四点接触球轴承外圈沟径的检测
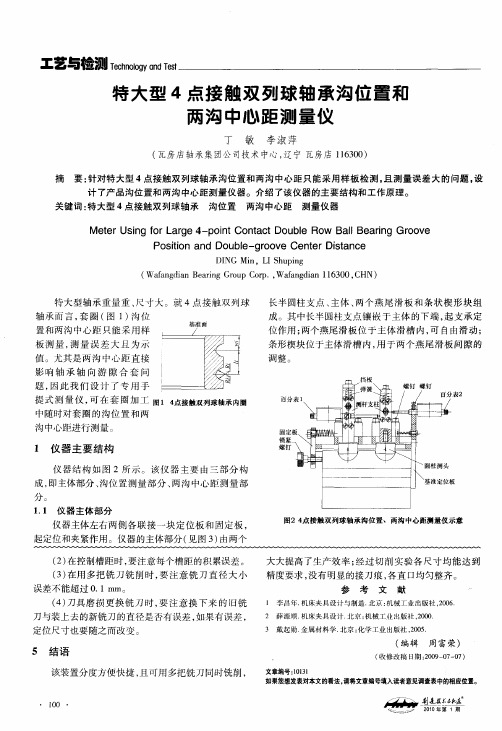
特大型4点接触双列球轴承沟位置和两沟中心距测量仪
Me e ig f rL re 4 p itCo t c o be Ro Bal e r g G ro e t rUsn o a g - on na tD u l w l B a i o v n Po io n u l- r o e Ce t rDit n e st n a d Do be g o v ne sa c i
分。 1 1 仪器 主体部 分 .
仪器 主体左 右两 侧 各联 接 一块 定 位板 和 固定板 , 起 定位 和夹紧作用 。仪器 的 主体 部分 ( 图 3 由两个 见 )
() 2 在控 制槽距 时 , 注意每个槽 距 的积累误 差 。 要
图2 4 点接触 双列球轴承沟位置 、两沟中心距测量仪示意
大 大提 高了生产 效率 ; 过切 削 实 验各 尺 寸 均能 达 到 经 精 度要求 , 没有 明显 的接 刀痕 , 各直 口均匀整 齐 。
参 考 文 献 、
1 李 昌年 . 床 夹具 设 计 与 制 造 . 京 : 械 工 业 出 版社 ,0 6 机 北 机 20. 2 薛 源 顺 . 床 夹具 设 计 . 京 : 械工 业 出版 社 ,00 机 北 机 20 . 3 戴 起 勋 金 属材 料 学 . 京 : 北 化学 工 业 出版 社 ,0 5 20 .
调整。
提 式 测 量 仪 , 在 套 圈加 工 图1 4 可 点接触双列球轴承内圈 中随 时对套 圈 的 沟位 置 和 两
沟 中心距 进行测 量 。
1 仪 器 主 要 结构
仪器 结 构 如 图 2所 示 。该 仪 器 主要 由 三部 分 构 成, 即主体部 分 、 沟位 置 测 量部 分 、 沟 中心 距 测量 部 两
轴承安装后的四点检测方法
轴承安装后的四点检测方法
1. 外观检查,安装轴承后,首先需要进行外观检查,包括检查轴承表面是否有损坏或者磨损,检查轴承外圈和内圈是否有裂纹或者变形,以及检查轴承密封件是否完好。
这可以通过肉眼观察和触摸来完成。
2. 转动检测,安装轴承后,需要进行转动检测,确保轴承能够自由旋转且没有异常声音。
可以通过手动旋转轴承或者使用工具进行旋转,观察是否有卡滞或者异常阻力。
3. 温度检测,安装轴承后,可以通过红外线测温仪或者接触式温度计来检测轴承的温度。
正常工作的轴承温度通常会有一个基准范围,超出这个范围可能意味着存在问题。
4. 振动检测,安装轴承后,可以使用振动测量仪器来检测轴承的振动情况。
异常的振动可能意味着安装不良或者轴承损坏。
总的来说,轴承安装后的四点检测方法包括外观检查、转动检测、温度检测和振动检测。
通过这些方法的综合应用,可以全面检测轴承的安装质量和工作状态,确保设备的正常运行。
双排四点接触球转盘轴承沟道感应淬火试验

4 结 束语
介绍了一种长寿命轴承用离心式微量供油器
《 轴承} 0 1N . 2 1 . o6
图 3 1段 试 样 淬 硬 层 轮 廓
图 1 样 圈 示 意 图
1 3 感 应器 的设 计 .
