POWER出货检查规格
topcon电池出货检验标准

topcon电池出货检验标准一、外观检查1. 电池表面应光滑、整洁,无划痕、污渍、杂质等;2. 电池壳体应完整、无破损、裂纹等现象;3. 电池极柱应无氧化、松动等现象;4. 电池上应有清晰的型号、规格、生产日期等标识。
二、尺寸测量1. 电池尺寸应符合设计要求,误差应在允许范围内;2. 电池极柱间距应符合设计要求,误差应在允许范围内。
三、重量称量1. 电池重量应符合设计要求,误差应在允许范围内;2. 对于批量生产的电池,重量差异应控制在一定范围内。
四、电池性能测试1. 电池的开路电压、短路电流、充放电性能等应符合设计要求;2. 电池的内阻、自放电率等参数应符合相关标准。
五、晶片质量检查1. 晶片表面应平整、无裂纹、杂质等;2. 晶片的尺寸、厚度等参数应符合设计要求。
六、封装质量检查1. 封装后的电池应牢固、无松动现象;2. 封装材料应符合设计要求,无破损、漏气等现象。
七、环境适应性测试1. 电池应在高温、低温、湿度等恶劣环境下正常工作;2. 在上述环境下,电池的性能应无明显下降。
八、安全性能评估1. 电池应具有过充、过放、短路等保护功能;2. 在发生异常情况时,电池应能自动切断电源,确保使用安全。
九、可靠性评估1. 电池应经过寿命测试,确保在正常充放电条件下能稳定工作;2. 在寿命期内,电池性能应无明显下降。
十、电池一致性检查1. 对于批量生产的电池,其性能和参数应保持一致;2. 对于关键性能指标,如开路电压、短路电流等,应控制在一定范围内。
十一、环境因素考虑1. 在运输和存储过程中,电池应具备防震、防潮、防尘等保护措施;2. 电池应适应不同地区的气候条件,具备在极端环境下的使用能力。
十二、存储和运输条件确认1. 电池应在干燥、通风良好的环境下存储,避免阳光直射和高温;2. 在运输过程中,电池应采取防震、防潮等措施,确保产品安全到达目的地。
十三、出货检验记录保存1. 出货检验记录应详细记录每个电池的外观检查、尺寸测量、重量称量、性能测试等数据;2. 记录应清晰明了,方便查阅;3. 对于不合格产品,应进行追溯和处理,并记录相关数据。
出货检验规范
出货检验规范篇一:成品,出货检验规范1. 目的:明确订定产品出货检验规格,以确保产品之可信赖度并符合客户需求。
2. 范围:所有试产/量产阶段之产品均适用。
客户如有任何特殊指示,则本规范保留视同参考基准。
3. 缺点定义:主要缺点(Major Defect):缺点本身对产品特性影响程度较大者。
次要缺点(Minor Defect):缺点本身对产品特性影响程度较小者。
4. OQC Flow Chart:5. 产品本体检验:5.1 成品贴标.(适用于库存半年以上检验)5.2.1 出货需求时以总库存数依抽样计划抽验, 5.2.2 测试项目依各项目电性规格要求 5.3 成品配件检验规格.(适用于库存半年以上检验)5.4 成品包装.篇二:成品检验标准1、目的规范成品入库及出货检验流程,确保出货产品满足客户的需求,不断的提升品质,提高客户的满意度,模拟客户对产品的验证。
2、适用范围适用于所有LED 灯具产品入库及出货检验。
3、定义3.2 检验面的定义A 面:直接看到的区域如:玻璃面,铝基板,LED,透镜面。
B 面:不在直视范围,但暴露在外的面,如:灯具两侧面、散热片、铝型材、外壳,电源等。
C 面:正常使用时看不到的面。
须拆卸的面。
3.3 缺陷代码定义4、检验条件4.1 检验光源:普通日光灯灯源500lux.4.2 检验角度:如图一所示,产品与水平视线成30°,并在检验时±15°旋转产品。
