环锭细纱机
棉纺环锭细纱机

F T 0 7 2 0 Z/ 9 2 - 0 4 3
棉
范围
纺
环
锭
细
纱
机
本标准规定 了棉纺环锭细纱机 的规格及 参数 、 技术要 求、 验方法 、 试 检验规则 和标 志、 装、 输 、 包 运
落 1. 94 ( 1 . 94
注 1 锭数增减时功率应按 比例增减 . ; 注 2 表中功率值不包括吸棉 电机功率和变 频器 的功率。 :
应符合 F / 9 7 的规定 Z T 04 0
4 5 安 全 环保 .
451 噪声 : .. 整机发射声压级 : 短机G8 d ( ; 4 A)长机簇8 d ( . B 5 A) B 452 运转部分 的防护罩壳安全可靠 。 .. 46 传动 系统 . 461 各传动轴承温升毛2' .. 0 C, 462 下 罗拉轴承应符合 F / 90 6 .. Z T 8 的规定。 0 47 牵伸 系统 . 471 在加压状态下 , .. 整列输出下罗拉 的各个工作表面对相邻下罗拉轴承公共轴线的径向圆跳动公差
F / 907 20 Z T 3 2一 0 4
482 锭子应 符合 F / 903的规定 。 . ZT 22 483 钢领应符 合 F / 908的规定 。 .. ZT 21 484 锭带 张力盘应 符合 F / 9o0 ., ZT 22 的规定 485 滚盘应 符合 F / 9o4 ,, ZT 21 的规定
42 断头率 . 应 符 合 表 4的规 定 。 表 4
品 项 目 纯棉 化纤 毛2 0 种
断头率/根/ ( 千锭 时)
环锭细纱机牵伸原理
环锭细纱机牵伸原理引言环锭细纱机是纺织行业中重要的生产设备之一,它通过牵伸纤维并形成细纱。
牵伸是纱线生产过程中的重要步骤,它能给纱线赋予理想的拉伸性能和完美的外观。
本文将深入探讨环锭细纱机的牵伸原理,介绍其工作过程和关键技术。
环锭细纱机的工作原理环锭细纱机是一种利用摩擦牵引纤维进行纺纱的设备。
下面将详细介绍其工作原理。
1. 纤维送纱纤维从供纱装置中送入环锭细纱机。
在供纱装置中,纤维经过一系列预处理步骤,如梳理、平整等,以确保纤维的质量和均匀性。
2. 纤维进入锭子经过供纱装置的处理,纤维进入环锭细纱机的锭子部分。
锭子是环锭细纱机中最关键的部件之一,它由金属材料制成,表面镀有陶瓷涂层以减少摩擦。
3. 纤维受到摩擦牵引纤维在锭子表面与锭子之间形成摩擦力。
通过锭子的旋转运动,纤维被牵引并逐渐拉伸。
这种牵引力和拉伸过程是环锭细纱机牵伸原理的核心。
环锭细纱机牵伸原理的关键技术环锭细纱机的牵伸原理涉及许多关键技术,下面将重点介绍其中几个。
1. 锭速控制技术环锭细纱机的锭速控制技术对牵伸效果具有重要影响。
恰当的锭速可以使纤维在锭子表面得到充分的摩擦牵引,实现理想的拉伸效果。
现代环锭细纱机通常采用电子控制技术实现锭速的精确控制。
2. 陶瓷涂层技术环锭细纱机中的锭子通常采用金属材料制成,然后在表面涂层陶瓷以减少摩擦。
陶瓷涂层技术的发展使得锭子表面更加平滑,摩擦系数更小,从而提高了牵伸效果和纱线的质量。
3. 纤维供纱技术纤维供纱技术是环锭细纱机牵伸原理中非常重要的环节。
供纱装置的设计和调节对于保证纤维的均匀性和质量至关重要。
