基于MACRO的非圆二次旋转曲线轮廓的数控加工研究
基于MACRO的非圆二次旋转曲线轮廓的数控加工研究
基于MACRO的非圆二次旋转曲线轮廓的数控加工研究李润;陈兆兴【摘要】针对常规手工编程中难以加工非圆二次旋转曲线的问题,对华中数控系统中典型的非圆二次函数公式曲线轮廓的车削加工进行研究。
首先根据加工轮廓确定中心在坐标原点,且不倾斜的曲线方程,在solidworks软件中创建表达式,应用规律曲线参数模块绘制出曲线图形;然后将表达式中的方程进行坐标旋转及平移转换,绘制出与加工图纸一致的曲线轮廓;最后采用分析归纳法得出二次旋转曲线的宏程序模块,并给出该宏程序在旋转双曲线和椭圆曲面零件加工中的编程应用。
实践表明,该宏程序对数控编程基础人员灵活应用非圆二次旋转曲线轮廓的编程方法与技巧有实际的指导意义。
%It is difficult to process Non-round conic hyperbola curve in conventional manual programming,now,studying turning of Non-round conic hyperbola outliner on HNC-21T numerical control system.First,acts according to the processing outline determination center in the origin of coordinates,founds the expression of non-incline equation of a cure by the solidworks software,and draws up the curvilinear figure based on the application rule curve parameter module,then carries on the expression in equation coordinates revolving and the translation transforms,draws up with the processing blueprint consistent curve outline,the general macro of Non-round conic hyperbolic is obtained in analysis and induction,and is applicated in Revolving hyperbolic curve processing parts.Processing practices prove: it is significant to improve programming methods and techniques for the certain person who has the basis of NC programming.【期刊名称】《兰州石化职业技术学院学报》【年(卷),期】2011(011)003【总页数】4页(P16-19)【关键词】宏程序;非圆二次曲线;数控程序;旋转椭圆;旋转双曲线【作者】李润;陈兆兴【作者单位】兰州石化职业技术学院机械工程系,甘肃兰州730060;山东特种设备检验研究院,山东济南250101【正文语种】中文【中图分类】TG659随着数控技术的不断进步,数控车床加工各类复杂形面也日渐增多。
基于宏程序的非圆弧曲线数控程序的编制
( eat n n fc r g nier g Luh uWuig uo bl d syC . t. D pr tf me o Ma uat i g e n , izo l t unE n i n A mo i I ut o Ld, en r ,
Luh u u nx 5 5 0 , hn ) izo a gi 4 0 7 C ia G
