斗式提升机工艺流程图
斗式提升机

斗式提升机第一节 概述斗式提升机的一种垂直输送粉料、散粒、碎块物料的连续输送机械设备。
用途:斗式提升机可以用于提升粉料、散粒物料和碎块物料。
因此,在粮食加工厂、油脂厂、饲料厂、食品厂、化工厂、建筑材料厂和港口仓库品,得到广泛的应用。
分类:按输送物料的方向分:可分为垂直提升和倾斜输送,根据生产需要,又发展为可以在水平位置直料,垂直提升再转为水平输送的斗式提升机。
按牵引构件分:可分为带式斗提和链式斗提。
按料斗在牵引构件上的布置形式分:可分为密集型图1:斗式提升机机头 观察窗机筒 畚斗 张紧轮 牵引带 驱动轮 驱动装置 机座和稀疏型。
按物料从斗中卸载方式分:可分为离心式、重力式和混合式。
斗式提升机的一般构造如图1所示。
牵引构件环绕在上端的驱动轮和下端的张紧轮之间构成一个环形的轮廓。
在牵引件上每隔一定距离安装着许多料斗。
提升机的外壳分三个部分:上端称为机头,下端称为机座,中间称为提升管。
提升管可根据提升高度由若干节组成。
提升机的驱动装置与头轮轴相连,使提升机获得动力。
张紧装置与底轮轴相连,使牵引获得必要的张力,以保证正常运转。
提升管的项端设有防爆孔,排泄爆炸性气体,以防止粉尘爆炸事故的发生。
提升机工作时,物料由进料口均匀地进入机座的料斗中,然后被提升到机头。
当料斗绕入驱动轮时,物料开始倾倒出来,从料口流出机外。
斗式提升机的优点:结构简单、紧凑,占地面积小,工作平稳可靠,提升高度高(可达30~50M),生产率范围大(3~160m3/h),耗用动力小,有良好的密封性等。
斗式提升机的缺点:对过载敏感,必须连续均匀地供料,料斗容易磨损,容易引起粉尘爆炸等。
第二节斗式提升机的工作过程斗式提升机的工作过程分三个阶段:物料装入料斗的过程;物料从机座提升到机头的过程;物料从料斗内倒入出料口的卸料过程。
一、装料过程(一)装满系数料斗的装料过程直接影响提升机的输送能力。
判别装料工作的质量可用装满系数ϕ的大小来衡量,即:ϕ =V k V m料斗几何体积斗内装盛物料的体积 (1)影响料斗装满系数的因素很多,其中与料斗的形式有关;与牵引件的线速度有关;与机座的装料方式有关;与物料的物理特性等因素有关。
《斗式提升机上》PPT课件
应急处理预案应包括设备故障、 人员伤亡、火灾爆炸等各种情况 的应对措施,并定期进行演练和
培训。
在斗式提升机周围应设置明显的 安全通道和应急疏散标志,确保 在紧急情况下人员能够迅速撤离
。
THANKS
感谢观看
REPORTING
反映斗式提升机在运行过程中的能量消耗 情况,通常以千瓦时/吨或千瓦时/立方米表 示。
可靠性
安全性
评价斗式提升机在规定条件下和规定时间 内完成规定功能的能力,包括平均无故障 工作时间、故障率等指标。
考察斗式提升机在运行过程中对人员、设 备、环境等的安全保障程度,如防护装置 、紧急停车装置等。
性能测试方法及数据分析
斗式提升机安装与调试
REPORTING
安装前准备工作
01
020304 Nhomakorabea确认设备型号、规格及安装位 置,检查设备是否完好无损
准备安装所需工具、材料和辅 助设备
清理安装场地,确保场地平整 、无杂物
对安装人员进行技术交底和安 全培训
安装步骤及注意事项
01
按照设备图纸和安装说 明书,组装斗式提升机 的各个部件
《斗式提升机上》 PPT课件
REPORTING
• 斗式提升机概述 • 斗式提升机选型与设计 • 斗式提升机安装与调试 • 斗式提升机运行与维护 • 斗式提升机性能评价与优化 • 斗式提升机安全与环保要求
目录
PART 01
斗式提升机概述
REPORTING
定义与工作原理
定义
斗式提升机是一种连续输送物料 的机械,采用一系列固定在牵引 构件上的料斗,在垂直或倾斜方 向上进行连续输送。
提升效率优化