现代环锭细纱机通常配有先进的供纱装置,能够根据不同纤维的特性进行调节,以获得最佳的牵伸效果。
环锭细纱机牵伸原理的优点和应用环锭细纱机牵伸原理具有许多优点,使其得到广泛应用。
1. 牵伸效果优异环锭细纱机的牵伸原理能够使纤维得到均匀的拉伸,从而赋予纱线良好的延展性和强度。
这对于某些需要高强度纱线的应用非常重要,如特种织物和高科技纺织品。
环锭细纱机的加捻和卷绕作用是同时进行的

环锭细纱机的加捻和卷绕作用是同时进行的。
利用铜管套在锭子上并与锭子一起高速回转是不合理的。
环锭细纱机在加捻卷绕过程中,因钢丝圈高速回转,纱线在导纱钩和钢丝圈之间会产生气圈。
锭子高速后,使纱线张力与其波动增大,从而影响气圈的稳定性并增加断头。
特别当锭子与铜管的同心度存在偏差时,因管筒振动而引发锭子振动,严重时会发生“跳铜管”现象,加剧断头。
新型纺纱的种类很多,就加捻方法和成纱机理可作如下分类:1、按加捻方法分可分为自由端纺纱(加捻)和非自由端纺纱(加捻)两种。
自由端纺纱按纤维凝集和加捻方法不同,又可分为转杯纺纱、静电纺纱、涡流纺纱、摩擦纺纱、捏锭纺纱、磁性纺纱、搓捻纺纱、液流纺纱和程控纺纱等。
非自由端纺纱按加捻原理可分为自捻纺纱、无捻纺纱、喷气纺纱、摩擦纺纱以及轴向纺纱等。
2、按成纱机理分可分为加捻纺纱、包缠纺纱、无捻纺纱三大类。
新型纺纱种类很多,现选择三种比较成熟的新型纺纱(转杯纺、喷气纺和摩擦纺),就其主要方面加以对比:1、成纱方式不同2、成纱截面中纤维根数不同3、对纤维物理性能要求不同4、纺纱速度和成纱线密度不同新型纺纱的特点:1、产量高2、卷装大3、纺纱工艺流程短转杯纺纱机无论是自拍风式还是抽气式,其纺纱原理均为利用离心机的作用。
即纺杯高速旋转,纺杯内便产生离心力,离心力可使从分梳腔转到纺杯内的棉纤维产生凝聚而成为纤维环(须条),须条被加捻以后便成为纱条。
纱条被引出纺杯后,棉纤维又在纺杯凝聚形成新的纤维环,以达到连续纺纱的目的。
喂入的面条经喂给喇叭集束后,进入喂给板与喂给罗拉的握持区,在压簧的作用下对喂给板产生26.5N的压力。
这时由喂给罗拉把面条按牵伸倍数需要均匀地向前输送至高速旋转的分梳辊的抓取范围,分梳辊对面条进行开松并分解成单根纤维(单纤化过程),由于附面作用棉纤维便紧紧地附着在分梳辊齿端。
当分梳辊对面条进行分解时,原来夹裹在棉纤维中的杂质,由于质量较大(较重),其离心力也较大,便从面条中分离出来。
拥有出色经济性的立达环锭细纱机和紧密纺纱机
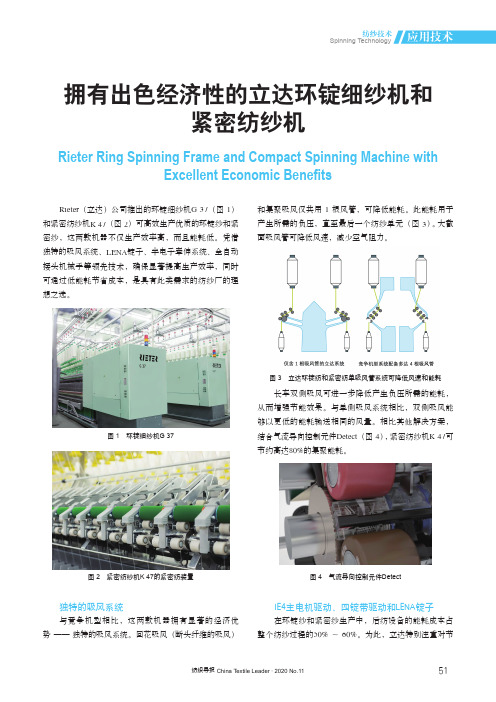
图 1 环锭细纱机G 37图 2 紧密纺纱机K 47的紧密纺装置独特的吸风系统与竞争机型相比,这两款机器拥有显著的经济优——独特的吸风系统。
回花吸风(断头纤维的吸风)长车双侧吸风可进一步降低产生负压所需的能耗,从而增强节能效果。
与单侧吸风系统相比,双侧吸风能够以更低的能耗输送相同的风量。
相比其他解决方案,结合气流导向控制元件Detect(图 4),紧密纺纱机K 47节约高达80%的集聚能耗。
图 4 气流导向控制元件DetectIE4主电机驱动、四锭带驱动和LENA锭子在环锭纱和紧密纱生产中,后纺设备的能耗成本占整个纺纱过程的50% ~ 60%。
