影响磷化膜质量的工艺因素
磷化质量影响因素及其提高途径

磷化质量影响因素及其提高途径引言磷化是一种化学与电化学反应形成磷酸盐化学转化膜的过程。
早在1869年W. A. Ross 就申请了磷化专利技术 [ 2 ] ,随着科技的不断进步,金属磷化处理作为传统的表面处理技术在金属防护、减磨耐磨及涂层打底等方面得到广泛的发展和应用。
磷化处理有多种分类方法:按成膜体系可分为锌系、锌锰系、锰系、铁系、锌钙系及非晶相铁系等六大类;按磷化处理温度可分为常温(不加温)、低温(30~45℃)、中温(60~70℃)、高温(大于80℃)四类;按材质可分为钢铁件、铝件、锌件以及混合件磷化;其它的还有按磷化膜厚度或促进剂类型等分类。
用于防锈磷化的主要有铁系磷化、锌系磷化、锰系磷化三种;用于耐磨减磨磷化的种类有锌系磷化和锰系磷化;而锌锰系和锌钙系主要用于漆前磷化。
一磷化基本原理磷化成膜是一个化学动态平衡,目前,大多数学者认同的磷化原理由以下四个步骤组成:首先是金属的溶解过程。
当金属浸入磷化液中时,先与磷化液中的磷酸作用,生成一代磷酸铁,并有大量的氢气析出。
其化学反应为;Fe –2e→Fe2+2H+ + 2e→H2上式表明,磷化开始时,仅有金属的溶解,而无膜生成。
第二是促进剂加速形成磷化膜。
其化学反应式为:[O]+[H] → [R]+H2OFe2++[O] → Fe3++[R]式中[O]为促进剂(氧化剂),[R]为还原产物,由于促进剂氧化掉第一步反应所产生的氢原子,加快了反应(1)的速度,进一步导致金属表面H+浓度急剧下降。
同时也将溶液中的Fe2+氧化成为Fe3+。
第三是磷酸根的多级离解。
H3PO4→H2PO4-+H+→HPO42-+2H+→PO43-+3H+由于金属表面的H+浓度急剧下降,导致磷酸根各级离解平衡向右移动,最终离解为PO43-。
最后磷酸盐沉淀结晶成为磷化膜当金属表面离解出的PO43-与溶液中(金属界面)的金属离子(如Zn2+、Mn2+、Ca2+、Fe2+)达到溶度积常数Ksp时,就会形成磷酸盐沉淀Zn2++ Fe2++ PO43-+H2O→Zn2Fe(PO4)2·4H2O↓ (4)3Zn2++2PO43-+4H2O=Zn3(PO4)2·4H2O↓ (5)磷酸盐沉淀与水分子一起形成磷化晶核,晶核继续长大成为磷化晶粒,无数个晶粒紧密堆集形而上学成磷化膜。
磷化膜的缺陷原因及改进措施
磷化膜的缺陷原因及改进措施磷化膜是一种通常在钢铁表面生成的防腐膜。
它是一种由磷酸盐和金属离子组成的化学转化层,能够显著提高钢铁材料的耐腐蚀性能。
然而,磷化膜在一些情况下可能会出现缺陷,这可能导致降低其保护性能。
下面将讨论磷化膜的缺陷原因以及可能的改进措施。
1.厚度不均匀:磷化膜在生成过程中,难以做到完全均匀地覆盖整个金属表面。
这可能是由于化学反应速率不一致或金属表面的不规则性引起的。
由于膜的厚度不均匀,会导致表面腐蚀和膜的覆盖不足区域的暴露,从而进一步减弱保护性能。
2.孔洞:磷化膜生成过程中,可能会出现孔洞,这些孔洞可能是由于金属表面的缺陷或气泡引起的。
孔洞会形成微小的通道,让腐蚀介质能够直接接触到金属表面,导致腐蚀的开始。
孔洞的大小和数量会直接影响磷化膜的保护性能。
3.结晶状况:磷化膜的结晶是其保护性能的重要因素之一、结晶的均匀性和密度决定了磷化膜的致密性。