通过改进斗式结构、优化驱动装置设计等方 式提高斗式提升机的提升效率。
斗式提升机上课ppt课件

定义
斗式提升机是一种利用均匀固接于 无端牵引构件上的一系列料斗,竖 向提升物料的连续输送机械。
工作原理
斗式提升机工作时,物料从进料口 进入,由料斗将物料提升到机头处, 然后物料从卸料口抛出,完成物料 的提升和输送。
结构组成及特点
结构组成
斗式提升机主要由驱动装置、牵引构 件、料斗、机壳、进料口、卸料口等 部分组成。
CHAPTER 02
斗式提升机主要部件详解
牵引构件
01
02
03
牵引带
一般采用橡胶带或链条, 用于传递动力和牵引料斗 运行。
牵引轮
位于斗式提升机头部和尾 部,用于支撑和驱动牵引 带。
张紧装置
用于调整牵引带的张紧度, 保证牵引带在传动过程中 的稳定性和可靠性。
料斗与连接件
料斗
用于装载和运输物料,一 般分为深斗、浅斗和尖底 斗等类型。
安装流程与调试技巧
安装流程
准备工作、基础施工、设备就位、精度调整、试运转等步骤。
调试技巧
检查各部件安装情况,进行空载和负载试车,调整张紧装置和驱动装置,确保斗式提升机运行平稳、无异常噪音 和振动。
CHAPTER 05
斗式提升机操作、维护及故障排除 方法
操作规程与注意事项
操作前检查
确认设备各部件完好,无异常声响或振动,检查传动装置、润滑 系统、紧固件等。
特点
斗式提升机具有结构紧凑、占地面积小、 提升高度大、密封性能好、运行平稳可 靠、使用寿命长等特点。
应用领域与发展趋势
应用领域
斗式提升机广泛应用于矿山、冶金、化工、建材、粮食等行业的物料提升和输 送。
发展趋势
随着科技的不断进步和工业生产的不断发展,斗式提升机将向大型化、高速化、 智能化等方向发展,同时还将注重环保和节能等方面的研究和应用。
TH315斗式提升机第二章-结构设计M5教学文稿
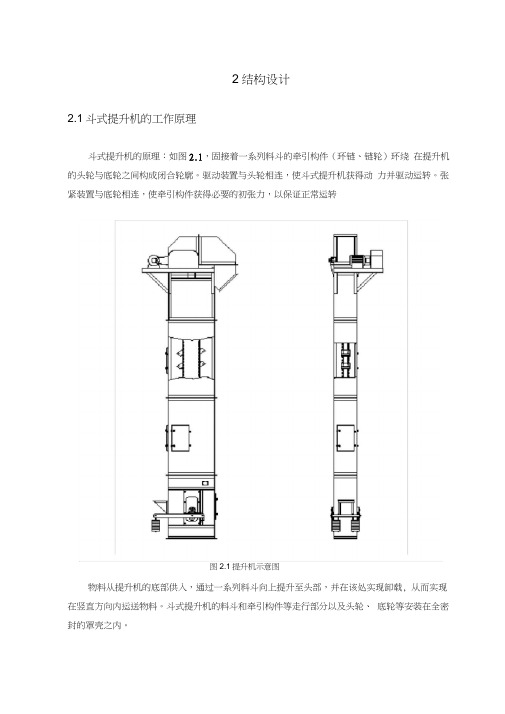
2结构设计2.1斗式提升机的工作原理斗式提升机的原理:如图2.1,固接着一系列料斗的牵引构件(环链、链轮)环绕在提升机的头轮与底轮之间构成闭合轮廓。
驱动装置与头轮相连,使斗式提升机获得动力并驱动运转。
张紧装置与底轮相连,使牵引构件获得必要的初张力,以保证正常运转图2.1提升机示意图物料从提升机的底部供入,通过一系列料斗向上提升至头部,并在该处实现卸载, 从而实现在竖直方向内运送物料。
斗式提升机的料斗和牵引构件等走行部分以及头轮、底轮等安装在全密封的罩壳之内。
22斗式提升机分类斗式提升机的分类方法很多,按装载特性不同,可分为掏取式、装入式;按卸载特性不同,可分为离心式、重力式、离心一重力式(混合式);按牵引构件种类不同,可分为带式、链式(板链、环链);按料斗形式不同,可分为浅斗式、深斗式、有导向边斗式;按安装方式不同,可分为垂直式,倾斜式。
2.2 . 1斗式提升机的装载斗式提升机的装载方式有两种,即装入式装载(见图2)、挖取式装载(见图1)。
装入式:直接把物料装入料斗内,可用于输送块度较大或磨琢性较大的物料,取较低的运行速度(一般小于1m/s),运动方向应迎向物料方向,供料口下缘的位置要高于拉紧轮轴所在平面挖取式:由料斗把物料装入料斗内,适用于粉状,颗粒状和摩擦性小的块状物料,采用挖取式装料。
料斗通常为稀疏布置,并允许料斗取较高的运行速度,为了避免超载和物料反撤,应使挖取的物料面高度低于拉紧轮轴所在水平面。
图2.2装载方式2.2.2斗式提升机的卸载斗式提升机的卸载方式有离心式、重力式及混合式三种离心式:卸料料斗的运行速度较高,通常取为1—2m/s。
其优点是:在一定的料斗速度下驱动轮尺寸为最小;卸料位置较高,各料斗之间的距离可以减小,并可提高卸料管高度,当卸料高度一定时,提升机的高度就可减小。
