开模检讨注意事项
开模检讨报告0105
公模侧其他未拔模面建议按 减胶0.1mm原则拔模 Pkfeart
公模侧拔模建议
深红色面建议拔模0.3度, 单边减胶0.04mm,此处 有功能要求,建议客户 拔模,更新3d 紫红色面建议拔模2度, 单边减胶0.11mm 母模侧其他未拔模面建议按 减胶0.1mm原则拔模
Pkfeart
滑模抽芯方向问题检讨 问题1:滑块退出方向无拔模,易粘模
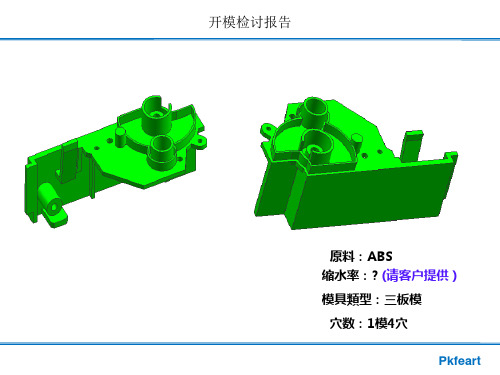
开模检讨报告
原料:ABS 缩水率:? (请客户提供) 模具類型:三板模 穴数:1模4穴 Pkfeart
PL
母模 公模
红色线是PL线,蓝色线为滑块线
Pkfeart
滑块
滑块Leabharlann Pkfeart浇口
两点进胶,母模侧偷肉 0.5mm,公模侧加胶 0.5mm,,请确认!
Pkfeart
母模入子示意图
母模入子1 母模仁 考虑到加工及排气的需 要,母模增加异形入子
建议公差改 为+/-0.15
Pkfeart
母模入子2
母模圆入子1
母模圆入子2 母模圆入子3 Pkfeart
公模入子示意图
公模圆入子1
公模圆入子2
公模仁1
公模仁2
Pkfeart
母模顶针排布示意图
母模侧筋位太深,易粘母模,建议母模加顶出 机构,顶针排布如上图所示。请确认! Pkfeart
公模顶出示意图
公模侧顶针排布示意图请确认!
Pkfeart
R0.3mm
Pkfeart
问题点
修改后
外观棱边无倒角,不利与脱 模,建议加R0.3mm
建议加R0.3mm Pkfeart
问题点
建议公差改 为+/-0.1
建议公差改 为+/-0.05
塑胶产品开模前检查要点讲议

塑膠產品開模前檢查要点講議
一、開模方向
1.用鼠標點擊Analysis(分析)---Molded Part Validation(塑模零件驗證)
2. 在對話框裡設置 Face/Region(面/區域)
3.用鼠標點擊圖標(指定開模方向)
4. 用鼠標點擊與開模一致的向量(一般設定為ZC軸)
5.在對話框裡設置拔模角的限制,面拔模角的顏色
通過顏色顯示判斷各相關特征的開模方向是否一致。
二、分模線
1.用鼠標點擊分析“開模方向”的第五步裡的對話框中的“設定”,便會
顯示如下對話框
分模線(紅色)
分模線(紅色)
2.用鼠標點擊分析“開模方向”的第五步裡的對話框中的“面拔模角分析”,便會顯示如下對話框,接著,在“分型線”一欄中“□顯示等斜線”選上,就能把不確范圍的分型線顯示出;若再用鼠標點擊“儲存等斜線”,該范圍的分模線就會保存
分模線
分模線
三、脫模斜度
1.與“開模方向”分析步驟相同,在“拔模角限制”中輸入要求的角度即
可
四、壁厚
1.前兩步與“開模方向”分析相同,在下面的對話框中選上“厚度”即可
2. 鼠標點擊“計算厚度”即可
五、配合分析
1. 用鼠標點擊Analysis(分析)--- Simple Interference(簡單干涉)
2. 用鼠標點擊“建立干涉體”
3. 用鼠標分別選取“物體1”和“物體2”,然後,用鼠標點擊ok即可
物體1 物體2
生成的干涉體(紅色)。
压铸模具开模检讨报告
Page 11
Metallic Integration Technology
Foxconn Technology
(KS)
問題與建議 ※
修改后
R1.0 7/14 RD Reply : RD CHECK
問題:圖示綠色側牆肉厚較薄(0.86),且拐角直角,湯流受阻礙嚴重,影響末端充填;
(KS)Βιβλιοθήκη 問題與建議 ※修改后
100
修改后
湯流軌跡1 7/14 RD Reply : NG
湯流軌跡2
問題:圖示ODD處爬坡太大,嚴重阻礙湯流充填,影響湯流充填,且對應模具受沖蝕嚴重,如軌跡1; 建議:將ODD局部斷開,以便於佈置Bridge,改變湯流軌跡,最終改善湯流充填,如軌跡2。 Speed Quality Technology Flexibility Cost
Page 10
Metallic Integration Technology
