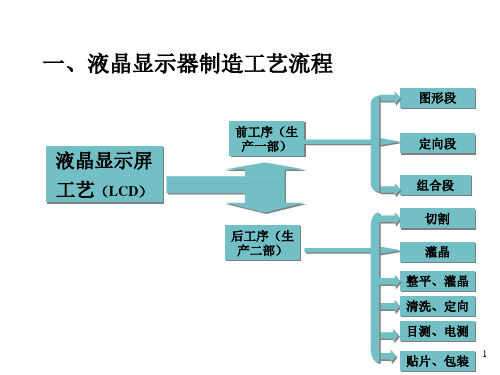
液晶车间灌晶工序操作培训教程
液晶灌注工艺
喷粉 Spacer Sprayer
6
组合段工艺示意图
框胶
定向材料
点胶
定向材料
液晶盒
撑垫剂
7
投料 ITO Input
ITO基板经拆封后,阻 值、尺寸、厚度检查确 认无误,以25pcs为一 篮,装入Cassette中, 准备基板清洗制程。
8
涂胶前洗净 PR Cleaning
PR 前洗净机之工 程目的在于去除基 上脏点、油污、纤 维以达到PR涂布最 佳效果。
刻前处理
15
蚀刻 Etching
产品进行显影后,准 备蚀刻制程,此制程 将基板上无光阻部份 之ITO利用蚀刻液去 除,成为需要之图形 。
16
回顾图案段工艺示意图
导电材料 玻璃基版
UV光
掩膜版 光刻胶
玻璃基版
光刻胶 光刻胶
KOH显影液 光刻胶
17
脱膜 Stripping
剥膜制程,目的将其 ITO基板上剩余光阻 清除,使整片基板上 无光阻覆盖,成为有 ITO图形之基板。
27
摩擦 Rubbing
定向制程是利用毛绒 布与配向膜进行同一 角度摩擦得均一之定 向效果。
28
回顾定向段工艺示意图
酸 光刻胶
玻璃基版
定向材料
导电材料 玻璃基版
定向材料
29
摩擦后洗净 After Rubbing Cleaning
将定向后之基板上的 污垢清除,包括脱落 于上方之毛绒屑,使 基板达至最干净状态 。
9
涂胶 PR Coating
ITO基板经洗净后, 通过光阻涂布机,将 光阻均匀涂布于ITO 基板上,以便进行下一 制程。
10
预烘 Pre Bake
灌晶调盒首批工艺原理1

调盒原理
调盒的作用: 将已灌注液晶 的LCD盒通过 一定压力,使 盒厚调整至一 致
通过气囊加压的方
式,使盒厚调整至 均匀。
调盒原理
紫 外 线
点胶
紫外 固化
点胶的作用: 将已灌注液晶的 LCD盒封口密封;
调盒质量事故
• 调盒中容易出现的质量事故: • 1.用错压力 • 未查找调盒压力或查找的调盒压力批次范围不正确; • 2.封口污染 • 擦封口处的LC,手法不正确,未将封口处的LC擦干净; • 加压保持时间不够,擦完LC后,仍然有LC从封口处溢出,员工
选择液晶的类别原则主要考虑以下几个方面:价格,陡度,温度 性能等。
• 价格: • 控制生产成本。 • 陡度 • 也就是V90/V10,或者说显示透过率的变化随电压变化的快慢,
产品越高档,路数越高(点阵越多),也就需要陡度越好(陡 度越低越好)。 • 温度性能: • 是否能在高温或在寒冷的工作环境下正常工作,比如一般的产 品的工作温度设计都是-10度~+70度,而储存温度为-20度~+80 度比如在寒冷地区用的汽车的显示屏,在高温车间用的显示屏, 分别对其低温工作性能和高温工作性能有特殊的要求
厂 电颜手 手 家 压色性 性 及 配配浓 型 液 比比度 号 晶 系 列
常见灌晶不良
1.封口发白/发黑:液晶条或者液晶受到污染 2.粉聚:充气量过大 3.冲痕:充气量大 4.功耗大:液晶受到污染 5.电压漂移:液晶发生变化 6.颜色不匀:液晶发生变化 7.欠灌,未灌,灌晶气泡等
灌 晶Biblioteka 灌白晶点
充
灌晶气泡 线
型号:左旋还是右旋 S-811,表示左旋的手性添加剂, R-811,表示右旋的手性添加剂。
LC配比
转 液晶知识培训
四.LCM知识 .LCM知识
1.LCM的类型及组成 (1)COB+背光+铁框+LCD+导电胶条 (2)COB+背光+铁框+LCD+斑马纸(热压) (3)COB+背光+铁框+LCD+金属管脚 (4)COB+背光+铁框+LCD+TAB COB 绑定IC SMT工序
PCB板 电子元件