如果磷化膜的结晶不均匀或不致密,腐蚀介质就能更容易地渗透到金属表面,进一步引起腐蚀的发生。
为了改善磷化膜的缺陷,可以采取以下措施:1.优化处理工艺:通过优化磷化处理工艺的参数,如温度、浸泡时间、酸度和添加剂浓度,可以改善磷化膜的性能。
在不同的金属和应用环境下,需要进行调整,以使磷化膜的生成过程更加均匀和可控。
2.表面预处理:在进行磷化处理之前,对金属表面进行适当的清洁和预处理可以减少缺陷的产生。
通过去除表面的杂质和氧化物,可以提高磷化液对金属的均匀覆盖和反应性。
3.添加剂改进:磷化液中添加特定的表面活性剂或缓冲剂,可以改善磷化膜的生成过程,使其更加均匀和致密。
这些添加剂能够调节磷酸盐和金属之间的反应速率,从而减少缺陷的形成。
4.后处理:磷化膜形成后,可以通过进行后处理来改善其性能。
例如,通过进行热处理或沉积一层保护性涂层,可以增强磷化膜的密度和耐腐蚀性能。
总体而言,改善磷化膜的缺陷是一个多方面的问题,需要在磷化处理和后处理的各个环节上进行优化。
磷化处理影响因素及常见问题审批稿

磷化处理影响因素及常见问题YKK standardization office【 YKK5AB- YKK08- YKK2C- YKK18】一、磷化工艺参数的影响1、总酸度————总酸度过低、磷化必受影响,因为总酸度是反映磷化液浓度的一项指标。
控制总酸度的意义在于使磷化液中成膜离子浓度保持在必要的范围内。
2、游离酸度————游离酸度过高、过低均会产生不良影响。
过高不能成膜,易出现黄锈;过低磷化液的稳定性受威胁,生成额外的残渣。
游离酸度反映磷化液中游离H+的含量。
控制游离酸度的意义在于控制磷化液中磷酸二氢盐的离解度,把成膜离子浓度控制在一个必须的范围。
磷化液在使用过程中,游离酸度会有缓慢的升高,这时要用碱来中和调整,注意缓慢加入,充分搅拌,否则碱液局部过浓会产生不必要的残渣,出现越加碱,游离酸度越高的现象。
单看游离酸度和总酸度是没有实际意义的,必须一起考虑。
3、酸比————酸比即指总酸度与游离酸度的比值。
一般的说酸比都在5~30的范围内。
酸比较小的配方,游离酸度高,成膜速度慢,磷化时间长,所需温度高。
酸比较大的配方,成膜速度快,磷化时间短,所需温度低。
因此必须控制好酸比。
4、温度————磷化处理温度与酸比一样,也是成膜的关键因素。
不同的配方都有不同的温度范围,实际上,他在控制着磷化液中的成膜离子的浓度。
温度高,磷酸二氢盐的离解度大,成膜离子浓度相应高些,因此可以利用此种关系在降低温度的同时提高酸比,同样可达到成膜,其关系如下:70℃ 60℃ 50℃ 40℃ 30℃ 20℃1/5 1/7 1/10 1/15 1/20 1/25生产单位确定了某一配方后,就应该严格控制好温度,温度过高要产生大量沉渣,磷化液失去原有平衡。
温度过低,成膜离子浓度总达不到浓度积,不能生成完整磷化膜。
温度过高,磷化液中可溶性磷酸盐的离解度加大,成膜离子浓度大幅度提高,产生不必要的沉渣,白白浪费了磷化液中的有效成分,原有的平衡被迫坏,形成一个新的温度下的平衡,如,低温磷化液在温度失控而升高时,H2PO4→H++PO43- 的离解反应向右进行,从而使磷酸根浓度升高,产生磷酸锌沉淀,使磷化液的酸比自动升高。
常见的磷化质量问题及解决方法
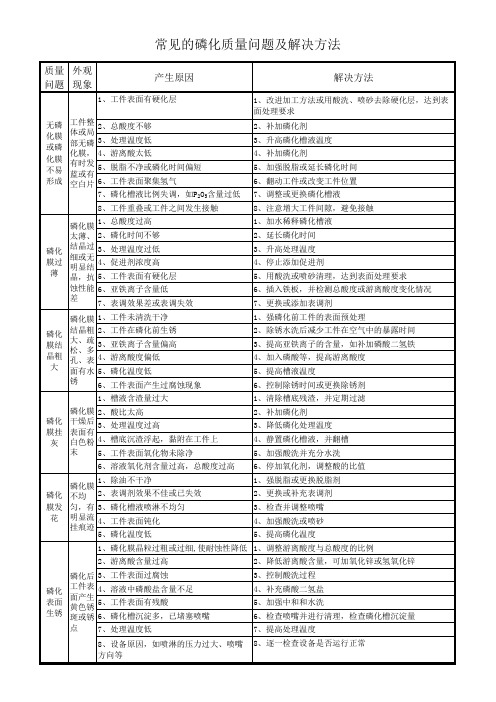