Foxconn Technology
(KS)
問題與建議 ※
1.0
C0.5
7/14 RD Reply : OK 自然R0.3
問題:圖示紅色直面較薄(1.0),此處佈置In gate厚度不足,影響末端充填;
建議:將公模面C0.5取消,後續由研磨手動打磨成自然R0.2~0.3,以去除銳邊毛刺。
壓鑄﹐機加﹐研磨﹐化 成﹐涂裝
Speed Quality Technology Flexibility Cost
Page 2
Metallic Integration Technology
Foxconn Technology
开模前Tooling检讨与要点说明

(2).間隙配合 (3).初步結構強度之確認. (4)組裝性確認 (5).討階段. 注意;此時務必要求模具廠,成型廠,設計者全員參與. CHK要點: a.外觀ID確認:尤其是變化角須確實確認. (電極製作完成後,亦須再做CFM.) b.Tooling結構: 1.Tooling各活動件的強度:斜销,滑塊,頂針等. 2.確認入子,斜銷,滑塊之設計. 注意:避免入子,斜銷,滑塊之設計不要造成合模處 之銳角.
3.拆模方式: 要點: ( a ).外觀是否會造成銳角或R角連接不順. ( b ).分模面的確認. (c ).Screw boss製作方式(分自然方式及套筒方式). (d ).觔高度是否過高,過薄. c.確認gate之位置,數量. d.確認成品之材質(同時考慮縮水率及成品之肉厚) e.確認蝕花之花式.(要考慮側壁拔模斜度是否足夠). f.確認成品之肉厚(是否有局部肉厚過厚或過薄). g.成品,加工件之確認(eg:INSERT銅柱,銅釘或熱熔件銅 柱銅釘). h.頂針位置:是否有禁置區域.
機構部內部教育訓練
開模前Tooling檢討與要點說明
授課時數:2h
開模前Tooling的檢討與要點
注:寧願在開模前多花一小時檢討,也不要在開模後花數倍的時間去 修模. 一.設計階段: (1).設計者須養成每天下班前做Pro/e干涉檢查的習慣. (2).先行定義四大件肉厚. 二.Mock-up檢討階段. Check 要點: (a).外觀之ID是否與原始的ID或圖面相符. 注意:所有小R,變化R是否與當初想像相符. (b).確切做好每一部品的組裝確認. 要點.(1).確認重要的配合尺寸.
压铸模具开模检讨报告

修改后 R0.5 7/14 RD Reply : OK 問題:圖示綠色Rib拔模太小(1.5度),脫模具困難,且根部直角,易粘模;
建議:請將Rib拔模加大到3度,並在根部加R0.5過度; Speed Quality Technology Flexibility Cost
滑塊入角
7/14 RD Reply : 方案二
一模1穴
壓鑄進湯方向 Speed Quality Technology Flexibility Cost
Page 4
機台噸位﹕800T/840T(Cold) Metallic Integration Technology
Foxconn Technology
Foxconn Technology
(KS)
問題與建議 ※
R0.3 修改后
7/14 RD Reply : RD CHECK
問題:圖示母模Pin根部直角,模具型腔放電時間會產生放電R;(共4處) 建議:請允許Pin根部存在放電自然R0.3 Speed Quality Technology Flexibility Cost
Foxconn Technology
(KS)
產品概要
客 戶 品 名 COMPAL par10_logic_low
外形尺寸 431.8X309.24X34.65 (mm) 平均肉厚 t=1.5 (不含膜厚) 素 材 重 量 主要制程 AZ91D 418.8(g)
7/14 RD Reply : RD將提供塗裝區域圖
(KS)
問題與建議 ※
1.5
問題:圖示Hook插破孔側牆太薄(1.5),且拐角直角,易斷裂;
建議:請將Hook插破孔側牆加寬至3.0,並在拐角加R1.0過度;
模具开模前检讨作业标准

6)是否存在影响产品外观面的接合线。
