富士康模具开模检讨报告 ppt课件
合集下载
开模检讨报告0105
公模侧其他未拔模面建议按 减胶0.1mm原则拔模 Pkfeart
公模侧拔模建议
深红色面建议拔模0.3度, 单边减胶0.04mm,此处 有功能要求,建议客户 拔模,更新3d 紫红色面建议拔模2度, 单边减胶0.11mm 母模侧其他未拔模面建议按 减胶0.1mm原则拔模
Pkfeart
滑模抽芯方向问题检讨 问题1:滑块退出方向无拔模,易粘模
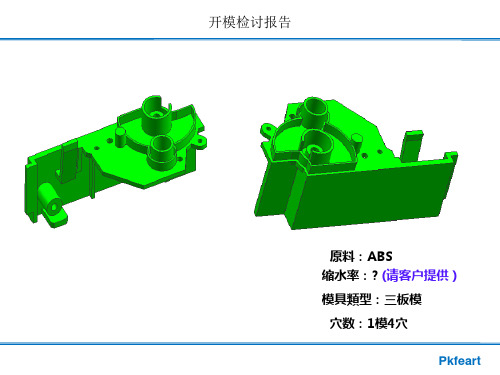
开模检讨报告
原料:ABS 缩水率:? (请客户提供) 模具類型:三板模 穴数:1模4穴 Pkfeart
PL
母模 公模
红色线是PL线,蓝色线为滑块线
Pkfeart
滑块
滑块Leabharlann Pkfeart浇口
两点进胶,母模侧偷肉 0.5mm,公模侧加胶 0.5mm,,请确认!
Pkfeart
母模入子示意图
母模入子1 母模仁 考虑到加工及排气的需 要,母模增加异形入子
建议公差改 为+/-0.15
Pkfeart
母模入子2
母模圆入子1
母模圆入子2 母模圆入子3 Pkfeart
公模入子示意图
公模圆入子1
公模圆入子2
公模仁1
公模仁2
Pkfeart
母模顶针排布示意图
母模侧筋位太深,易粘母模,建议母模加顶出 机构,顶针排布如上图所示。请确认! Pkfeart
公模顶出示意图
公模侧顶针排布示意图请确认!
Pkfeart
R0.3mm
Pkfeart
问题点
修改后
外观棱边无倒角,不利与脱 模,建议加R0.3mm
建议加R0.3mm Pkfeart
问题点
建议公差改 为+/-0.1
建议公差改 为+/-0.05
富士康的模具设计资料PPT课件

夾模要求
主PL面的分取
斜梢設計
頂出系統
写在最后
经常不断地学习,你就什么都知道。你知道得越多,你就越有力量 Study Constantly, And You Will Know Everything. The More
You Know, The More Powerful You Will Be
结束语
感谢聆听
不足之处请大家批评指导
Please Criticize And Guide The Shortcomings
讲师:XXXXXX XX年XX月XX日
塑模基礎與提高
一. 模具的分類場合 最常用 成品表面針點進膠或進膠點偏心
熱澆道
無流道,可減少廢料及增加注射壓力
二. 模具的基本結構:(主要有以下四大系統) 1. 模具結構 2. 澆注系統 3. 冷卻系統 4. 頂出系統
模具結構
成品注意事項
压铸模具DFM检讨报告

智群精密電子(蘇州)有限公司
機種: 品名:
成品檢討報告書
材質: 縮水: 穴數: 模具類型: □二板模 □三板模 □熱流道 成型廠: 刻字類型: □產品凹字 □產品凸字 □無刻字 咬花番號:
第
頁
智群精密電子(蘇州)有限公 司
成品檢討報告
肉 厚 檢 測
第
頁
智群精密電子(蘇州)有限公司
成品檢討報告 檢討內容 PL示意圖一
檢討結果 接受 不接受
日期
第 頁 智群精密電子(蘇州)有限公司
成品檢討報告 檢討內容 進膠示意圖二
檢討結果 接受 不公司
成品檢討報告 檢討內容 進膠示意圖三
檢討結果 接受 不接受
日期
第 頁 智群精密電子(蘇州)有限公司
成品檢討報告 檢討內容 機構示意圖一
檢討結果 接受 不接受
日期
第 頁 智群精密電子(蘇州)有限公司
成品檢討報告 檢討內容 機構示意圖二
檢討結果 接受 不接受
日期
第 頁 智群精密電子(蘇州)有限公司
成品檢討報告 檢討內容 機構示意圖三
檢討結果 接受 不接受
日期
第 頁 智群精密電子(蘇州)有限公司
成品檢討報告 檢討內容 產品問題點一
檢討結果 接受 不接受
日期
第 頁 智群精密電子(蘇州)有限公司
成品檢討報告 檢討內容 產品問題點二
檢討結果 接受 不接受
日期
第 頁 智群精密電子(蘇州)有限公司
成品檢討報告 檢討內容 產品問題點三
檢討結果 接受 不接受
日期
第 頁 智群精密電子(蘇州)有限公司
檢討結果 接受 不接受
日期
第 頁 智群精密電子(蘇州)有限公司
機種: 品名:
成品檢討報告書
材質: 縮水: 穴數: 模具類型: □二板模 □三板模 □熱流道 成型廠: 刻字類型: □產品凹字 □產品凸字 □無刻字 咬花番號:
第
頁
智群精密電子(蘇州)有限公 司
成品檢討報告
肉 厚 檢 測
第
頁
智群精密電子(蘇州)有限公司
成品檢討報告 檢討內容 PL示意圖一