为此,立达特别注重对节图 3 立达环锭纺和紧密纺单吸风管系统可降低风速和能耗纺织导报China Textile Leader · 2020 No.1152纺织导报 China Textile Leader · 2020 No.11图 7 接头机械手ROBOspin 可确保稳定的纱线接头质量如此一来,机械手可自动运行完整的接头循环,从寻找管纱上的纱线到将纱线穿过钢丝圈,并置于输出皮辊之后。
机械手从单锭监测系统ISM 接收关于对应断头位置的信息。
单锭监测系统ISM Basic 是所有立达环锭细纱机和紧密纺纱机的标配。
各纺纱单元上的LED 灯显示各纺纱单元的运行性能,并向挡车工指示出现断头问题的锭子。
这样的指示能够提高挡车工的工作效率。
选配的集成单锭监测系统ISM premium 可进一步提高效率。
它在各节段设有LED 灯,并在机头和机尾处设有附加信号灯。
它们在超出断头限制时会立刻亮起,这样会缩短挡车工的巡回距离。
通过每个纺纱单元上的两个不同LED 灯,集成单锭监测系统ISM premium 可指示各单锭的速度偏差、从络筒机获得质量反馈的准确纺纱单元以及断头时的粗纱停止。
图 5 90°缠绕有助于实现出色的能量传递降低总能耗紧密纺纱机K 47的总能耗如图 6 所示,与竞争机型相比,紧密纺纱机K 47的锭子驱动、牵伸系统驱动和总吸风所需的能耗更少。
F1520系列环锭细纱机动态仿真说明书—控制与纺纱部分

目录1 引言 (1)1.1 纺织机械的概念和组成 (1)1.2 纺织机械的特点 (2)2 我国纺织机械工业的发展 (3)3 机械设计总论 (6)3.1 机械设计的一般顺序 (6)3.1.1 参观与测绘阶段 (6)3.1.2 整理与分析阶段 (6)3.1.3 技术设计阶段 (6)3.2 机械零件的设计方法及一般步骤 (6)4 环锭细纱机概述 (8)4.1 F1520系列环锭细纱机 (14)4.1.1 F1520环锭细纱机的简介 (14)4.1.2 F1520环锭细纱机的控制部分的分析 (16)4.2 环锭细纱机的纺纱部分简析 (20)4.2.1 环钉细纱机的牵伸及原理简述 (20)4.2.2 紧密纱的特性和紧密纺技术分析 (20)5 产品零件造型及设计结果 (24)6 结论 (30)参考文献 (31)致谢 (33)1引言随着市场经济的发展,纺织工业在国民经济中所占的比重和作用也越来越大。
我国成功加入WTO后,全球经济贸易一体化进程的发展促进商品流通领域的竞争更加激烈,人们对纺织品质量的要求也越来越高。
纺织机械在纺织工业中的地位十分重要,对纺织工业现代化具有举足轻重的作用。
它可以提高劳动生产率,改善生产环境,降低生产成本,提高纺织品档次,从而增强纺织品的市场竞争力、带来更大的社会效益和经济效益。
我国纺织机械产品到目前为止,已经发展到拥有15大类别2000多个品种的产品,已初步形成自主开发、自我配套的工业体系。
在技术创新基础条件差和开发资金投入不足的条件下,纺织机械产品技术创新始终贯彻了"两条腿走路"的方针,克服种种困难,开发出一批批新产品、新技术,为加速纺织工业技术进步做出了贡献。