2.重要专业术语 COB: Chip On Board 中文解释:通过邦定将IC裸片固定于印刷线路板上 将裸露芯片用粘片胶直接贴在PCB板指定位置上,通过焊接机 用铝线将芯片电极和PCB板相应焊盘连接起来,用黑胶将芯片 与铝线封住固化,实现了芯片与电路板电极间电气与机械连 接。 优缺点:芯片被邦定(Bonding)在PCB上,这样可省去PCB板 等料件,可大大的模块减少体积,同时在价格方面 也可降低成本。由于IC制造商在LCD控制及相关芯片 的生产上正在减小QFP(SMT的一种)封装的产量, 因此,在今后的产品中传统的SMT方式将被逐步取 代。
STN与TN的灌注区别: 一般来说,STN采用新液晶和新的海绵条进行灌注。在灌 晶过程中,抽真空,缓冲,落盘,灌晶,保护的时间相对 比较长,对产品质量要求更高. 4.摩擦 扭曲角: TN:90度扭曲.面玻璃和底玻璃各打磨45度. STN:180-250度扭曲.面玻璃和底玻璃打磨角度各取扭曲 角度的一半. 左右旋转方向由液晶性质决定. 预倾角: TN:1-2度;STN:4-7度. 理论上:打磨越深,预倾角越小;打磨越浅,预倾角越大.
1 2
200-300 Å。
2.印PI PI组成:PI原液,互溶剂,稀释剂。 PI固含量少,大部分为液体,通过热处理将溶剂除去,使PI 固化。 热处理分为预烘和PI高温固化。 预烘使用PI预烘炉,前后段温度为145和135度,使得PI受 热不易移动。再用PI固化炉在260度下烘3小时20分,使每块 玻璃的PI都固化。其中除了物理变化外,还发生一个化学变 化,由聚酰胺酸变为聚酰亚胺,这种材料更稳定,耐弱酸, 弱碱较好。 PI厚度:理想情况下,PI越薄越均匀,效果越显著。 若PI太薄,不能完全覆盖电极,影响显示效果。 若PI太厚,是导电性降低,阈值电压越大。 他们对于厚度无具体数据标准,以经验为主。一般颜色介于 金黄色到紫色之间为好。
灌液晶操作规程

1.0 目的:明確該工序的操作規程,以確保產品質量.2.0 範圍:本規程適用於液晶注入工位.3.0 定義:舊式灌液機是指本公司2000年以前製作的舊立式灌液晶機; 新式灌液晶機是指本公司2004年製作的新立式灌液晶機.4.0 職責:4.1生產部:負責制程作業指導書的制定及所需材料的領取、保管、生產作業及報表的填寫、品質異常的處理.4.2生技組:負責工藝參數的制定、修改、解釋.4.3品保部:負責產品品質檢驗及制程條件的稽核、確認.5.0 作業程序:5.1 設備、工具、材料:灌液晶機、高密度海棉、BUS、鑷子、液晶、灌液晶條、滴管、鑷子、鏍絲刀、記號筆、乳膠手套、口罩、偏光片、尼龍手套、丙酮、酒精、清潔布、液晶、待灌玻玻、壓板.5.2 操作細則:步驟操作過程圖示注意事項裝海綿條1.雙手戴好乳膠手套.將清洗烘烤後的海棉和鋼片一起插入BUS槽中,調整海棉條高度,海棉條比鋼片須高出1~2mm.使用實心注射槽裝海棉條時可不用裝鋼片.2.在海棉上用滴管添加適量液晶.3.新裝海棉條加入LC後需抽真空.1.所有清洗後的海棉條存放不能超過2天.2.海棉條使用前必須檢查,若有超過2天則停止使用,並將此海棉條重新清洗.3.添加液晶時須在機臺內或機台邊進行.灌前準備1.當更換型號、交接班、工藝參數更改、異常處理OK後均需作首件檢查(首檢檢驗具體內容見《後制程生產檢查作業辦法》WI/MF/032.)2.作業前配戴好尼龍手套、乳膠手套、口罩.注意不要讓液晶接觸到皮膚.3.在海棉上添加適量液晶,加至用鑷子壓海棉時液晶有少量溢出海棉條呈銀灰色為好.調整海棉平直均勻,使其與玻璃有足夠的接觸空間並更有彈性.4.按上升開關↑5.將裝有玻璃的液晶條平穩送入機內,將條子兩邊的定位孔對準BUS底座上的定位釘往下放,待條子放平穩後才可脫手.1.檢查所加的液晶與BUS上的液晶型號配方是否相符.2.灌晶前液晶條及玻璃開口絕不能沾液晶.3.