檢討結果 接受 不接受
日期
第 頁 智群精密電子(蘇州)有限公司
成品檢討報告 檢討內容 進膠示意圖二
檢討結果 接受 不公司
成品檢討報告 檢討內容 進膠示意圖三
檢討結果 接受 不接受
日期
第 頁 智群精密電子(蘇州)有限公司
成品檢討報告 檢討內容 機構示意圖一
檢討結果 接受 不接受
日期
第 頁 智群精密電子(蘇州)有限公司
成品檢討報告 檢討內容 機構示意圖二
檢討結果 接受 不接受
日期
第 頁 智群精密電子(蘇州)有限公司
成品檢討報告 檢討內容 機構示意圖三
檢討結果 接受 不接受
日期
第 頁 智群精密電子(蘇州)有限公司
成品檢討報告 檢討內容 產品問題點一
檢討結果 接受 不接受
日期
第 頁 智群精密電子(蘇州)有限公司
成品檢討報告 檢討內容 產品問題點二
檢討結果 接受 不接受
日期
第 頁 智群精密電子(蘇州)有限公司
成品檢討報告 檢討內容 產品問題點三
檢討結果 接受 不接受
日期
第 頁 智群精密電子(蘇州)有限公司
檢討結果 接受 不接受
日期
第 頁 智群精密電子(蘇州)有限公司
压铸模具开模检讨报告

7/14 RD Reply : OK 3度
修改后 R0.5 7/14 RD Reply : OK 問題:圖示綠色Rib拔模太小(1.5度),脫模具困難,且根部直角,易粘模;
建議:請將Rib拔模加大到3度,並在根部加R0.5過度; Speed Quality Technology Flexibility Cost
滑塊入角
7/14 RD Reply : 方案二
一模1穴
壓鑄進湯方向 Speed Quality Technology Flexibility Cost
Page 4
機台噸位﹕800T/840T(Cold) Metallic Integration Technology
Foxconn Technology
Foxconn Technology
(KS)
問題與建議 ※
R0.3 修改后
7/14 RD Reply : RD CHECK
問題:圖示母模Pin根部直角,模具型腔放電時間會產生放電R;(共4處) 建議:請允許Pin根部存在放電自然R0.3 Speed Quality Technology Flexibility Cost
Foxconn Technology
(KS)
產品概要
客 戶 品 名 COMPAL par10_logic_low
外形尺寸 431.8X309.24X34.65 (mm) 平均肉厚 t=1.5 (不含膜厚) 素 材 重 量 主要制程 AZ91D 418.8(g)
7/14 RD Reply : RD將提供塗裝區域圖
(KS)
問題與建議 ※
1.5
問題:圖示Hook插破孔側牆太薄(1.5),且拐角直角,易斷裂;
建議:請將Hook插破孔側牆加寬至3.0,並在拐角加R1.0過度;
修改后 R0.5 7/14 RD Reply : OK 問題:圖示綠色Rib拔模太小(1.5度),脫模具困難,且根部直角,易粘模;
建議:請將Rib拔模加大到3度,並在根部加R0.5過度; Speed Quality Technology Flexibility Cost
滑塊入角
7/14 RD Reply : 方案二
一模1穴
壓鑄進湯方向 Speed Quality Technology Flexibility Cost
Page 4
機台噸位﹕800T/840T(Cold) Metallic Integration Technology
Foxconn Technology
Foxconn Technology
(KS)
問題與建議 ※
R0.3 修改后
7/14 RD Reply : RD CHECK
問題:圖示母模Pin根部直角,模具型腔放電時間會產生放電R;(共4處) 建議:請允許Pin根部存在放電自然R0.3 Speed Quality Technology Flexibility Cost
Foxconn Technology
(KS)
產品概要
客 戶 品 名 COMPAL par10_logic_low
外形尺寸 431.8X309.24X34.65 (mm) 平均肉厚 t=1.5 (不含膜厚) 素 材 重 量 主要制程 AZ91D 418.8(g)
7/14 RD Reply : RD將提供塗裝區域圖
(KS)
問題與建議 ※
1.5
問題:圖示Hook插破孔側牆太薄(1.5),且拐角直角,易斷裂;
建議:請將Hook插破孔側牆加寬至3.0,並在拐角加R1.0過度;
品质检讨会议PPT课件
.
