产品状态标识卡
产品货位标识卡

产品标识卡名称决明子净含量25KG 生产日期20180524 规格25KG/桶生产批号CY20180524 保质期2年生产许可证SC10661043000265产品标准号Q/CY.JMZ 0001S-2017生产厂家杨凌慈缘生物技术有限公司地址陕西省咸阳市淳化县润镇工业园区储存条件保存在阴凉处检验状态 合格 不合格 待检产品标识卡名称决明子净含量25KG 生产日期20180524 规格25KG/桶生产批号CY20180524 保质期2年生产许可证SC10661043000265产品标准号Q/CY.JMZ 0001S-2017生产厂家杨凌慈缘生物技术有限公司地址陕西省咸阳市淳化县润镇工业园区储存条件保存在阴凉处检验状态 合格 不合格 待检产品标识卡名称决明子净含量25KG 生产日期20180524 规格25KG/桶生产批号CY20180524 保质期2年生产许可证SC10661043000265产品标准号Q/CY.JMZ 0001S-2017生产厂家杨凌慈缘生物技术有限公司地址陕西省咸阳市淳化县润镇工业园区储存条件保存在阴凉处检验状态 合格 不合格 待检产品标识卡名称决明子净含量25KG 生产日期20180524 规格25KG/桶生产批号CY20180524 保质期2年生产许可证SC10661043000265产品标准号Q/CY.JMZ 0001S-2017生产厂家杨凌慈缘生物技术有限公司地址陕西省咸阳市淳化县润镇工业园区储存条件保存在阴凉处检验状态 合格 不合格 待检产品标识卡名称橙味粉净含量20KG生产日期20180611 规格20KG/袋生产批号20180611 保质期18个月生产许可证SC10633020606045产品标准号GB/T 29602生产厂家宁波绿脉咖啡有限公司地址浙江省宁波市北仑区进港路868号储存条件常温下储存并置于阴凉干燥处检验状态 合格 不合格 待检产品标识卡名称橙味粉净含量20KG生产日期20180611 规格20KG/袋生产批号20180611 保质期18个月生产许可证SC10633020606045产品标准号GB/T 29602生产厂家宁波绿脉咖啡有限公司地址浙江省宁波市北仑区进港路868号储存条件常温下储存并置于阴凉干燥处检验状态 合格 不合格 待检产品标识卡名称橙味粉净含量20KG生产日期20180611 规格20KG/袋生产批号20180611 保质期18个月生产许可证SC10633020606045产品标准号GB/T 29602生产厂家宁波绿脉咖啡有限公司地址浙江省宁波市北仑区进港路868号储存条件常温下储存并置于阴凉干燥处检验状态 合格 不合格 待检产品标识卡名称橙味粉净含量20KG生产日期20180611 规格20KG/袋生产批号20180611 保质期18个月生产许可证SC10633020606045产品标准号GB/T 29602生产厂家宁波绿脉咖啡有限公司地址浙江省宁波市北仑区进港路868号储存条件常温下储存并置于阴凉干燥处检验状态 合格 不合格 待检名称菊粉净含量25KG生产日期20171121 规格25KG/袋生产批号20171121 保质期36个月生产许可证QS508128010041产品标准号Q/JW 0001S-2015生产厂家重庆骄王天然产物股份有限公司地址重庆市(江津)现代农业园区农产品加工园储存条件密封,阴凉干燥的环境下保存检验状态 合格 不合格 待检产品标识卡名称菊粉净含量25KG生产日期20171121 规格25KG/袋生产批号20171121 保质期36个月生产许可证QS508128010041产品标准号Q/JW 0001S-2015生产厂家重庆骄王天然产物股份有限公司地址重庆市(江津)现代农业园区农产品加工园储存条件密封,阴凉干燥的环境下保存检验状态 合格 不合格 待检产品标识卡名称菊粉净含量25KG生产日期20171121 规格25KG/袋生产批号20171121 保质期36个月生产许可证QS508128010041产品标准号Q/JW 0001S-2015生产厂家重庆骄王天然产物股份有限公司地址重庆市(江津)现代农业园区农产品加工园储存条件密封,阴凉干燥的环境下保存检验状态 合格 不合格 待检。
生产制造过程中状态标识管理规定