1.1 纺织机械的概念和组成纺织机械属于自动机范畴,它的种类繁多,结构复杂,新型纺织机械不断涌现,大概包括以下几种:纱纺机械、织造机械、针织机械、染整机械、化纤机械和无纺机械。
通过对大量纺织机械的工作原理和结构性能分析,可以找出其组成的共同点。
环锭纺和紧密纺的定制解决方案
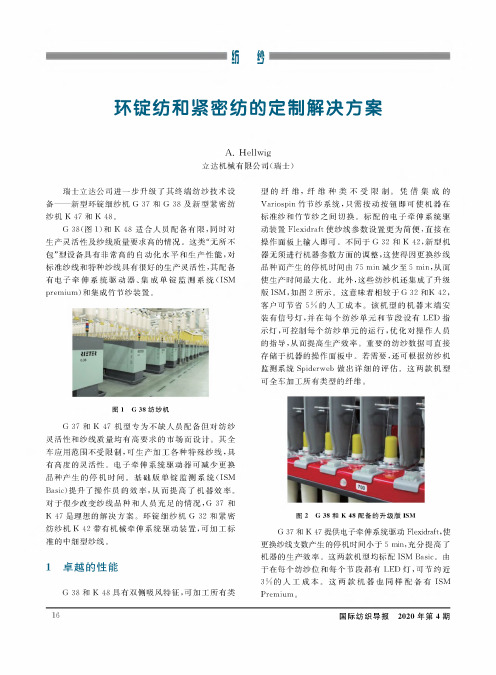
>($!环锭纺和紧密纺的定制解决方案A.Hellwig立达机械有(瑞士)瑞士立达公司进一步升级了其终端纺纱技术设备——新型环锭细纱机G37和G38及新型紧密纺纱机K27和K28。
G38(图1)和K28适合人员配备有限,同时对生产灵活纱要求高的情况。
这类“无所不包-具有高的自动化水能,对标准纱种纱线具有很好的灵活性,其配备有电子牵伸驱动器、集成单锭监(ISM premium)和集成竹节纱装置。
图1G38纺纱机G37和K27机型专为不缺人员配备但对纺纱灵活性和纱有高要求的市场。
其全范围不#种纱线,具有高度的灵活性。
电子牵伸驱动减换品种产生的停机时间。
基础版单锭监(ISM Basic)提升了操作员的效率,从而提高效率。
对于纱线品种和人员充足的情况,G37和K27是理想的解决方案。
环锭细纱机G32和紧密纺纱机K22带有机械牵伸系统驱动装置,可加工标的中细型纱线。
1卓越的性能G38和K28具有双侧吸风特征,可加工所有类型的纤维,纤维种类不受限制。
凭借集成的Variospin竹节纱系统,只需按动按钮使丰在标准纱和竹节纱之间切换。
的电子牵伸驱动装置Flexidraft使纱为简便,直接在操作。
不同于G32和K22,新型机方面的,这使得因更换纱线品种而产生的停机时间由75min减少至5min,从而使时间最大化。
此外,这些纺纱机还集成了升级版ISM,如图2所示。
这意味着相较于G32和K22,客户可节省5,的人工成本。
的末端安装有信号灯,并在每个纺纱节有LED指示灯,可控制每个纺纱的运行,优化对操作人员的指导,从而提高效率。
重要的纺纱数据可直接存储于的操作中。
若需要,还可根据纺纱机监Spiderweb做出详细的评估。
这两款!所有类型的纤维。
图2G38和K48配备的升级版ISMG37和K27提供电子牵伸系统驱动FleXdraft,使更换纱线支数产生的停机时间小于5min,充分提高了机器的效率。
这两款机型均标配ISMBasic。
传统的环锭纺纱原理

传统的环锭纺纱原理
传统的环锭纺纱原理是指在环锭纺机上进行纺纱的过程。
环锭纺纱机是一种采用环锭进行纺纱的纺织设备,主要用于生产纺织原料。
其原理如下:
1. 配料:首先,将纺纱原料(如棉纱、化纤纱等)通过配比加入到纺纱机的供纱箱中。
2. 供纱:纱线从供纱箱经过进条口进入环锭纺机。
供纱箱会按照一定的速度将纺纱原料传送到进条口。
3. 进条:进条口将纱线引入到环锭上。
4. 纺纱:在环锭上,纺纱原料会经过一系列的加工,包括清理、平整、拉伸等,最终形成纺纱。
5. 飞锭:纺纱完成后,纱线会被环锭甩出,形成一个锭,然后通过一个助锭将其送出纺机。
6. 捻合:如果需要捻合纱线,会通过捻合器进行捻合操作。
