锂离子电池自动化生产线
锂离子电池生产工艺流程及相关设备

质量控制: 加强质量 控制,确 保电池质 量和安全 性
PRT SIX
自动化程度提高:采用自动化生产 线,提高生产效率和质量稳定性
设备升级:采用新型设备,提高生 产效率和材料性能
添加标题
添加标题
添加标题
添加标题
工艺优化:改进生产工艺,提高正 极材料的性能和稳定性
环保技术应用:采用环保技术,减 少生产过程中的污染和能耗
优化目的:提高电解液的稳定性和性能 优化方法:采用先进的配方和工艺技术 优化效果:提高电解液的电导率、离子迁移率和循环寿命 优化设备:采用自动化、智能化的生产设备,提高生产效率和质量稳定性
优化电池组装工艺,提高 生产效率
采用自动化设备,减少人 工操作,降低成本
优化电池组装工艺,提高 电池性能和寿命
航空航天:作为动力电池,提供动力 医疗设备:作为电源,提供电力 电动工具:作为动力电池,提供动力
PRT THREE
原料选择:选择合适的锂源、过渡金属和导电添加剂 混合:将原料混合均匀,形成均匀的浆料 涂布:将浆料涂布在集流体上,形成正极材料 干燥:将涂布后的正极材料进行干燥处理,去除水分 压延:将干燥后的正极材料进行压延,形成正极片 切割:将正极片切割成合适的尺寸,用于后续组装
电池包装设备:用于将电池包 装成成品,便于运输和销售
电池管理系统:用于监控和管 理电池的充放电状态,确保电
池的安全性和使用寿命
电池检测设备:用于检测电池的性能、安全性等指标 电池包装设备:用于包装电池,保护电池不受外界环境的影响 电池标签设备:用于打印电池标签,标识电池的型号、规格等信息 电池运输设备:用于运输电池,确保电池在运输过程中的安全
设备类型:搅拌机、计量泵、过滤器等 功能:将电解液原料进行混合、过滤、计量等操作 操作流程:原料加入搅拌机进行混合,然后通过计量泵进行计量,最后通过过滤器进行过滤 注意事项:确保原料的纯度和计量的准确性,避免杂质和误差影响电池性能
211093460_锂离子动力电池正极材料产线中纳米研磨与分散系统的设计
锂离子动力电池正极材料产线中纳米研磨与分散系统的设计*雷立猛1杜俊波2章正昌3杨建4彭伟杰1雷志才1马雁翔1(1广东派勒智能纳米科技股份有限公司广州511495)(2四川富临新能源科技有限公司四川射洪629000)(3苏州汇川技术有限公司江苏苏州215128)(4中南大学自动化学院长沙410012)摘要笔者结合某企业锂离子动力电池正极材料生产线中对成品浆料粒径的要求,在对生产线中锂离子动力电池正极材料产线中智能配料㊁计量㊁混合㊁纳米研磨与分散系统生产工艺流程分析的基础上,对生产工艺流程进行了改进,然后对配料混合㊁纳米研磨与分散系统的控制系统进行了总体方案设计㊂嵌入了配料混合㊁纳米研磨与分散系统的锂离子动力电池正极材料生产线提高了生产效率和产品品质,使用产线更加节能减排㊁绿色环保和智能化,材料利用率和产品成品率达到了设计要求㊂关键词正极材料生产工艺流程在线预研磨系统纳米研磨与分散棒销式纳米砂磨机永磁同步直驱电机㊂中图分类号:T N805文献标志码:A 文章编码:1002-2872(2023)04-0017-04D e s i g no fN a n o g r i n d i n g a n dD i s p e r s i o nS y s t e mi n t h eP r o d u c t i o nL i n eo fP o s i t i v eE l e c t r o d e M a t e r i a l f o rL i t h i u mI o nP o w e r B a t t e r yL e i L i m e n g1,D uJ u n b o2,Z h a n g Z h e n g c h a n g3,Y a n g J i a n4,P e n g W e i j i e1,L e i Z h i c a i1,M aY a n x i a n g1(1P UH L E R(G u a n g-d o n g)S m a r tN a n oT e c h n o l o g y C o.L t d,G u a n g z h o u,511495,C h i n a)(2S i c h u a nF u l i n N e w E n e r g y T e c h n o l o g y C o.L t d,S i-c h u a n,S h e h o n g,629000,C h i n a)(3S u z h o u I n o v a n c eT e c h n o l o g y C o.L t d,J i a n g s u,S u z h o u,215128,C h i n a)(4S c h o o l o fA u t o-m a t i o n,C e n t r a l S o u t hU n i v e r s i t y,C h a n g s h a,410012,C h i n a)A b s t r a c t:A c c o r d i n g t o t h e r e q u i r e m e n t s f o r t h e p a r t i c l e s i z e o f t h e f i n i s h e d s l u r r y i n t h e p r o d u c t i o n l i n e o f l i t h i u mi o n p o w e r b a t t e r yp o s i t i v e e l e c t r o d em a t e r i a l o f a ne n t e r p r i s e,t h e p r o d u c t i o n p r o c e s s i s i m p r o v e do nt h eb a s i so f t h ea n a l y s i so f t h e p r o d u c t i o n p r o c e s s o f t h em i x e da n dd i s t r i b u t e ds y s