电水壶工艺流程图(精华)
电热水器工艺路线图
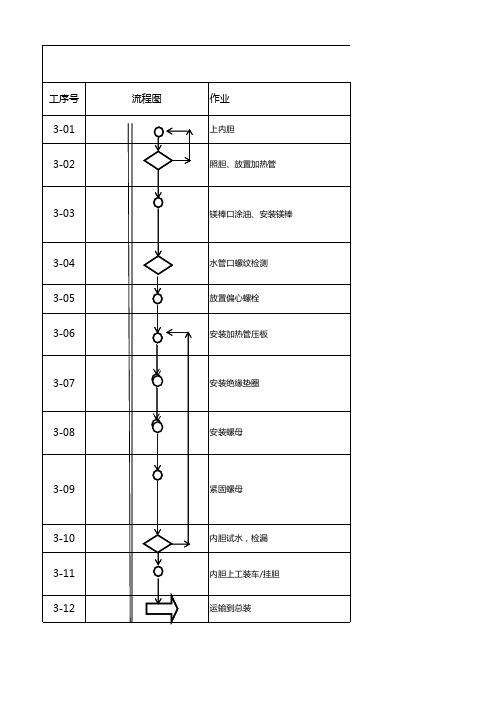
1、加热管紧固到位; 2、镁棒无偏斜。 偏心螺栓放置卡槽内到位 1、检验加热管是否变形; 2、加热管弯管朝向水管一侧; 3、胆口胶垫放正,无偏斜。 1、检验绝缘垫圈是否变形开裂; 2、电阻线安装时电阻朝向法兰内侧。 1、螺母预拧2圈; 2、螺母无装偏; 3、螺母无变形破裂不良。
1、螺母均匀紧固到位; 2、压板均匀压到位; 3、压板无压偏。 1、气压压力达到要求; 2、保压时间达到要求。 1、内胆不能落地放置; 2、加热管方向朝外。 1、内胆无掉落; 2、内胆无碰变形。
3-29 3-30
穿排线,固定排线
放置胆口泡
3-31
注发泡料
3-32 3-35
安装上端盖
穿电源线
3-36 3-37
安装电源线卡套
清理温度表位置发泡料
3-38
卸夹具
3-39
粘贴铭牌、水管口抹胶、放置绝缘水 管
3-40
紧固绝缘水管
3-41 3-42
绝缘水管检测 发泡外观检测
3-43
试气检漏
3-44
返修
1、使用工具将螺母紧固到位
1、取一七芯排线,从排线口传穿入 2、用海绵将其固定在外壳上 1、理顺内胆发泡塑料袋 2、取一胆口泡,将胆口泡放置到位
1、先将发泡机对准胆口泡旁边内胆朔料袋; 2、提前按照注泡工艺参数将机型所需的注泡量设 计好,将注泡管插入主机胆口泡沫旁朔料袋内,然 后按操作参数进行注泡;
1、注意螺钉打到电控板线路; 2、电源板元件完整无缺,焊锡整齐无 连焊脱焊; 3、红色端子、白色端子是否接好; 4、检查连接线是否有破损; 5、检查安装盖是否有污脏、刮花。
1、注意指示灯支架方向正确 2、螺钉只需打前后面三颗,否则防水 盒装不上 3、注意螺钉打到电控板线路; 2、电源板元件完整无缺,焊锡整齐无 连焊脱焊; 4、检查排线端子是否开裂不良; 1、搬运过程中注意掉胆,防止搪瓷爆 裂; 1、不允许使用铁质工装敲击内胆挂 钩; 2、挂钩要砸平整,不能突起或起翘。 1、螺母放置到位; 2、螺母孔与内胆壁挂孔正对。 1、橡塑棉粘贴无歪斜; 2、海绵粘贴到位; 3、检验海绵是否变形,变形退次报废 处理,不得使用。 1、装配过程注意对塑料袋保护,防止 破裂; 1、检验绝缘板是否变形; 2、检验绝缘板无漏装。
电水壶[共6页]
![电水壶[共6页]](https://img.taocdn.com/s3/m/1352ca7dd1f34693dbef3e96.png)
Lesson 4
电水壶是不锈钢材质的,它会将周围环境所有
物体的影像反射到壶身上,给初学者画素描造
成一定的难度。
尽管如此,我们也要先大概观
察一下电水壶的黑白灰关系,以便于把握整体
效果。
1. 通过十字辅助线来起稿,从壶口开始画起,按照圆的透
视规律来描绘壶口的造型。
2. 按照圆形透视规律画上壶嘴,再参照中间的纵向辅助线,找出水壶腰部的结构线。
电水壶的绘制步骤
3. 在整个电水壶的大体比例确定下来后,进入结构环节的
描绘,这一步要细致分析。
4. 用4B、6B 铅笔,从左向右,
用短线顺着壶盖旋转结构绘制。
电水壶
Lesson 4
