校验方法:(一)、首先将千分尺擦拭干净。
(二)、依各种规格之内径千分尺选择合适之校正环规,其校验方式与操作方法相同。
(三)、内径千分尺精度0.001mm之允收标准为±0.001mm。
精度0.005mm之允收标准为±0.005mm。
(四)、内径千分尺精度0.001mm 之校验标准为±0.002mm。
精度0.005mm之校验标准为±0.01mm。
(五)、内径千分尺校验周期一年。
(六)、若无法内校之千分尺则进行外校。
(七)、调整方法:1、先将测试头转入校验块孔内固定。
2、将刻度表上六角孔内螺丝放松。
3、取所本身配件扳手放入内千分尺较小圆棒有沟槽部份进行调整。
4、调整完毕将六角孔内螺丝锁紧。
(八)、校验环规每五年得委外校验。
三、清洁保养:(一)、清洁方法:1、清洁周期在每次使用完毕后,不作记录。
2、以干净之拭布擦拭内径千分尺之外表,并擦拭干净。
(二)、保养方法:1、保养周期在每次清洁完毕后,不作记录。
2、必要时以防锈油擦拭外表,以防止生锈。
四、注意事项:(一)、在每次使用前应先归零,以确保量测正确。
(二)、内径千分尺应防止碰撞,以确保精度。
三丰内径千分尺校准方法

三丰内径千分尺校准方法
以下是 6 条关于“三丰内径千分尺校准方法”的内容:
1. 嘿,你知道吗?三丰内径千分尺的校准可不能马虎哟!就好比给汽车做保养,得精心细致。
比如你校准的时候,是不是得先把它擦得干干净净的呀!校准第一步,先找个平稳的地方放好千分尺,可别随随便便乱放,不然怎么能校准得准呢。
然后呢,按照标准操作一步步来,这就像走在正确的道路上,不能跑偏啦!校准好了,用起来那才叫一个顺手呢,难道不是吗?
2. 哇塞,三丰内径千分尺校准可是个技术活呀!这就跟雕琢一件艺术品似的,得慢慢来。
比如说,你要细心地调整那些小零件,就像给艺术品精雕细琢每一个细节。
你想想,要是马马虎虎的,那能有好结果吗?一定要严格按照步骤来,不能有任何差错,就像走钢丝一样要小心翼翼的哦!这样校准出来的千分尺,才能量得准准的呀!
3. 哎呀呀,三丰内径千分尺校准可重要啦!这就好比战士上战场前要检查好装备。
记得有一次,我就没认真校准,结果出了大问题呢!所以呀,一定要重视起来哟!先把千分尺清理干净,这就像给它洗个澡,让它清清爽爽的。
然后仔细地调节那些刻度,不能有一丝含糊,不然怎么能打得准“敌人”呢,对吧?赶紧好好校准一下吧!
4. 嘿哟,三丰内径千分尺校准真不是闹着玩的!你看啊,就像盖房子打地基,得稳稳当当的。
校准的时候,可不能心不在焉呀!比如在调整测量头的时候,
是不是得集中精力呀!要是随便弄弄,那盖出的房子不就歪歪扭扭啦?咱可不能让这样的事发生呀,认真校准,让千分尺成为我们的好帮手!