t e mi n t h e p r o d u c t i o n l i n e,a n d t h e n t h eo v e r a l l s c h e m eo f t h e c o n t r o l s y s t e mo f t h em i x e da n dd i s t r i b u t e d s y s t e mi s d e s i g n e d.T h e p r o d u c t i o n l i n e o f l i t h i u mi o n p o w e rb a t t e r y c a t h o d em a t e r i a l e m b e d d e dw i t hh y b r i dd i s p e r s i o n s y s t e mh a s i m p r o v e d t h e p r o d u c t i o n e f f i c i e n c y a n d i n t e l l i g e n t l e v e l,a n d t h em a t e r i a l u t i l i-z a t i o n r a t e a n d p r o d u c t y i e l dh a v em e t t h e d e s i g n r e q u i r e m e n t s.K e y w o r d s:P o s i t i v e e l e c t r o d em a t e r i a l;P r o d u c t i o n p r o c e s s f l o w;I n l i n eD i s p e r s e r;N a n o g r i n d;I m p r o v e d p e g g r i n d i n g c i r c u-l a t i o n s a n dm i l l s y s t e m;P e r m a n e n tm a g n e t s y n c h r o n o u sm o t o r我国把大力发展新能源车作为碳达标㊁碳中和的国家发展战略㊂新能源汽车的发展离不开高效㊁大容量的动力电池㊂现阶段,锂离子动力电池的正极材料大多数采用容易制备㊁高可靠性㊁高电导率高的L i F e P O4,但是L i F e P O4存在粒径不均匀㊁物相不纯净㊁设备投资大㊁工艺较复杂㊁产品成本高等缺点,只限于少量粉体的制备,工业化生产比较困难㊂针对锂离子动力电池的正极材料在生产过程中存在的问题,开发一种可工业化生产并且效率较高的锂离子动力电池正极材料生产线设备势在必行㊂锂离子动力电池正极材料的精细化㊁纳米化和规模化,可以大大提高锂离子动力电池的性能㊂因此,锂离子动力电池正极材料制备生产线中关键生产环节就是对正极材料进行精细化和纳米化加工的部分㊂笔者设计的纳米研磨与分散系统能够解决L i F e P O4等锂*作者简介:雷立猛(1982-),硕士,中南大学自动化学院博士在读,工程师,经济师;研究方向为新能源锂电池材料纳米研磨与分散㊁超高精密运动控制(机器人,数控机床和系统)㊂离子正极材料的精细化和纳米化的问题㊂该纳米研磨与分散系统由粉料输送系统㊁除尘系统㊁溶剂计量输送系统㊁预混配料系统㊁粗磨系统㊁细磨系统㊁成品浆料除磁子系统等关键环节组成㊂以粉料自动输送计量系统㊁自动研磨转料系统㊁棒销式纳米砂磨机及除磁系统为核心,主要通过粉料输送配料系统进行全自动的粉料输送及全自动配料,通过分散罐和弥散泵对粉体物料及液体物料进行快速有效的混合㊁润湿,使得配出来的浆料具有较好的均匀性;通过棒销式纳米砂磨机对混合浆料进行粗磨和细磨2个环节,得到纳米级粒径的浆料,从而获得较大的表面积,提供电池材料的压实密度;通过自动除磁系统对浆料进行磁性物杂质的去除,以得到优质导电性能的正极材料㊂1动力电池正极材料生产线中纳米研磨与分散的生产工艺流程设计将电池正极制备原料如磷酸铁锂粉料通过自动传送带输送到进料口进行投料,粉料自动下落到振动筛对异物进行筛选,筛选后粉料进入正压压力仓,压力仓通入干燥压缩空气将粉料通过输送管道压送到原料仓,原料仓粉料通过旋转阀下落到计量仓,通过称重系统控制计量仓物料达到设定值后,切断阀切断下料㊂同时,通过流量计控制溶剂进入分散罐后,再启动螺旋给料器,计量仓内原料通过螺旋给料器输送到分散罐内(螺旋给料器变频控制给料速度,确保计量精度)㊂在粉料给料过程中,原料仓㊁计量仓㊁和分散罐内相应的除尘系统对容器内的扬尘进行过滤,保证粉料的计量精度的同时也防止扬尘对周遭环境的影响㊂在分散实施过程中,通过投料系统投放到分散罐的原料,在经过分散罐自身的搅拌分散系统进行混料外,同时也外接串联一弥散泵,让分散罐与弥散泵组成自循环系统㊂如果物料在分散罐内分散不够均匀,则可经过弥散泵对物料再度混合分散,再输送至分散罐分散,如此循环,直至料液充分混合均匀㊂当分散罐内的物料混合均匀后,备用于下道工序㊂另外一个分散罐也按上述方式进行备料㊂将所述分散罐内通过I n N o v a ZT R L在线预研磨系统预分散后的原料输送至过滤器滤去杂质和粗料,再经粗磨换热器冷却后输送至粗磨砂磨机P H ES u-p e r M a x F l o w卧式砂磨机进行粗磨,进料粒度为D50ɤ6μm,粗磨后的物料返回所述分散罐,然后将分散罐内粗磨后的物料输送至所述缓冲罐㊂在实施过程中,粗磨砂磨机与分散罐组成粗磨循环系统,即粗磨的粒径没有达到要求时,分散罐内的粗磨后的物料可再次输送至粗磨砂磨机进行粗磨,并将再次粗磨后的物料返回至分散罐,如此循环㊂为了保证产品的质量,经粗磨砂磨机粗磨后的物料通过粗磨除铁器除去铁杂后再返回所述分散罐㊂另外一个分散罐可对备用原料进行分散,待所述粗磨砂磨机对所述分散罐内的原料粗磨完成后,将该另外一个分散罐内的备用原料经所述过滤器输送至粗磨砂磨机进行粗磨,粗磨后的物料通过所述粗磨除铁器除去铁杂后返回所述另外一个分散罐,另外一个分散罐可与粗磨砂磨机组成与上述相同的粗磨循环系统㊂图1混合分散系统的生产工艺流程图经过粗磨后粒径达到要求的浆料送入缓冲罐,设置了三个缓冲罐㊂任意一个分散罐内粗磨后的物料输送至三个缓冲罐的其中一个,从而实现两个分散罐交替工作,提高生产效率㊂粗磨后的物料输送至第一缓冲罐,该缓冲罐内的物料分别经数个精磨换热器后输送至对应的精磨砂磨机P