5. 壶嘴是从壶身“钻”出来的部分,注意衔接的地方应该沿着壶身的弧形来分析结构。
7. 仔细分析壶盖把的结构,好像是从壶盖上“长”出来似的,衔接部分的穿插要自然。
6. 修整水壶腰部的结构线,确保透视准确。
8. 用软橡皮擦除不需要的辅助线,进一步深化结构。
9. 参照比例,确定电水壶手柄的位置。
10. 细化壶嘴的结构,注意壶嘴的起伏变化,强化其特征,
它并不是平整无变化的。
精品电热水壶工艺流程图
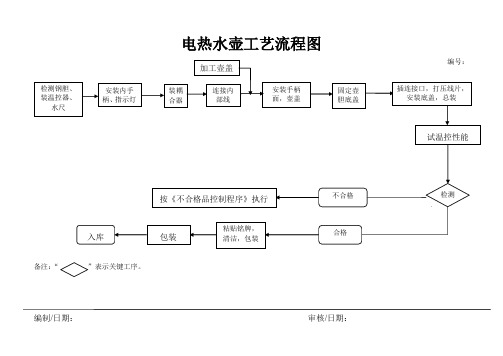
电热水壶工艺流程图备注:“编制/日期: 审核/日期:电热水壶作业指导书编号:-QC-17版本:A/0工序名称:检测钢胆,安装防干烧温控器1使用工具:十字电批、硅脂专用毛笔使用物料:壶胆、半圆机丝、防干烧温控操作方法:1.目测壶胆内外有无刮花,变形问题;2.用毛笔沾上适量的导热硅脂涂抹到温控器双金属感温面上,然后面朝上放置在桌面上摆放整齐;3.将已涂抹好的温控器按正确位置放到钢胆底部螺丝固定柱上,然后用十字电批将3*6机丝锁定到温控器与钢胆螺丝已经固定柱上,然后固定注意事项: 1.钢胆要符合规格;2.温控器固定不能松动,螺丝要打到位置,导热硅脂不能涂抹太多。
编制/日期:审核/日期:电热水壶作业指导书编号:-QC-17版本:A/0 工序名称:安装内手柄 2使用工具:十字电批使用物料:内手柄、半圆机丝操作方法:1.将内手柄按正确位置放到壶胆背面螺丝固定柱上,对好位置;2.然后用十字电批把3*8带垫机丝放置在手柄与钢胆已对好螺丝孔位上,用其锁紧固定。
注意事项: 1.手柄与钢胆之间配合不能有缝隙,螺丝不能滑牙,打不到位置问题;2.安装前注意手柄是否变形,螺丝规格是否用错。
编制/日期:审核/日期:电热水壶作业指导书编号:-QC-17版本:A/0工序名称:连接内部灯线 3 使用工具:尖嘴钳1把使用物料:灯线、引线操作方法:1.先用尖嘴钳把灯线两端查到发热盘两端插片上,灯线另一根短线与温控器N极插片连接,再将2号长线与温控器L极插片连接即可。
注意事项: 1.内部连接线的各个端子不能有插错,插断;2.内部灯线排列要顺畅,不能绕在一起;3.灯线规格尺寸市斗符合要求。
编制/日期:审核/日期:电热水壶作业指导书编号:-QC-17版本:A/0工序名称:安装指示灯罩,固定壶胆底盖4使用工具:十字电批使用物料:指示灯罩、壶胆底盖、半圆自攻操作方法:1.将灯罩到壶身托侧面灯罩卡位处对准位置,用力压到最佳位置;2.把已经卡好的指示灯罩的底盖放置壶盖底部上方,将指示灯卡到灯罩卡位中心固定;3.再等底盖与壶胆底部扣严并对应螺丝孔位置,放置4*12半元自攻到孔位里面,有是十字电批打紧固定。
电热水壶工艺流程图

电热水壶工艺流程图备注:“编制/日期: 审核/日期:电热水壶作业指导书编号:-QC-17版本:A/0工序名称:检测钢胆,安装防干烧温控器1使用工具:十字电批、硅脂专用毛笔使用物料:壶胆、半圆机丝、防干烧温控操作方法:1.目测壶胆内外有无刮花,变形问题;2.用毛笔沾上适量的导热硅脂涂抹到温控器双金属感温面上,然后面朝上放置在桌面上摆放整齐;3.将已涂抹好的温控器按正确位置放到钢胆底部螺丝固定柱上,然后用十字电批将3*6机丝锁定到温控器与钢胆螺丝已经固定柱上,然后固定注意事项: 1.钢胆要符合规格;2.温控器固定不能松动,螺丝要打到位置,导热硅脂不能涂抹太多。