4.3 外观检验距离:未点亮距眼睛30cm±10cm,与眼睛成一条直线,点亮后距离100cm±10cm.4.4 外观检验时间:10s/每个面。
4.5 测试设备:见测试项目内仪器。
5、引用标准5.1 GB/T 2828.1-2003 Ⅱ级按接受质量限(AQL)检索的逐批检验抽样计划。
5.2 AQL 允收质量水平:MIN=1.5 MAJ=0.65 CRI=0(抽样方案主要以0.65 抽取数量)。
成品出货检验基准书出货检验基准书

出貨檢驗基准書
成品出貨檢驗
編號
第2頁共2頁
通用
版次
A0
檢驗項目
主要 次要 檢 驗 方 法 判定基准 檢驗方式 備注
破裂﹑變形﹑臟污
√
缺支點﹑殘缺
√
目視
刮傷﹑損傷﹑磨傷
√
目視/手感
裂痕﹑裂開﹑縫隙
√
印字顏色﹑附著力
√
電鍍層脫落
√
材料不良
√
膠殼﹑鐵殼沾膠
√
目視
<<抽樣檢驗 作業指導書 >> << 成品外觀檢 驗標准>>限
√
目視 手感
<<包裝檢驗 標准>>
<<包裝標准 ㆒覽表>>
抽檢
印字面﹑ 包裝全檢
9
內﹑外箱標識
√
10
紙箱錯位﹑密合度
√
11
嘜頭是否與要求相符
√
12
打包帶松﹑緊﹑歪斜
√
13 打包帶條數﹑多少㆒致
√
14 打包帶脫落﹑斷開﹑不牢
√
核准
審核
制表
日期
站別
外觀檢驗
出貨檢驗基准書
品名
變壓器
文件編號
第1頁 共1頁
裂縫 貫點毛邊 端子長短不齊 端子堆錫/錫鎦 端子吃錫性 端子氧化 端子移位/轉向
錫尖 端子平整度 端子歪斜/歪曲 端子彎曲
清潔 彈片不齊 膠面高
露件
主 要 次 要 檢驗方法 / 工具
判定基准
備注
√
目視
依成品外觀檢驗標准
√
目視
依成品外觀檢驗標准
√
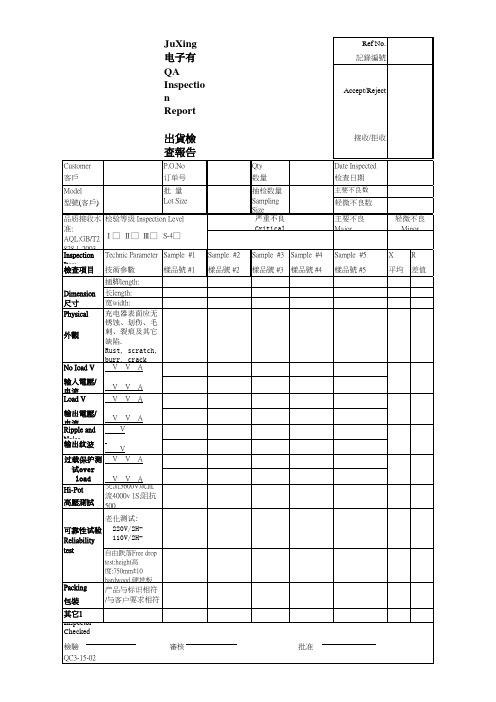
出货检验报告

Equipment)
外观检查 (Appearance Check)
目视 (Visual)
检验结论 (Insp.Conclusion)
备注(Remark):
( )合格(pass)
( )不合格(NG)
检验员 (Inspect
审核 (Check
核准(Approved by):
出货日期 (Shipment date)
检验日期 (Inspection date)
判定 (Judgement)
检测项目 (Item)
标准 (Spec)
出厂电压 (Open Circuit Voltage)
内阻 ( resistance)
长度 (Length)
宽度 (Width)
高度 (Height)
重量 (Weight)
放电容量 (Discharge Capacity)
测试值 (Test Value)
检查设备 (Inspection Equipment)
内阻测试议 (Resistance Tester)
数显游标卡尺 (Digital Vernier
Caliper)
电子秤 (Digital Balance)
Rrminder:The battery should be stored at room temperature,should be charged to 30% to 50% of the electricity,If stored for a long time,should every 3 months to an electric charge to prevent excessive battery discharge. 温馨提示:电池应在室温下存放,应充到30%至50%的电量,如长时间储存,须每3个月充一次电防止电池过放电。