5. 哇哦,三丰内径千分尺校准可得小心谨慎呐!这就好像走在钢丝上,必须稳稳当当的。
你想想啊,。
内径千分尺的使用方法和读数

内径千分尺的使用方法和读数
内径千分尺是一种测量工件内孔直径的精密测量工具。
下面是内径千分尺的基本使用方法和读数方式:
使用方法:
1. 准备工作:确保内径千分尺和被测工件表面是清洁的,以确保准确的测量结果。
2. 调整零点:在未接触工件的情况下,打开内径千分尺的测头,将千分尺刻度调至零点。
这通常通过使用调整螺钉或转动手柄来完成。
3. 插入测头:将内径千分尺的测头轻轻插入被测工件的内孔中。
确保测头与工件表面轻微接触,但不要过紧,以免损坏工件或测头。
4. 测量:缓慢旋转内径千分尺的手柄,使测头完全接触到工件内孔表面。
在旋转的同时,读取千分尺的刻度值。
5. 记录读数:一旦测头完全接触到工件表面,记录千分尺的刻度值。
这个刻度值表示工件内孔的直径。
读数方式:
-主尺读数:内径千分尺上通常有一个主尺,刻有毫米或英寸的刻度。
读取主尺上最靠近刻度线的数值。
-千分尺读数:千分尺是内径千分尺的关键部分,它提供了更精确的测量。
在千分尺上,通常每个刻度代表0.001毫米或0.0001英寸。
记录千分尺的刻度值,然后将其乘以千分尺的分辨率,加到主尺的读数上,得到最终测量结果。
例如,如果主尺读数是10毫米,千分尺读数是0.035毫米,那么总的测量值为10.035毫米。
注意:在读取千分尺时,需要注意小刻度的对齐。
通常,内径千分尺的刻度是逆时针方向递增的,确保正确读取。
数显内径千分尺的使用方法
数显内径千分尺的使用方法
一。
数显内径千分尺,这可是个测量内径的好帮手!要想把它用得得心应手,您得先了解它的构造。
1.1 尺身。
这就像它的脊梁骨,坚实耐用,上面标有刻度和数字,那可是测量的基础。
1.2 测微头。
这是关键部分,通过转动它来进行微调,达到精确测量的目的。
二。
接下来,咱说说怎么用它。
2.1 准备工作。
先把千分尺擦干净,别让灰尘杂物影响测量精度。
然后校对零位,这就好比打仗前要校准枪炮一样重要。
2.2 测量操作。
轻轻把测头伸进要测量的孔内,可别用力过猛,不然会损伤尺子和工件。
慢慢转动测微头,直到感觉测头和孔壁接触良好,这时候读数就出来啦。
2.3 读数方法。
眼睛平视显示屏,上面的数字清晰明了。
记住,读数要仔细,可别马虎大意,差之毫厘谬以千里呀!
三。
最后再唠叨几句注意事项。
3.1 轻拿轻放。
这尺子娇贵着呢,别摔着碰着,不然它闹脾气,测量就不准啦。
3.2 定期校准。
就像人要体检一样,尺子也得定期校准,保证测量结果的准确性。
数显内径千分尺用好了,那测量工作就能事半功倍。
只要您按照我说的做,保管您能把这工具用得顺顺溜溜!。
内径千分尺使用操作指导书
Document & Record ControlISSUE DATE:REV. NO.:PAGE:DOCUMENT NO.: 2014-09-280 1 of 3GCTS-WI-QC0004内径千分尺使用操作指导书1.0 目的 :规范 GCTS 内部使用外径千分尺测量时的操作方法,有效地控制测量所产生的误差。
2.0 范围 :适用所有使用外径千分尺测量的过程。
3.0 步骤 :3.1 依照待测物内径尺寸,选择适当量成的三爪式内径千分尺测量。
如下图:序号型号编号量程精度1S/N832023 H0026 20-25mm 0.005mm2S/N831775 H0027 25-30mm 0.005mm3S/N833029 H0028 30-40mm 0.005mm4S/N225415 H0077 30-40mm 0.005mm5S/N832620 H0029 40-50mm 0.005mm6S/N822212 H0030 50-63mm 0.005mm7S/N829360 H0034 16-20mm 0.005mm8S/N233254 H0084 62-75mm 0.005mm3.2 使用三爪式内径千分尺测量内孔前,应首先使用标准环规进行校对,如下图,选择与内径千分尺测量范围相适宜的标准环规。
序号型号编号量程1No.177-146 110199H003350.001mm2NO.177-139 081524H003125.007mm3NO.177-290 081923H003239.999mm1. 合金测头2.测量头3.丝杆4.固定套管5.微分筒6.测力驱动滚花筒Document & Record ControlISSUE DATE:REV. NO.:PAGE:DOCUMENT NO.: 2014-09-280 2 of 3GCTS-WI-QC0004图 3-14三爪内径千分尺3.3三爪内径千分尺的工作原理,图3-14为测量范围11~ 14mm的三爪内径千分尺,当顺时针旋转测力装置 6 时,就带动测微螺杆 3 旋转,并使它沿着螺纹轴套 4 的螺旋线方向移动,于是测微螺杆端部的方形圆锥螺纹就推动三个测量爪 1 作径向移动。
千分尺的使用及校准
• 千分尺(定义): 千分尺是应用螺旋副 传动原理,将回转运动变为直线运动的 一种量具.
• 主要用于测量各种外尺寸和内尺寸.
• 千分尺符合阿贝原则.