编制/日期:审核/日期:电热水壶作业指导书编号:-QC-17版本:A/0 工序名称:安装内手柄 2使用工具:十字电批使用物料:内手柄、半圆机丝操作方法:1.将内手柄按正确位置放到壶胆背面螺丝固定柱上,对好位置;2.然后用十字电批把3*8带垫机丝放置在手柄与钢胆已对好螺丝孔位上,用其锁紧固定。
注意事项: 1.手柄与钢胆之间配合不能有缝隙,螺丝不能滑牙,打不到位置问题;2.安装前注意手柄是否变形,螺丝规格是否用错。
编制/日期:审核/日期:电热水壶作业指导书编号:-QC-17版本:A/0工序名称:连接内部灯线 3 使用工具:尖嘴钳1把使用物料:灯线、引线操作方法:1.先用尖嘴钳把灯线两端查到发热盘两端插片上,灯线另一根短线与温控器N极插片连接,再将2号长线与温控器L极插片连接即可。
注意事项: 1.内部连接线的各个端子不能有插错,插断;2.内部灯线排列要顺畅,不能绕在一起;3.灯线规格尺寸市斗符合要求。
编制/日期:审核/日期:电热水壶作业指导书编号:-QC-17版本:A/0工序名称:安装指示灯罩,固定壶胆底盖4使用工具:十字电批使用物料:指示灯罩、壶胆底盖、半圆自攻操作方法:1.将灯罩到壶身托侧面灯罩卡位处对准位置,用力压到最佳位置;2.把已经卡好的指示灯罩的底盖放置壶盖底部上方,将指示灯卡到灯罩卡位中心固定;3.再等底盖与壶胆底部扣严并对应螺丝孔位置,放置4*12半元自攻到孔位里面,有是十字电批打紧固定。
电热水壶成品装配流程图

包装
○
—
彩盒
1
|
—
大箱
按客户要求(如1/6,1/8或1/12)
|
—
PE袋(大)
1
|
—
PE袋(小)
1
|
—
说明书
1
▽
入仓
更改
标记
更改
处数
更改
方式
更改
人
更改
日期
编制
日期
审批
日期
EKS12105成品装配流程图
编 号:WI-CL0809-001/A0
制定日期:2014年4月16日
生效日期:2014年4月20日
工序
工序名称
流向
物料名称
规格
数量
备注
00
维修
01
壶身检查
○
—
壶身组件
SUS
1
02
涂导热硅脂
○
—
温控器
AC250V10A
1
|
—
导热硅脂
适量
↓
03
装温控器
○
—
M3螺丝
3X6
3
规格
数量
备注
10
装手柄盖
○
—
手柄盖
PP
1
|
—
开关按钮
PP
1
|
—
开盖按钮
PP
1
|
—
自攻螺丝
3X8
1
↓
11
装电源底座
○
—
底座上盖
PP
1
|
—
底座下盖
PP
1
|
—
联接器
电热水壶设计流程1

通过杠杆原理推动电源开关,从而使电热水壶在水烧开后自动断电。其断电
是不可自复位的,故断电后水壶不会自动再加热。
Tankertanker Design
Tankertanker Design
总结
Tankertanker Design
•
目前市场出现了很多各式各样的的电热水壶,随着新材料和新技术不断更新与发展,
•
感情上的亲密,发展友谊;钱财上的 亲密, 破坏友 谊。21.1.102021年1月 10日星 期日5时14分0秒21.1.10
谢谢大家!