H N S u p e r M a x Z e t a棒销式纳米砂磨机进行精磨㊂以P H NS u p e r M a x Z e t a400棒销式纳米砂磨机为例,采用400k W永磁电机直驱式结构节能30%,产能提升至ȡ150k g/h干粉(干粉为锂源),出料粒径D50ɤ200n m,D97ɤ400n m㊂每一精磨砂磨机将精磨后的物料输送至第二缓冲罐,第二缓冲罐内精磨后的物料输送至除铁罐,除铁罐内物料经由超高磁强设备除铁和再输送至存储罐,然后对存储罐内的物料进行干燥处理;或者第二缓冲罐内精磨后的物料分别经所述数个精磨换热器后输送至对应的精磨砂磨机进行再次精磨,然后将再次精磨后物料返回至所述第一缓冲罐,如此循环,直至物料达到规定的粒度大小,再将第一缓冲罐内的物料输送至除铁罐除铁罐内物料经由超高磁强设备除铁后再输送至存储罐,然后对存储罐内的物料进行干燥处理㊂为了提高生产效率,保证设备连续生产,可将分散罐或另外一个分散罐内粗磨后的物料输送至所述第三缓冲罐,该缓冲罐内的物料分别经数个精磨换热器后输送至对应的精磨砂磨机进行精磨,精磨砂磨机将精磨后的物料输送至所述第一缓冲罐或第二缓冲罐,当第一缓冲罐或第二缓冲罐内精磨后的物料粒度大小达到要求时,物料输送至除铁罐内物料经由超高磁强设备除铁和再输送至存储罐,然后对存储罐内的物料进行干燥处理㊂混合分散系统从进料到存储的生产工艺流程如图1所示㊂从图1可知,从进料㊁分散㊁粗磨㊁精磨的工艺设计紧凑合理,能保证研磨细度的同时,又能合理地控制时间,基本上每台设备都在连续工作,整个工艺方案没有哪个环节有明显的瓶颈㊂同时采用2个分散罐㊁3个缓冲罐,数台精磨砂磨机,其分散罐㊁缓冲罐均配备称重模块㊁液位传感器㊁液位开关㊁温度传感器等,可实现物料计量㊁液位双重显示与控制㊁高低液位报警㊁温度显示与控制等,使精磨阶段的3台缓冲罐和数台砂磨机的物料流向得到很好的控制,期间不会产生停顿,从而实现了在线连续批量工业化生产的智能控制,大大提高了工作了效率,降低了生产成本,达到了工业生产的自动化㊂2纳米研磨与分散系统控制系统设计图2正极材料生产线中纳米研磨与分散系统的控制系统的拓扑图根据纳米研磨与分散系统的生产工艺流程,按照事序和时序的要求,生产线各环节配备P L C控制系统,所有设备均可在触摸屏上控制,并不断检测各种传感器采集回来的信息,进行实时显示与监控㊂将控制指令都集成在人机界面,通过实现操作下发指令,通过P L C传递命令到各个模块,并且各个模块通过传感器反馈信号给总控制单元,并在界面实时显示状态信息,实现发送指令-执行指令-反馈执行状态的控制方案,使其独立完成配料㊁真空自动吸料㊁分散㊁粗研磨㊁精研磨㊁冷却㊁过滤㊁喷雾干燥等全过程㊂同时生产线控制系统预留通讯接口,供客户端信息系统连接㊂上位机通过工控机的S Q L数据库储存生产数据,控制程序储存在P L C里面,再采用W I N C C组态软件作为上位机监控生产㊂功能都包括:用户管理㊁配方录入系统㊁自动生产控制㊁温度曲线记录以及生产报表等功能㊂上位机和下位机通过工业以太网构成了D C S系统㊂现场控制器和设备通过P r o f i b u s㊁M o d b u s等总线与主控P L C连接㊂远程I/O站通过P r o f i n e t总线连接上位机㊂D C S 系统的拓扑图如图2所示㊂控制系统失效将会对生产线的连续生产产生严重的影响㊂为了提高控制系统的可靠性,对生产线上砂磨机㊁罐体㊁阀门㊁过滤器等关键设备的控制设计了控制失效的对策㊂2.1砂磨机砂磨机配备温度㊁压力㊁液位保护和流量监控,均可设定安全值,一旦有异常,立即报警停机,并有报警指示灯提示,触摸屏会反馈相应的报警信息,以便快速排出故障㊂如果细磨砂磨机其中一台产生故障,立即屏蔽该砂磨机的管道,另一台继续运行,避免停掉生产线,短时间内部能恢复生产㊂2.2罐体罐体配备配备急停按钮,一旦发生异常可随时按下急停按钮,保证安全生产㊂电机由过载保护装置,一旦过载立即处于停机保护状态㊂2.3阀门配备电接点开关信号的气动阀门,可以自动开启或关闭(也可切换成手动开关或关闭),无论开启还是关闭触摸屏上都会有显示,如果应该开启的阀门,又没有该阀门的开启反馈信号,则触摸屏就会显示该阀门开启故障(关闭亦是如此),便于及时排除故障㊂2.4过滤器采用并联式过滤器,一个过滤器堵塞马上屏蔽,并拆开清洗,另一个立即开启正常生产,不耽误生产进度,过滤器前段配备压力传感器,一旦超过正常压力值,会立即报警,提示相应过滤器堵塞,以便快速排出故障㊂3结语笔者结合锂离子动力电池正极材料生产企业的实际需求,针对生产工艺的流程模式,设计了锂离子材料动力电池正极材料的纳米研磨与分散系统㊂一方面,通过优化生产工艺流程,使用2套混合分散子系统㊁3个缓冲存储罐和2套精磨子系统的并行生产方式,大大地提高了混合分散效率和原料的精细化程度,整条生产线设备有效生产利用率大于95%,正极材料的产能大于2800k g/h,成品浆料粒径小于300n m㊂另一方面,通过D C S系统实现了锂离子材料动力电池正极材料的纳米研磨与分散系统的智能化㊁网络化㊁批量在线化;设计了关键设备的控制失效的对策,提高了整个生产线的可靠性和稳定性㊂把纳米研磨与分散系统嵌入锂离子材料动力电池正极材料生产线,可以极大地提高生产效率,减少作业人员,提高批次稳定性㊁均一性,降低生产过程的能耗,提高材料利用率和产品成品率,是锂离子动力电池生产的理想选择㊂参考文献[1]李富梅.低碳经济背景下我国新能源汽车产业发展的对策研究[J].时代汽车,2021(3):95-96.[2]王莉,何向明,高剑,等.锂离子电池正极材料生产技术的发展[J].储能科学与技术,2018,7(5):888-896.[3]丁玲.锂离子动力电池正极材料发展综述[J].电源技术,2015,39(8):1780-1782+1800.[4]张平亮.新型超微砂磨机的结构原理及其应用[J].中国粉体工业,2013(4):15-18.[5]雷立猛.一种生产电池正极材料的智能工作站系统:中国,C N206585009U[P].2017-10-2.[6]张国旺.超细粉碎设备及其应用[M].北京:冶金工业出版社,2007.。