6
各膜片供应商不良分布比例
德丰 45%
德泰康 3%
众盈 8%
凯华达 8%
丰捷 12%
明成 24%
德丰==》明成==》丰捷==》凯华达==》众盈==》德泰康
.
德泰康 众盈 凯华达 丰捷 明成 德丰
7
膜片不良项目分布
丝印不良 42%
膜片不良项目分布
尺寸不符 1%
对位不准 2% 混料 2%
少数 粘胶 2% 3% 杂物
200000
100000
0 1月
批数 77 点阵 367397
2月 43 288538
3月 87 536129
4月 96 590635
5月 82 743848
6月 101 781194
7月 104 834016
8月 105 634817
9月 68 705142
10月 41
489047
11月 48
457321
数码REF 9%
点阵PCB 数码PCB PIN针 点阵REF 数码REF 胶水 膜片 LED 芯片
3
来料品质
各供应商来料不良分布
30 28
28
26
24 22
22
20
18
17
16
14
12 10
10
8
7
7
6
5
5
4
4
3
3
2
2
1
1
1
1
1
0 惠利 乾照 荣科 士兰 万润 德泰康 超盈 宏丰 凯修 凯华达 众盈 丰捷 南化 民生好 明成 威利广 德丰
民生好4次,南化1次,威利广1次 宏丰1次 宏丰1次 民生好1次
工作总结检讨书PPT

制定月度计划
将年度计划分解为月度计划,确保每月都有明确的工作重点。
制定周度与每日计划
将月度计划进一步细化为周度和每日工作计划,提高工作效率。
持续改进与提升
反思与总结
定期对工作进行总结和 反思,找出问题所在,
提出改进措施。
学习与培训
积极参加公司组织的培 训活动,主动学习新知 识、新技能,提升个人
竞争力。
工作总结检讨书
目
CONTENCT
录
• 引言 • 工作总结 • 问题分析 • 自我评价 • 未来计划 • 结论与展望
01
引言
检讨书背景
项目概况
对参与的项目进行简要介绍,包括项目目标、规模 、时间等。
工作职责
阐述在项目中所担任的角色和具体职责,以及与其 他团队成员的协作情况。
问题概述
总结在工作中出现的问题和不足,为后续的检讨内 容做铺垫。
04
自我评价
工作态度与能力
责任心
在工作中始终保持高度的责任心,认真完成每一 项任务,关注细节,追求卓越。
学习能力
具备较强的学习能力,能够快速掌握新知识和技 能,并将其应用于实际工作中。
执行力
严格按照公司规定和流程执行工作,确保工作质 量和效率,及时向上级反馈工作进展。
创新能力
在工作中积极提出创新意见和建议,推动工作流 程和方法的改进,提高工作效率。
挑战与机遇
面对未来可能出现的挑战和机遇,我们将保持敏锐的洞察力,及时 调整工作策略,抓住机遇,迎接挑战。
持续发展与创新
在未来的工作中,我们将持续关注行业动态和技术发展趋势,积极引 入新技术和新方法,推动团队和个人的持续发展与创新。
THANK YOU
感谢聆听
将年度计划分解为月度计划,确保每月都有明确的工作重点。
制定周度与每日计划
将月度计划进一步细化为周度和每日工作计划,提高工作效率。
持续改进与提升
反思与总结
定期对工作进行总结和 反思,找出问题所在,
提出改进措施。
学习与培训
积极参加公司组织的培 训活动,主动学习新知 识、新技能,提升个人
竞争力。
工作总结检讨书
目
CONTENCT
录
• 引言 • 工作总结 • 问题分析 • 自我评价 • 未来计划 • 结论与展望
01
引言
检讨书背景
项目概况
对参与的项目进行简要介绍,包括项目目标、规模 、时间等。
工作职责
阐述在项目中所担任的角色和具体职责,以及与其 他团队成员的协作情况。
问题概述
