海德盟数控系统培训 - 系统介绍1
海德曼系统编程说明书
海德曼系统编程说明书一、引言1.海德曼系统编程背景介绍随着信息技术的不断发展,系统编程已经成为软件开发的重要组成部分。
海德曼系统编程作为一种高效的编程方式,旨在提高开发效率,降低维护成本。
为了帮助广大程序员更好地理解和应用海德曼系统编程,本文详细介绍了相关知识。
2.说明书目的和适用对象本文旨在为初学者和有经验的程序员提供一个全面的、实用的海德曼系统编程指南。
通过阅读本文,读者可以掌握海德曼系统编程的基本原理、编程技巧和实践方法。
二、系统编程基础1.编程语言选择在海德曼系统编程中,可以根据项目需求选择合适的编程语言。
常用的编程语言包括C、C++、Java、Python等。
2.编程环境搭建搭建合适的编程环境有助于提高开发效率。
根据所选编程语言,搭建相应的开发环境,如IDE、编译器等。
3.编程规范与最佳实践遵循编程规范和最佳实践可以提高代码质量,降低维护成本。
本文将介绍一些通用的编程规范和最佳实践,如命名规范、代码注释、模块化设计等。
三、海德曼系统编程核心模块1.模块功能概述海德曼系统编程主要包括以下核心模块:数据结构、算法、网络通信、数据库、用户界面等。
2.模块间的依赖关系各模块之间存在一定的依赖关系,如数据结构依赖于算法,网络通信依赖于数据库等。
了解模块间的依赖关系有助于理清编程思路。
3.模块编程技巧与示例本文将结合具体示例,详细介绍各模块的编程技巧,帮助读者掌握海德曼系统编程的实际应用。
四、异常处理与日志记录1.异常处理策略为了提高程序的稳定性和可靠性,需要对可能出现的异常进行处理。
本文将介绍常见的异常处理策略,如try-catch、自定义异常等。
2.日志记录方法与实践日志记录是程序调试和性能分析的重要手段。
本文将介绍日志记录的方法和实践,如LOG4J、Logback等日志框架的使用。
五、性能优化与调试1.性能评估方法为了提高程序的性能,需要对程序进行性能评估。
本文将介绍性能评估的方法,如profiler、gprof 等工具的使用。
海德汉编程操作培训手册(1)

1基本技能(文件管理器/刀具表)2直角坐标路径功能3极坐标4钻孔循环循环5铣型腔、凸台和槽的循环6加工阵列孔的循环7SL 循环8坐标变换循环9重复运行的程序块编程技巧10子程序11嵌套12相关信息+Z+Z+Z基本轴旋转轴平行轴X A U Y B V ZCWX键盘TE 420TE 5301字母键盘用于输入文本和文件名,以及ISO 编程。
双处理器版本: 提供其他的按键用于Windows 操作。
2文件管理器、计算器、MOD 功能和HELP (帮助)功能3编程模式4机床操作模式5编程对话的初始化6方向键和GOTO 跳转命令7数字输入和轴选择8鼠标触摸板: 仅适用于双处理器版本124376518432765显示单元1软键区2软键选择键3软件行切换键4设置屏幕布局5加工和编程模式切换键6预留给机床制造商的软键选择键7预留给机床制造商的软键行切换键13423675123345屏幕布局编程模式显示机床操作模式显示机床操作模式(后台)编程操作模式、对话、出错信息(显示在前台)程序机床功能的软键软键区机床操作模式、对话、出错信息(显示在前台)编程模式(后台)程序或位置显示机床功能的软键机床状态软键区操作模式键操作模式功能程序编辑 编写及修改程序(RS-232-C/ V.24数据接口)试运行 静态测试 / 有图形模拟或无图形模拟几何尺寸是否相符数据是否缺失手动 移动机床轴显示坐标轴值设置原点手轮 用电子手轮移动设置原点手动数据输入定位(MDI) 输入定位步骤或输入可以立即执行的循环 将输入的程序段保存为程序程序运行-单程序段 分段运行程序,用Start(开始)按钮分别启动各段...开始程序运行-全自动 按START EXT(机床启动按钮)后连续运行程序文件管理驱动器1以太网RS-232接口 RS-422接口 TNC的硬盘当前路径或文件名3文件信息文件名:保存在当前目录下的文件及文件类型字节:以字节为单位的文件大小状态:M:“程序运行”模式下所选择的文件。
海德汉数控系统培训与支持说明书

71 + 11/2020森德监狱实习培训点亮未来。
CNC PILOT 640简化标准加工任务。
我们的编程技巧提供TNC更多用法。
刊首语尊敬的读者:在当前形势下,每位读者在每一天都亲历着新发展和新挑战:如何保持客户联系?如何保持支持服务能力,以满足当下的任务要求,甚至更好地满足未来任务的要求?如何高效率地管理工作流程? 为回答这些问题及其它问题,我们为海德汉数控系统用户提供支持,包括专业技术培训和专业技术认证,也包括在培训、展会和用户日的活动中为用户个人提供支持。