感应器为仿形单沟感应器 , 其示沟 道 进 行感
的筛选装置 , 此筛选装 置可 以较精确地模拟 离心
式微 量供 油 器 的实 际工 况 , 决 了理 论 计 算 与 实 解 际应 用之 间 的差 距 , 离 心 式 微 量 供 油 器 的 实 际 为 应用 和优 化设 计 提供 了试 验依 据 。通过 本 筛 选装 置 已筛选 多 种 型 号 离 心 式 微 量供 油 器 , 投 入 实 并 际使 用 , 效果 良好 。
参 考文 献 :
[ ] 汪洋 , 1 刘秋 生 , 阎嘉坪 . 间液体 润滑 多孔储 油器 特 空
图 5 离 心 式 微 量 供 油 器 供 油 速 率
性研究 [ ] 空间科学学报 , 0 ,8 6 :9 J. 2 82 ( ) 52—56 0 9.
从 图 5可 看 出 , 心 式 微 量 供 油器 平 均 供 油 离 速率 为 0 5mg天 。离 心 式 微 量 供 油 器 初 期 供 油 . /
沈伟 毅 , 明礼 , 王 杨德胜
( 洛阳 L C轴承有限公 司, Y 河南 洛 阳 4 13 ) 7 0 9 摘要 : 针对双排 四点接触球 转盘轴承 的结构特点 , 设计 了感 应器 和试验 方案 , 进行 了样 圈双排球 沟道 的感 应淬
火试验 , 由试验结果得 出符合设计要求 的工艺参数 。 并 关键词 : 转盘轴承 ; 双排 四点接触球轴 承 ; 感应淬火 ; 沟道 ;E S 艺参数
轴承外径检测作业指导书

3.3 数据处理和分析
02
第四章:质量控制和保证
03
4.1 质控标准和方法
索引
4.2 质控记录和报告 A:附录内容清单
第五章:附录和索引 B:索引
感谢您的观看
THANKS
轴承外径检测作业指导书
汇报人:XXX 20XX-XX-XX
目 录
• 引言 • 检测设备与工具 • 检测方法和程序 • 检测质量控制 • 安全与环保要求 • 相关文件和记录 • 附录和索引
01
引言
目的和背景
目的
确保轴承外径检测作业的准确性和一致性,提高产品质量和生产效率。
背景
轴承作为机械工业的重要元件,其外径尺寸的精确控制对于机械运转的稳定性和寿命具有重要影响。
检测误差分析和纠正措施
误差分析
在检测过程中,如发现检测结果存在较大 误差,需对误差产生的原因进行分析,一 般包括仪器精度误差、操作误差、环境误 差等。
VS
纠正措施
根据误差分析结果,采取相应的纠正措施 ,如调整仪器精度、规范操作流程、改善 检测环境等。
质量保证和持续改进措施
质量保证措施
建立完善的检测质量控制体系,包括制定 操作规程、定期进行仪器校准和维护、对 检测人员进行培训和考核等。
检查检测设备是否完好,准备所需工具和 量具,确认被检测的轴承型号和规格。
测量前校准
使用标准件对检测设备进行校准,确保测 量精度。
测量操作
按照规定的操作步骤进行测量,记录测量 数据。
结果分析
对测量数据进行整理和分析,判断轴承外 径是否符合标准要求。
操作步骤
选择合适的量具
根据轴承型号和规格,选择合适的量具进行测量。
质量分析表
四点接触球轴承沟道尺寸作业方法

(20±1)℃,相对湿度(45%-65%)RH。
四点接触球轴承沟径标准件的作业方法
• 4.2测量原理 • 4.2.1 测量需要与钢球配合测量,钢球应按