1.2亿安时动力锂电池生产线电芯生产线设备清单分析
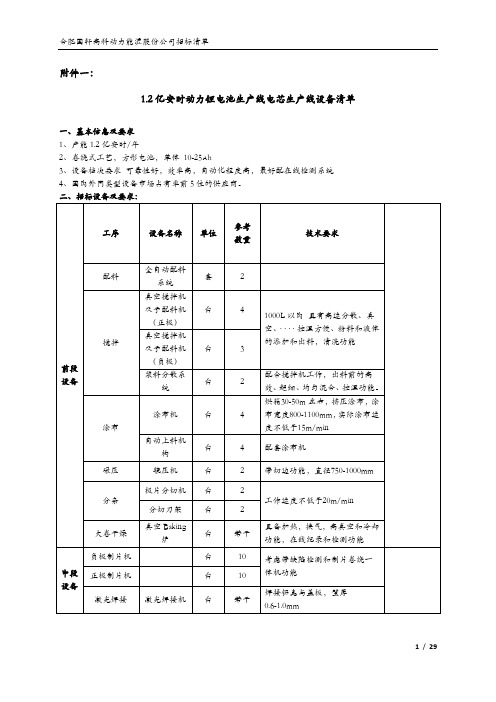
附件一:1.2亿安时动力锂电池生产线电芯生产线设备清单一、基本信息及要求1、产能1.2亿安时/年2、卷绕式工艺,方形电池,单体10-25Ah3、设备档次要求可靠性好,效率高,自动化程度高,最好配在线检测系统4、国内外同类型设备市场占有率前5位的供应商。
二、招标设备及要求:1.2亿安时动力锂电池生产线PECK生产线设备清单日产40万Ah(单体10Ah~25Ah)电芯国轩上海生产线设备清单附件四:百亿产业园1200吨磷酸铁锂材料生产线设备清单一、工艺流程图二、设备要求1.配料系统要求(主材共三种粉料密度分别为1.8、2.1、0.8、一种溶剂密度为0.78) 1)自动化程度高,减少人工操作;2)原料设置料仓存储、管路输送,保证过程无粉尘;3)配料精度要求≥千分之五(单批配料量在50~500kg ,单日批次在8~24批) 2.研磨混料系统要求1)带混合、研磨、循环、冷却功能; 2)产量≥100kg/h ;3)浆料缸≥1000L ,混合缸≥8000L ; 4)材质:304不锈钢内衬陶瓷材料 3.干燥系统要求(酒精体系) 1)产量≥100kg/h ;2)溶剂密闭回收,回收率≥95%; 3)材质:304不锈钢 4.预烧系统要求 1)最高温度750度; 2)炉膛氧含量≤50ppm ;3)单台产量≥20kg/h(烧失率50%~55%);4)出料温度≤35度5.烧结系统要求1)最高温度900度;2)炉膛氧含量≤30ppm;3)产量≥40kg/h(烧失率约5%);4)出料温度≤35度6.粉碎分级系统要求1)细粉比例≤8%;2)处理量≥250kg/h;3)气源采用氮气,并设置氮气回收、净化、循环系统;7.混合包装系统(成品松装密度约0.6)1)单批成品混合量≥5吨;2)混合均匀、出料干净,存料量≤1%;3)包装方式:真空包装,单袋重量20~50kg,包装速率≥100袋/h,放置一个月不漏真空;8.过程控制系统要求1.将全部工序连接起来,采用管道输送、料仓存储,杜绝人工搬运;2.过程物料不与空气接触;9.氮气系统要求1)流量要求≥1000Nm3/h;2)氧含量≤3ppm;3)露点:-70℃;4)出口压力:0.6~0.8 Mpa;10.冷却系统要求需要等其他设备确定下来之后根据设备厂家提供的冷量、流量要求之后才能确定;11.压缩空气系统需要等其他设备确定下来之后根据设备厂家提供的气量要求之后才能确定;12.车间温湿度控制系统1)相对湿度≤30%13.废气处理系统1)主要废气为成分及参数为:氨气、二氧化碳、一氧化碳、氮气、焦油(微量);废气温度:60~80度,压力:微正压(约200帕)2)处理要求:废气处理系统与生产设备实现完全密封的对接,保证生产车间内无废气排出,主要针对氨气的吸收处理,要求处理效率≥95%;如采用吸收的方式进行处理则需要考虑吸收副产物的进一步处理;3)进行系统设计,保证废气达标排放。
锂离子动力电池生产线项目环评报告
建设项目环境影响报告表项目名称:年产1800万粒锂电池动力电池生产线建设单位(盖章):编制日期:2015年3月目录一、建设项目基本情况 (1)二、建设项目所在地自然环境社会环境简况 (6)三、环境质量状况 (11)四、评价适用标准 (13)五、建设项目工程分析 (18)六、环境影响分析 (25)七、建设项目拟采取的防治措施及预期治理效果 (31)八、结论与建议 (33)附图和附件一、建设项目基本情况二、建设项目所在地自然环境社会环境简况三、环境质量状况四、评价适用标准工艺流程简述(图示):施工期工艺流程及产污位置框图三元材料 正极混料涂布干燥正极压片正极分切铝箔导电剂(super-p )粘合剂(PV DF )溶剂(NM P )石墨粘合剂(S BR )增稠剂(CMC )导电剂(super-p )溶剂(纯水) 负极混料负极压片负极分切铜箔G 4NM PG 5 水汽极片叠片电芯制作组装焊接极耳擦 拭隔膜(LiTiO 3)S 1下脚料S 2 下脚料极耳、胶带注 液电解液化成分容检 验喷 码成品入库G 7 VOCS极组入壳组装绝缘垫片引片盖板外壳S 3 废纱布、废棉条S 4 次品涂布干燥制氮机氮气G 6 氮气锂电电池工艺流程及产污环节示意图磷酸铁锂材料六、环境影响分析29七、建设项目拟采取的防治措施及预期治理效果。
锂离子电池的发展现状及展望
锂离子电池的发展现状及展望一、本文概述随着全球能源危机和环境污染问题的日益严重,清洁、高效的能源存储技术成为了科技研发的重点领域。
锂离子电池,作为一种重要的能源存储技术,因其高能量密度、长循环寿命、无记忆效应等优点,在便携式电子设备、电动汽车、航空航天等领域得到了广泛应用。
本文旨在全面梳理锂离子电池的发展现状,包括其技术原理、应用领域、产业规模等,同时结合当前科技发展趋势,对其未来发展方向进行展望。
我们将深入探讨锂离子电池的材料创新、结构设计、安全性提升以及环保回收等关键问题,以期为推动锂离子电池技术的进一步发展提供参考。
二、锂离子电池的发展历程锂离子电池的发展历程可以追溯到20世纪70年代。
早在1970年,M.S.Whittingham首次使用硫化钛作为正极材料,金属锂作为负极材料,制成了首个锂电池。
然而,由于金属锂的化学特性极为活泼,使得电池的安全性存在严重问题,因此这种锂电池并未得到实际应用。
随后,在1980年,John B. Goodenough发现了钴酸锂可以作为锂电池的正极材料,这一发现为锂离子电池的发展奠定了重要基础。
1982年,R.R.Agarwal和J.R.Selman发现锂离子具有嵌入石墨的特性,此发现为开发可充电的锂离子电池铺平了道路。
1990年,日本索尼公司正式推出了首个商用锂离子电池,该电池以碳材料取代金属锂作为负极,钴酸锂为正极,使用有机电解质,这种电池不仅保持了锂电池的高能量密度,还解决了金属锂的安全性问题,因此得到了广泛的应用。
进入21世纪,锂离子电池技术继续得到发展。
特别是随着电动汽车市场的崛起,对高能量密度、长寿命、高安全性的锂离子电池需求日益增大。