在灌液晶前,必須確保每根海棉條液晶飽含(飽含狀呈銀白色).針對面積小或厚度薄的產品需壓壓板及壓條.以增加重量使玻璃與海棉條充分接觸.4.對玻璃高出條子的產品,裝條時要傾斜放入機內,防止玻與BUS或機臺內壁碰撞.灌液晶1. 取下安全掛鉤,右手拉下鐵門並按著,左手按下抽氣開關HOLDINGON .2. 當真空度達到此產品要求值後(參照WI/MF/036),按下下降開關↓,旁邊指示燈FILL亮或超過5分鐘後,再按下停止抽氣開關HOLDING OFF.1.取安全掛鉤時,操作人員必須站在鐵門側面.2.按下降開關時,一定要確保真空度已達到所規定值.飽含液晶狀BUS處於下降狀態3當計時指示燈閃亮後(表明真空關閉時間已過),按下放氣開關VENT ON.4.鐵門自動打開後,按下開始延時開關START,此時開始計時.5.當SOAKING TIME指示燈閃亮後(表明延時時間已到),按下停止延時開關STOP,然後按上升開關↑,並拉起鐵門,掛好安全掛鉤.6.取出灌液晶條,用盤子裝好,並填寫後制程流程卡送前光台檢查. 3.每首LOST玻璃在按上升開關↑前,應先抽出5--10粒玻璃,檢查液晶是否已灌滿.未滿再增加延時時間並重新修定參數.4.入LC換型號時首LOTS作業必須抽10EA左右,并連同流程卡交QA抽測OK後方可正式量產作業.5.對黑膜型號和內印油墨產品適當增加真空度和延時.對過壓彩虹影響透膠的型號可增加延時.6.進氣量控制依據WI/MF/036文件的規定設置.5.2.2 新式灌液機的操作細則:步驟操作過程圖示注意事項裝海棉條1.雙手戴好乾淨乳膠手套。
灌晶工序培训教材

注意事项
• 1.确认液晶型号正确。 • 2.所灌产品与相对应液晶摆放的位臵是同一个位臵方向 ;
11
康惠(惠州)半导体有限公司
4-2 上灌晶架
1.将灌晶架放入炉内,确认灌晶架必须放臵平稳,若有倾斜, 调节架子底部螺丝,直至水平 2.接通电源 3.检查灌晶架上升与下降运作处于正常状态 4.将灌晶条或海绵条放在灌晶架上(已上好液晶)
满屏显示黑白点
封口显示不均
39
封口显示重
康惠(惠州)半导体有限公司
5-2 灌晶漏墨的主要因素
1.灌晶条弯曲 2.插反插倒,灌晶口与海棉条未在同一条直线上 3.液晶量不足 4.海棉条太低,未接触到液晶;海棉条翘起,灌晶口脱泡时沾 液晶 5. 液晶起泡严重,脱泡时封口沾液晶 6.抽真空时间不足 7.静臵时间不足 8.灌晶架下架不到位 9.压板方式不正确 10.胶边断线(气泡) 11.盒厚太低/液晶粘度太大
注意事项
1.往真空炉内放玻璃时,严禁戴已沾染液晶的手套,以免污染灌晶 口。 2.海绵条不能有凹陷太严重的,以免灌不到液晶,对易气泡液晶海 绵条不能有凸起,以免粘灌晶口,抽真空异常。 3.分粒数≥70的小玻璃要尽量放上挡条压住玻璃(让整体受力在玻璃 上)。炉内同层灌晶架,只能灌注同一种液晶。
14 康惠(惠州)半导体有限公司
LCM模块生产流程
3
康惠(惠州)半导体有限公司
1-2 前工序流程
插片
PR前清洗
涂感光胶
前烘
曝光
显影
PI印刷
PI固烤 PI/TOP前清洗
脱膜
蚀刻
后烘
TOP印刷 TOP固烤
丝印胶边 摩擦 丝印银点
胶边预烘 贴合 银点预烘 喷粉 热压
4
液晶项目后加工技术培训

板还要高度平整,其平整度要求比硅晶圆还要高。
目前在商业上应用的玻璃基板,其主要厚度为 0.7mm至0.6mm,目前正向更薄( 如0.4 mm )的 趋势发展。
导电膜玻璃
扭曲向列型
液晶分子的 扭曲角度不 同
超扭曲向列型
集成电路
薄膜晶体管型
印刷电路板
现在液晶显示器最为常 用的类型
刷子清洗示意图:
• 尼龙6.6 , 6.10 , 6.12 • 盘类型, 棘轮类型, 沟槽型
刷子的材料和类型
盘刷
棘轮类型
刷子形状
滚刷
沟槽型
图30
超声波清洗示意图