7)成品与成品间的装配公差是否符合模具加工工艺要求。
8)产品的分模线及倒勾的分模线客户是否已接受。
9)须前后模的包R及夹线要求的产品,不否已做夹线处理。
2.2产品注塑成形要求的确认:
2.2.1成形设备的加工参数:
2.3.6模具的倒勾处理的确认:
由于产品中存在倒勾,须进一步向客户询问或建议产品上倒勾采用何种脱模方式,
滑块或斜顶或者更改产品结构作成靠破、插破。
2.3.7模具的温控系统确认:
产品在注塑时,是对模具进行加热还是冷却,加热方式及加热温度,冷却方式
及冷却温度的范围,须在模具试模中用作参考。
2.3.8产品顶出方式及位置的确认:
注意注塑机码模的位置,以便在设计运水出入孔时及布置油缸时参考用。
2.2.4模具命寿(生产总量)的要求:
模具的生产寿命决定了模具材料及模具处理的工艺。
2.3模具设计及制作要求的确认:
2.3.1模穴数的确认:
多数由客户决定,但仍须以模具结构的可行性,产品精度及价格等为考虑因素。
2.3.2模具种类的确认:
1用途:
在模具组立图设计之前,须先与客户初步确认开模事项,藉此将问题反应出来与客户
协商沟通,便于往后模具设计及制作作业的顺利进行。
2作业内容
2.1产品原始信息的确认:
2.1.1产品的成型材料特性:
材料的特性包括:成型塑料的材料,常用缩水率,材料的颜色等.
2.1.2产品的表面工艺要求:
产品的表面要求包括:是镜面,电镀面,晒纹,喷砂面,火花纹,省光等。且每种要求
3)产品是否存在胶位薄弱处造成充填不满。
模具检讨书
模具检讨书篇一:模具检讨与客户模具检讨要点及注意事项一、同客户进行检讨时,应注意以下要点:1.重要尺寸及公差:(1)了解部品的组立装配,确认重要尺寸,并预留调整量;以模具上切削方向调整为考虑参考。
(2)检讨公差值是否合理,公差太小者,应提出修改。
公差范围0.05以内的通常指的是一些柱子和孔,以及绝对长度。
相对长度的公差范围通常要0.1或者更大。
与产品成型的稳定性及产品的变形程度有很大关系。
2.拔模斜度(1)根据部品的分模状况,提出拔模斜度,咬花面应有3o的斜度,斜销部分建议2o的斜度;(2)询问确认拔模斜度的基准点。
3.肉厚及缩水(1)肉厚是否合理、平均、易于成形,肉厚小于0.8mm者,难以成形;(2)肉厚较厚处,是否做逃肉以防缩水,确认偷肉的方式及尺寸。
如柱子,筋条,产品拐角处等。
(3)对于外观面反侧的筋条,要在外观面肉厚的0.8以下,同时注意充填的难易度。
4.塑胶材料及缩水率(1)对公司常用塑胶(aBS、PS、Pom、Pc、PPS、PET、PBT)的成型特性要熟悉;(2)检讨确认塑胶等级及原料供应商,确认缩水率的大小;结晶性原料一般在1.6%以上,非结晶性原料在0.3~0.6%之间。
(经验值供参考)(3)对结晶性原料并含GF(玻璃纤维)塑胶,其缩水率要特别注意。
含与不含GF,收缩率差别较大.(4)对需要热处理塑料,需要将热处理后的收缩包含在设计中.(部分PPS,Pa等)5.咬花面(1)确认咬花面的范围及咬花等级;需要设定3o以上拔模斜度(2)对于0o咬花面以及高度较大的面要考虑设置滑块机构。
(3)在一些拐角处易出现缩痕,对咬花面影响尤为突出,要注意反面逃肉处理。
6.分模线(1)分模线应充分考虑部品的外观、产品留模以及加工难易度;(2)对难于加工的R角,建议客户取消或改变;(3)相插(破)面斜度希望在3o-5o(不得小于2o);(4)考虑模仁及插破、靠破面的强度。
(5)靠破面及插破面上需要设定段差范围。
塑胶模具开模检讨报告DFM范例2
塊PL. 3.滑塊視為母模的一份,所以肉厚必須留在滑
塊上,PL線拆於公模面處. 4.滑塊PL線必須設定於外觀面之側面或後面
及下方.
5 2020/9/21
二-1
6 2020/9/21
二-2
7 2020/9/21
8 2020/9/21
插破面盡可能保持3度以上或插破角之上下限尺寸差015以上且于單純平面上
DFM 檢查步驟
設計部-機構課
1
2020/9/21
一.先判定公母模方向
1.成品外觀面為母模. 2.復雜面,起模磨擦力大為公模.