总结在工作中出现的问题和不足,为后续的检讨内 容做铺垫。
04
自我评价
工作态度与能力
责任心
在工作中始终保持高度的责任心,认真完成每一 项任务,关注细节,追求卓越。
学习能力
具备较强的学习能力,能够快速掌握新知识和技 能,并将其应用于实际工作中。
执行力
严格按照公司规定和流程执行工作,确保工作质 量和效率,及时向上级反馈工作进展。
创新能力
在工作中积极提出创新意见和建议,推动工作流 程和方法的改进,提高工作效率。
挑战与机遇
面对未来可能出现的挑战和机遇,我们将保持敏锐的洞察力,及时 调整工作策略,抓住机遇,迎接挑战。
持续发展与创新
在未来的工作中,我们将持续关注行业动态和技术发展趋势,积极引 入新技术和新方法,推动团队和个人的持续发展与创新。
THANK YOU
感谢聆听
模具检讨资料DFM检查步骤
模具检讨资料DFM检查 步骤
PPT文档演模板
2020/11/20
模具检讨资料DFM检查步骤
一.先判定公母模方向
1.成品外觀面為母模. 2.復雜面,起模磨擦力大為公模.
PPT文档演模板
2020/11/20
模具检讨资料DFM检查步骤
一-1
PPT文档演模板
2020/11/20
模具检讨资料DFM检查步骤
模具检讨资料DFM检查步骤
PPT文档演模板
2020/11/20
模具检讨资料DFM检查步骤
七.設定公模面脫模角
1.公模脫模角以3度以下,上下限值差為 0.1以下.
PPT文档演模板
2020/11/20
模具检讨资料DFM检查步骤
8.檢查公模有無倒鉤,及設定機 構PL線
1.確認倒鉤有無以機構克服. 2.機構動作時有無幹涉行程. 3.機構設定空間是否足夠.
PPT文档演模板
2020/11/20
模具检讨资料DFM检查步骤
PPT文档演模板
2020/11/20
模具检讨资料DFM检查步骤
PPT文档演模板
2020/11/20
模具检讨资料DFM检查步骤
四-3
PPT文档演模板
2020/11/20
模具检讨资料DFM检查步骤
四-2
PPT文档演模板
2020/11/20
2020/11/20
模具检讨资料DFM检查步骤
三-3
PPT文档演模板
2020/11/20
模具检讨资料DFM检查步骤
四.設定公母模靠坡PL面.
1.PL線必須是連續的回路,線段,不可斷開或 分叉.
2.成品肉厚如全留於母模有粘母模情況 者,PL線必須拆於肉厚一半處.(網孔處特別 注意)
PPT文档演模板
2020/11/20
模具检讨资料DFM检查步骤
一.先判定公母模方向
1.成品外觀面為母模. 2.復雜面,起模磨擦力大為公模.
PPT文档演模板
2020/11/20
模具检讨资料DFM检查步骤
一-1
PPT文档演模板
2020/11/20
模具检讨资料DFM检查步骤
模具检讨资料DFM检查步骤
PPT文档演模板
2020/11/20
模具检讨资料DFM检查步骤
七.設定公模面脫模角
1.公模脫模角以3度以下,上下限值差為 0.1以下.
PPT文档演模板
2020/11/20
模具检讨资料DFM检查步骤
8.檢查公模有無倒鉤,及設定機 構PL線
1.確認倒鉤有無以機構克服. 2.機構動作時有無幹涉行程. 3.機構設定空間是否足夠.
PPT文档演模板
2020/11/20
模具检讨资料DFM检查步骤
PPT文档演模板
2020/11/20
模具检讨资料DFM检查步骤
PPT文档演模板
2020/11/20
模具检讨资料DFM检查步骤
四-3
PPT文档演模板
2020/11/20
模具检讨资料DFM检查步骤
四-2
PPT文档演模板
2020/11/20
2020/11/20
模具检讨资料DFM检查步骤
三-3
PPT文档演模板
2020/11/20
模具检讨资料DFM检查步骤
四.設定公母模靠坡PL面.