照图纸要求选定与被测套圈相配合的钢球。 • 4.2.2以内圈为例,按照图1在套圈沟道的两
四点接触球轴承沟径标准件的作业方法
• 4.3.4 在套圈沟道两侧直径方向处放置已选 择好的钢球,使钢球与沟道可靠接触,测 长仪两侧头接触到钢球表面,上下移动工 作台找到上下位置的最大值,再旋转工作 台改变工作台的水平角度找到最大值位置 (使沟道直径方向平面与测长仪轴线平 行),最后分别前后移动两侧钢球找到测 量值最大的位置,并记录实际测量值,这 就是我们上图所标示的直径K。
极放上钢球进行测量。 • 则沟道直径:
四点接触球轴承沟径标准件的作业方法
Ri
(4-1)
四点接触球轴承沟径标准件的作业方法
• b d cos (4-2)
2
• 式中: d——为钢球直径,经过测量可得; • b——为钢球球心与接触角的径向距离; • α——为接触角。 • 将式(4-2)代入(4-1)得
Ri K d(1 cos )
• 同理:外圈沟径的计算公式为:
Re K d (1 cos )
四点接触球轴承沟径标准件的作业方法
• 4.2.3当钢球直径偏大时,必须在钢球下方 垫上高度为 h 的量块进行测量,如图2所示。
• 量块尺寸为: h H d 2
• 式中:h——为量块高度; • H——沟位置名义尺寸。
四点接触球轴承沟径标准件的 作业方法
2016 05
四点接触球轴承沟径标准件的作业方法
轴承检测技术

二、角接触球轴承磨削加工的一般过程 以70系列角接触球轴承举例: • 外圈磨加工一般过程: • 磨两端面——磨外径——磨外内径—— 磨外沟——磨斜坡——超精外沟 • 内圈磨加工一般过程 • 磨两端面——磨内外径——磨内径—— 磨内沟——超精内沟
三、套圈磨削加工的检验项目、检验方法
1、磨平面
a) 套圈单一宽度误差△Bs(△Cs)和宽度变动量VBs(VCs), 一般在G904、G905仪器上用标准件比较测量。测量时,测 点应离开倒角和打字处,并应接触基准端面。 b) 端面直线度:目前技术条件中只规定了检查项目和检查方 法,没有规定具体数值。在通常情况下,端面直线度误差 不应超过VBs(VCs)的允许值,对基准端面的要求更应从严。 c) 弯曲度:用G803仪器测量,其支点相隔120度三点定位。要 测量套圈的基准端面,且测点要调整在两个支点的中间。 d) 表面粗糙度 e) 外观质量(包括烧伤) f) 残磁等。
目录
• • • • • • 第一章 第二章 第三章 第四章 第五章 第六章 轴承检测常用术语 量具与计量仪器 轴承专用检测仪器的结构 轴承套圈车加工的检验 轴承套圈的磨削加工检验 轴承成品的检验
第一章
轴承检测常用术语
• 名义尺寸(或公称尺寸):设计图样所规定的基本计算尺 寸。如:7005轴承内径为25mm,则此25mm为内径名义尺寸; 外径为62mm,则此62mm为外径名义尺寸。 • 实际尺寸:工件加工后通过测量所得的尺寸。如7005轴承 内径若实际测得的尺寸为24.995mm,这就是它的实际尺寸。 • 最大极限尺寸:在公差范围内工件尺寸的最大值。 • 最小极限尺寸:在公差范围内工件尺寸的最小值。 • 公差:即允许的偏差范围。也就是最大极限尺寸与最小极 限尺寸的差值。 • 实际偏差:实际尺寸与名义尺寸之差。 • 刻度值(分度值):标尺上每一小格所代表的被测量数值。 一般采用均匀的刻度。考虑到习惯上读数方便,仪表中的 刻度值常取1、2或5的倍数。 • 示值范围:指标尺刻度范围内所能量出的最大与最小的差 值。
