发泡生产中常见问题分析及解决方法
聚氨酯软泡生产中的问题和解决方案

聚氨酯软泡生产中的问题和解决方案在实际发泡生产中遇到的额事故与问题是多样的,每个事故的生产都是由多方面因素造成的。
在因复杂因素造成的事故分析中,一般很难列出所有影响因素及真正起作用的主要因素。
下面汇总了经常遇到的一些事故及原因。
1、焦心(反应中心温度超过原料抗氧化温度)(1)聚醚多元醇质量有问题:生产储运过程中使产品中水份超标,过氧化物、低沸点杂质含量过高,金属离子浓度过高,配用抗氧剂种类和浓度不当;(2)配方:低密度配方中,TDI指数过高,发泡剂中水与物理发泡剂比例不当,物理发泡剂量偏少,水过量;(3)气候影响:夏季气温高,散热慢,料温高,空气湿度大,反应中心温度超过抗氧化温度;(4)存放不当:当TDI指数升高时,后熟化时堆积的热能增大致使内部温度升高而焦心。
2、压缩变形大(1)聚醚多元醇:官能度小于2.5,环氧乙烷比例大于8%,小分子组分多,不饱和度大于0.05mol/kg;(2)工艺条件:反应中心温度过低或过高,后熟化不好,没能完全反应或有部分焦心;(3)工艺配方:TDI指数过低,硅油辛酸亚锡过量,泡沫通气量低,闭孔率高。
3、泡沫过软(同密度下硬度下降)(1)聚醚多元醇:官能度低,羟值低,相对分子质量大;(2)工艺配方:辛酸亚锡量少,凝胶反应速度慢,在锡用量相同情况下,水量少,物理发泡剂多,硅油活性高用量大,TDI指数低。
4、泡孔粗大(1)混料不好;混料不匀,乳白期短;(2)工艺配方:硅油用量低于下限,辛酸亚锡用量少和活性差,凝胶速度慢。
5、高于设定密度(1)聚醚多元醇:活性低,相对分子质量大;(2)工艺配方:硅油用量低于下限值,TDI指数低,发泡指数低;(3)气候条件:气温低,气压高。
6、塌泡孔洞(发气速度大于凝胶速度)(1)聚醚多元醇:酸值严重超标,杂质多,活性低,相对分子量大;(2)工艺配方:胺用量多锡用量少,TDI指数低,在同样锡用量时TDI指数过高,发气速度大于凝胶速度,骨架强度小而塌泡或出现局部孔洞。
聚氨酯发泡质量问题
聚氨酯发泡质量问题聚氨酯喷涂发泡过程中,出现泡沫收缩、酥脆、太软、烧心、开裂、冒烟、脱落、塌泡、泡沫孔粗大、一捏成细粉末、反应初期发泡慢、启发慢等一系列问题。
聚氨酯发泡受施工过程中条件、设备、工艺以及环境温度的影响,聚氨酯反应过程中会出现各种不正常的现象,最终影响泡沫质量问题。
现将所有可能出现的情况录如下:以下A料代表聚氨酯白料,即组合聚醚;B料代表聚氨酯黑料,即聚合MDI(多异氰酸酯)。
1、A、B料混合后不发泡:①料温低;②两组分配比不准③A料漏加催化剂;④B料质量低劣;⑤A料漏加发泡剂。
2、聚氨酯硬泡收缩:①A料组分多,使聚氨酯硬泡强度下降引起收缩;②喷枪中料液混合不均,喷雾空气太小,或物料粘度太大;③固化太快,形成较多闭孔;④气体热胀冷缩变形。
3、聚氨酯硬泡酥脆:①B料组分太多;②水分过多;③工作面温度过低;④B料酸值大,含杂质多;⑤A料阻燃剂加入量过多。