因此,研究者们开始探索新型的正负极材料和电解质,以提高锂离子电池的性能。
例如,硅基负极材料、富锂锰基正极材料等新型材料的出现,都为锂离子电池的性能提升提供了可能。
锂离子电池的发展历程是一部不断突破技术瓶颈、追求性能提升的历史。
锂离子电池生产过程成本控制措施

锂离子电池生产过程成本控制措施1. 原材料成本控制:锂离子电池的主要原材料包括锂盐、电解液、正负极材料等。
为了降低成本,可以通过多渠道采购原材料,选择价格相对较低的供应商,并与供应商建立长期合作关系,以获得更好的采购价格。
此外,还可以开展原材料的替代研究,寻找更具经济性的替代材料。
2. 生产工艺优化:通过优化生产工艺,可以提高生产效率,降低生产成本。
例如,在电池组装过程中,可以引入自动化设备和智能化生产线,提高生产效率,减少人工成本。
同时,通过优化工艺流程,减少生产中的废品率和不良品率,降低损耗,提高产品合格率。
3. 能源消耗控制:在生产过程中,电力是必不可少的资源。
为了降低能源消耗,可以采取多种措施。
例如,引入高效节能设备,减少能源的浪费;合理安排生产计划,避免能源的闲置;通过能源管理系统监控能源的使用情况,及时发现并解决能源的浪费问题。
4. 人力成本控制:人力成本是企业的重要成本之一。
为了降低人力成本,可以通过以下方式进行控制。
首先,合理配置人力资源,避免过度或不足的情况发生。
其次,加强员工培训,提高员工的综合素质和技能水平,提高生产效率。
另外,还可以引入灵活就业制度,根据生产需求,合理安排员工的工作时间和工作岗位,降低用工成本。
5. 品质管理措施:优秀的产品质量是企业竞争力的体现。
为了降低成本,需要加强品质管理。
通过建立完善的品质管理体系,加强对原材料、半成品和成品的质量控制,减少不合格品的产生。
同时,加强对供应商的质量管理,确保原材料的质量稳定可靠,减少因质量问题导致的损失。
6. 废弃物处理措施:在锂离子电池的生产过程中,会产生一定数量的废弃物,如废弃电池、废液等。
为了降低成本,需要合理处理这些废弃物。
可以进行废弃物的分类和回收利用,减少废弃物的处理成本。
同时,加强废弃物处理的监管和管理,确保符合环保要求,减少环境污染和相关罚款。
7. 技术创新:技术创新是企业降低成本的重要手段之一。
通过引进先进的生产技术和设备,提高生产效率,降低生产成本。
锂离子电池制造中的智能制造与大数据分析考核试卷
B.降低生产成本
C.提升产品质量
D.加快新产品研发
5.以下哪些是锂离子电池制造中常用的数据分析方法?()
A.描述性分析
B.诊断性分析
C.预测性分析
D.Байду номын сангаас范性分析
6.在智能制造系统中,以下哪些设备可用于锂离子电池的自动化生产?()
A.机器人手臂
B.自动导向车(AGV)
C.输送带
D. 3D打印设备
9.锂离子电池的循环寿命可以通过优化________等条件来延长。
10.保障智能制造系统数据安全的关键措施之一是实施________。
四、判断题(本题共10小题,每题1分,共10分,正确的请在答题括号中画√,错误的画×)
1.锂离子电池的正极材料通常包括锂金属氧化物。()
2.智能制造只是生产自动化的一种形式,不包括数据分析。()
D.生产环境的温湿度
18.在智能制造系统中,以下哪些技术可以用于提高生产效率?()
A.自动化生产线
B.机器人协作
C.智能仓储物流
D.高性能计算
19.以下哪些是智能制造在锂离子电池制造中带来的环境效益?()
A.降低能源消耗
B.减少废物产生
C.提高资源利用率
D.减少碳排放
20.以下哪些策略可以帮助企业应对大数据分析在锂离子电池制造中的挑战?()
A. 3D打印
B.网络信息技术
C.大数据分析
D.自动化设备
17.以下哪个不是智能制造系统的核心组成部分?()
A.自主学习系统
B.自动化执行系统
C.信息技术系统
D.电池材料研发
18.在锂离子电池生产中,大数据分析可以帮助企业优化以下哪个环节?()
三元软包电池18ppm自动化生产线方案
三元软包电池18ppm自动化生产线方案随着科技的不断进步和新能源汽车市场的日益繁荣,三元软包电池的生产需求也在持续增长。
为了满足这一需求,我们提供了一套完整的18ppm自动化生产线方案,以实现高效、安全、稳定的生产。
一、方案概述我们的三元软包电池18ppm自动化生产线方案基于先进的机器人技术、视觉识别技术以及专业设备,旨在提高生产效率、保证产品质量、降低生产成本。
该方案可广泛应用于新能源汽车、储能等领域。
二、方案特点1、高效率:通过优化设备配置和流程设计,实现18ppm(即每分钟生产18个)的高产能,满足市场需求。
2、自动化程度高:利用先进的机器人技术和视觉识别技术,实现生产流程的自动化控制,减少人工干预,提高生产稳定性。
3、灵活性强:可根据客户实际需求调整生产线配置,实现不同规格、型号的三元软包电池生产。
4、安全性高:采用专业的安全防护设计和设备,确保员工和设备安全。
5、维护方便:采用模块化设计,使得设备维护更加简便,降低维护成本。
三、方案流程1、上料:通过自动上料系统将原材料送至生产线。
2、卷绕:利用机器人进行卷绕操作,确保电芯卷绕紧密、平整。
3、激光焊接:采用激光焊接技术,将电芯极耳与导电片焊接在一起。
4、注液:通过注液系统将电解液注入电芯内部。
5、封口:利用热压机对电芯进行封口,确保电芯密封性。
6、检测:通过专业检测设备对电芯进行性能检测,确保产品质量。
7、下料:通过自动下料系统将成品送至指定位置。
四、总结我们的三元软包电池18ppm自动化生产线方案充分利用先进技术,实现了高效、安全、稳定的生产。
该方案具有高效率、高自动化程度、高灵活性、高安全性、维护方便等特点,可广泛应用于新能源汽车、储能等领域。
我们相信,通过采用此方案,客户将能够在激烈的市场竞争中取得优势,实现可持续发展。
随着科技的不断发展和进步,锂离子电池已经成为现代电子设备中不可或缺的能源之一。
为了满足大规模生产的需求,锂离子电池自动化生产线应运而生。
EVE公司简介-中文版