四点接触球轴承的设计
四点接触球轴承的设计、主要加工工艺分析及其对装配误差的影响摘要四点接触球轴承为分离型轴承,是一套可以承受双向轴向字和的角接触球轴承。
其内圈和外圈呈桃型截面,在无载荷和纯径向载荷作用时,钢球与套圈呈四点接触,在纯轴向载荷作用下,钢球与套圈为两点接触,可承受双向轴向载荷。
该种轴承还可以承受力矩载荷,兼有单列和双列交界处球轴承的功能。
此种轴承只有形成两点接触时才能保证正常工作。
但一般适用于纯轴向载荷或轴向载荷大的合成载荷下呈两点接触的场合,这种轴承极限转速高,适合高速运转场合。
四点接触球轴承的内圈(或外圈)由两个半圈精确拼配而成,而其整体外围(或内圈)的沟曲率半径较小,使钢球与内、外圈在四个“点”上接触,既加大了径向负荷能力,又能以紧凑的尺寸承受很大的两个方向的轴向负荷,并且有很好的两个方向的轴向限位能力,因为它的轴向游隙相对较小,而其接触角(一般取为35°)又较大.这种轴承的允许转速也很高,并且运转平稳,其双半圈又可从整套轴承中取下分别进行安装,这种轴承多用在发动机中,在较高的转速下承受很大的径向负荷和轴向负荷。
轴承的装配与检验对轴承的性能影响很大,所以,本文对轴承装配的一般工艺过程、轴承零件的检验方法和接触角的测量设备做了分析,并重点分析了接触角的变化对轴承性能的影响。
关键词:设计,加工, 工艺,装配, 检验Four contacts the ball bearing the design、the main processing craft analysis and to the installation error influenceABSTRACTFour contact ball bearings for the separation-bearing, is a two-way can withstand axial words and the angular contact ball bearings. Its much, this the axle bearing permission rotation rate high, and works it's n.Keywords Design , treating , handicraft , assembling , checkout目录前言 (4)第1章四点接触球轴承的设计 ...................... 错误!未定义书签。
SKF四点接触球轴承
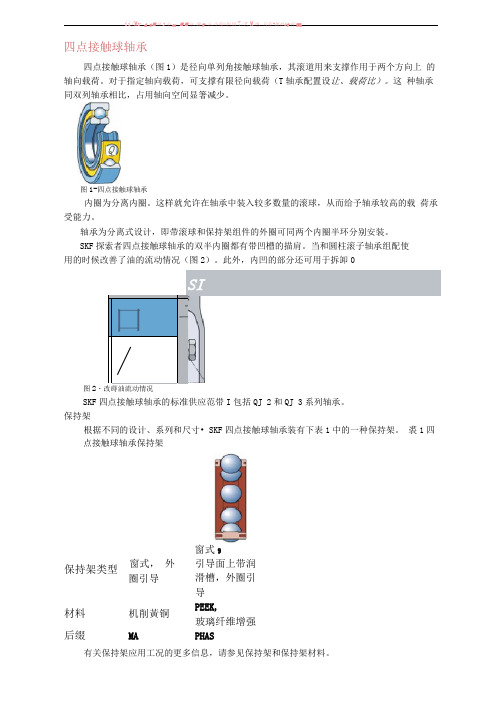
ii/Mr A t ■共2小a ;■■分.冀9•分.小宿©也切7/艺M 也 只有-禺於&9柱WR.四点接触球轴承四点接触球轴承(图1)是径向单列角接触球轴承,其滚道用来支撑作用于两个方向上 的轴向载荷。
对于指定轴向载荷,可支撑有限径向载荷(T 轴承配置设让、载荷比)。
这 种轴承同双列轴承相比,占用轴向空间显箸减少。
图1-四点接触球轴承内圈为分离内圈。
这样就允许在轴承中装入较多数量的滚球,从而给予轴承较高的载 荷承受能力。
轴承为分离式设计,即带滚球和保持架组件的外圈可同两个内圈半环分别安装。