4、聚氨酯硬泡太软,熟化过慢:①B料组分量小;②A料中锡类催化剂太少;③气温、料温、落料工作面温度低。
5、聚氨酯硬泡塌泡:①发泡气体产生过速,应降低A料中胺催化剂用量;②A料中匀泡剂失效或有碱性;③催化剂失效或漏加,应补加A料中锡催化剂;④原料中酸值大。
6、聚氨酯硬泡泡孔粗大:①A料中匀泡剂失效或漏加;②水分多(发泡剂或聚醚中水分);③A、B料搅拌混合不均匀;④B 料纯度低,含总氯或酸值高;⑤气体发生速度比凝胶快。
7、聚氨酯硬泡开裂,或烧心:①物料温度高;②A料催化剂过量;③一次浇注量过大,泡沫过厚;④用水做发泡剂时加入量过多;⑤物料中有金属盐类杂质。
8、聚氨酯硬泡脱落:①喷涂工作面湿度大,使反应不完全充分,底层泡沫发酥、发脆、呈粉沫状;②被喷工作面不洁,有油污,灰尘太多9、聚氨酯硬泡逸出烟:①A料中催化剂用量太高;②A料中聚醚羟值过高;③料温太高等。
从以上出现的问题分析得知,除客观因素外,A料组分涉及因素较多。
在现实生产中,调整粘度、乳白时间、发泡时间、固化时间等主要是调整A料。
橡胶发泡技术与常见问题及解决方法(1)

橡胶发泡技术与常见问题及解决方法!橡胶发泡材料又称为橡胶海绵、微孔橡胶或泡沫橡胶,由构成材料本身的连续固相(基质胶)和形成孔隙的流体相(孔隙)所组成。
根据孔洞是否连通,分为开孔发泡材料、闭孔发泡材料和混合孔发泡材料。
发泡橡胶通过适当增加泡孔体积,可以节约橡胶资源,并获得一般硫化橡胶所没有的高压缩率、柔软性等特点,最大限度地发挥橡胶的功能。
橡胶发泡制品的性能和用途很大程度上由橡胶生胶所决定,天然橡胶(NR)、顺丁橡胶(BR)气味较小,常用于制造生活用品;丁苯橡胶(SBR)耐磨性好,多用于鞋底材料;三元乙丙橡胶(EPDM)因耐臭氧性、耐热性、耐候性、低温柔软性等优点,常用于制造汽车密封条、密封圈、隔热产品等;丁腈橡胶(NBR)耐油、耐热性以及回弹性好,多用于汽车发动机的减震材料;硅橡胶因可承受300℃高温,用于密封材料、特殊环境中的膨胀连接材料以及隔热、吸振材料等。
发泡橡胶质量轻,具有优异的弹性、柔软性,隔热吸音效果好,被广泛用于密封、减震、隔热、隔音、印染等方面,在航空、汽车、仪器、仪表、家电和包装中广为应用。
制得的发泡材料作为鞋底材料,具有高止滑性的优点。
目前,对橡胶发泡材料配方的研究主要涉及填料、硫化剂、发泡剂等方面。
目前对橡胶发泡材料工艺的研究主要涉及发泡温度、发泡时间、成型工艺(模压、挤出成型)等方面。
橡胶发泡底橡胶发泡底是用天然或人造橡胶制造的橡胶闭孔或开孔发泡材料制造的铺底面料。
在半个世纪以前,人们将这种材料大量用于球鞋、运动鞋、旅游鞋、解放鞋、休闲鞋等。
它具有弹性优良、抗撕裂性能好、耐老化、耐腐蚀、电绝缘等性能。
固体橡胶发泡生产橡胶海绵,其原理是在选定的胶料中加人发泡剂或再加入助发泡剂,在硫化温度下发泡剂分解释放出气体,被胶料包围形成泡孔,使胶料膨胀形成海绵。
决定并影响泡孔结构的主要因素有:发泡剂的发气量、气体在胶料中的扩散速度、胶料的黏度以及硫化速度,其中最关键的是发泡剂发气量、产生气体的速度和胶料的硫化速度的匹配。