然而,当前的形势已经影响到这些活动的进行。
三月份以来,德国总部的培训中心无法开课,5月11日前也无法复课,在满足当前防疫要求的情况下,仅能开设非常有限的课程。
另外,拜访现在也都受到跨境限制,我们无法进入贵公司。
为此,我们正在用数字媒体提供培训和客户咨询。
无需进行复杂软件安装,您可在办公室、家中,甚至旅行中用计算机、平板电脑和智能手机运行HIT 3.0多媒体学习系统,进行实习培训和继续教育的Klartext对话式NC数控编程学习。
高级课堂版为指导员和教师提供所需的功能,可轻松管理注册学员、管理学习小组、分发自编材料和甚至进行在线测验。
该解决方案已被许多职业学校、职业培训机构和培训车间采用,使用HIT 3.0作为数字化教学的培训平台。
此外,如果您有任何有关海德汉产品及其应用的问题,请您随时致电联系我们的热线电话。
当然,TNC俱乐部团队也为您提供支持。
对于重要的生产问题,我们也开通Webex会议,为您在线解决问题。
数字化为我们提供许多全新的交流和培训解决方案,现在,我们非常高兴能与您保持联系!更重要的是,我们期待着与您再次面对面地讨论。
请您保重!祝您阅读愉快!2法律信息出版方约翰内斯·海德汉博士公司 邮政编码126083292 T raunreut,德国 电话:+49 8669 31-0 编辑Ulrich Poestgens(负责人),Judith Beck(TNC俱乐部)E-mail:******************Klartext网址:平面设计Expert Communication GmbH Richard-Reitzner-Allee 1 85540 Haar,德国www.expert-communication.de照片提供第33页:Pixabay第35页:Michael Sigwarth博士(KIS) 所有其他图片:© 约翰内斯•海德汉博士公司 目錄最大限度增加主轴工作时间舒伯特公司用“状态监控”软件将自动化的生产机床接入网络。
higerman HI800 机床参数设置和配线培训
4.1.8 轴负向软限位(SoftwareLimitMinus)
说明:坐标轴负向软限位,此值比轴在原点处到负向硬限位开关处小一 定距离,起到保护限位开关,用户根据需要设定。共有32个数索引,分 别代认值:+15000000
4.1.9 轴正向软限位(SoftwareLimitPlus)
说明:参数定义各轴回零的先后顺序,最多可以定义32个回零循环。而每个循 环最多可以同时定义32个轴同时回零,双字(DWORD)的每位代表一个轴。
设定方法:各轴1,2,3,4………,分别按照BCD码1,2,4,8………来表示。 在同一个回零循环内的轴,取各轴BCD码相加之和。 范例: 1轴和3轴同时回零,之后2轴回零。 AxisSequence(0)=1+4=0005 AxisSequence(1)=0002
4.5.3 坐标轴回零方向(RefDirectionAppl)
说明:此参数设定各坐标轴回零的运动方向。 设定方法:双字DWORD的每一位代表一个轴,当该位bit取1时, 该坐标轴回零时正向回零。当该位bit取0时,该坐标轴回零时负向回零。 范例: 1,2,3(X,Y,Z)轴同时回零,方向为正。 RefDirectionAppl=0007。
•
4.1.5 脉冲当量(MachToInternalIncr)
说明:脉冲当量实际上是每个丝杆螺距或旋转轴转一圈(3600 )里的脉冲数量, 它的设置正确与否决定了机床运行的精度。 单位:fac 计算方法:MachToInternalIncr=丝杠螺距x /(4 x电机脉冲数/转)x系统分辨率 范例: • 线性轴 给定电机每转脉冲数: 2500p/rev 电机到丝杆之间的减速比: 1/2 丝杆螺距: 20mm 系统显示分辨率: 0.0010 MachToInternalIncr =20/[(2500 x 4) x 0.001] x 1/2=1 • 旋转轴 给定电机每转脉冲数: 10000p/rev 电机到丝杆之间的减速比: 37/63 系统显示分辨率: 0.0010 MachToInternalIncr =360/[(10000 x 4) x 0.001] x 37/63=5.285714286
海德盟数控系统培训系统介绍1

Located between interpolator and position controller. Is based on cubic spline and introduces smooth acceleration transitions of interpolator and position controller between points.