质量 外观 问题 现象 产生原因
1、工件表面有硬化层 无磷 化膜 或磷 化膜 不易 形成 工件整 体或局 部无磷 化膜, 有时发 蓝或有 空白片 2、总酸度不够 3、处理温度低 4、游离酸太低 5、脱脂不净或磷化时间偏短 6、工件表面聚集氢气 7、磷化槽液比例失调,如P2O5含量过低 8、工件重叠或工件之间发生接触 磷化膜 太薄、 结晶过 磷化 细或无 膜过 明显结 薄 晶,抗 蚀性能 差 磷化膜 磷化 结晶粗 大、疏 膜结 松、多 晶粗 孔、表 大 面有水 锈 1、总酸度过高 2、磷化时间不够 3、处理温度过低 4、促进剂浓度高 5、工件表面有硬化层 6、亚铁离子含量低 7、表调效果差或表调失效 1、工件未清洗干净 2、工件在磷化前生锈 3、亚铁离子含量偏高 4、游离酸度偏低 5、磷化温度低 6、工件表面产生过腐蚀现象 1、槽液含渣量过大 磷化膜 2、酸比太高 磷化 干燥后 3、处理温度过高 膜挂 表面有 灰 白色粉 4、槽底沉渣浮起,黏附在工件上 5、工件表面氧化物未除净 末 6、溶液氧化剂含量过高,总酸度过高 1、除油不干净 磷化膜 磷化 不均 2、表调剂效果不佳或已失效 膜发 匀,有 3、磷化槽液喷淋不均匀 花 明显流 4、工件表面钝化 挂痕迹 5、磷化温度低 2、游离酸含量过高 磷化后 工件表 磷化 面产生 表面 黄色锈 生锈 斑或锈 点 3、工件表面过腐蚀 4、溶液中磷酸盐含量不足 5、工件表面有残酸 6、磷化槽沉淀多,已堵塞喷嘴 7、处理温度低 8、设备原因,如喷淋的压力过大、喷嘴 方向等
1、补加表调剂,或重新配槽 2、补加AC-131 3、检查喷嘴 4、调整链速 5、换板材
质 量外 观 问 题现 象
产生原因
解决方法
1、注意不用铜挂具,用铁屑置换除去或用硫化处理, 调整酸度 2、加强酸洗过程的质量控制 1、停加促进剂 2、充分搅拌,使之均匀 3、补加脱脂剂
影响磷化的工艺因素
影响磷化的工艺因素基材1基材化学成分碳原子的影响由于钢材含碳量不同,或受热处理温度影响而造成碳的表面富集,表面含碳量高,对磷化膜的耐蚀性和附着力有极坏的影响,晶粒粗大。
利用电子能谱分析可以看出,钢板表面含碳量低时容易磷化,结晶致密,耐蚀性好,颜色浅;反之、表面含碳量高,不易磷化,膜薄,颜色深,易产生色斑,缺陷较多。
合金元素的影响Cr原子。
合金钢中含Cr<2%时,可形成均匀磷化膜;含Cr> 8%时,形成磷化膜困难。
可采用快速磷化(催化磷化)或强腐蚀、抛丸等,部分解决合金钢难以形成磷化膜的问题。
Si原子。
含Si量高则不易磷化,膜层粗化。
Mn原子。
Mn偏析在磷化过程中可均匀分布到结晶组织,从而使磷化膜致密,膜层颜色深(酸洗时易形成黑膜,便于黑色磷化,附着力强)。
Ni原子。
含Ni材质经热处理后,合金组织发生变化,磷化困难,且易出现缺陷。
活性冷轧钢板的活性大小对磷化效果产生不同的影响。
即活性小的冷轧钢板磷化效果好;而活性大的磷化效果差。
生产表明,几种冷轧钢板的活性大小顺序:宝钢板2030>日本板>宝钢1550。
需要钢板生产厂家,降低钢板活性。
表面状态粗糙度在相同磷化条件下,磷化工件表面光洁度越高,磷化过程进行越缓慢,获得的膜层薄而致密,且颜色浅。
反之,表面粗糙,磷化反应快,膜层厚而疏松,均匀性差,颜色深。
可以解释为:光洁度高的表面比粗糙的表面电位正,基体表面在磷化液中不易被酸蚀所致。