发泡生产中常见问题分析及解决方法
发泡生产中常见问题分析及解决方法一.工艺参数不准可能引起的问题1.模具温度低可能产生的问题。
a.粘接性差b.亏料c.形稳性差2.发泡剂用量不准可能产生的问题。
a.自由泡密度偏低(高)b.亏料(溢料)c.形稳性差,脱模性差3.黑白料比不准可能产生的问题。
a.自由发泡密度偏低(高)b.反应速度偏快(慢)c.亏料(溢料)d.形稳性差e.泡孔结构不正常4.注射压力不准可能产生的问题。
a.料比不正常b.反应速度偏快(慢)c.喷溅d.泡孔结构不正常5.料温不对可能产生的问题a.反应速度偏快(慢)b.料比不正常c.亏料(溢料)d.脱模性不正常二.常见问题原因及处理方法1.粘接性较差即离皮a.模具低温度过低(过高)b.过填充量不够c.发泡系统的选择不当d.错误的黑白料比(黑料过多)e.内胆表面粘接性较差。
如电晕过的HIPS比不电晕的粘接性要强得多2.泡沫溢料即漏料a.过填量过大b.发泡料乳化时间太长,乳化速度太慢c.密封不严d.箱体结构设计及构造不合理3.亏料a.模具温度过低b.过填充不足c.排气不是太好4.尺寸稳定性、泡沫强度较差a.泡沫密度过低b.过填充量不足c.流动性较差,导致过高的泡孔各向异性d.泡沫交联程度不够5.脱模时间较长a.过填充量过大b.箱体设计及构造不合理c.流动性较差导致箱体内某些地方的过填量太大6.泡沫表面气泡偏多a.箱体结构不合理,对料的流动不利,部分地方易形成旋涡而造成气泡产生b.排气不好,造成气体淤积c.发泡料混合不均匀,发泡过程中相关参数变化,不稳d.发泡料的流动性不好,发泡料和发泡剂的相溶性不好7.箱体中梁收缩a.侧板金属厚度或强度太低b.箱体结构不合理,造成料的均一性不够好c.发泡料的流动性不够好d.发泡料本身的压缩强度及尺寸稳定性不好。
8.泡沫开裂a.泡沫太厚,b.过填充量过大,密度太大。
c.脱模时间太短,熟化时间不够。
d.发泡料本身脱模性不够好。
发泡过程中常见问题解决办法
检查内胆/外壳的表面(尤其是粘结性差的 部位),保证表面清洁无油污、脏物等。
校验发泡机的配比,保证配比的准确。
发泡混合不均匀
白料/黑料质量不符合要求
聚氨酯亚太区 硬泡系统料 • 黄瑞安 • 10
校验发泡机的注射压力、料温等。
检验料罐中黑/白料的质量,发泡剂的加入 量等。
聚氨酯亚太区 硬泡系统料 • 黄瑞安 • 11
检查机械部件(枪头)有无漏油、水等。
聚氨酯亚太区 硬泡系统料 • 黄瑞安 • 8
冰箱发泡生产中问题分析及解决方法
泡沫表面气泡(导致内胆凹陷)
可能的原因
解决的方法
发泡剂加入量过高
校验发泡剂的加入量,保证加入量在规定 值内。
模具温度过高
校验模具加温系统的温度设置和模具各部 位的温度,使模具的各部位温度达到要求。
冰箱发泡生产中问题分析及解决方法
泡沫空洞(未填充满)-1
可能的原因
箱体预热温度太低
模具温度太低 排气孔位置不对或数量不够 黑料/白料比例太高 料温过高 发泡混合不均匀