QC3-15-02开关电源出货检查报告
产品与标ห้องสมุดไป่ตู้相符 /与客户要求相符
Checked 審核
Approved 批准
Sample #2 樣品號 #2
Sample #3 樣品號 #3
Sample #4 樣品號 #4
Sample #5 樣品號 #5
X
R
平均值 差值
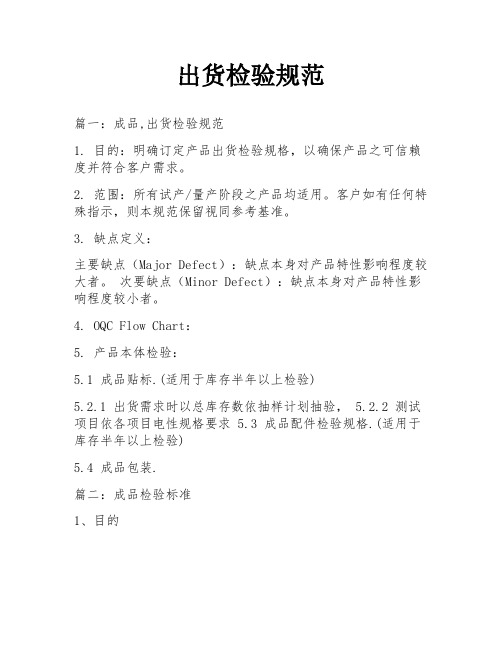
No Ioad V 输入電壓/ 电流 Load V
输出電壓/ V V 电流 Ripple and Noise V 输出纹波 过载保护测 试over load Hi-Pot 高壓測試 V V V V V
A A
交流3600V或直流 4000v 1S;阻抗500
老化测试: 220V/2H可靠性试验 110V/2HReliability test 自由跌落Free drop
test:height高度:750mm ± 10 hardwood 硬地板
Packing 包裝 其它1 Inspector 檢驗 QC3-15-02
JuXing Electric Corp. 炬星电子有限公司 QA Inspection Report 出貨檢查報告
Customer 客戶 Model 型號(客戶) P.O.No 订单号 批 量 Lot Size Qty 数量 抽检数量 Sampling Size 严重不良 Critical
Ref No. 記錄編號 Accept/Reject 接收/拒收 Date Inspected 检查日期
主要不良数
轻微不良数 主要不良
Major 轻微不良 Minor
品质接收水 检验等级 Inspection Level 准: AQL:GB/T28 Ⅰ□ Ⅱ□ Ⅲ□ S-4□ 28.1-2003 Inspection Item Technic Parameter Sample #1 檢查項目 Dimension 尺寸 Physical 外觀 技術參數 插脚length: 长length: 宽width: 充电器表面应无锈 蚀、划伤、毛刺、 裂痕及其它缺陷. Rust, scratch, burr, crack defect on surface A V V V V V V A A A 樣品號 #1
电子产品出货检验规范

建立电子产品成品检验验收标准,以加强对成品的质量控制和保证,进而保证产品的质量。
二、适用范围:本检验标准适用于公司质量部对电子产品产品成品验收标准。
三、职责a主导本标准的编制、修订、审核、批准、发布b参与样品的签核、发放c检验、不良判定及最终裁决四、检验工具及环境:4.1、检验工具:电子产品键盘、电子产品打印机、二维码扫描枪、菲林卡、色卡、手机4.2、检验环境:1)温度:22±10℃2)湿度:10~90%RH3)外观检查环境照度:500~700 Lux4)检验距离:400±50mm5)检查时间:目视检验3~5 秒单一面6)检查角度外观检查需垂直及正面45 度检测五、接收标准:5.1、接收标准:根据对送检的产品按照一般检验水平II级进行随机抽样,可接受质量水平值如下:5.2、产品质量以不合格数表示,任何样本在检验中有任何一项不合格,则该样本单位判定不合格。
初次抽样检查不合格的批次产品返工完成后需重新送检,检验范围覆盖外观与功能等全部内容。
6.1缺陷等级定义:6.1.1致命缺陷(CR):产品的致命缺陷指的是产品的安规检验项目不合格,以及产品内部的电气安全和机械安全不足可能危及操作、维修人员的安全等,用CR表示;6.1.2主要缺陷(MA):影响产品使用和性能的缺陷,产品装配产生的缺陷,严重影响产品外观的缺陷,用MA表示;6.1.3次要缺陷(MI):轻微影响产品外观的缺陷,用MI表示。