1.PL線必須是連續的回路,線段,不可斷開或 分叉.
2.成品肉厚如全留於母模有粘母模情況 者,PL線必須拆於肉厚一半處.(網孔處特別 注意)
模具检讨书(表格模板、doc格式)
客户名称
生动性和实效性。2、树立以人为本的学生观生的品德形成和社会性发展源于他们对生活的体验、认知和感悟,我们引导他们区关注生活,珍视学生独特的生活经验,强调体验式、探究式和研讨式等学习方式,帮助他们尝试着自己区解决生活中的问题;我们要关注学生的健康成长,就要尊重他
英语单元考试有时你能考到90多分,语文考试你能进入中上水平,或许你没有想开去,但老师觉得,只要你想要,就可以很好。但愿你真能做到“只要有百分之一的希望,就会付出百分之九十九的努力”请付之行动!
附件Βιβλιοθήκη 会签栏客户驰杰作成
核准
作成
核准
填表须知
1、本单据用于开发担当可其他对外窗口与客户检讨问题之记录用。
2、本表单流程为:开发担当与客户检讨成文→客户签认→回公司经主管核准→FAXTO客户。
3、依权限范围,对外担当须依检讨问题之严重性考量向上呈报主管定夺。
思考;要和学生交朋友,勇于承认并面对真实的自己;要关注生活,开阔视野,勤于学习,不断吸收时代的信息,与时俱进;对于教材倡导的教学活动,要在教学实践中进行探索和创新!此外,为了体现一种儿童文化,使教材能真正成为学生喜爱的朋友,让他们愿意于教材中的儿童对话,我们我厂人员
检讨主题
问题点
原因解析
对策
担当者
时限
生动性和实效性。2、树立以人为本的学生观生的品德形成和社会性发展源于他们对生活的体验、认知和感悟,我们引导他们区关注生活,珍视学生独特的生活经验,强调体验式、探究式和研讨式等学习方式,帮助他们尝试着自己区解决生活中的问题;我们要关注学生的健康成长,就要尊重他
英语单元考试有时你能考到90多分,语文考试你能进入中上水平,或许你没有想开去,但老师觉得,只要你想要,就可以很好。但愿你真能做到“只要有百分之一的希望,就会付出百分之九十九的努力”请付之行动!
附件Βιβλιοθήκη 会签栏客户驰杰作成
核准
作成
核准
填表须知
1、本单据用于开发担当可其他对外窗口与客户检讨问题之记录用。
2、本表单流程为:开发担当与客户检讨成文→客户签认→回公司经主管核准→FAXTO客户。
3、依权限范围,对外担当须依检讨问题之严重性考量向上呈报主管定夺。
思考;要和学生交朋友,勇于承认并面对真实的自己;要关注生活,开阔视野,勤于学习,不断吸收时代的信息,与时俱进;对于教材倡导的教学活动,要在教学实践中进行探索和创新!此外,为了体现一种儿童文化,使教材能真正成为学生喜爱的朋友,让他们愿意于教材中的儿童对话,我们我厂人员
检讨主题
问题点
原因解析
对策
担当者
时限
产品缺陷模具缺陷总结(PPT51页)
产品缺陷模具缺陷总结(PPT51页)
1、产品缺陷
产品缺陷模具缺陷总结(PPT51页)
产品缺陷模具缺陷总结(PPT51页)
尺寸不符
• 尺寸不符:塑胶产品尺寸超出公差范围(特别是外形尺寸)。 • 原因: • 1、料用错。 • 2、模具型腔尺寸NG(缩水率错、加工错) • 3、模具型腔尺寸OK,模具结构不合理(浇口数量或位置,
产品缺陷模具缺陷总结(PPT51页)
开裂Crack;stress crack
• 开裂:产品裂缝。 原因: • 1、水口料太多,影响强度。 • 2、粘模,出模拉裂。 • 3、顶出不平衡,顶裂。
产品缺陷模具缺陷总结(PPT51页)
产品缺陷模具缺陷总结(PPT51页)
起泡
• 起泡:塑胶件内部或表面形成气泡状。 原因: • 1、塑化不良,熔体内有空气。 • 2、过热,原料分解。
• 飞边:制品边缘、分型面位置、顶针司筒斜顶位置、碰穿 插穿位、镶拼边缘,因钢料配合有一定间隙而产生飞边。
原因: • 1、原料流动性佳。(PA,ABS+PMMA) • 2、模具配合不良,排气及装配间隙过大。 • 3、分型面有异物。 • 4、生产合模速度太快压力太大导致分型面压变形。 • 5、注塑压力过大,锁模力不够。 • 6、碰穿面撞塌,插穿面刮出毛刺。 • 7、合模机配模,推方不能锁死在B板,配模时推方被压回,
原因: • 1、熔体突然出现流速加快或分子链变向,出现应力不均
衡。表面太光滑、纹理不够深或胶厚突变。 • 2、镶件配合不紧,填充时加高压有小松动,会导致应力
产生(如牛角浇口镶件常出现凹痕)。 • 3、模具变形或组配问题,如注塑过程中顶针板变形、顶
针、顶块微量后退等(与原因2类似)。 • 4、保压压力太高、模温太低、料温太低。 • 5、模具局部过热(无冷却的大顶针、大顶块、大斜顶),
1、产品缺陷
产品缺陷模具缺陷总结(PPT51页)
产品缺陷模具缺陷总结(PPT51页)
尺寸不符