7. 包装:纺纱完成后,纱线会被卷绕在纱锭上,并通过纺车进行卷绕和包装。
这就是传统的环锭纺纱原理。
环锭纺纱具有生产效率高、纱线质量好等优点,但也存在着能耗高、生产噪音大等不足之处。
环锭细纱机VC型牵伸工艺优化的实践

Pr ac t i c e o f t h e Op t i mi z a t i on o f VC Dr a f t Pr o c e s s
o n t h e Ri n g Spi n n i n g Fr a me
CH EN Yuf e ng
辊、 适 度钳 口隔距 、 大后 区 罗拉 隔距 、 前后 胶 辊 直径 小档 差搭 配 时 , 成 纱条 干 C V值 、 千米 粗 细 节
及棉 结 等 随后 区牵伸倍 数增 大 而减 小 ; 胶 辊 前冲 4 mm, 合 理张 力架尺 寸 、 大后 区隔距 、 大粗 纱捻 系数 配合适度 后 牵伸倍 数 , 稳 定 平衡 了牵伸 力和握 持 力 , 能保 证 VC型 牵伸 装置 质量稳 定 。
( He n a n Z h o n g f a n g Te x t i l e I n d u s t r y Co r p o r a t i o n , F u g o u 4 6 1 3 0 0 , Ch i n a )
Abs t r a c t : I nt r o d uc t i o n i s ma d e t O t he b as i c f e a t u r e s of t he VC d r a f t de v i c e o n t h e s pi n ni n g f r a me a nd t he i mp a c t o f t he s a me Oi l s p i nn i ng qu a l i t y .Ana l ys i s i s d on e t o t he d r a f t i ng me c ha n i s m
wi t h l o w r i g i d i t y a n d h i g h e l a s t i c i t y , t h e g r i p s p a c e , t h e r o l l e r s p a c e ,a n d s ma l l — d i a me t e r d i f f e r — e n e e o f b o t h t h e f r o n t a n d r e a r c o t . S t a b l e p e r f o r ma n c e o f t h e VC d r a f t d e v i c e i s o b t a i n e d wi t h 4 m m a d v a n c e o f t h e c o t , p r o p e r s p e c i f i c a t i o n o f t h e t e n s i o n s t a n d, b i g s p a c e o f t h e r e a r a r e a , b i g
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