2 2020/9/21
一-1
3 2020/9/21
一-2
4 2020/9/21
二.設定外觀脫模角不足及外 觀倒勾處之滑塊PL線.
2020/9/21
25
2020/9/21
26
2020/9/21
七.設定公模面脫模角
1.公模脫模角以3度以下,上下限值差為 0.1以下.
27
2020/9/21
8.檢查公模有無倒鉤,及設定機 構PL線
1.確認倒鉤有無以機構克服. 2.機構動作時有無幹涉行程. 3.機構設定空間是否足夠.
28
2020/9/21
八-1
29
2020/9/21
九.設定GATE位置
30
2020/9/21
2.成品肉厚如全留於母模有粘母模情況 者,PL線必須拆於肉厚一半處.(網孔處特別 注意)
3.插破面盡可能保持3度以上或插破角之上 下限尺寸差0.15以上,且於單純平面上.
14
2020/9/21
产品开模前检讨
产品开模前检讨
一.定义:
模具开发商(供应商)对产品开发商(我方)的产品进行开模合理性分析,并用文字和图片的形式对产品可能出现的问题及针对该问题的解决方案进行汇总,并反映给产品开发商(我方)。
二.目的:
1.规避产品缺陷,提高产品合理性,提高产品质量
2.简化模具结构,缩短制作周期,节约成本
三.时间:
签订模具加工合同、模具开发商接收到产品最新图纸并查看确认后一周内
三.方法:
1.产品开发商与模具开发商当面检讨,并做检讨记录。
(省内)
2.模具开发商将自检讨内容做成文字资料传给产品开发商。
(省外)
四:检讨内容:
1.塑胶类:拔模角、料厚、材质、表面处理、分模线、进胶方式、外观(缩水印、料把等)、顶针排布、骨位、对手件配合情况、尺寸公差、变形、其他不合理结构等
2.压铸类:拔模角、料厚、材质、表面处理、分模线、进胶方式、外观(缩水印、料把等)、顶针排布、筋位、对手件配合情况、尺寸公差、变形、其他不合理结构等
3.钣金冲压类:成型工序(名称、数量、顺序)、成型工艺、落料排样、回弹问题、外观、材料利用率、压机吨位、材料,表面处理,尺寸公差、其他不合理结构等
五.步骤:。
模具检讨规范1
模具检讨规范1第一篇:模具检讨规范1模具检讨规范可以使模具结构简单;预测产品缺陷,使客户做出合适的设计更改;可使客户承担一定风险:如果你在报告中做出的很明显的产品不合理结构客户未加理会,客户将承担一定的责任一开模前分析1接到开模通知确认3D图或2D图,工艺图,BOM表资料是否全面(全新)2产品的表面要求:是省光?镜面?电镀面?晒纹?火花纹?等3模仁的材质要求:如抛光性、耐高温、耐腐蚀、韧性、强度等4产品的成型要求:产品取出方式(机械手取、手工取)、表面的特别要求(熔接痕)5产品的精度要求:通用公差或重要尺寸指定公差二3D设计1产品周边主要PL分型,a.有利于塑件脱模/拔模斜度.b有利于排气2浇注系统:进胶方式、进胶位置,流道形式及尺寸(缺陷,缩水、困气烧胶、披锋、冲胶不满)应力痕应力痕通常发生在薄胶位置和顶针或司筒的背面,3顶出系统:顶出方式和位置。
(行位下不能有顶针。
司筒)骨位卡斜顶4冷却系统:冷却方式和位置5镶件位置:有利于加工/结构强度/(如局部单薄易损伤)三.试模后模具检讨1认真记录产品存在的缺陷与模具存在的问题模具加工时与设计理论差距加工工艺时间,精确度四,图文管控1.2.3.4.图文规范存放。
一个机种一个文档/.年/月/日区分有设变的文档,设变后删除以前或明确指出已有最新图文发放要有审核签名。
图文到现场数据做到精确无误现场图纸保持完整一套模一份图纸(火花机同样)五,上班纪律1严格遵守考勤制度,不迟到、不早退、不旷工2工作时间严禁睡觉、吃零食、看小说、六薪酬管理公平:激励:相同岗位的不同员工薪酬待遇;根据员工绩效、、工作态度等方面的表现不同,对职级薪级进行动态调整,第二篇:模具检讨规范--模具检讨规范1、目的:明确开模前产品模具结构检讨要点,使公司模具的质量满足客户要求。
2、适用范围:塑胶产品模具结构评审检讨。
3、内容:3.1图面的导入:产品模具结构检讨组接到业务部《开模通知单》的同时,接受产品3D图或2D图,工艺图,BOM表等,确认输入资料是否全面。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
开模检讨注意事项
A.设计变更的项目是否确实地记入最新版的成品图内?