• 尺寸不符:塑胶产品尺寸超出公差范围(特别是外形尺寸)。 • 原因: • 1、料用错。 • 2、模具型腔尺寸NG(缩水率错、加工错) • 3、模具型腔尺寸OK,模具结构不合理(浇口数量或位置,
产品缺陷模具缺陷总结(PPT51页)
开裂Crack;stress crack
• 开裂:产品裂缝。 原因: • 1、水口料太多,影响强度。 • 2、粘模,出模拉裂。 • 3、顶出不平衡,顶裂。
产品缺陷模具缺陷总结(PPT51页)
产品缺陷模具缺陷总结(PPT51页)
起泡
• 起泡:塑胶件内部或表面形成气泡状。 原因: • 1、塑化不良,熔体内有空气。 • 2、过热,原料分解。
• 飞边:制品边缘、分型面位置、顶针司筒斜顶位置、碰穿 插穿位、镶拼边缘,因钢料配合有一定间隙而产生飞边。
原因: • 1、原料流动性佳。(PA,ABS+PMMA) • 2、模具配合不良,排气及装配间隙过大。 • 3、分型面有异物。 • 4、生产合模速度太快压力太大导致分型面压变形。 • 5、注塑压力过大,锁模力不够。 • 6、碰穿面撞塌,插穿面刮出毛刺。 • 7、合模机配模,推方不能锁死在B板,配模时推方被压回,
原因: • 1、熔体突然出现流速加快或分子链变向,出现应力不均
衡。表面太光滑、纹理不够深或胶厚突变。 • 2、镶件配合不紧,填充时加高压有小松动,会导致应力
产生(如牛角浇口镶件常出现凹痕)。 • 3、模具变形或组配问题,如注塑过程中顶针板变形、顶
针、顶块微量后退等(与原因2类似)。 • 4、保压压力太高、模温太低、料温太低。 • 5、模具局部过热(无冷却的大顶针、大顶块、大斜顶),
质量问题检讨报告PPT230154
第5天 214 1
第6天 280 1
第7天 285 1
➢ 3、严控喷塑前的焊接及打磨质量。责任人 张琳
5.针对发货错发、漏发因果分析鱼骨 图
其他
材料
人
员工质量意识淡薄
检验员漏检
未按相关文件要求操作
错
发
漏
相关制度不够完善
发
现场无SOP,SIP
未按相关文件制度要求操作
环
方法
机器
针对错发、漏发整改纠正措施
NG□
OK √
N/A□
材质:板材材质符合图纸设计要求
表面:支架安装表面不允许存在脏污,锈迹,颗粒,划痕,掉漆, 塌坑,打磨痕,挂具印
关键物料(挂钩、调节螺杆、滑块): 1.调节螺杆直径检验:调节螺杆与挂钩开槽口匹配检测,要求能够 轻松旋转,不得存在焊点与无法匹配旋转现象 2.滑块与调节螺杆螺纹检验:两者相互旋拧固定,要求旋拧轻松, 同时要求使用螺纹通止规检测合格 3.挂钩螺纹检验:使用内六角螺钉相互旋拧紧固,无漏攻牙或螺纹 孔大、孔小问题 4.所有关键物料通过互相匹配后紧固在屏幕框架上,避免关键部件 物料丢失
中意 判定有争
议
立即补料
胶带缠绕后打包的,这 个不存在漏包或漏发两 根的可能。这都是标准
对,用胶带缠绕防 止松脱,包装时根 据用量用胶带扎成
件喷塑回来就配对好
一捆。
的,就没有6根一包的
规格。
2.根据2016年不良问题分布图
组别 不良批
2016年不良问题分布图
错发漏发
尺寸不良
变形脱漆
19
11
18
其它
➢ 2、对试装进行记录并核对相关的尺寸。( 试装检验张琳负责)
4.针对外观不良因果分析鱼骨图
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
change to 3ºcore draft angle
MF: Done
CRYSTAL_MOUNTAIN_BRACKET_POWER_BUTTON
7
© FOXCONN Proprietary and Confidential
Draft Check and Surface Texture Confirmation 5
Product type: Single shot
EV2 part just same as EV1.5
GG 1/30 – correcyt – no change
Customer :ROCK Part Name: POWER-BIAS-SINGLE-POST Engineer: Liu Li
MF: Done
CRYSTAL_MOUNTAIN_BRACKET_POWER_BUTTON
6
© FOXCONN Proprietary and Confidential
Draft Check and Surface Texture Confirmation 4
Might form stick to cavity , please
Core side
MF: confirmed Please confirm texture area and specifications according to the draft figure and texture specification table.
4