解决的方法
校验箱体预热系统,使箱体预热温度达到规 定要求。 校验模具加温系统的温度设置和模具各部位 的温度,使模具的各部位温度达到要求。 正确设置排气孔的位置和数量。 校验发泡机的比例,保证比例的准确。 校验发泡机的料温设置及实际料温。 校验发泡机的注射压力和料温等。
发泡过程中常见问题解决办法
黄瑞安 拜耳材料科技 拜耳上海聚合物研发中心
2007年12月28日
聚氨酯亚太区 硬泡系统料 • 黄瑞安
冰箱发泡生产中问题分析及解决方法
聚氨酯亚太区 硬泡系统料 • 黄瑞安 • 2
冰箱发泡生产中问题分析及解决方法
问题收集
发泡胶常遇到的问题

1、发泡胶打不出来?首先看发泡胶是否固化,用手摇动罐身,若可摇的动说明未固化,就能打得出打的完,若能摇动但是打不出或打不完的,可能存在一下问题:A 发泡胶枪未装配到位,阀门没有打开,用力旋紧发泡胶枪,打开阀门即可。
B 发泡胶枪枪口、适配器或枪管堵塞,要立即进行清理,可用清洗剂检验其是否通畅;或者直接更换新的胶枪。
C 发泡剂阀门出现“结阀”现象,可能是长时间倒放所致。
可将罐子卸下,正放五分钟后用钉子插入阀门,用锤子轻轻敲打,听到通气声后立即装上胶枪就可以使用,建议一次性用完。
D 由于温度低(5℃以下)造成打不出,可以将罐子放到温水里五分钟左右即可正常使用。
2、打出来后有流淌现象?由于气温在零度以下,造成打出来流淌,可将罐子放到温水(40—50度)里五分钟左右可正常使用。
气温在五度以下建议使用冬季型产品。
3、为什么有时候发泡剂打出来发粉?由于气温低于五度,尚未完全固化有发粉现象,但是零度左右24小时后发粉现象会消失。
4、为什么发泡剂会漏水?发泡剂的防水原因是其泡孔是闭孔结构,其内部结构的闭孔率要达到80%就能起到防水保温作用,但是有些厂家由于过于追逐利益,刻意减少成本,加填充料,增加白料的分量,这样的产品部但发泡量低而且收缩会超过50%以上,因此就加入了开孔剂让泡沫开孔,解决收缩问题,但泡沫的弹性就没有了而且还漏水,承受力不大。
5、在施工时遇到粘接力不好,墙体型材表面胶粘不住现象该怎样解决?首先保证胶的粘接面没有油性材料或特氟龙涂层,再确定清扫干净胶粘面的灰尘和沙粒或者在胶粘面上喷少量的水。
6、施工时遇到缝隙特别大或特别小时该怎样操作?遇到大缝时,如是横向的可以先在底层打上一层,然后进行其他竖缝的填充,最后在原来的基础上补满填缝。
这样可以避免因一次性打满而浪费很多胶。
遇到特小的缝隙时,可以先不打,等用每罐的最后大约一百克左右胶浆去填充。
7、固化比较慢怎么办?在胶粘面喷少量的水、尽量采用摆动枪嘴来填充以增加胶浆出枪时充分接触到空气,缩短固化时间。
PVC发泡板挤出过程中常出现的问题
PVC发泡板挤出过程中常出现的问题在PVC发泡板挤出过程中,碰到的问题基本可以归为5类,一是稳定性问题;二是熔体强度问题;三是润滑问题;四是分散问题。
这五类问题特别是前三类问题会相互制约,交叉影响,从表面现象看有时很难立刻分清楚,要说方观察分析,找到问题根源才能根本解决。