生产过程状态标识管理规范目录1.目的 (1)2.范围 (2)3.职责 (3)4.状态标识的管理与运用 (4)4.1状态标识的分类、材料、定位方法 (4)4.2物品标致 (4)4.3生产状态标致 (4)4.4设备管线标致 (4)4.5计量标致 (4)4.6安全指示标致 (4)5.状态标识的制作与验收 (5)6.状态标识的使用 (6)7. 参考文献 ............................................................................................................................................................. :7前言建立状态标识管理规范,以防止产品在生产过程中发生混淆、差错、污染等质量事故的发生,并保证对设备、仪器进行正确的操作,以防止不安全事故发生。
特制定本文件。
本文件起草部门:生产部本文件主要起草人:本文件会签人:本文件批准人:本文件为公司内部执行文件的第三阶文件。
1.范围本本标准适用于全厂所有生产过程状态标志管理,包括: 物品标志、生产状态、设备/管线标志、区域空间标识、计量标志、安全指示标志..等六大类。
2.规范性引用文件下列文件对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
HZYM-QP16 B0 采购与相关方的控制程序3.职责3.1工程部负责物料的合格、不合格、待验和设备的设备卡、运行、完好、维修、封存和管线涂色以及清洁标志的清洁、待清洁状态牌制作、验收、发放管理,并监督设备状态标志的日常使用管理;3.2 质量部:IQC负责计量标识的制作与验收、计量器具的校验和张贴合格或禁用等标志,并监督计量器具的日常使用管理;责物料的物料签、货位卡、生产状态卡、清场合格证的制作与验收管理,PQC并监督该规程中所有的规定执行情况;3.3各部门、各车间物料管理员、岗位操作人员、设备维修人员涉及到该规程中的规定,负责执行状态标识的正确使用与监督管理;4. 状态标识的管理与运用4.1状态标识的分类、材料、定位方法4.1.1工厂内状态标识管理分为六大类,分别为物品标志、生产状态、设备/管线标志、区域空间标识、计量标志、安全指示标志。
状态标志牌管理规程

目的:建立状态标识管理规程,明示生产状态,避免失误操作,规范生产管理。
范围:本标准适用于所有生产过程状态标识和设备、物料状态标识,包括QC的仪器、设备。
责任:生产技术部、质检部、生产车间、仓库管理员对本规程的实施负责。
正文:1、状态标识的分类:设备状态标识、计量器具状态标识、物料状态标识、清洁状态标识、生产状态标识等。
2、设备状态标识的管理:2.1按照《设备编号管理规程》对设备进行统一编号,编号应标在各设备主体及设备状态标识牌上。
每一台设备设专人管理,责任到人。
2.1主要生产设备都应在指定位置挂有设备状态标识牌,设备状态标识牌底板为230mm×170mm(大牌:310mm×230mm)不锈钢,外面插有机玻璃板。
2.1.1设备状态标识牌内容由包括设备卡、设备状态、生产状态和清洁状态四部分组成。
2.1.2设备卡:白底黑字。
内容包括:设备名称、编号、型号、责任人。
2.1.3设备状态:2.1.3.1检修:红底黑字,表示该设备某部分或整体正在进行检修,禁止使用。
2.1.3.2 待修:黄底黑字,表示该设备出现故障,等待修理后才能正常使用,禁止使用。
2.1.3.3 运行完好:绿底黑字,表示该设备性能完好,正处于运行状态。
2.1.3.4 停用完好:绿底黑字色,表示该设备性能完好,但处于停用状态。
2.1.3.5 备用完好:绿底黑字色,表示该设备性能完好,但处于备用状态。
2.1.4生产状态:2.1.4.1产品名称、批号:表示该设备正在生产的中间产品及批号。
2.1.4.2 生产过程状态:根据中间产品生产过程所处的状态不同而设置。
2.1.5清洁状态:根据不同的清洁状态插入相应的状态标识,具体内容见面5.1。
2.1.6 除主要生产设备以外的设备都应在指定位置挂有设备状态标识,状态标识分为红色“待修”、绿色“完好”、绿色“运行”三张。
2.1.6.1待修:黄底黑字,表示该设备出现故障,等待修理后才能正常使用,禁止使用。
状态标志牌管理规范(含表格)