自适应路径滤波
Checks for critical frequency ranges during the control process, limits resonances within the control loop in context with the path.
三次样条插补 加速度控制
PPT文档演模板
海德盟数控系统培训系统介绍1
海德盟PA数控系统的应用案例
双主轴车铣中心
机床制造公司:黑泽精密机械有限公司(日本) 黑泽精密机械有限公司生产的8轴4联动车铣中心,采用海德盟数控系 统,该机床配有双伺服主轴及主轴外置高分辨率编码器、海德汉光栅 ,专用于加工复杂精密轴类零件。机床充分利用了海德盟数控系统的 任意4轴联动、主轴/旋转轴切换、多主轴控制、双主轴同步、虚拟加 工中心、自动上料接件等先进功能。
SINUMERIK CNC 高级功能培训说明书

Course detailsRequirementsAdvanced Basic knowledge of how to operate and program turning machines is required. Previous attendance in the Level 1 ShopTurn class is recommended.Class specificsThis is an online class consisting of 3 days of 4-hour sessions. We will provide a trial version of SINUTRAIN for use on your Windows 10 computer. Speakers and / or a headset plus a microphone will be required.Target groupCNC end-users, machine builders, and machine tool dealers, who provide support and training for the programming and operation of CNC turning machines utilizing the programGuide user interface.ContentnIntroduction to advanced functions in SINUMERIK CNCnIntroduction to advanced tool management including tool life management n Introduction to MDI modenIntroduction to G-code program creation, testing, modifying and saving through programGuiden Programming with standard turning cycles nProgramming free contours using the contour calculatorn Centering, drilling, thread cutting n Programming with sub-routines n Working with transformations nSetup, operation and programming of lathes with milling capabilitiesSINUMERIK CNC TRAININGLevel 2: programGuide for turning online, instructor-ledOperation and programming for machine tool progammers, operators and users Upon completion of the course, participants will be able to create part programs in G-code using the programGuide interface, setup jobs through the jog functionality and run parts in auto mode.。
海德蒙系统操作说明书
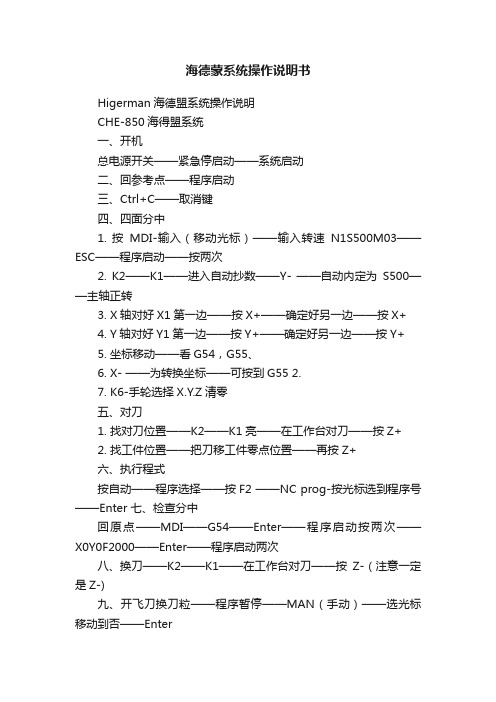
海德蒙系统操作说明书Higerman海德盟系统操作说明CHE-850海得盟系统一、开机总电源开关——紧急停启动——系统启动二、回参考点——程序启动三、Ctrl+C——取消键四、四面分中1. 按MDI-输入(移动光标)——输入转速N1S500M03——ESC——程序启动——按两次2. K2——K1——进入自动抄数——Y- ——自动内定为S500——主轴正转3. X轴对好X1第一边——按X+——确定好另一边——按X+4. Y轴对好Y1第一边——按Y+——确定好另一边——按Y+5. 坐标移动——看G54,G55、6. X- ——为转换坐标——可按到G55 2.7. K6-手轮选择X.Y.Z清零五、对刀1. 找对刀位置——K2——K1亮——在工作台对刀——按Z+2. 找工件位置——把刀移工件零点位置——再按Z+六、执行程式按自动——程序选择——按F2 ——NC prog-按光标选到程序号——Enter 七、检查分中回原点——MDI——G54——Enter——程序启动按两次——X0Y0F2000——Enter——程序启动两次八、换刀——K2——K1——在工作台对刀——按Z-(注意一定是Z-)九、开飞刀换刀粒——程序暂停——MAN(手动)——选光标移动到否——Enter再按主轴停止——移手轮——换刀粒——按断点返回——主轴正转——程序启动十、查看工作坐标1. 按坐标偏移——移动光标——把G54改为G55——移动光标——把显示清掉——Enter——移动光标找G54改——OK 十一、看下刀位置——SYS——F1显示程式——选择程式——F3剩余路径显示(变亮)——MAN手动方式——看剩余Z轴数据。
十二、网络连接1. 打开电脑——点击电脑开始——再点运行——输入//192.168.110——用户名输入Higerman——不要密码按确定——找到 NCprog2.工作组 MSHOME 全部电脑一样3.点击电脑桌面的网上邻居---属性---点击IP---属性---使用下面的IP地址192.168.1.100;255.255.255.0;192.168.1.1---使用下面的DNS全部为空。
海德盟HI800操作手册正文(NEW)

Hi800操作手册
目录
目录................................................................................................................................... 1 1 概述 ............................................................................................................................... 3
1.3.1 启动........................................................................................................... 9 1.3.2 关闭.........................................