所以,光洁度高的工件,磷化前必须进行充分预处理(抛丸或酸蚀)。
锈蚀度。
锈蚀钢板会影响磷化质量(无论采用何种涂锈方法,其磷化膜耐蚀性差)。
况且由于酸洗造成工件表面黑白不均匀,同样影响磷化效果(白色部位较难磷化)。
因此,尽量不要选用锈蚀的钢板加工工件。
特别要防止采用不同厂家、不同批次的钢板来加工同一工件(如汽车车身等)。
否则。
因钢板的差异而造成磷化质量不一样。
同时要注意加工过程中尽量不要破坏钢板防锈膜和加工后长时间存放(采取防锈措施)。
磷化膜与工艺参数的关系
磷化膜质量与工艺参数的关系磷化膜的质量与磷化剂的质量有直接关系,也与磷化过程中的工艺参数变化有密切的关系。
磷化膜厚度与磷化时间和温度的关系一般情况下,磷化时间越长,温度越高,所生成的磷化膜越厚。
这一规律只适用于一定范围内,当磷化膜达到一定厚度时,孔隙减少,磷化工作液已不能与基体金属接触而发生磷化反应,再延长磷化时间也不能增加磷化膜的厚度。
磷化温度更不能大高,如温度过高,会导致磷化膜粗糙、多孔,耐蚀性能下降,更严重的是使工作液中的大量有效成分变为沉渣,打破磷化工作液的平衡,并可能使磷化膜表面产生大量的挂灰。
游离酸度和总酸度对磷化膜质量的影响磷化工作液在磷化过程中,游离酸度和总酸度的控制十分重要,它是确保磷化工作液中各组分化学平衡,磷化反应正常进行的主要条件。
不同类型的磷化剂控制范围有很大的差别,如高温锰系磷化一般不控制游离酸和总酸度的具体数量而是控制酸比,其他类型的磷化控制游离酸和总酸的具体数值。
一般规律是:磷化温度越高,游离酸度越高,生成的磷化膜越厚但容易产生不细密和粗糙的磷化膜,如果游离酸偏低,磷化生成速度缓慢,但生成的磷化膜细密。
总酸度高,对磷化膜质量无明显影响,但如果总酸度过低,磷化膜生成速度变慢,往往在规定的时间内不能获得满意的磷化膜:促进剂对磷化质量的影响促进剂在磷化液中起到缩短磷化时间,加快磷化生成速度,降低磷化温度的作用。
促进剂的量应适当。
促进剂量过少,磷化速度变慢,不能在规定时间内生成完整的磷化膜;促进剂量过多,磷化速度加快,但是造成金属表面钝化,反而影响磷化膜的生成,易产生蓝色或彩虹色的氧化膜。
促进磷化膜形成的方法可分为化学方法和物理方法两大类: (1)化学方法。
在磷化液中加人氧化剂,如氯酸盐、硝酸盐、亚硝酸盐、过氧化氢、过氧化物、嗅酸盐、碘酸盐、有机硝基化合物等。
在磷化液中加人还原剂,如亚硫酸盐、连二亚硫酸盐、羟胺等。
在磷化液中加入重金属盐,如铜、镍、钼、钴、钨等。
(2)物理方法( ①机械方法:如搅拌磷化液或把磷化液喷射到工件上的方法。
磷化处理影响因素及常见问题

磷化处理影响因素及常见问题一、磷化工艺参数的影响1、总酸度————总酸度过低、磷化必受影响,因为总酸度是反映磷化液浓度的一项指标。
控制总酸度的意义在于使磷化液中成膜离子浓度保持在必要的范围内。
2、游离酸度————游离酸度过高、过低均会产生不良影响。
过高不能成膜,易出现黄锈;过低磷化液的稳定性受威胁,生成额外的残渣。
游离酸度反映磷化液中游离H+的含量。
控制游离酸度的意义在于控制磷化液中磷酸二氢盐的离解度,把成膜离子浓度控制在一个必须的范围。
磷化液在使用过程中,游离酸度会有缓慢的升高,这时要用碱来中和调整,注意缓慢加入,充分搅拌,否则碱液局部过浓会产生不必要的残渣,出现越加碱,游离酸度越高的现象。