缺点是:料斗的填充系数较小,对所提升的物料有一定的要求,只适用于流动性好的粉状、粒状、小块状物料重力式:使用于卸载块状、半磨琢性或磨琢性大的物料,料斗运行速度为0.4 —0.8m/s左右,需配用带导向槽的料斗。
斗提机ppt课件

根据斗提机的型号和规格,准 备相应的安装工具和材料,如 起重设备、钢丝绳、扳手等。
在安装前,应对斗提机进行清 洗和润滑,确保各部件运转灵
活、无卡滞现象。
调试过程检查项目清单
01
检查斗提机各部件安装 是否牢固,紧固件是否 松动,如有异常应及时 处理。
02
检查斗提机传动系统是 否正常,包括电机、减 速机等,确保无异常声 响和振动。
原理
斗提机工作时,料斗把物料从下面的储藏中舀起,随着 输送带或链提升到顶部,绕过顶轮后向下翻转,斗提机 将物料倾入接受槽内。带传动的斗提机的传动带一般采 用橡胶带,装在下或上面的传动滚筒和上下面的改向滚 筒上。链传动的斗提机一般装有两条平行的传动链,上 或下面有一对传动链轮,下或上面是一对改向链轮。斗 提机一般都装有机壳,以防止斗提机中粉尘飞扬。
案例分析:成功选型经验分享
案例一
某水泥厂在选型时,根据实际需 求选择了合适型号的斗提机,并 考虑了物料特性和输送距离等因 素,最终实现了高效、稳定的物
料提升。
案例二
某化工厂在选型时,参考了多个 厂家的推荐,并进行了综合比较, 最终选择了性价比高、维护方便 的斗提机型号,取得了良好的使
用效果。
案例三
率。
实现自动化控制
03
引入先进的自动化控制系统,实现斗提机的智能化、精准化控
制,提高输送效率。
降低能耗和噪音方法探讨
1 2
优化斗提机运行参数 通过调整斗提机的运行速度、装载量等参数,降 低能耗和噪音。
采用低噪音材料和设计 选用低噪音材料,改进斗提机的隔音设计,降低 噪音污染。
3
实施节能措施 采用节能型电机、变频器等节能设备,降低斗提 机的能耗。
斗式提升机工作原理 ppt课件
ppt课件
15
七、牵引构件:
• 1、牵引构件作用是承载、传递动力,要求强度高,扰性好,延 伸率小,重量轻。
• 2、常用的有帆布带和橡胶带两种,帆布带是由棉纱编织而成, 主要适用于输送量和提升 高度不大,物料和工作环境较干燥的 斗提机,而橡胶带由若干层帆布带和橡胶经硫化胶结而成,适 用于输送量和提升高度较大的斗提机。
• 1、浅料斗(Q):前壁斜面大而深度小,适用于潮湿和流散性差 的物料。
• 2、深料斗(S):前壁斜面小而深度大,适用于干燥且流散性好的 物料。
ppt课件
7
三、斗式提升机各系列特点:
• 1、TD型带式斗式提升机:具有成本低,质量小,可使用较高 速度,工作平稳及噪音小的优点,但强度低,料斗在胶带上的 固定处为薄弱环节,所以提升高度不大,普通胶带物料温度不 超过60℃,夹钢丝胶带可达80℃,耐热胶带可达120℃。
• 2、TH型环链斗式提升机:该系列斗式提升机采用锻造环链作为 传动部分,具有很强的 机械强度,输送物料温度可达250℃, 环链与料斗的连接也牢固,链条磨损小,但自重大,适宜磨琢 性大的物料。
ppt课件
8
三、斗式提升机各系列特点:
• 3、NE型板链斗式提升机:区别于老型号TB型板链斗式提升机, 其命名方式采用提升量,而非料斗宽,输送物料温度可达250℃, 板链结构比较牢固,自重轻,适宜提升量大的斗提机,但铰接 接头磨损大。
• 3、料斗带接头不正,指料斗带边缘不在同一直线上,工作时, 料斗带一边紧,一边松, 使料斗带向紧边侧移动,产生跑偏。
《斗式提升机》PPT课件-2024鲜版

2024/3/27
6
02
斗式提升机结构组成
2024/3/27
7
牵引构件
牵引链
采用高强度合金钢制造,承载斗式提 升机的全部负荷。
牵引带
由橡胶和帆布等材料制成,具有足够的 强度和耐磨性。
2024/3/27
8
承载构件
2024/3/27
料斗