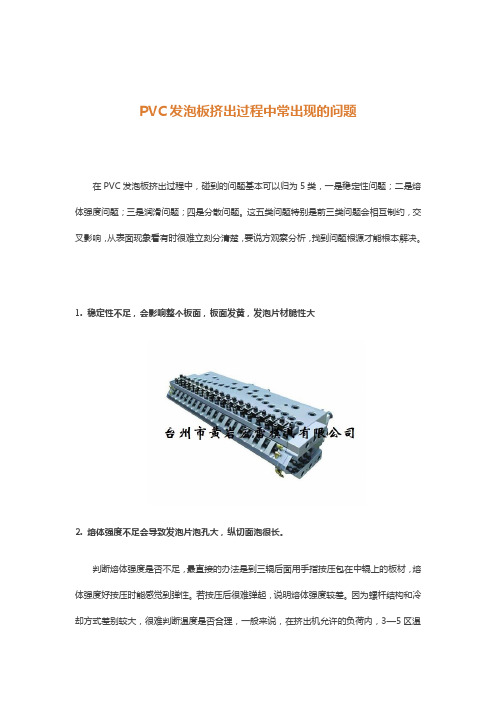
1. 稳定性不足,会影响整个板面,板面发黄,发泡片材脆性大2. 熔体强度不足会导致发泡片泡孔大,纵切面泡很长。
判断熔体强度是否不足,最直接的办法是到三辊后面用手指按压包在中辊上的板材,熔体强度好按压时能感觉到弹性。
若按压后很难弹起,说明熔体强度较差。
因为螺杆结构和冷却方式差别较大,很难判断温度是否合理,一般来说,在挤出机允许的负荷内,3—5区温度以低为好。
在发泡管材中要想获得发泡均匀制品,也需要保证PVC物料有良好的融体强度。
所以发泡调节剂的质量和型号至关重要,当然黄白发泡剂也要配合好。
3. 润滑剂润滑剂分为外润滑剂和内润滑剂,外滑有利于脱模,对板材表面的光洁性有好处,外滑太少,挤出机5区温度不易控制,易升温,这会导致合流芯温度高,板材中间出大泡、串泡、发黄等问题,板材表面也不光滑;外滑多,析出会变得严重,表现在模具内的结构和板材表面外滑的析出,也会表现为某些个别现象在板面上不定期的来回移动。
内滑有利于塑化和熔体的流动性,内滑不足板面难以控制厚度,表现为板材中间厚两边薄;内滑多,易出现合流芯温度高的现象。
4. 分散不好会带来板材表面不光滑的现象工艺温度控制问题:上面提到的四个问题属于根本性问题,是基础,是深层次问题。
相对于上面四个问题,工艺温度控制则要直观得多,是表面问题,但温度控制不好,会诱发根本问题的出现。
提高加工工艺温度,材料稳定时间会降低,出现稳定性问题;原有的润滑平衡会被打破,一般表现为外润滑不足,特别是后期外润滑,需提高外润滑添加量;温度提高也会导致熔体强度降低,发泡片材泡孔增大,泡孔数量减少,片材发脆易断裂;温度提高降低了熔体强度也会降低熔体粘度,粘度降低剪切分散能力降低,对分散能力不强的螺杆而言,有时会出现分散不均匀。
发泡生产中常见问题分析及解决方法
发泡生产中常见问题分析及解决方法一.工艺参数不准可能引起的问题1. 模具温度低可能产生的问题。
a. 粘接性差b. 亏料c. 形稳性差2. 发泡剂用量不准可能产生的问题。
a. 自由泡密度偏低(高)b. 亏料(溢料)c. 形稳性差,脱模性差3. 黑白料比不准可能产生的问题。
a. 自由发泡密度偏低(高)b. 反应速度偏快(慢)c. 亏料(溢料)d. 形稳性差e. 泡孔结构不正常4. 注射压力不准可能产生的问题。
a. 料比不正常b. 反应速度偏快(慢)c. 喷溅d. 泡孔结构不正常5. 料温不对可能产生的问题a. 反应速度偏快(慢)b. 料比不正常c. 亏料(溢料)d. 脱模性不正常二.常见问题原因及处理方法1. 粘接性较差即离皮a. 模具低温度过低(过高)b. 过填充量不够c. 发泡系统的选择不当d. 错误的黑白料比(黑料过多)e内胆表面粘接性较差。