• 千分尺分为:外径千分尺,尖头千分尺, 璧厚千分尺,槽径千分尺,公法线千分尺, 深度千分尺,杠杆千分尺,内径千分尺,内 测千分尺等
• 千分尺的数据读取方法:
先在微分筒边缘主刻度上读取整数部分;
再在中心线所指位置读取小数部分,0.01mm 分度的千分尺要估读一位,也就是要读到 0.001mm。( 0.001mm分度的千分尺读数方 法和游标卡尺类似)
所需标准器:
• 千分尺专用量块 • 平行平晶 • 平面平晶 • 刀口形直尺 • 辅助设备:千分尺支架 • 万能测长仪
千分尺
• 千分尺的量程一般为25MM一段(也有030MM的,但比较少见),例如:0-25, 25-50,50-75,75-100,大于25MM的都 会配有校正棒。
各种千分尺
• 使用方法:
• 先清洁测量面,测量时要使用千分尺的测力装 置(棘轮机构),缓慢的转动直到测力装置响 2-3声归零,再用同样的方法测量并读数。
• 示值允差表:
• 注意事项及故障处理:
不归零时可以用小扳手调整(主刻度 附近的一个小孔)
闲置时两个测量面要离图
校准项目及校准方法
JJG21-2019
• 外观 • 测量面平面度:用平面平晶以技术光波干涉法判断
干涉条纹.对于测量范围较大的千分尺用刀口形直 尺以光隙法.(允差:数显0.3um,机械0.6um) • 测量面平行度:用平行平晶以技术光波干涉法判断 干涉条纹数.对于测量范围较大的千分尺用量块测 量工作面4个位置的尺寸,最大尺寸与最小尺寸之 差为平行度. (允差:数显1.5um,机械2.0um)
(完整版)内径千分尺使用操作指导书
2014-09-28 0 1 of 3 GCTS-WI-QC0004内径千分尺使用操作指导书1.0 目的:规范GCTS内部使用外径千分尺测量时的操作方法,有效地控制测量所产生的误差。
2.0范围:适用所有使用外径千分尺测量的过程。
3.0步骤:3.1依照待测物内径尺寸,选择适当量成的三爪式内径千分尺测量。
如下图:序号型号编号量程精度1 S/N832023 H0026 20-25mm 0.005mm2 S/N831775 H0027 25-30mm 0.005mm3 S/N833029 H0028 30-40mm 0.005mm4 S/N225415 H0077 30-40mm 0.005mm5 S/N832620 H0029 40-50mm 0.005mm6 S/N822212 H0030 50-63mm 0.005mm7 S/N829360 H0034 16-20mm 0.005mm8 S/N233254 H0084 62-75mm 0.005mm3.2使用三爪式内径千分尺测量内孔前,应首先使用标准环规进行校对,如下图,选择与内径千分尺测量范围相适宜的标准环规。
序号型号编号量程1 No.177-146 110199 H0033 50.001mm2 NO.177-139 081524 H0031 25.007mm3 NO.177-290 081923 H0032 39.999mm1.合金测头2.测量头3.丝杆4.固定套管5.微分筒6.测力驱动滚花筒2014-09-28 0 2 of 3 GCTS-WI-QC0004图3-14 三爪内径千分尺3.3三爪内径千分尺的工作原理,图3-14为测量范围11~14mm的三爪内径千分尺,当顺时针旋转测力装置6时,就带动测微螺杆3旋转,并使它沿着螺纹轴套4的螺旋线方向移动,于是测微螺杆端部的方形圆锥螺纹就推动三个测量爪1作径向移动。
扭簧2的弹力使测量爪紧紧地贴合在方形圆锥螺纹上,并随着测微螺杆的进退而伸缩。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
内径千分尺和游标卡尺的内校方法
随着产品测量精度的提高,测量检具自身的精度也必须保证准确,为了保证内径千分尺和游标卡尺的准确性,我们对现场使用的千分尺和游标卡尺要进行班前的基本校准,千分尺校准后在以此为标准来比对游标卡尺的精确度,方法如下:
1、首先检查千分尺和游标卡尺各部分相对
位置和相互作用是否完好灵活。
2、用校对卡规来校对千分尺测量头卡规标定50mm
,测量头对零为准,否则调整。
4、接杆前先用干净棉纱清洁一下两端
连接面,以免有杂物积淀,累积误差。
5、校准卡尺时首先检查卡尺各部分相互作用完好,保持“0”位刻度线。
6、千分尺连接任意一尺寸,卡尺直接测量千分尺尺寸对比,卡尺读数与千分尺尺寸是否一致,否则进行修正。
3、用扳手进行零位的调整,调整无法归零时送检具室进行调整,不要随意拆卸。
编制: 审核: 批准:。