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
海德盟数控系统介绍
海德盟数控技术(深圳)有限公司 海德盟数控技ห้องสมุดไป่ตู้(深圳) 海德盟数控系统领先业界的七大技术
• Leading in Openness 真正先进的开放式数控系统,允许用户集成第三 方的专业软件或技术到系统中。同时提供一系列的开放式工具,使得用 户可以任意定制自己的个性化界面和自己所需要的特殊功能。 • Leading in Architecture 先进的系统设计架构,所有的系统软件全 部运行在主PC处理器上,而非传统的双CPU设计思想。 • Leading in PC-Based Technology 基于PC平台的CNC技术应用,所有 PC功能均以模块化的形式对用户开放,而不需要进行任何的硬件改动。 • Leading in Performance 完善的五轴联动和坐标变换功能,可进行复 杂的多轴多通道协调控制,满足各类数控设备的应用需求。 • Leading in High-Speed Quality 优化的控制算法,可确保1微米分辨 High率下实现240米/分的高速控制,是高速、高精度数控机床的最佳选择。 • Leading in Customized CNC 提供丰富的功能选项,针对应用领域进 行功能优化配置,达到最完美的性能/价格统一。 • Leading in Real Time 专用数控实时内核,攻克了Windows操作系统 平台上的实时控制难题,在保障数控系统的优异实时性的基础上,突显 了系统操作简便界面友好的特性。
海德盟PA数控系统的应用案例 海德盟PA数控系统的应用案例 PA
U轴刀具应用
机床制造公司:上海电气中央研究院 刀具旋转的同时,刀头可沿着刀架端面可做径向运动,这种在NC控制 下可达到0.001mm的精度、沿径向进行运动的轴,称之为U轴,U轴刀 具是日本池贝株式会社的一项专利技术。U轴功能的应用不仅解决了 异型件的加工问题,同时对于普通加工也大大减少了刀具使用数量, 提高刀具集成化。当前只有极少数的进口高档数控系统具备U轴控制 功能,国内大多数数控系统尚不具备U轴控制功能。上海电气中央研 究院所使用海德盟数控系统Compile Cycles开发的U轴控制功能已成 功应用到了TVU4立式加工中心上,目前该机床已被上海电气液压气动 有限公司用于液压泵中关键零件的加工。
动态预读
自适应调节
(A2RT)
自适应路径滤波
三次样条插补
加速度控制
海德盟数控技术(深圳)有限公司 海德盟数控技术(深圳)
8.4A型面板 12.1A型面板
8.4B型面板 15.1B型面板
C型主机 10.4A型面板
L型主机
商用显示器+鼠标键盘
显示面板
主机模块 接口模块
操作面板
海德盟数控技术(深圳)有限公司 海德盟数控技术(深圳) 海德盟数控系统可应用场合 海德盟数控系统可应用场合 盟数控系统可应用
o o o o o o o o o o o o o o o o o o o 高速钻削 2.5轴磨削 2.5轴磨削 2.5轴加工中心 2.5轴加工中心 2.5轴高速磨削 2.5轴高速磨削 多主轴磨削 2轴车削 高精度车削 纳米级) 金刚石车削 (纳米级) 多主轴车削 车磨结合 高精度测量机(三维探针和三维激光扫描) 高精度测量机(三维探针和三维激光扫描) 圆筒面研磨 表面研磨 刀具磨削 复杂刀具磨削 成型磨削 凸轮轴磨削 计算机辅助磨削 非柱体磨削 o o o o o o o o o o o o o o o o o o o 二维激光切割 二维激光焊接 二维等离子切割 冲床 激光加工中心 电化学开模 电火花线切割 玻璃切割 玻璃磨削 高精度非球面玻璃磨削 齿轮滚削 电子束焊接 五轴磨削 五轴高速磨削 五轴涡轮叶片磨削 五轴激光切削 五轴激光焊接 五轴表面处理 五轴木工机床
海德盟PA数控系统的应用案例 海德盟PA数控系统的应用案例 PA
高速雕铣机 高速雕铣机
机床制造公司:宁波凯博数控机械有限公司 宁波凯博数控机械有限公司是国内较大的雕铣机生产厂家,其生产的 “飞鹤”系列高速雕铣机采用海德盟数控系统。海德盟数控系统的“自 适应预读功能”和“曲率优化功能”,可以使大量连续微小线段加工达 到最佳效果,更好地保证加工过程的快速性、连续性和平稳性。实际加 工测试结果表明,该系统加工效率相当于同价位进口CNC系统的3倍,是 模具加工的最佳选择。
海德盟数控技术(深圳)有限公司 海德盟数控技术(深圳) 海德盟数控技术亮点技术 海德盟数控技术亮点技术(Ⅱ) 盟数控技术亮点技术(
几何预读功能
Checks for violations of the established tolerance band during direction changes of the contour. Velocity and acceleration will be adjusted such that the tolerance band will not be exceeded. Checks during interpolation, whether velocity or acceleration are exceeding the respective maximum values for the machine. The path velocity will be adjusted accordingly. A self-adapting algorithm which enables the feed forward function to achieve zero lag operation even in case of