SKF 探索者四点接触球轴承的双半内圈都有带凹槽的描肩。
当和圆柱滚子轴承组配使用的时候改善了油的流动情况(图2)。
此外,内凹的部分还可用于拆卸0SI图2・改蒔油流动情况 SKF 四点接触球轴承的标准供应范带I 包括QJ 2和QJ 3系列轴承。
保持架根据不同的设计、系列和尺寸• SKF 四点接触球轴承装有下表1中的一种保持架。
裘1四点接触球轴承保持架窗式9 保持架类型 窗式, 外圈引导 引导面上带润 滑槽,外圈引导材料机削黃铜 PEEK, 玻璃纤维增强 后缀 MA PHAS有关保持架应用工况的更多信息,请参见保持架和保持架材料。
\Qi口二/4、'、見共2小a ; ■杓■■分.•分.花何小出的齐〈、£法中.只倉■:定位槽 SKF 四点接触球轴承可在外圈配置宦位槽(图3),以防转动(型号后缀N2〉。
是位 槽位置互成180。
0泄位槽的尺寸和公差符合150 20515:2012标准,如表2中所列。
为应对现代机械设备越来越高的性能要求,SKF 开发了 SKF 探索者性能等级的滚动 轴承。
通过优化内部几何结构和所有接触面的表而光洁度、重新设汁保持架,结合极纯净和均 质的钢材与独特的热处理技术,并提高钢球的质量和一致性,使SKF 探索者角接触球轴承 在性能方而实现了显著改进。
这些性能提高具有如下益处: •更高的动载荷承载能力•降低对重轴向载荷的敏感度 •提高耐脑性 • 降低噪音和振动水平•减少摩擦热量 •显著延长轴承的使用寿命 这种轴承通过缩小尺寸和减少润滑及能耗,降低对环境的影响。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
四点接触球轴承外圈沟径的检测
杨 新
(重庆长江轴承工业有限公司,重庆 400039)
摘要:通过对四点接触球轴承外圈加工工艺及设计尺寸的分析,介绍了一种快速、准确检验该类轴承外圈沟径及沟位置的较为理想的方法。
关键词:四点接触球轴承;外圈;沟径;检测
中图分类号:TH133.331;TG806 文献标识码:B 文章编号:1000-3762(2004)07-0038-
02
图1 外圈沟道结构示意图
四点接触球轴承与外形尺寸相同的深沟球轴承相比,不仅能承受较大的径向载荷,而且还能承受较大的轴向载荷。
然而四点接触球轴承的设计、制造、检验比深沟球轴承要复杂得多,尤其是外圈沟径尺寸的检验。
本文结合外圈的加工阐述外圈沟径的检验方法。
1 四点接触球轴承外圈的加工 过程
四点接触球轴承外圈沟道具有双圆弧结构,如图1所示。
外圈的加工过程为:锻造毛坯 粗车 热处理 磨加工 超精。
由于四点接触球轴承外圈需要加工出双圆弧的沟道,故采用普通的砂轮修整方法无法修整到所需的形状。
为了修整出双圆弧形状,须采用二次修整法,即:用金刚笔将砂轮修整成单圆弧R e 形状后,将砂轮沿轴向移动一定的位移 后进行第二次修整,即可获得所需的形状。
本法适于小批量生产,当大批量生产时,可采用金刚石滚轮修整以获得所需的形状。
2 外圈磨加工后的沟径检验
外圈的沟道形状很容易靠砂轮修整或金刚石滚轮来保证,但如何保证沟道直径成为加工的重点,因为沟道直径的大小直接影响产品装配的合套率。
通常该工序的控制方法是:根据设计尺寸D 1换算出沟底尺寸D e ,以D e 作为加工、检验尺寸,间接控制设计尺寸D 1。