WELCOME TO EVE惠州亿纬锂能股份有限公司概况与简介OVERVIEW&PROFILE 公司简介Company Profile2001年公司成立于广东惠州在职员工4500 名2009年深圳创业板上市(300014.SZ) 研发大楼10,000 平米2013年营业收入约10亿人民币工厂面积150,000 平米亿纬锂能致力于成为一个技术领先的高能锂电池领域的先进制造企业西坑工厂仲恺工厂松山工厂松茂工厂荆门工厂锂原电池锂离子电池二锂离子电池一精密部件锂离子电池正极材料企业文化Corporate Culture愿景做世界上最好的锂电池,成为行业的领先企业核心价值追求卓越品质优先创造价值言而有信团队合作尊重个人使命为社会提供高可靠性的锂电池业务架构 Business Architecture研发中心总经理 袁中直市场部中央采购部总 监 梁荣斌 财务管理部总 监 唐秋英(兼) 财务核算部资产管理部 IT 部主 任 庞瑞丽总经办总经理:汪开龙亿纬电子 董 事 会监事会主席:段成QSHE 办公室证券投资部 法 务 部 审 计 部 公司总经理 刘 金 成总经理:吕正中 金泉材料 总经理:李芬 亿纬赛恩斯 金原系统 亿纬国际 董 秘:唐秋英 总经理:刘建华锂原电池事业本部锂离子电池事业本部经 理 孔令明公司副总经理 袁中直 刘建华 韩纪云 潘军营人力资源部经 理 孙斌 总经理:韩纪云 电源系统事业部总经理:黄国民 品牌事业部总经理:于东生 总经理:王世峰 (空缺)亿纬亚洲子公司或控股公司经 理:曾永芳营业收入 Annual Revenue单位 : 亿元Unit : Hundred million RMB2013年2009年2010年2011年2012年创立与发展ESTABLISH&DEVELOPMENT 亿纬创始人EVE Founder刘金成博士Dr. Jin-Cheng Liu President电子科技大学工学学士(化学)武汉大学理学硕士(电化学)华南理工大学工学博士学位(材料物理与化学) 中欧国际工商管理学院硕士·电池领域资深专家 , 从事锂电池研究与生产工作30年·惠州市拔尖人才,惠州市第十届人大代表 , 惠州市设地级市20周年突出贡献奖获得者·享受国务院政府特殊津贴发展历程 Development History2007 西坑工厂2009 EVE 上市2012锂仲恺工厂/亿纬赛恩斯收购德赛聚能2013亿纬电子\松茂工厂\荆门工厂2010 锂离子电池2001 EVE 创立2003 锂原电池研发与创新TECHNOLOGY&INNOVATION 研发能力与技术优势 R&D Capability and Achievement公司荣誉 2008-2009年 国家知识产权局授予“第十届中国专利优秀奖”和“第十一届中国专利优秀奖” 2009年 广东省科学技术一等奖 2010年 由省科技厅认定为广东省“百强创新型企业培育工程”示范企业 2010年 由国家人力资源部批准建立“博士后科研工作站” 2010年 由省经信委认定为首批50家“省战略性新兴产业骨干企业”之一 2011年 由省科技厅认定为省级“企业重点实验室” 2012年 由省科技厅批准“建设具备国家工程中心实力的锂电池工程中心” 2013年“锂电池关键技术与材料国家地方联合工程研究中心”获得国家发改委批准 ·拥有7名博士领衔超过一百名集材料、电化学、结构设计和电子电路设计等跨学科的综合研发工程师团队 ·由二院院士和海内外专家组成的专业技术顾问团队国家专利 PATENT 115 项制造能力 Manufacturing Capability ·为保证产品制造过程品质可控与成品一致可靠,EVE 采用高标准的制造设备 · EVE 具有丰富的锂电池制造经验,完善的制程工艺和品质管理体系,确保产品的一致性和稳定性1 2 4 锂亚电池自动化生产线 3 锂铁电池自动化生产线 锂锰电池自动化生产线 锂离子电池自动化生产线品质认证Quality CertificateISO9001 ISO14001 ISO/TS16949CE UN UL质 量 技 术 交 付 承 诺质量方针品质管理能力 Quality Control Capability· EVE 对于产品的质量的控制体现在整个生产流程中,体现在从原材料到成品的每一个环节 · EVE 建有独立的测试实验室,针对公司产品实行严格的品质监控 ·所有产品在出厂前均进行从电性能到安全特性的全面检测产品与市场PRODUCT&MARKET 产品与市场 Product&Market锂 锂 电 池 汽车电子安防 医疗石油钻井定位追踪 电子烟高端数码电动自行车储能 智能表计原 电 池 锂 离 子 电 池电动大巴 军工锂原电池Lithium Primary Battery 主要特点·高且稳定的工作电压 3.6V·宽广的工作温度范围 -60℃ to +85℃ 特殊高温产品可达到 150℃·高能量密度 650Wh/kg 和 1280Wh/L 总计 柱式 币式 方形 400K/Day 380K/Day 10K/Day 10K/Day 产品分类·储存寿命长 10 to 20 years ·自放电率低于 1% per year at 20℃·安全性能好 ·密封性能好总计 币式 柱式 9V 薄膜 720K/Day 600K/Day 100K/Day 10K/Day 10K/Day 主要特点·高且稳定的工作电压 3.0V·高能量密度 400Wh/kg ·储存期 10年以上 ·宽广的工作温度范围 产品分类·自放电率低于1% per year at 20℃ ·柱式:-40℃—+85℃ 币式:-20℃—+70℃ ·高温-40℃—+125℃·密封性能好总计 AA AAA 30000PCS/Day 15000PCS/Day 15000PCS/Day 主要特点 ·电池容量高(可达3000mAh 以上), 用于数码相机拍照,可拍1000张照片以上 ·自放电低,储存性能好,存放时间可达10年以上,优于普通锌锰电池 ·使用温度宽广,可在-40至60℃下使用·重负载场合下的工作性能好,重负载性能是碱锰电池的8-15倍 产品分类SPC0920 SPC1520 SPC1530 SPC1550 超级脉冲电池 Super Pulse Capacitor产品分类主要特点 ·长寿命锂亚电池+高脉冲电容器 ·储存寿命超长 ·寿命末期性能保证 ·兼锂亚电池和电容器的优良特性 ·初始工作性能好 ·高脉冲输出能力超过锂电池十倍 ·高容量,工作寿命长 ·高低温性能好·安全性好、可靠性能好ER14250MR-150 ER21102MR-150 ER26102S-150 ER26760MR-150 ER321250MR-150 ER331270HR-150 主要特点·开路电压高,大电流放电性能优异,最大连续工作负载可达10Ω·应用温度范围从 -40 to +180℃ ·安全可靠,在高温高度震动环境下不爆炸·高温下自放电率低,支持高温使用环境长时间工作 高温电池 High Temperature Battery产品分类EB80 EF651615 EF651625 主要特点 ·能量密度高,脉冲能力强 ·自放电率低,使用寿命长 ·放电电压平稳,37℃下电流输出稳定·全密封、不漏液、无辐射、安全性能好 植入式电池 Lithium-Thionvl Chloride Battery产品分类锂原电池客户Customers Worldwide锂离子电池Lithium-ion Battery锂离子电池Lithium-ion Battery总产能860K/day主要特点·电芯比容量高,放电电压平台平稳,平均电压在3.7V以上·安全性能好,循环寿命长,可达到500次以上·采用自动卷绕生产作业方式,确保电池一致性,有利于串并联组合加工·型号齐全,选择范围广,可依客户需求进行设计和定制·绿色环保,通过ISO14000环境体系认证,产品符合UL、UN和RoHS指令根据市场多变的需求为客户定制产品设计方案,提高客户产品的竞争力·在业内丰富的经验,充分理解客户系统的技术需求,把握产品发展的市场方向·可选择多种类型的电芯,满足不同水平的要求·严格的测试手段,保证产品的安全与性能可靠动力电池Power Battery储能电池 Energy Storage Battery·接入新能源·削峰填谷 ·电源切换 ·并网功能 ·网络连接 ·通讯后备电源通讯后备电源优势·超长寿命磷酸铁锂动力电池,循环寿命达到2000次以上,标准充电(5小时率)使用,可达到2000次。
锂离子电池制造中的设备智能化升级考核试卷
A.自我诊断
B.自我优化
C.自我学习
D.自我组装
13.以下哪些因素可能导致锂离子电池智能化制造设备出现故障?()
A.设备过载
B.环境污染
C.操作失误
D.软件故障
14.在锂离子电池智能化制造过程中,以下哪些措施可以提高生产效率?()
锂离子电池制造中的设备智能化升级考核试卷
考生姓名:__________答题日期:__________得分:__________判卷人:__________
一、单项选择题(本题共20小题,每小题1分,共20分,在每小题给出的四个选项中,只有一项是符合题目要求的)
1.锂离子电池的主要活性物质是:()
A.正极材料
20. A
二、多选题
1. ABCD
2. ABC
3. ABC
4. ABCD
5. ABCD
6. ABCD
7. ABC
8. ABCD
9. ABC
10. ABCD
11. ABCD
12. ABC
13. ABCD
14. ABC
15. ABCD
16. ABCD
17. ABC
18. ABCD
19. ABCD
20. ABCD
B.降低电池故障率
C.减少生产过程中的资源浪费
D.提高生产灵活性
17.以下哪些技术可以用于提高锂离子电池智能化制造设备的数据处理能力?()
A.云计算
B.边缘计算
C.分布式数据库
D.大数据挖掘
18.锂离子电池智能化制造中,以下哪些环节可以通过智能化设备实现质量控制?()
A.材料检测
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
项目
参
数
适应 极片长度(mm)
100~250
250~600
600~1600
极片 极片宽度(mm)
8~48/0.2
48~248/0.2
尺寸 极片厚度(mm)
0.1~0.28/0.005
Ra≤0.2 ~0.4 Ra≤0.2 ~0.4 Ra≤0.2 ~0.4
轧辊跳动 误差(mm) ≤±0.003 ~±0.002 ≤±0.003 ~±0.002 ≤±0.003 ~±0.003
对辊压力 (t) 300 ~600 300 ~600 300 ~600
深圳市高威仕科技有限公司
周先生 139 2654 7963 锂离子电池自动化生产线
等多个领域;
③结构组成:正/负极片卷料放卷系统、正/负极片卷料纠偏系统、恒张力控制系统、涂
布系统、恒温烘烤系统、正/负极片收卷系统、报警系统组成;
④生产模式:首先将整卷正/负极片安装于正/负极片放卷系统,并将极片连接于极片收
卷系统,形成“S”形连接,然后进入生产模式。(略)
⑤参数:对应于锂离子电池正/负极片间隙双/单面涂布
卷料 5~12/0.2
尺寸
胶纸厚度(mm)
0.05~0.07/0.005
整卷胶带尺寸(mm)
直径Φ150
内径Φ76
极片
胶纸长度(mm)
卷料
保护
胶纸宽度(mm)
5~10/0.2
10~35/0.2
胶纸
胶纸厚度(mm)
0.05~0.07/0.005
整卷胶带尺寸(mm)
直径Φ150
内径Φ76
机 极耳焊接位置精度(mm)
◎ 极片连续(分切机)
极片连续分切机:锂离子电池正/负极片连续分切(分条)机
说明: ①该机采用日本分切技术(东洋刀具)效率高,分切无毛刺,使用寿命长; ②其他使用领域:锂离子电池、超级电容器、新能源、印刷业、塑料、纸张、等多个领 域 ③结构组成:正/负极片放卷系统、正/负极片恒张力调偏系统、正/负极片定位分切系 统、正/负极片恒张力气动摩擦(滑差轴)收卷(分离式)系统、报警系统组成 ④生产模式:首先将整卷正/负极片安装于正/负极片放卷系统,并将极片连接于极片收 卷系统,形成“S”形连接,然后进入正/负极片分切生产模式; ⑤参数:对应于锂离子电池正/负极片连续分切
310 15.0 11.0
510 22.0 15.0
815 37.0 22.0
1020 55.0 30.0
电机转速
(R.P.M)
自转 公转
高速 低速
0- 0-
2800 55
0- 0-
3600 55
0-36 0-
00
44