右图为清洗机内超 声波清洗装置的示 意图,基板的上下 两面都有该装置。
超声波 产生器
框架 结构
基板 图31
各种清洗类型的简单说明:
清洗种类
磨边机
图11
磨边机
图12
磨边轮有单槽磨边轮和多槽磨边轮两种。金刚石砂轮经过一段时间的 使用,有可能出现金刚石表面磨平的情况,导致研磨效率下降。所以 需要用600#白刚玉砂轮进行在线修整。还有一种可能是研磨过程中粘 接剂磨损,使金刚石颗粒脱落。这就需要通过大量的实验,找到金刚 石和粘接剂的最佳配合,使金刚石和粘接剂的磨损相同。
理检验。
(二)后加工工艺流程
半成品投入
装载及取纸
磨短边 旋转90度
磨长边Βιβλιοθήκη 揭下膜 划线 掰断 缓存 磨边
揭上膜
掰短边 旋转90度
掰长边
缓存
图1 清洗
(三)、后加工平面图
图2
(四)、后加工技术指标
每边磨边量 最大加工宽度 最小加工宽度 最大加工长度 最小加工长度 最大生产量 单个产品节拍 每边裁边量 设备开机率 良品率
晶体加工操作工操作流程
晶体加工操作工操作流程1.准备加工物料,放置在工作台上。
Prepare the processing materials and place them on the workbench.2.穿戴好防护装备,包括头盔、手套和护目镜。
Put on protective gear, including helmets, gloves, and safety goggles.3.打开加工设备的电源开关,确保设备正常运转。
Turn on the power switch of the processing equipment to ensure its normal operation.4.将加工物料固定在工作台上,以确保加工过程中的稳定性。
Fix the processing materials on the workbench to ensure stability during the processing.5.选择合适的切削工具,根据加工要求进行安装。
Select the appropriate cutting tool and install it according to the processing requirements.6.调整加工设备的工作参数,如转速、进给速度等。
Adjust the working parameters of the processing equipment, such as speed and feed rate.7.启动加工设备,进行初步的粗加工。
Start the processing equipment and perform initial rough processing.8.检查加工质量,确保加工表面光洁度和尺寸精度。
Check the processing quality to ensure the smoothness and dimensional accuracy of the processed surface.9.更换切削工具,进行精细加工和修整。
晶面机使用方法和操作流程培训内容
晶面机使用方法和操作流程培训内容下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