velocity changes on arcs, helix, and spline. (ART=Advanced Regulation Technology) Checks for critical frequency ranges during the control process, limits resonances within the control loop in context with the path. Located between interpolator and position controller. Is based on cubic spline and introduces smooth acceleration transitions of interpolator and position controller between points. Here, linear ramps (for maximum productivity) are combined with smoothing through exponential behavior. This method yields highest productivity together with smooth acceleration.
NCAR990803 c:\Eigene Dateien\Präsentationen\Produkt\PA_8k_Applications_E
海德盟PA数控系统的应用案例 海德盟PA数控系统的应用案例 PA
高速龙门激光切割机
机床制造公司:深圳市光大激光技术有限公司 该机床配备海德盟Hi800L型数控系统,采用移动式龙门结构、齿轮 齿条传动,双边直线导轨导向、德国Siemens高速交流伺服驱动系统、 IPG光纤激光器、进口电容非接触式高度跟踪系统、高压气路设计, 切割范围4000×2000mm,可实现最大空行速度80000mm/min,重复定 位精度≤±0.02mm,几何定位精度≤±0.003mm/1000mm
海德盟PA数控系统的应用案例 海德盟PA数控系统的应用案例 PA
龙门轴高压水射流切割 龙门轴高压水射流切割
机床制造者:美国FLOW公司(世界上最著名的高压水射流机床生产商) 龙门式超高压水射流切割机床,该机床配备海德盟数控系统,采用了 龙门轴功能提高了机床的平稳性和刚性,并且分发挥了系统强大的运 算能力,可以高速切削圆弧图案,大大的提高的机床的加工效率。
海德盟数控技术(深圳)有限公司 海德盟数控技术(深圳) 海德盟数控系统亮点技术 海德盟数控系统亮点技术(Ⅰ) 盟数控系统亮点技术(
单 CPU 构架 实时tick 实时tick 看门狗定时器 电源管理 CMOS RAM 高速并行 I/O 总线
There is only one CPU in the system, yielding extremely efficient interprocess communications and direct access to the bus (ISA & PCI). This facilitates integration of additional real-time interfacing hardware. A separate timer on the PA axis interface card generates the real-time tick, in essence the “heart beat” of the CNC being the master synch event for the real-time part (runs 500 to 2000 times per second). This timer need be served by the software 500 times per second, that way confirming proper functioning of the entire software. In case of drop-out control will be shut down in a controlled manner. These relays signal that power is o.k, temperature in the permissible range and CNC ready, i.e. fully operational. Watchdog timer failure removes ready state. Relay contacts are part of machine safety chain. (Battery backed), used to store non-volatile information of variables changing in real time, i.e. tool offsets, part programs, fast subprograms, machine & system parameters as well as PLC and part program variables. IEC 1131-3 conformant Soft PLC with 30..150k instructions per millisec execution speed uses bit-parallel, byte-serial high speed bus for remote I/O. Transfer rate: net 8 MBd, real-time, 200 m max. bus length.