如电晕过的HIPS比不电晕的粘接性要强得多2. 泡沫溢料即漏料a过填量过大b. 发泡料乳化时间太长,乳化速度太慢c. 密封不严d. 箱体结构设计及构造不合理3. 亏料a. 模具温度过低b. 过填充不足c. 排气不是太好4. 尺寸稳定性、泡沫强度较差a. 泡沫密度过低b. 过填充量不足c. 流动性较差,导致过高的泡孔各向异性d. 泡沫交联程度不够5. 脱模时间较长a过填充量过大b. 箱体设计及构造不合理c. 流动性较差导致箱体内某些地方的过填量太大6. 泡沫表面气泡偏多a. 箱体结构不合理,对料的流动不利,部分地方易形成旋涡而造成气泡产生b. 排气不好,造成气体淤积c. 发泡料混合不均匀,发泡过程中相关参数变化,不稳d. 发泡料的流动性不好,发泡料和发泡剂的相溶性不好7. 箱体中梁收缩a侧板金属厚度或强度太低b. 箱体结构不合理,造成料的均一性不够好c. 发泡料的流动性不够好d. 发泡料本身的压缩强度及尺寸稳定性不好。
8. 泡沫开裂a泡沫太厚,b. 过填充量过大,密度太大。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
发泡生产中常见问题分析及解决方法
一.工艺参数不准可能引起的问题
1.模具温度低可能产生的问题。
a.粘接性差
b.亏料
c.形稳性差
2.发泡剂用量不准可能产生的问题。
a.自由泡密度偏低(高)
b.亏料(溢料)
c.形稳性差,脱模性差
3.黑白料比不准可能产生的问题。
a.自由发泡密度偏低(高)
b.反应速度偏快(慢)
c.亏料(溢料)
d.形稳性差
e.泡孔结构不正常
4.注射压力不准可能产生的问题。
a.料比不正常
b.反应速度偏快(慢)
c.喷溅
d.泡孔结构不正常
5.料温不对可能产生的问题
a.反应速度偏快(慢)
b.料比不正常
c.亏料(溢料)
d.脱模性不正常
二.常见问题原因及处理方法
1.粘接性较差即离皮
a.模具低温度过低(过高)
b.过填充量不够
c.发泡系统的选择不当
d.错误的黑白料比(黑料过多)
e.内胆表面粘接性较差。
如电晕过的HIPS比不电晕的粘接性要强得多
2.泡沫溢料即漏料
a.过填量过大
b.发泡料乳化时间太长,乳化速度太慢
c.密封不严
d.箱体结构设计及构造不合理
3.亏料
a.模具温度过低
b.过填充不足
c.排气不是太好
4.尺寸稳定性、泡沫强度较差
a.泡沫密度过低
b.过填充量不足
c.流动性较差,导致过高的泡孔各向异性
d.泡沫交联程度不够
5.脱模时间较长
a.过填充量过大
b.箱体设计及构造不合理
c.流动性较差导致箱体内某些地方的过填量太大
6.泡沫表面气泡偏多
a.箱体结构不合理,对料的流动不利,部分地方易形成旋涡而造成气泡产生
b.排气不好,造成气体淤积
c.发泡料混合不均匀,发泡过程中相关参数变化,不稳
d.发泡料的流动性不好,发泡料和发泡剂的相溶性不好
7.箱体中梁收缩
a.侧板金属厚度或强度太低
b.箱体结构不合理,造成料的均一性不够好
c.发泡料的流动性不够好
d.发泡料本身的压缩强度及尺寸稳定性不好。
8.泡沫开裂
a.泡沫太厚,
b.过填充量过大,密度太大。
c.脱模时间太短,熟化时间不够。
d.发泡料本身脱模性不够好。