晶面机使用方法和操作流程培训内容该文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by the editor. I hope that after you download them, they can help you solve practical problems. The document 晶面机使用方法和操作流程培训内容 can be customized and modified after downloading, please adjust and use it according to actual needs, thank you!In addition, our shop provides you with various types of practical materials, suchas educational essays, diary appreciation, sentence excerpts, ancient poems, classic articles, topic composition, work summary, word parsing, copy excerpts, other materials and so on, want to know different data formats and writing methods, please pay attention!晶面机是一种用于加工晶体材料的高精度机器,其操作涉及到许多步骤和技巧。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1-2 前工序流程
插片
PI固烤
摩擦
PR前清洗
PI印刷 TOP印刷
涂感光胶
PI/TOP前清洗
TOP固烤
前烘 脱膜
丝印胶边 丝印银点
胶边预烘 银点预烘
喷粉
曝光 蚀刻
贴合
显影 后烘
热压
1-3 后工序流程
玻璃分割
分片入条
切偏光片
贴偏光片
过压喷码
真空灌晶
LCM邦定
外表丝印 QC检查
整形 封口
COG测试
光台检查
• 注意事项:
– 脱泡起泡严重的液晶, 需不上玻璃先脱泡至无泡状态,注意不可让 液晶溢出灌晶条
– 上玻璃后再次脱泡,脱泡时注意液晶不可沾到液晶口;脱泡时间大 于2分钟,新上海绵条脱泡时间大于5分钟,直至无泡状态
– 起泡严重的液晶型号:E234,E300,E310,84D6110-000, 84D6100-000,MLC15690 …
4-2 上灌晶架
1.将灌晶架放入炉内,确认灌晶架必须放置平稳,若有倾斜, 调节架子底部螺丝,直至水平
2.接通电源 3.检查灌晶架上升与下降运作处于正常状态 4.将灌晶条或海绵条放在灌晶架上(已上好液晶)
注意事项
• 1.更换产品或液晶型号时,需用无尘布(纸)清洁灌晶炉 四壁,清洁顺序:由上至下,由内至外。
4-12 过滤操作
注意事项
• 1)操作过程中需佩带乳胶手套。 • 2)过滤不同液晶型号后,需对过滤器进行清洗,并更换过滤膜。 • 3)过滤后,液晶需使用干净液晶瓶装,标示清楚,并做好相应的过滤
记录。 • 4)过滤器为玻璃器皿,操作时应轻拿轻放。
4-12 过滤操作
• 过滤治具清洗
– 1.用Fisher2000冲洗残存的液晶 – 2.用干净Fisher2000浸泡不低于20分钟,注意溶剂液面需将过滤器
4-7 充氮气
1.待炉门自动开后,将“充气阀关”键关闭
注意事项
• 检查架子是否下降到位
4-8 静置
1.待液晶注满玻璃后抽取几粒确认是否灌满,如灌满停留5分 钟后再次抽取几粒玻璃确认,确认完后再上下架各取一条确 认
注意事项
• 1.静置过程保持炉门微开状态 • 2.确认灌满后需静置3-5分钟
4-9 下玻璃
4-5 抽真空
• 脱泡完毕后,继续抽真空,抽真空时间如下(其它自动灌晶 设备抽真空参数见灌晶工艺参数表:
4-6 下架
1. 达到规定真空度后,按“下架键”。 2. 待下架终止灯亮后,需续抽真空2分钟以上才能关闭“抽真
空阀”按“充气阀”。
注意事项
• 真空度要求:
– 小玻璃低于10*10ˉ2 mbar, – 中玻璃低于5*10ˉ2 mbar, – 大玻璃低于2*10ˉ2 mbar.