B. 有无机种替换?交换模仁之模具结构是否没问题?是否方便于拆装?
C. 树脂相关的情报是否详实?是否取得了物性表?
1. 树脂名。
2. 等级。
3. 颜色。
4. 成形收缩率。
5. 收缩率和射出压力(或模腔内压)、保压时间、肉厚、料管温度、模具温度等关系变化。
6. 加工流动性(流动长或L / T比)和射出压力、模具温度、肉厚、料管温度等之对应关系。
7. 成形条件之最适范围。
D. 是否可做逃气沟?(参考物性表或哪一种成形法),可作何种逃气法?
E. 采用何种成形法?
F. 拆模:
1. 母模(制品表面侧)要设计于塑料机之固定侧或可动侧?
2. 拆模线(分模面、插破面、靠破面)是否理想?
3. 插破面之斜度是否足够?(最好是3°以上)(插破量)
4. 制品表面的模仁线可有获得客户的承认?
5. 喇叭网孔脱模斜度是否足够?其脱模斜度是否配合咬花?
G. 成品部是否会造成收缩之处?会收缩于哪一侧?可有应付的解决办法与判断对策了?
1. 偏肉
2. 局部较厚之肉厚缩水痕迹如何克服?
3. RIB与侧壁(或板厚)相连处之肉厚比例,板厚,侧壁与RIB之比例为最之极限2/3。
4. BOSS根元处之肉厚与该处板厚之比例。
是否有作全周盗料?
5. 局部之制品是否会因热集中,不易冷却而导致表面收缩?
6. 是否可确实的判定出收缩于哪一侧(制品之表面或内侧)?
7. 采用特殊之成形法是否可不用考虑收缩?例如发泡成形,或SINPRESS法等。
8. 设计盗料之小模仁或模仁梢时是否达到平均肉厚之要求?
H. 短射:(充填不足)如何对策?
1. 肉厚过薄无法成形时。
2. RIB过薄或过深。
3. BOSS根元处肉厚过薄。
4. BOSS肉厚过薄或过深。
5. RIB或BOSS是否会太接近浇口?
6. 短射和逃气沟之关系。
(客户有提出排气之指示?)
I. 短射和收缩二者之间如何取得平衡值?
J. 流道、浇口系统:(含补助汤道、堵料道)。
1. 采用哪种流道(热流道、冷流道、其它)?
2. 流道系统适切?(注道、流道之型式及尺寸,浇口之型式、个数、位置、尺寸等)流动平衡OK?
3. 流道距离/肉厚(L / T )适切?
4. 流道系统对整个成品之重量百分比合理?
5. 所采用的浇口型式是否会造成蛇纹或浇口附近产生色泽不均(如模糊、雾状等)之现象。
6. 浇口之进入成品处是否选择于较厚之地方。
(理想方式是由厚→薄)
7. 是否会出现流痕?如何避免?
8. 是否有必要追加汤道?(汤道的型式?)
9. 是否有必要设置堵料道?(例如格子附近)
10.随着汤道、堵料道之设置,是否会对成品表面之色泽造成不良影响?(阴影、雾状等)
11.预期结合线出现之位置。
结合线处之排气考虑。
是否有必要设置节流阀?
12.浇口位置之选定是否可避免成品之变形?
13.是否有必要于格子孔之后,设置稳流道及逃气式模仁。
14.流道系统对成形循环时间之影响→考虑?
15.是否要作模流分析?其结果为何?
K. 倒勾:
1. 倒勾部份在哪一侧?(制品之表面侧或内侧)
2. 倒勾部份是否靠破?或非靠破?
3. 倒勾排除之最适方法?
4. 斜顶出块是否会横切到其它部份之成品?(RIB、BOSS、孤形部)如何避免?
5. 滑块拟配之方向(天、地、左、右)考虑了?</P
L. 离型:
1. 拔模斜度足够?离型没问题?
2. 成品图上无特别指示的拔模斜度是否有必要尽可能向客户要求加大?(公模侧、盗料孔等)
3. 公、母模侧二者之离型抵抗力哪一侧较大?可否预判会留于所希望之该侧?如非所希望之侧则如何对策?(公模侧之侧壁是否需要咬花、放电?)