单看游离酸度和总酸度是没有实际意义的,必须一起考虑。
3、酸比————酸比即指总酸度与游离酸度的比值。
一般的说酸比都在5~30的范围内。
酸比较小的配方,游离酸度高,成膜速度慢,磷化时间长,所需温度高。
酸比较大的配方,成膜速度快,磷化时间短,所需温度低。
因此必须控制好酸比。
4、温度————磷化处理温度与酸比一样,也是成膜的关键因素。
不同的配方都有不同的温度范围,实际上,他在控制着磷化液中的成膜离子的浓度。
温度高,磷酸二氢盐的离解度大,成膜离子浓度相应高些,因此可以利用此种关系在降低温度的同时提高酸比,同样可达到成膜,其关系如下:70℃ 60℃ 50℃ 40℃ 30℃ 20℃Fe+2H+→Fe2++H2↑这个反应能够消耗大量的氢离子,促使固液界面的PH上升,进而促使磷化液中的磷酸二氢盐的三级离解平衡右移,以致使锌离子浓度和磷酸根浓度在界面处达到溶度积而成膜。
如果不添加一些有效物质,阴极析出的氢气的滞留会造成阴极极化,使反应不能继续进行,因而磷酸盐膜的沉积也不能连续下去。
因此凡能加速这个反应的物质,必能加速磷化。
氧化剂正是起着阴极去极化的作用而加速反应。
常用的氧化剂有硝酸盐、亚硝酸盐、双氧水、溴酸盐、碘酸盐、钼酸盐、有机硝基化合物、有机过氧化物等。
磷化工艺参数的影响
一般规律是:磷化温度越高,游离酸度越高,生成的磷化膜越厚,但容易产生不细密和粗糙的磷化膜;如果游离酸偏低,磷化生成速度缓慢,但生成的磷化膜细密。
总酸度高,对磷化膜质量无明显影响,但如果总酸度过低,磷化膜生成速度变慢,往往在规定的时间内不能获得满意的磷化膜。
1、促进剂促进剂加速剂的含量对磷化过程影响较大,含量太低,反应速度慢,但太高又会导致金属表面钝化,阻止磷化膜的形成,因此NO2-,ClO3-等的含量必须严格控制。
(当促进剂浓度过高时,反应进行的速度会很快,成膜物质来不及沉淀在基材表面而生成残渣,造成磷化药剂的浪费。
由于促进剂的强氧化性,浓度过高还会使金属表面生成一种氧化膜。
)2、PH一般来说,锌系磷化液、锰系磷化液的pH值以2—3为宜,pH<1..5时,金属工件表面难以生成磷化膜,而造成工件铁的溶解大于磷酸盐的沉积,不起磷化作用而起了酸洗作用。
若pH值>3.0,则工件表面严重挂灰,生成大量粉末,造成磷化药剂的非生产性消耗,形成浪费。
以磷酸二氢铁为主的磷化液,pH值以3.0~3.5为宜。
3、游离酸游离酸度是指磷化槽液中的游离H+的浓度(含部分游离磷酸),单位为“点”。
其定义为:取10mL磷化槽液,以甲基橙3.1(红)-4.4(黄)或溴粉兰pH 3.0~4.6黄变蓝作指示剂,用0.1mol/LNaOH溶液滴定至终点,0.1mol/L NaOH消耗的毫升数,即为此磷化槽液的游离酸点数,也称游离酸度(FA)。
游离酸度是磷化控制的一个重要参数,磷化槽液中游离酸的来源是磷化剂中的游离磷酸,及磷化剂主成分磷酸二氢盐的电离。
其作用是促使金属(如铁)的溶解,以形成较多的晶核,使膜结晶致密。
控制游离酸度的目的在于控制磷化槽液中磷酸二氢盐的离解度,以便把磷化成膜离子预先控制在一个必须的范围之内,一般来说,磷化槽液的游离酸度过高、过低都会对磷化产生不良影响。
如果游离酸度过高,则磷化液与金属工件作用加快,会析出大量的氢,还将使得Fe(PO4) 2残渣大量生成。