状态标识牌管理规范(ISO9001:2015)1、目的:建立状态标识管理规程,明示生产状态,避免失误操作,规范生产管理。
2、范围:本标准适用于所有生产过程状态标识和设备、物料状态标识,包括QC的仪器、设备。
3、责任:生产技术部、设备动力部、质量部、生产车间、仓库管理员对本规程的实施负责。
4、管理规范:1、状态标识的分类:设备状态标识、计量器具状态标识、物料状态标识、清洁状态标识、生产状态标识等。
2、设备状态标识的管理:2.1照《设备编号管理规程》对设备进行统一编号,编号应标在各设备主体及设备状态标识牌上。
每一台设备设专人管理,责任到人。
2.1主要生产设备都应在指定位置挂有设备状态标识牌,设备状态标识牌底板为230mm×170mm(大牌:310mm×230mm)不锈钢,外面插有机玻璃板。
2.1.1设备状态标识牌内容由包括设备卡、设备状态、生产状态和清洁状态四部分组成。
2.1.2设备卡:白底黑字。
内容包括:设备名称、编号、型号、责任人、启用时间。
2.1.3设备状态:2.1.3.1检修:红底黑字,表示该设备某部分或整体正在进行检修,禁止使用。
2.1.3.2 待修:黄底黑字,表示该设备出现故障,等待修理后才能正常使用,禁止使用。
2.1.3.3 运行完好:绿底黑字,表示该设备性能完好,正处于运行状态。
2.1.3.4 停用完好:绿底黑字色,表示该设备性能完好,但处于停用状态。
2.1.3.5 备用完好:绿底黑字色,表示该设备性能完好,但处于备用状态。
2.1.4生产状态:2.1.4.1产品名称、批号:表示该设备正在生产的中间产品及批号。
2.1.4.2 生产过程状态:根据中间产品生产过程所处的状态不同而设置。
2.1.5清洁状态:根据不同的清洁状态插入相应的状态标识,具体内容见面5.1。
2.1.6 除主要生产设备以外的设备都应在指定位置挂有设备状态标识,状态标识分为红色“待修”、绿色“完好”、绿色“运行”三张。
产品状态标识卡

合格品标卡
批次
产品数量
当前工序
生产日期
下道工序
生产车间
生产人员
检验员 备注:
检验日期
不合格品标识卡
产品型号
批次
产品数量
当前工序
生产日期
生产车间/人
检验员 不良状态描述:
检验时间 处理意见:
产品型号
待处理品标识卡
批次
产品数量
当前工序
生产日期
生产车间/人
检验员 不良状态描述:
检验日期 处理意见:
产品型号
特殊品标识卡
批次
产品数量
当前工序
生产日期
生产车间/人
检验员 状态描述及处理:
检验时间
物料标识卡(最新)
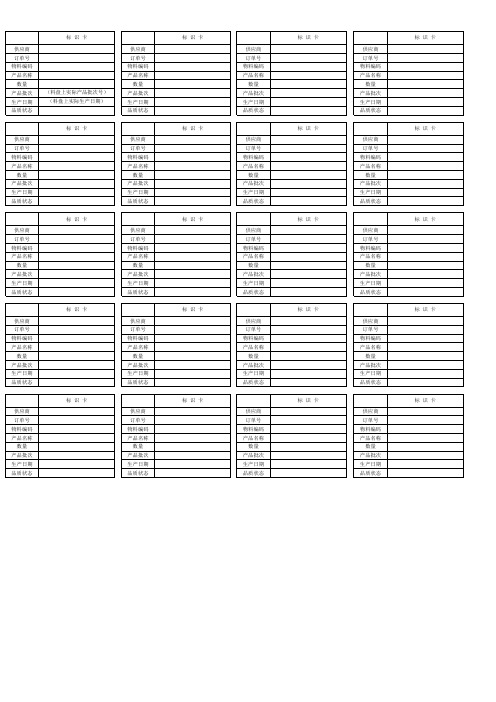
标 识 卡 供应商 订单号 物料编码 产品名称 数量 产品批次 生产日期 品质状态 标 识 卡 供应商 订单号 物料编码 产品名称 数量 产品批次 生产日期 品质状态 标 识 卡 供应商 订单号 物料编码 产品名称 数量 产品批次 生产日期 品质状态 标 识 卡 供应商 订单号 物料编码 产品名称 数量 产品批次 生产日期 品质状态 标 识 卡 供应商 订单号 物料编码 产品名称 数量 产品批次 生产日期 品质状态
标 识 卡 供应商 订单号 物料编码 产品名称 数量 产品批次 生产日期 品质状态 标 识 卡 供应商 订单号 物料编码 产品名称 数量 产品批次 生产日期 品质状态 标 识 卡 供应商 订单号 物料编码 产品名称 数量 产品批次 生产日期 品质状态 标 识 卡 供应商 订单号 物料编码 产品名称 数量 产品批次 生产日期 品质状态 标 识 卡 供应商 订单号 物料编码 产品名称 数量 产品批次 生产日期 品质状态
标 识 卡
标 识 卡
标 识 卡
标 ቤተ መጻሕፍቲ ባይዱ 卡
标 识 卡
标 识 卡 供应商 订单号 物料编码 产品名称 数量 产品批次 生产日期 品质状态 标 识 卡 供应商 订单号 物料编码 产品名称 数量 产品批次 生产日期 品质状态 标 识 卡 供应商 订单号 物料编码 产品名称 数量 产品批次 生产日期 品质状态 标 识 卡 供应商 订单号 物料编码 产品名称 数量 产品批次 生产日期 品质状态 标 识 卡 供应商 订单号 物料编码 产品名称 数量 产品批次 生产日期 品质状态 供应商 订单号 物料编码 产品名称 数量 产品批次 生产日期 品质状态 供应商 订单号 物料编码 产品名称 数量 产品批次 生产日期 品质状态 供应商 订单号 物料编码 产品名称 数量 产品批次 生产日期 品质状态 供应商 订单号 物料编码 产品名称 数量 产品批次 生产日期 品质状态 (料盘上实际产品批次号) (料盘上实际生产日期) 供应商 订单号 物料编码 产品名称 数量 产品批次 生产日期 品质状态