车尾结构示意图
车尾结构示意图
第二节
传动结构的具体分析
一、主运动由电机传出后,经联轴器后,把运动传给位于细纱机
下部的传动轴。如图中的红线标示部分: 运动在该轴上要进行分解。首先,运动传给带轮。如图中的黄色 标示部分。
锭子部分
绕在每个带轮上的每根软带分别缠绕在两边对称的两个锭 管上。如图中所示,每根软带就带动四个锭子旋转。锭管中心有 锭子心,锭子心插在锭子座中,锭子座经螺母安装在细纱机的下 支架上。爆炸视图反映了锭子心、锭管、锭子座、下支架、以及 螺母之间的装配关系。
锭子
爆炸图
锭管、锭杆、锭子座
三者外形如下图所示:
钢领板、钢领以及钢丝圈
纲领固定在纲领板上,而 钢丝圈又套在钢领上。当细 纱机工作的时候,纱线从下 罗拉出来,经过导纱钩,由 锭子带动绕线的线筒高速旋 转,进行绕线。纱线是通过 钢丝圈后往线筒上缠绕的, 这样纱线就带着钢丝圈在钢 领上做圆周运动。一个钢丝 圈质量的好坏直接影响纺出 的纱线的质量。右面的短片 就演示了该过程:
Z104
中罗拉
在Z104齿轮下面有一Z25的齿轮,中罗拉的运动就是从这个齿轮 传过去的。从Z25、Z81、Z25、Z85、Z64、Z85、Z80、Z64、Z35、 Z35八级传动,将运动传到中罗拉。其中最后两个Z35齿轮是中罗拉 配合齿轮.
中罗拉
上罗拉
在和齿轮Z80在同轴上,有个Z26的小齿轮,上罗拉的运动就是 从这里传过来的。从齿轮Z52运动传过来,再到齿轮Z80,再经Z26 Z68、Z35齿轮,共经过七级传动,将运动传到上罗拉。下面的图片 将展现传动关系: Z26
摇架的工作情况
摇架的外观: 摇架上有3个皮锟当摇架放下时, 3个皮锟分别和上、中、下罗拉接 触粗条经过罗拉和皮辊形成的钳口后被牵伸。
外形 皮辊 工作情况 纱线成形原理
总结:细纱机整体工作情况
最后让我 们直观的了 解下所介绍 的细纱机的 工作状况:
动画
钢领板托架及其导柱
钢领板托架和导柱的位置关系: 托架位于上下支架和两个锭子之间,由导 柱控制其上下升降的轨迹。
托架
导柱
二、车尾结构-下罗拉
车尾是该细纱机传动的主要部分,在此做详细介绍: 在前后两块支架之上分布大小33个齿轮,其中包括带动上、中 下罗拉转动的12个配合齿轮。由传动轴传过来的运动传到Z52齿轮 经Z68、Z35、Z104、Z48、Z28、Z35四级变速将运动传给下罗拉。 因为是左右对称的两列罗拉,运动从Z104齿轮传给另一边的下 罗拉。 下罗拉
工作部分放大图 中罗拉示意图
罗拉的分布和工作状况
பைடு நூலகம்
罗拉的分布是左右对称的,在一节罗拉和下一节罗拉螺纹连接 处,用一轴承外套后,放在罗拉支架上。该支架上还有安放吊带的 沟槽以及安放摇架横梁的螺纹孔。 轴承放大图
摇架
摇架是细纱机的又一主要工作部件。用于环锭细纱机气动平面牵伸 装置加压。 结构特点: 1、 摇架加压力是统一由气囊集中提供,并通过一个杠 杆分力机构按要求分配给前、中、后上罗拉。压力稳定,锭差小, 无疲劳衰退。 2、 可进行集体无级调压,调节十分方便。停车时可 实现半释压。避免压坏皮辊。重新开车断头少,提高成纱质量。 3、气囊压力为定值时,改变摇架压力分配插销孔位,可改变前、 中、后罗拉的加压力及比值。 4、 摇架锁紧采用四连杆机构,自锁可靠,加、卸压十分方便。 5、 结构简单可靠,寿命长,维护方便。