4. 分模面、靠破面、插破面等对公、母模侧之离型抵抗是否确实加以研判了?
5. 成品是否会被勾往滑块侧?如何对策?
6. 透明成品(如亚克力、AS等)其拔模斜度是否必要做大一点?
7. 悬空之成品、其离型没问题?如何对策?(挡拉片)
8. 随着拔模斜度的增加(防止离型时成品拖伤),是否会造成收缩?如何对策?
9. 浇口之偏置,致树脂压对模仁施以弯曲力短,使模仁倾斜,当冷却工程完了,模腔内压下降后,模仁又弹回原位,到离型时,因过饱和而造成离型拖伤。
M. 顶出:
1. 客户有特别规定顶出系统?(方式、大小、位置、数量等)
2. 透明成品有无特别注意其顶出位置?(外观要求)
3. 密闭深盘状之顶出没问题?(需要空气顶出?)
4. 倾斜顶出时,顶出梢是否必要做防止横向滑动之设计?
5. 客户有特别规定顶出梢可比公模面低凹(成品上是高凸)?
6. 客户有无针对局部顶出部位之E.P规定使用延迟顶出?(防止顶出白化)
7. 倾斜顶出块是否能避免于全顶出行程内受到成品之拘束?(此情况下会影响成品之拘束收缩、变形、拉伤等)
N. 特殊加工之有无:
1. 咬花加工:
A. 咬花之花纹型式及番号。
了解?
B. 侧壁之咬花型式、深度等充分了解?所需之侧壁斜度足够?
C. 咬花范围明示了?
D. 各部位之咬花型式,番号是一种或二种以上?
E. 薄肉厚处是否壁免咬花了?(拖花和色泽不均)
F. 公模侧之咬花或放电花之区域会反映至成品表面上,而致使该部位之表面粗糙及产生不同色泽?
G. 咬花后要施以何种喷吵处理(光泽处理)?
全光泽100 % → 玻璃砂
半光泽50 % → 玻璃砂+ 金钢砂
消光0 % → 金钢砂
序号编号深度
( mm )拔模斜度
放电花纹(VDI3400)
编号放电间隙
1MT110100.02541.5° Draft min33
2MT110200.03812.5° Draft min36
3MT110300.05083° Draft min39
4MT110400.07624.5° Draft min40
5RE-66240.031752° min
6RE-66250.044452.5° min
2. 砂加工:
A. 喷砂之花纹型式及番号是否了解?
B. 喷砂之范围明示了?
C. 使用一种或二种以上之喷砂型式或番号?
D. 使用哪一种喷砂型式?(金钢砂、玻璃砂、金钢砂+ 玻璃砂)
全光泽100 % → 玻璃砂
半光泽50 % → 玻璃砂+ 金钢砂
消光0 % → 金钢砂
3. 雕刻加工:
A. 客户是否提供了字稿、底片?
B. 底片之倍率?
C. 成品是凹或凸?
D. 雕刻法之选择。
(直接雕刻机雕刻、放电雕刻、铍铜挤压式入子或NC铣床加工)
E. 雕刻板是否必要加入收缩率?
F. 电铸加工?
O. 成品相互间之配合关系:
1. 与同机种他部品之配合尺寸公差是否没问题?
(尤其要注意拔模斜度对他部品所产生之影响。
)
2. 拆模线是否适切?
3. 配合部位之公差是否特别留意?毛边及毛刺标准?</P
P. 其它:
1. 肉厚不平均之处会不会造成表面色泽变化、不均?(咬花后亦然)
2. 成品之变形、翘曲等充分检讨对策了?
3. 成品图上无指示之拔模斜度(通常要求的很小)有必要向客户建议做大一点?
(特别是透明成品)
4. 成品图上有锐角之处是否有必要做成R?(特别是成品之表面外观)
5. 成品内侧(公模侧)之RIB、BOSS等之根元,是否按客户图面上所指示做R?(一般成
成品图上注明”未指示的R做?R”)。
但是必须注意是否会影响到与他成品间之配合问题。
Q. 加工上之问题点:
1. 形状是否可加工得出来?
2. 成品表面之模仁线可取得客户的同意?
3. 仿削、NC、线切割、EDM等之加工是否有无困难?
4. RIB处要做模仁时,因应加工上之考虑,是否必要建议移动RIB?
5. BOSS径、模仁梢Φ径是否强度够?</P< p>。