注:下表中各项检测项目的缺陷等级均按其程度在所对应行后面的方框中打“√”来标识其类别。
七、外观检验标准:八、性能检验标准:九、成品出货确认:成品出货按照客户下发的出货信息,质量在出货时进行核对,重点核对ID号是否是此批次客户的序列号以及是否有序列号发错等现象;十、检验记录:检验员将每日检验情况记录于《电子产品成品抽检》Excel档里;十一、相关文件:《壳体检验文件外观检验标准》。
设备出货包装检查表
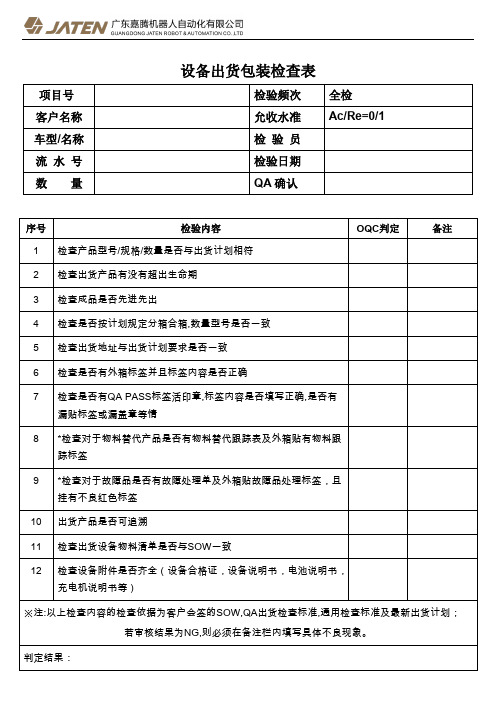
检查设备附件是否齐全(设备合格证,设备说明书,电池说明书,充电机说明书等)
※注:以上检查内容的检查依据为客户会签的SOW,QA出货检查标准,通用检查标准及最新出货计划;
若审核结果为NG,则必须在备注栏内填写具体不良现象。
判定结果:
PASS()REJECT()HOLD()
检验员:检验日期:
审批:审批日期:
设备出货包装检查表
项目号
检验频次
全检
客户名称
允收水准
Ac/Re=0/1
车型/名称
检验员
流水号
检验日期
数量
QA确认
序号
检验内容
OQC判定ቤተ መጻሕፍቲ ባይዱ
备注
1
检查产品型号/规格/数量是否与出货计划相符
2
检查出货产品有没有超出生命期
3
检查成品是否先进先出
4
检查是否按计划规定分箱合箱,数量型号是否一致
5
检查出货地址与出货计划要求是否一致
6
检查是否有外箱标签并且标签内容是否正确
7
检查是否有QAPASS标签活印章,标签内容是否填写正确,是否有漏贴标签或漏盖章等情
8
*检查对于物料替代产品是否有物料替代跟踪表及外箱贴有物料跟踪标签
9
*检查对于故障品是否有故障处理单及外箱贴故障品处理标签,且挂有不良红色标签
10
出货产品是否可追溯
11
检查出货设备物料清单是否与SOW一致
出货检测SOP(1)

4、玻璃拉拔力、磁石高斯是根据每日巡检测试结果进行记录;
5、测试完毕后,拔出插头将产品整齐的放入包装盒中。
注意事项:
1、产品只要在以下某个面出现不作动现象,均判为NG。
2、产品在侧面垂直插入/拔出测试治具时,需注意插拔力度,不可用力、歪斜插拔产品,防止产品变形。
3、导线插头在插拔时,需要注意垂直插入·或拔出。
说明简图:
向上
图一:测试仪器仪器按键
倒立
直立
向下
图二:螺丝实配状态
作业标准书(SOP)
版本
编制日期
修订日期
修订内容
频度
核准
审核பைடு நூலகம்
作成
页数
A
2013/9/28
2013/10/29
变更作动测试电压(2.0→3.0)
全数
机种
工序
工程名称
管理项目
管理方法
设备治具
使用物料
XSIR-012/015/025
附件工序
性能检测
特性:作动电压3.0V.6.0V;作动方向
目视
专用检测仪
包装OK品
冯亮
董峰
王莉
3/3
作业流程:
1、将产品侧面垂直插入测试治具中,导线插头垂直插入针座内,按下“黑色圆钮”按键,产品来回连续作动;如:(图一)示
2、将产品按照下图所示,向上、向下、直立、倒立、来回各10次循环,测试治具显示绿灯时判定为OK,显示红色时,则NG。
3、根据‘注意事项’第‘6’点进行测试,测试治具显示绿灯时为OK,显示红色时,则NG。
4、除启动键“黑色圆钮”,其他部位禁止随意调试。
5、测试OK品再使用6.0V测试,频率:每批次=50台
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
部门提供改善对策.