© FOXCONN Proprietary and Confidential
EV2 Design Review--BRACKET-POWER-BUTTON
1. Tooling design review (P2-P14) 2. Mold flow Analysis (P15-P31) 3. Secondary Operation (P32) 4. Assembly process(P33-P38) 5. 2D Review (P39) 6. Measurement concept (P40-P42) 20130227 Update P41 7. PMP(P43)
EDM
spec
Ra (mm)
Mold Tech
spec
Depth (Inch)
Recommended draft angle
VDI 12
0.0004
1.5°
VDI 15
0.00056 MT-11000 0.0004
2°
VDI 18
0.0008 MT-11010 0.001
2.5°
VDI 21
0.00112
3°
VDI 24
0.0016 MT-11020 0.0015
3.5°
VDI 27
0.00224 MT-11030 0.002
4°
VDI 30
0.00315
4.5°
For safety, we have added 1.0°to every reference angle.
CRYSTAL_MOUNTAIN_BRACKET_POWER_BUTTON
Present design
Suggest to change to core draft angle on the highlighted surfaces avoid stick to cavity
EV2 molding part just same as EV1.5(Refer Page 2)
CRYSTAL_MOUNTAIN_BRACKET_POWER_BUTTON
1
© FOXCONN Proprietary and Confidential
Product & Tool Review Report
5
© FOXCONN Proprietary and Confidential
Draft Check and Surface Texture Confirmation 3
Only have 2ºdraft angle might scratch it , suggest to increase to 3ºcavity draft angle and polish on the pointed surfaces.
CRYSTAL_MOUNTAIN_BRACKET_POWER_BUTTON
Project: CRYSTAL_MOUNTAIN
Part Number:
Part Revision: TBD
Report Date: 20-Sep-2012 Report Version:
2
© FOXCONN Proprietary and Confidential
Tooling base Information
CRYSTAL_MOUNTAIN_BRACKET_POWER_BUTTON
3
© FOXCONN Proprietary and Confidential
Draft Check and Surface Texture Confirmation 1
Cavity side
CRYSTAL_MOUNTAIN_BRACKET_POWER_BUTTON
Core side
MF: confirmed Please confirm texture area and specifications according to the draft figure and texture specification table.
2°
VDI 18
0.0008 MT-11010 0.001
2.5°
VDI 21
0.00112
3°
VDI 24
0.0016 MT-11020 0.0015
3.5°
VDI 27
0.00224 MT-11030 0.002
4°
VDI 30
0.00315
4.5°
For safety, we have added 1.0°to every reference angle.
Draft Check and Surface Texture Confirmation 2
Cavity side
EDM
spec
Ra (mm)
Mold Tech
spec
Depth (Inch)
Recommended draft angle
VDI 12
0.0004
Байду номын сангаас1.5°
VDI 15
0.00056 MT-11000 0.0004