Z80 上罗拉
牵吊带装置的传动情况
在上罗拉运动传入部分有一蜗轮蜗杆配合装置,牵吊带的运动 就是从这里传过去的。
蜗轮
牵吊带装置
该细纱机中的牵吊带装置的主要作用: 因为罗拉上的拧线段的宽度是一定的,牵吊带装置的作用 就是 粗条引到上罗拉,并领着粗条在这一宽度范围内运动。下面的 牵吊带 图 装置 动画 片和短片将展示这一运动。
动力传动流程图
电动机
传动轴
车尾
锭子
下罗拉 中罗拉 上罗拉
钢领板 液压油 牵吊带 升降 设备 装置
地脚平面示意图
该示意图表达了细纱机 的结构,从中可以看出 各工作部分的位置关系。
摇架
钢领板托架
锭子
传动轴
整体结构图
该图由Solidworks 造型,体现了各组件之 间的装配关系和位置关 系。另外还有很多零件 没表示出来。在相关图 片中会给以表示。
F1520系列环锭细纱机结构的 简单介绍
第一章
传动部分
第一节
传动部分
首先,直观的了解该细纱机的全貌如下图。 环锭细纱机是主要纺纱设 备之一,另外还有:清梳工序 、 精梳及其准备工序 、并条机 、粗纱机 。 F1520环锭细纱机的主运动由型号 为FXD180L-4/0的三相异步电机提供。 转速为1480/986r/min,功率为18.5/11 KW,效率为92/89.5%,额定电压为380V, 额定电流为34.3/33.3A,频率为50HZ。
钢丝圈
钢领
钢领和钢丝圈工作情况
图中的红色线筒旋转时,带着钢丝圈绕钢领旋转。
钢丝圈
线筒
钢领
导纱钩介绍
导纱钩的作经过用是将从下罗拉出来的纱线引导至钢丝圈上,以控 制纱线不随钢丝圈的旋转而摆动。
导纱钩外形
动画
钢领板升降
钢领板的升降运动是由齿轮变速箱内传出来的。因为钢领 板是在一定范围内上下升降的,所以在齿轮变速箱内有个凸轮机 构。凸轮机构上缠绕链条,链条上至上支架,通过带动一个钢片 在钢片上定间距的下拉软绳,软绳提升钢领托架。钢领板就固定 在钢领板托架上。这样就实现了钢领板的上下升降。下面的动画 和右面的图片将展现该结构的传动过程。
第二章
控制和工作部分
第一节
控制部分简介
电气采用西门子PC机、大屏幕触摸式人机对话界面、伦茨变频 调速系统。该电气控制系统可进行计算机联网控制,留有系统接口。 集体落纱系统采用了严密的光、电、磁检测系统,保证落纱动 作的准确运行及设计有严密的程序保护措施。集体落纱的人字臂升 降采用伦茨伺服控制系统,丝杠螺母传动机构升降动作由伺服电机 控制,动作准确,升降平稳可靠 。 此外,钢领板的上下升降也属于控制部分。前面已经描述过, 此处不在赘述。
控制部分
下面的图片是车尾中的控制部 分,其中包括几个感应装置
下面的动画演示集体落纱情况
动画
第二节
工作部分
细纱机的主要工作部分就是罗拉,该细纱机有上、中、下三列罗 拉。 工作部分放大图
上、下罗拉示意图
螺纹孔放大 图
螺纹
中罗拉示意图
中罗拉和上下罗拉外形尺寸一样,只是在工作部分有区别,上 下罗拉为直线状,而中罗拉为滚花状。