确认定位孔与液晶口在同一直线
上玻璃
小玻璃需压板
4-4 液晶脱泡
1.关闭灌晶炉门,按“抽气阀开”键。 2.待真空度抽至10mbar时,反复进行充气-抽气-充气-抽气操
作,对炉内的液晶及海绵条进行脱泡。
注意事项
1.脱泡时间不得低于1分钟 2.对于新上液晶,需在上玻璃前就需脱泡一次
4-4 液晶脱泡
4-4 液晶脱泡
1.确认玻璃灌满后按“上架”键升架。 2.取出铝条(玻璃),放置规定区域。 3.检查灌晶槽补添加液晶
注意事项
• 补添液晶不可弄错液晶型号,且需经QA确认
4-10 灌晶后检查
1.将玻璃送至光台经光台检查是否灌满,若未灌满需通知组长 或工程分析原因
注意事项
4-11 自动灌晶设备灌晶参数表
卧式灌晶机灌晶参数
皿完全淹没 – 3.清洗干净后,过滤芯需局炉:50度,40分钟(局炉开运风状态,且炉
门微开)
4-12 过滤操作
液晶车间灌晶工序操作培训教材
康惠(惠州)半导体有限公司液晶显示器厂 生产工艺部 江龙
1 LCD生产流程简介
目
2 灌晶工序设备简介
3 灌晶原理简介
录
4 灌晶操作流程及工艺参数
5 灌晶主要不良及改善
1-1 LCD生产流程
LCD前段流程 (光刻+烧结) LCD后段序流程 (液晶+测试+贴片)
LCM模块生产流程
• 2.上液晶时,需确认液晶型号是否正确。
4-2 上灌晶架
接通电源
确认液晶型号
4-3 上玻璃
1.确认灌晶架处于升起状态 2.确认海绵条的高度保持水平 3.确认灌晶条的定位孔与灌晶口是否在一条线上 4.确认灌晶品种及液晶型号无误后,将已入条的玻璃置于灌晶
架上,放好后要检查是否放平,需注意放置时手套和液晶口 不得沾上海绵条上的液晶。
液晶 清洗
功能 测试
半成品 包装
磨边
QA检查
包装出货
上PIN脚 (压斑马纸)
2-1 灌晶设备-灌晶机
卧式灌晶机
立式灌晶机(润正)
3-1 灌晶原理简介
• 先将空盒内的空气抽出,利用压力差与毛细原理,填充液 晶至空盒内。
抽真空
高真 空
抽真空﹝<10-2 mba,﹞
破真 空至 常壓
破真空 ﹝ N2 ,30L/min﹞
1.灌晶前确认设备是否正常运转,真空度是否能达工艺要求。 2.搬玻璃人员将玻璃放置待灌晶货架,并作好标识,由灌晶员
工自己再将产品端到相应炉前。 3.确认待灌液晶型号及《LC确认表》与待生产品种《生产制程
控制卡》上液晶型号一致。
注意事项
• 1.确认液晶型号正确。 • 2.所灌产品与相对应液晶摆放的位置是同一个位置方向 ;
4-1 灌晶房环境要求
• 灌晶房温湿度要求
– 湿度≤65%,温度保持22℃±2.5℃。
• 灌晶房洁净度要求
– 气压要为正压,空气洁净度要满足≤5000(0.5um) 个/立方英尺
要求: 1.头发不可外露,口罩遮住口鼻,工作过程中凡要接触液晶及其灌晶相
关治具须带净化手套(乳胶手套)。 2.净化服每周清洗一次;脏污破损的净化服须及时申请更换
4-0 灌晶房环境要求
• 灌晶房作装要求
要求: 1.头发不可外露,口罩遮住口鼻,工作过程中凡要接触液晶及其灌晶相
关治具须带净化手套(乳胶手套)。 2.净化服每周清洗一次;脏污破损的净化准备 检查出货
上灌晶架 产品下架
上玻璃 静置
脱泡 充氮气
抽真空 下架
4-1 灌晶前准备
注意事项
1.往真空炉内放玻璃时,严禁戴已沾染液晶的手套,以免污染灌晶 口。
2.海绵条不能有凹陷太严重的,以免灌不到液晶,对易气泡液晶海 绵条不能有凸起,以免粘灌晶口,抽真空异常。
3.分粒数≥70的小玻璃要尽量放上挡条压住玻璃(让整体受力在玻璃 上)。炉内同层灌晶架,只能灌注同一种液晶。
4-3 上玻璃