检验状态标识规定

产品检验状态标识规定第一条为加强产品检验状态的管理,规范各工序之间的流程交接,防止不合格品被使用或非正常转序,特制定本规定。
第二条产品检验状态的分类产品检验状态分为待检状态、已检合格状态和不合格状态。
待检验状态指尚未经过检验的状态;已检合格指产品经过检验处于满足图样、工艺、质量要求的状态;不合格指产品处于不满足规定要求的状态。
第三条产品检验状态的标识方法(一)产品检验状态统一采用Q/WB RD-JY-43-0《产品状态检验标识》规定的标识卡进行标识,未挂标识卡的产品属待检状态。
(二)已检合格的产品,由专检人员和操作者负责将标识卡填写完整并签名后挂在指定部位,表明可转入下道工序。
(三)不合格的产品,由专检人员在产品状态标识卡“不合格”前用红笔标注“不”字并签名后挂在指定部位,表明不得流入下道工序。
(四)合格品标识一律采用帆线拴挂,严禁采用金属丝。
第四条产品检验状态的标识部位(一)采购产品检验后,将标识挂在其堆放处、盛装物上或易见部位上。
(二)铁芯完工后将标识挂在低压侧夹件螺杆上。
(三)油箱完工后,将其标识挂在箱沿法兰孔上;组部件(箱盖、储油柜、联气管等)完工后,将标识挂在易见螺孔或部位上。
(四)夹件完工后,将标识挂在易见螺孔上;零(部)件等完工后,将标识挂在其堆放处、盛装物上或易见部位上。
(五)线圈完工后,将其标识挂在引线出头上;绝缘零(部)件等完工后,将标识挂在其堆放处、盛装物上或易见部位上。
(六)干变车间线圈完工后,将其标识挂在引线出头上;器身装配完毕后,将其标识挂在低压侧铜排上。
(七)器身装配完毕至总装配完工后,将标识挂在低压侧螺杆(铜排)上。
第五条产品检验状态的销毁(一)总装车间检验员负责将上道工序流转下来的产品标识进行收集,连同试验记录卡一起交试验站。
(二)成品试验合格后,由试验站出具产品合格证明书、铭牌确认;同时负责将各工序流转下来的产品标识进行集中销毁。
iso22000:2018状态标识使用管理制度
状态标识使用管理制度1 目的为了明确各区域功能划分及确保状态标识的正确使用,建立标识状态使用程序。
2 范围各生产车间和仓库。
3 职责3.1 各部门负责人确定标识区域的制定。
3.2 人力资源部负责标识标签的采购。
3.3 车间员工负责状态标识的使用。
3.4 现场管理负责标识的监督与检查4 内容4.1 门头标识,各区域做好标志标识,确定区域功能。
4.1.1 标识标签采用不干胶张贴的形式,风格需统一。
4.1.1.1门头标识采用蓝底黑字,字高为8cm,字体为华文仿宋。
4.1.1.2生产车间产品不符各区域用红底黑字,字高为8cm,字体为华文仿宋。
4.1.1.3待检区域应为黄底黑字,字高为8cm,字体为华文仿宋。
4.1.1.4 其他所需要的标识需要按照此风格来制作。
4.2 房间状态标识4.2.1 各生产车间房间应做好房间状态标识,状态分为:生产中(蓝色),已清洁(绿色),清洁中(黄色)。
标识卡上应填写生产的产品名称及生产日期。
4.3 设备状态标识卡的使用4.3.1“设备状态卡(运行)”的使用某一台设备生产一批产品时使用,卡的内容包括设备名称、产品名称、产品规格及产品批号、操作工、生产日期及运行时间。
4.3.2“设备状态卡(停运)”的使用设备或容器因废置或检修中使用。
由维修人员放置标识卡。
4.4 物料标识卡的使用4.4.1“物料货位卡”的使用车间和仓库在标识每一批产品时使用,卡的内容包括品名、批号(或编号)、进库日期、保质期(仓库填写)、规格、数量、供货厂商及库位(仓库填写)。
物料进出仓库,要详细填写收发时间、来源去向、收发及结存数量。
如车间是整批进库,整批发料,则不需要填写此卡。
4.4.2“物料状态卡”的使用车间装有物料的容器(或包装袋)上都使用物料状态卡,标明物料的名称、批号、规格、数量和填卡人。
4.5 检验状态标识的使用4.5.1“待验”牌:在仓库与车间内用黄色边线划出专门区域,处在待验状态时的成品物料放置在该区域,并在该区域内墙壁上挂上黄色的待验牌。