*09) LOT 不合格时,该 LOT 需要进行全数返工处理,根据不良原因分析结果, 品质部门需要
对半成品和在库品进行评估, 确认是否必要对超出被判退 LOT 的产品进行返工. 返工
方案由相关部门协议制定(针对 DELL 产品进行返工,必须安排 FT2 全部进行测试).具体
返工流程参照
A-26-0102 (02.09.02) A4VP
标准名
POWER 出货检查规格
登录番号
M01-000 -001-IS
东莞三星电机 改订次数 页 数
6
Page4of 16
目,按出货检查指导书, ATE 的使用方法,请参照附图 2-1.测试时要 SHOCK TEST 3-4 次
(有 CASE 的机种和 P39B)P39B 的用 JIG 固定后实施 SHOCK TEST,应无异常.
严格度校正方法进行校正当出货检查不合格率和 USER 不良率连续 3 个月未达成目标时,
AQL 向更严一级调整,连续 2 月品质目标达成时,恢复为正常检查。
5 LOT 的构成
以制品拉线同一型号一日生产量为一 LOT 为原则,但是客户有要求及生产有问题发生
时,情况可能有变更。
6 采取之试料
构成 LOT 的卡板或包装里随机抽样.
策的落实状况进行事后的审查点检,点检结果通报生产技术开发等相关部门,作为问题履历,进
行教育参考管理,避免同样问题继续发生.
*12)对于产品出检不良与客户的工程和市场不良要进行月别对比分析,内容包括不良率,
A-26-0102 (02.09.02) A4VP
东莞三星电机
标准名
POWER 出货检查规格
登录番号
2) 在电算中输入有关 LOT 的传票番号,试料数,合格(Y)表示,进行合格处理.
3) 出货检查依赖传票两付,一付(生产科用)送附生产科,另一付 QC 自己保管, 合格
的 LOT 由品质管理部署用电算发行合格传票 2 付,并附送生产部门及制品管理.
4) 合格的 LOT 每一制品包装单独(BOX 或木架)盖上合格章或贴上合格的标签,
傅光耀
1.ORT 基准改订:主管部署由 OQC 转到信赖性.
POWER 品质
2.出检不良处理 TAT 基准改订.
丁细峰
1.Lot 不合格发生时,返工产品范围定义;
POWER 品质
2.出货不合格处理流程备注:出检不良分析需
丁细峰
要确认产品是否有设计和信赖性风险.
1.增加 DELL 出货检查返工特别要求.
POWER 品质
2.增加对于不合格 LOT 的失败案例的管理规定
丁细峰
3.增加出检不良与客户工程市场不良的相关
检讨规定
4.开发样品生产的抽检标准修订
A-26-0102 (02.09.02) A4VP
标准名
POWER 出货检查规格
登录番号
M01-000 -001-IS
东莞三星电机 改订次数 页 数
6
张龙哲
06/06
生产
技术
开发
朴永诚
何增城
陆贵华
合
06/05
06/05
06/06
/
/
/
议
/
/
/
/
/
/
意
见
配布: POWER 生产,POWER 顾客品质,POWER 部品保证 各 1 份 配 共3份
布
处
*汇报部门要记录配布部门名及各配布部数 A-26-0100 (02.09.02) A4VP
Page 1
8.3 耐电压检查:耐压测试机(EXTECH-7410).
8.4 绝缘电阻检查:绝缘电阻试验器(EXTECH-7410).
8.5 地线连接测试:AC LOW OHM TESTER(TOS-6100).
8.6 泄露电流测试:LEAKAGE CURRENT TESTER(YOKOGAWA3226).
8.7 SHOCK TESTER(DSS-680A).
M01-000 -001-IS
改订次数
6
页数 Page7of 16
不良项目和差异分析和对策。
10) 检查记录的保管
出货检查成绩书----1 年
出货检查依赖书----1 年
异常发生报告书----3 年
12 新机种(开发制品)的出货
按照设计业务规则,以在各开发阶段(DVT/MVT)完成的状态下进行出货检查为原则, (包括生
产).客户纳货期等的原因,客户要求制品出货时,在开发阶段未完成的状态上也可以进行出
货检查,制品可以出货(先出货,后进行检查)。
生产数量少于 200PCS 时,外观全数检查;特性按照 ANSI/ASQC Z1.4-1993 GII AQL=0.25 双
倍加严水准抽样检查. 生产数量大于 200PCS,外观和特性全部按照 ANSI/ASQC Z1.4-1993
7 检查项目及检查方法
7.1 外观(内观)检查.(参照附图 1-3,1-4)
1)以功能检查为主.
2)特殊变色,变形等及商品价值有问题的项目.
3)试料中有 3 个用作內观 CHECK 检查(焊锡状态,PCB 状态,部品漏插,反插等)
4)试料中有 3 个用作零件供应商及各参数核对.