0-36 0-
00
44
0-26 0-
00
38
0-23 0-
00
31
0-20 0-
00
±0.5
械 极耳保护胶带位置精度(mm)
±0.5
参 极片保护胶带位置精度(mm)
±0.5
数
生产效率(ppm)
15~20/min(极片长 200mm,单极耳,两条极片保护胶带)
设备外形尺寸 长×宽×高(m)
1.5×1.5×1.5
2.3×0.8×1.4
设备整体重量(Kg) 其
电源 他
压缩空气(Mpa)
700 单相 AC220,50Hz
贴胶裁切工序完成后进入极片单工位或多工位极片保护贴胶裁切工序。极片保护贴胶裁
切工序完成后进入极片定长裁切工序。极片裁切完成后进入自动收料工序(也可不裁切
整卷收料);
④参数:对应于锂离子电池多工位贴胶正/负极片成型(制片)
项
目
参
数
适应
极片长度(mm)
卷料
极片
极片宽度(mm)
8~78/0.2
78~248/0.2
0.5 以上
真空(Kpa)
200-60
环境洁净度
不低于 10 级,无腐蚀性液体气体
⑤参考图: ①正极极片成型机
②负极极片成型机
③正/负极极片成型机(整卷成型极片)
深圳市高威仕科技有限公司
周先生 139 2654 7963 锂离子电池自动化生产线
◎ 全自动(卷绕机)
全自动卷绕机:锂离子电池电芯自动卷绕
项目
双面间隙涂布机
单面间隙涂布机
涂布宽度(mm)
≤650
涂布宽度(mm)
≤650
涂布厚度(um) 涂布厚度误差(um)
≤500 ±2
涂布厚度(um) 涂布厚度误差(um)
≤500 ±2
涂布间隙误差(mm)
±0.1
涂布间隙误差(mm)
ห้องสมุดไป่ตู้
±0.1
收料整齐度误差(mm)
±0.2
收料整齐度误差(mm)
±0.2
深圳市高威仕科技有限公司
周先生 139 2654 7963 锂离子电池自动化生产线
◎ 动力混合(搅拌机)
动力混合搅拌机:锂离子电池正/负极材料真空混合搅拌
说明: ①该机可分为,下压和上顶两种搅拌方式,适应不同需求的设计,可混合搅拌低粘度和 高粘度材料,500-1.000.000cps; ②其他使用领域:锂离子电池、能源化工、电子电器、医药、食品、日用品等多个领域, 将“固体与固体材料”、“液体与液体材料”、“固体与液体材料”互相惨遭,在真空或非 真空状态下混合搅拌; ③结构组成:由机械液压升降(双套)系统、移动式全不锈钢物料容器系统、自转高速 双套碟刀式分散系统、公转低速双套 S 形框式搅拌系统、物料刮壁系统、真空系统、温 控冷却系统、警报系统组成; ④生产模式:将各种物料(原材料之类)惨遭于不锈钢容器桶内,依照锂电池工艺要求, 装载物料的容器桶需闭合将容器内部的空气通过真空泵抽取至需求参数,然后进行动力 混合搅拌,此模式由自转高速双套碟刀式分散系统、公转低速双套 S 形框式搅拌系统、 物料刮壁系统、、温控冷却系统同时完成,将物料混合搅拌至需求工艺。 ⑤参数:对应于锂离子电池正/负极材料混合搅拌
概算重量 (Kg) 400 700 900
②双层真空烤箱 ③三层真空烤箱
深圳市高威仕科技有限公司
周先生 139 2654 7963 锂离子电池自动化生产线
◎ 多工位贴胶(极片成型机)
多工位贴胶正/负极片成型机:锂离子电池正/负极片极耳焊接,极片多位贴胶。
说明:
①该机采用连续制片方式,自动正/负极片极耳焊接,极片多位贴胶,极片定长裁切收
说明:
①该机采用全自动卷绕方式,可卷绕:小型电池---蓝牙系列电池、航模系列电池、玩
具类,中大型电池---数码系列电池、手机系列电池、及大型动力系列电池的卷绕,可
通用于系列锂电池;
②结构组成:正/负极片输送系统、位置检测定位系统、隔膜放卷机械手牵料系统、卷
绕系统、电芯贴胶系统、电芯收料系统、可配置电芯短路测试系统、报警系统组成;
涂布效率(m.p.m)
≤15
涂布效率(m.p.m)
≤15
连续走带速度(m.p.m)
≤16
连续走带速度(m.p.m)
≤16
机器尺寸 L×W×H(m) 20×2.0×2.0
机器尺寸(m)
17×2.0×1.7
概算重量(Kg)
10000
概算重量(Kg)
7000
⑥参考图 [双面(正反)间隙涂布模式]
[单面间隙涂布模式]
型号 轧辊材质 表面硬度
RM-40 Cr2~Cr3
HRC≥65
0CD 合金冷轧钢辊 ~68
RM-50 Cr2~Cr3
HRC≥65
0CD 合金冷轧钢辊 ~68
RM-80 Cr2~Cr3
HRC≥65
0CD 合金冷轧钢辊 ~68
⑥参考图:
[极片辊压轧制机]
淬火深度 (mm) 8~12
12~18
18~22
表面粗糙度
尺寸
极片厚度(mm)
0.1~0.28/0.005
整卷极片尺寸(mm)
直径Φ400
内径Φ76
适应
极耳长度(mm)
卷料
极耳
极耳宽度(mm)
2~7/0.2
材 尺寸
极耳厚度(mm)
0.08~0.015/0.005
料
整卷极耳尺寸(mm)
直径Φ300
内径Φ76
规 极耳 格 胶纸
胶纸长度(mm) 胶纸宽度(mm)
型号 S-05 S-06 S-08
分切刀 日本东洋
分切宽度 分切速度 放收卷直径 分切材料
(mm) (m/min) (mm) 厚度(um)
8~480 ≤100
¢400
50~500
8~580
≤80
¢400
50~500
8~780
≤60
¢500
50~500
概算重量 (Kg) 3500
4000
4500
⑥参考图:
料或整卷收料;
②结构组成:极片放卷系统、恒张力控制系统、极耳定长裁切超声波焊接(配备美国或
韩国超声波焊接设备)系统、极耳双面贴胶系统、极片多工位正反面贴胶系统、极片定
长裁切或整卷收料系统组成;
③生产模式:将整卷正/负极片、极耳、胶带安置于放卷工位待放卷。正/负极片放卷进
入极耳单工位或多工位点焊工序,极耳点焊裁切完成进入极片双面贴胶裁切工序。双面
700
2.0·0.7·2.0/2.0+0.4 1000
2.2·0.8·2.2/2.2+0.5 1500
2.4·1.2·2.5/2.5+0.6 2000
2.6·1.3·2.7/2.7+0.7 2500
2.8·1.4·3.4/3.4+0.9 3500
3.5·1.7·3.6/3.6+1.1 5000