该方法从理论上讲是
收稿日期:2003-09-17
作者简介:杨 新(1970-),男,轴承研究开发中心工程
师。
成立的,但实际应用中还存在缺陷,即当用不同的金刚石滚轮修整砂轮时,所修出的砂轮形状不可能完全相同,因为滚轮制作时,轮廓上的两段圆弧的中心距离 存在误差,此时实际测量尺寸D e 相同,但无法保证设计尺寸D 1相同。
下面介绍图2
一种较为理想的检测外圈沟径的方法。
2 1 标准件的设计制造 根据产品设计尺寸D 1计算出产品工艺尺寸d 1,设计出沟径尺寸为d 1,沟位置尺寸为a e ,沟曲率半径为R e (R e =0.515D w )如图2所示的标准件。
2 2 检验仪器的选用及调整
根据产品尺寸D 1的大小,选用相应的D012型检测仪器,并将其3个测头更换成钢球直径为D w 的球形测头,按普通深沟球轴承的外圈检测方法调整好仪器,并用上述的标准件对表。
为避免
特大型四点接触球轴承桃形沟道的综合测量
滕 辉,李宏滨
(西北轴承股份有限公司,宁夏 银川 750021)
摘要:介绍特大型四点接触球轴承桃形沟道的检测方法,通过设计制作沟道曲率极限样板和沟道宽度极限样板,较好地解决了此类轴承桃形沟道的检测问题。
关键词:回转支承;特大型轴承;四点接触球轴承;沟道;检测;极限样板
中图分类号:TH133.33;TG806 文献标识码:B 文章编号:1000-3762(2004)07-0039-02
特大型回转支承四点接触球轴承桃形沟道的测量与其他球轴承套圈相比,因其沟道由两部分组成,具有形状复杂、几何要素多等特点(图1),
所以给检测带来了一定的难度。
图1 四点接触球轴承桃形沟道
在生产中,必须对沟道直径D e (d i )、沟道位置H 、沟道曲率R 及两接触点距离B 等几何要素逐一检测[1]
,才能全面控制沟道的加工质量,制造出合格的产品。
1 沟道形状的测量
用切入法加工特大型四点接触球轴承桃形沟
收稿日期:2003-08-13
道时,必须检定沟道形状,即沟道曲率半径和两接触点位置是否符合工艺图纸的要求。
1 1 沟道曲率半径极限样板的设计
球轴承套圈沟道的圆弧半径一般用球形涂色量规进行检查,但它不适合用于四点接触桃形沟道圆弧半径的测量。
从图1可以看出,沟道的几何图形是由两个半径相等、但圆心相对偏离中心平面e 的两个半沟道组成。
此时,以2R e 为直径的涂色球显然不可能与沟道圆弧面接触。
采用极限样板则可以解决以上问题(图2)。
虽然极限样板也是直径为2R e 的圆盘形,不可能与桃形沟道吻合,但可以将样板加工成图示的缺圆形。
用缺圆形样板分别对两半沟道进行检查,就不会出现
干涉。
极限样板采用的是光隙法。
图2 极限样板示意图
d 1=2(R
e + R s ) d 2=2(R e - R s )
尺寸换算误差,消除沟形误差的影响,测头的直径应选用与所装配钢球相同的直径。
2 3 工件的检测
将加工的工件用上述的仪器进行测量即可直接检测所需的设计尺寸D 1及其偏差。
3 检验方法的优点
(1)标准件的设计、制造简单,计量方便、准
确。
(2)检验仪器通用性好,不需增加其他的检验器具。
(3)本方法能快速、准确地检验出设计尺寸D 1,并能消除由于砂轮修整误差或金刚石滚轮制造所引起的加工误差对设计尺寸的影响。
(编辑:赵金库)。