7.2 电机性能检查
利用 ATE 设备实施.检查测试程序由实施负责人参照特性检查,对于没有明细讲的项
6) 品质异常措施表上记录细节事项,经制定者及部署长的签字后,不良试料由生产 TEAM
管理,监督者(组,班长)确认后,盖上不合格章,附加品质异常调处表和成绩书通报生产部
署.报生产部署 并在此 LOT 上的“出货检查现况”牌上不合格判定,如果是原材料不良,
要向生产部和 IQC 同时发行异常报告书,对策内容不好时再发行.
用零件检查表格(N=3,数据作成 1 张,使用附图 2-6 的样式).
2).HI-POT 及接地,绝缘阻抗测试后,在相应部位填写结果。
3).LEAKAGE 测试后记录实际测试 DATA 和 S/N,测试数量为 3 个
4)电机性能检查
试料全部检查后的 DATA 记录作成 SPC(CPK 管理)。
5) O.R.T 检查
2006.06.03
主要内容
制、改订者信息
环境安全有害物质确认实施
品质经营 CS3 PART
公司标准评审,改订 NO 从 0 次计数
邹云峰
ORT 基准改订
品质经营 CS3 PART
新机种检查基准明确
龙冬元
ORT 基准改订:ADAPTOR&SMPS ORT 24 小时=>ORT POWER 品质
4~6 小时
7.3 对环境安全,特别是有害物质的确认,参考 BB-26-08 <<出货检查规则>> 5.5 项.5.8.2
项.7.1.1 项的要求实施
7.4 HI-POT TESTER 测试(耐压测试),绝级电阻测试(请参照附图 2-2) 参照特性检查试
样及出货检查指导书.
7.5 地线连接测试(参照附图 2-3)
式使用(必要时,检查项目可能变更)出货检查成绩书的作成每检查 1 LOT 都要作成,不使用
的空格用"/"处理,出检成绩书 作成 2 份,复印 1 份放在此 LOT 出货 BOX 里,并在 BOX 外两
面贴“出货检查成绩书在中”LABEL.
10.1 出货检查成绩书及检查方法
1).外观(内观)检查,抽样试料个个记录号码后,对各个检查项目记录检查结果.
PS 出检、工程、客户返品返工处理流程(BC-15-59)
10) 从生产部门收到再检查依赖书,在再检依赖书上盖“返工品”章,确认异常报告书上的
对策
事项及返工结果后实施再检查,异常报告书上的对不良原因的对策内容不实施或对策
事项未
遵守时,返送措施及保留出货检查.
*11)每月月初对于上月的不合格 LOT 进行月别汇总整理,针对不合格 LOT 的内容,原因,对
7) 若检查出有违反环境有害物质标准的不良 LOT,标记后通报给环境安全部门.供应商.
购买资材管理部门,为使供应商不再发生相同不良而要求采取措施. (环境有害物质的
检查基准可参照办 SS-00259 的有关规定.
8) 对不合格 LOT 的处理,从不良发生起,相关部门需在 1 天内分析不良原因,3 日以内责任
2) 出货检查依赖书,检查者要签字,盖上不合格章
3) 在电算输入有关 LOT 传票的番号,试料数,不良数,不良 CODE 及不合格 LOT NO
4) 出货检查依赖书二付,一付(生产科用)送附生产科,另一付 QC 自己保管.
5) 不合格的 LOT 在制品包装单位(BOX 或木架)贴上不合格标签及品质异常措施表.
3.2 周围 湿度:45%rh~85%rh
4 检查水准
按以下方式抽样:ANSI/ASQC Z1.4-1993 Single Sampling ,G II ,AQL=0.25,
C=0 尺寸检查: 每 LOT 5 EA
漏电流测试: 每 LOT 3 EA
客户有特别要求时按客户要求确定检查(见出货检查指导书).品质异常时,按附图 5 检查
参照特性检查试样及出货检查指导书.
8 检查设备
8.1 外观(内观)检查时用到的工具或设备有:电动螺丝批,镊子,螺丝批等 HTAT-550 及 SHOCK TESTER 电阻
LOAD,DVM,静电带,直流电源,检查用 JIG BOX 等.
检查数量:Adaptor 每 LOT 1 个(客户有要求时按客户要求)
11 LOT 的处理
11.1 抽样
根据生产部的依赖书,LOT 检查成绩书,按标准抽样;并在“出货检查现况”牌
记录抽样时间。