装载和卸载物料的构件,形状和尺寸根据物料特性和提升要求设计。
畚斗
《斗式提升机》PPT课件
2024/3/27
1
目
录
2024/3/27
• 斗式提升机概述 • 斗式提升机结构组成 • 斗式提升机工作原理与性能特点 • 斗式提升机设计要点与选型方法 • 斗式提升机安装、调试及维护保养 • 斗式提升机在工业生产中应用实例 • 总结与展望
2 contents
01
斗式提升机概述
2024/3/27
卸载构件
将物料从牵引构件上卸下,并 排出机体。
张紧装置
保证牵引构件具有足够的张紧 力,防止打滑。
13
性能特点分析
提升高度大
斗式提升机可适应较大的提升高度, 满足不同工艺流程的需求。
占地面积小
结构紧凑,占地面积小,可节省空间。
02
01
03
密封性能好
采用全封闭结构,粉尘不易外泄,对 环境无污染。
28
食品行业应用案例分享
食品原料输送
斗式提升机在食品生产线中用于 将原料从储料仓输送到加工设备,
确保原料的卫生和质量。
食品成品输送
将加工好的食品通过斗式提升机 输送到包装或存储设备,提高生
产效率。
食品废料处理
利用斗式提升机将食品废料输送 到处理设备,实现废料的无害化
第三章斗式提升机PPT课件

板链式斗式提升机 采用板式链条作为牵引构件,具有结构紧凑、运行平稳等 特点。
环链式斗式提升机 采用圆环链条作为牵引构件,具有强度高、耐磨性好等特 点。
带式斗式提升机 采用胶带作为牵引构件,具有输送量大、提升高度高等特 点。同时,带式斗提机还分为普通胶带和钢丝胶带两种类 型,可根据实际需求进行选择。
03
常见故障类型及原因分析
电动机故障
VS
原因:电源缺相、过载保护失灵、绕 组短路或断路等。
故障排除方法与预防措施
排除方法
更换磨损严重的链条、修复或更换断裂的链条、调整张紧装置 等。
预防措施
加强链条的润滑和保养、避免超载运行、使用质量合格的链条 等。
故障排除方法与预防措施
排除方法
重新安装或更换料斗、修复或更换磨损的连接件等。
斗式提升机选型与设计
选型原则及注意事项
01
选型原则
根据物料特性、输送量、提升高度、工作环境等 条件,选择适合的斗式提升机型号。
02
注意事项
考虑斗式提升机的密封性、耐磨性、耐腐蚀性等 性能要求,以及设备维护和保养的便捷性。
设计步骤与方法
设计步骤
确定物料特性和输送要求,选择合适 的斗式提升机类型,进行设备布局和 结构设计,完成设备选型和配套件选 择。
劣。
综合评价法
综合考虑多项性能指 标,对斗式提升机的 整体性能进行评价。
改进措施与建议
优化设计
通过改进斗式提升机的结构和参数,提高 其性能表现。
加强维护保养
定期对斗式提升机进行检查、保养和维修, 确保其长期稳定运行。
选用高性能材料
采用高强度、耐磨、耐腐蚀的材料,提高 设备的耐用性。
引进先进技术
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
一、上部区段 1、轴
下料
二、传动装置
三、 中部机壳 四、下部区段 五 、 其
下料 它、1、 斗 1、轴、 2 、 链 (带) 链轮、 (筒体) 2、
2、链轮(筒体) 3、 轴承座 4、上部机壳 1、电机、 2、带轮、聨轴器
铸造 下料 铸造 下料
减速机器
铸造
3、轴承座
粗加工 机工 卷板 机工 法兰成形、钻孔 外配套 机工 法兰成形、 钻孔□ _ 特殊过程Fra bibliotek斗: 下料
4、下部机壳
略: 工序与 一、上部 区 段 对 应 件 雷 同 斗: 成型
热处理
焊接
△
机壳成型
检验
△
机壳成型
精加工
焊接
焊接
斗: 焊接
驱动轮(筒体)装配 总装配、空载运转试验 涂装 批准:徐宁 审核:侯辉 参与编制人员:陈家川、李振、索倩倩 入成品库
传动轮(筒体)装配
与 链 ( 带 装配
△
关键过程