电水壶小巧玲珑,不论放在哪里都不会占位置。办公 室的白领、工厂的工人、学校的学生,三口之家、单 身老人这都是必须品,一年四季都可以用来烧开水喝, 每天早上起来喝一杯凉开水,对身体健康,有利于清 理肠道垃圾。
Tankertanker Design
客厅环境
办公室环境
Tankertanker Design
结构、功能、材料、的分析
材料
功能 功能
材料
功能
材料
功能
Tankertanker Design
工作原理
Tankertanker Design
Tankertanker Design
•
电热水壶工作原理是采用的是 蒸气智能感应控制,过热保护,水煮
沸自动断电、防干烧断电,快速沸水。
• 蒸气智能感应控制:
•
利用水沸腾时产生的水蒸汽使蒸汽感温元件的双金属片变形,并利用变形
一.设计的计划阶段
Tankertanker Design
时间安排表
Tankertanker Design
日期/
Tankertanker Design
电水壶生产工艺流程

电水壶生产工艺流程一钢胆生产流程1发热盘:1.1剪料(5300个/人·天)1.2落料拉伸(3700个/人·天)1.3切飞边1.4除油1.5涂板涂料1.6钎焊(7人,500个/人·天)1.7喷砂(2人,1800个/人·天)1.8电气检测(2人,1800-1850个/人·天)这条线有14人,钎焊是用钎料将线圈焊到铝板上。
电气检测是对发热盘线圈加高压,检测线圈是否被击穿,线圈是否漏电。
2 铝板:2.1落料2.2穿钉2.3压钉2.4除油铝板的生产有2人,每天能做6200-6400个,因此这条线不需要全天生产。
3 壶咀:3.1剪料落料3.2预弯3.3成型3.4撕胶纸壶咀的生产有2人,每天能生产7200-7300个,不是全天都生产壶咀。
4 码仔:4.1剪料4.2落料4.3成型4.4攻牙码仔的生产有1人,每天能生产3100-3500个。
5 壶身:5.1剪料5.2落料折弯5.3直缝焊(4人,750-800个/人·天)5.4压焊缝、滚圆5.5拉伸(1人,3500-4000个/人·天)5.6初抛5.7冲顶孔5.8切底边(2人,1950个/人·天)5.9冲水尺孔5.10冲咀孔5.11冲缺5.12翻盖口5.13盖口压平5.14点码仔(2600个/人·天)5.15点壶咀(2500个/人·天)5.16壶咀打磨(再抛)5.17压合清洁5.18压合(2人,1500个/人·天)5.19环焊(2人,1400-1500个/人·天)5.20环焊打磨5.21压底5.22测漏(气压测漏。
加压,压力表读数没有变化判断合格,2800-3000个/人·天)5.23精抛 (1500个/人·天)5.24清洁与装箱抛光共有三次,初抛、再抛和精抛,抛光单独一个车间,有6人。
清洁与装箱也是单独一条生产线,有8人,包括最终检外观,壶身变形、有凹点和刮花等都不合格。
电热水壶制作工艺

电热水壶制作工艺
电热水壶制作工艺主要包括以下几个步骤:
1. 设计:进行产品设计,包括外观设计、结构设计、功能设计等。
设计过程中需考虑到安全性、加热效率、使用便捷性等因素。
2. 原料准备:采购制造电热水壶所需的零部件和原材料,例如不锈钢壶体、电热盘、控制电路等。
3. 壶体制作:将不锈钢板材折弯成壶体的形状,焊接或采用其他适当的连接方法,确保壶体的密封性和结构强度。
4. 电路装配:将电热盘安装在壶底,并通过电线连接到控制电路板。
控制电路板负责调节加热功率和温度控制的功能。
5. 安全附件装配:装配安全附件,例如热保护器和漏电保护器,以确保使用中的安全性。
6. 组装:将壶盖、壶嘴、手柄等组件装配到壶体上,
确保各个零件的合适连接和稳固性。
7. 测试与调试:对组装好的电热水壶进行电路测试、加热测试和安全性测试等,确保产品符合规格要求,没有缺陷和故障。
8. 包装:对测试合格的电热水壶进行包装,包括产品外包装和附件、说明书等准备工作,以准备发往市场或销售给消费者。
电热水壶的制作工艺需要关注产品的性能和安全性,确保产品在使用过程中能够稳定、高效地加热水,并符合相关的安全标准。
不同品牌和型号的电热水壶在制作工艺上可能会有所差异,也可以根据市场需求进行个性化设计和功能创新。