Ab t c :De c i e h co p o r m fi sr c in i NC mi i g x lr h e l a in o o - i u a u v sr t a s r s t e ma r - r g a o n t t n C l n ,e p o e t e r ai t f n n cr lr c r e b u o l z o c n me ia o to l n c i ep o e s g meh d a d p o a a d oh ris e . p iai n h sb e i ey u e u rc c n r l l g ma h n r c si t o n r g m n t e u s Ap l t a e n w d l s d l mi i n r s c o i r d cin n po u t . o Ke r s ma r ; o - r u v ; r g a c mp st n y wo d : c o n n a cc r e p o r m o o i o i
2 利用宏程序编 制加 工非圆弧 曲线
在普通数控程序编制 中, 只能使用常量 , 一个程 序通常只能描述一个几何形状 ,缺乏灵 活性和适应 性 。宏程序的主体 , 由变量的定义 、 是 赋值、 运算 、 转 移、 循环 、 断能及报警 、 时、 判 计 运动指令等组成 , 并 以一定 的格 式 写成 的程序 。用 户宏 程 序指 令功 能 , 是 由用 户 根据 各 自的需要 编 制 出宏 指 令 ,并 以子 程 序
基于宏程序的非圆曲线轮廓数控车床加工
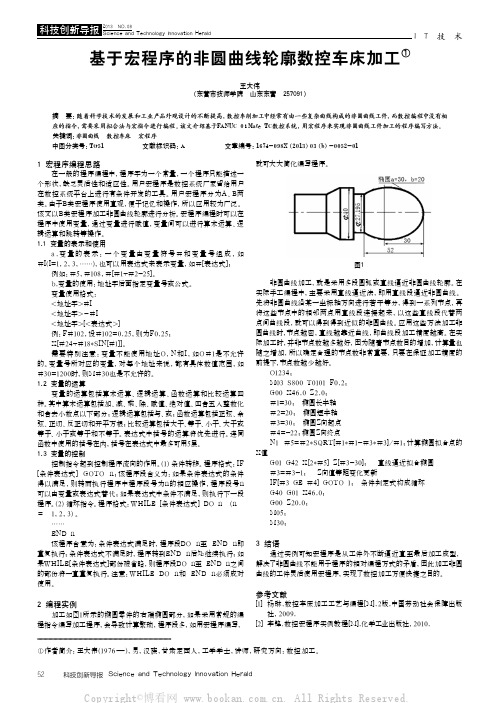
图1
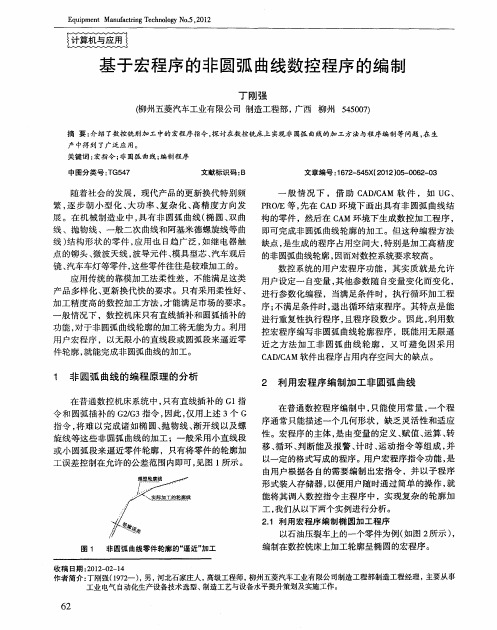
非圆曲线加工,就是采用多段圆弧或直线逼近非圆曲线轮廓。
实际手工编程中,主要采用直线逼近法,即用直线段逼近非圆曲线。
先将非圆曲线沿某一坐标轴方向进行若干等分,得到一系列节点,将这些节点中的相邻两点用直线段连接起来,以这些直线段代替两点间曲线段,就可以得到得到近似的非圆曲线。
应用这些方法加工非圆曲线时,节点越密,直线越靠近曲线,即曲线段加工精度越高。
际加工时,并非节点数越多越好,因为随着节点数目的增加,
随之增加,所以确定合理的节点数非常重要,只要在保证加工精度的节点数越少越好。
O1234;
M03 S800 T0101 F0.2;
G00 X46.0 Z2.0;
#1=30; 椭圆长半轴
#2=20; 椭圆短半轴
#3=30; 椭圆Z向起点
#4=-22;椭圆Z向终点
#5=#2*SQRT[#1*#1-#3*#3]/#1;计算椭圆拟合点的
G01 G42 X[2*#5] Z[#3-30]; 直线逼近拟合椭圆
#3=#3-1; Z向值等距变化更新
IF[#3 GE #4] GOTO 1; 条件判定式构成循环。
数控车床宏程序编程加工非圆曲线(椭圆)案例分析

数控车床宏程序编程加工非圆曲线(椭圆)案例分析作者:潘熠如来源:《科学与财富》2020年第17期摘要:本文以法那科(FANUC)系统数控车床宏程序加工非圆曲线(椭圆)研究导向,通过案例分析,解决非圆曲线(椭圆)在实际教学中编程加工的难题及宏程序应用难点,有效将案例的技能点和知识点转化为课程教学资源,用于数控车工(高级工、技师、高级技师)的实习教学中,同时也可为社会化数控车工(高级工、技师)技能鉴定考核提供技术借鉴。
关键词:非圆曲线;椭圆;宏程序一、数控车床宏程序加工非圆曲线(椭圆)概述在数控加工专业实训教学和数控车工(高级工、技师、高级技师)技能鉴定考核中,非圆曲线的编程加工常被作为一个重点的考核内容,对操作者的理论知识,和操作技能有比较高的要求。
非圆曲线加工的难点是程序编写及计算,重点是如何理解非圆曲线(椭圆)标准方程及参数方程的转换。
非圆曲线(椭圆)程序编写有两种形式,其一是以标准方程公式(几何尺寸)式编程,其二是以参数(几何角度)形式编程,前者编程应用比较广泛容易理解,后面是在特定的場合应用,不容易理解其原理。
二、数控车床宏程序加工非圆曲线(椭圆)编程加工案例本文案例,主要针对工非圆曲线(椭圆)宏程序编写,工艺步骤,非圆曲线(椭圆)标准方程及参数方程的转换等方面进行分析。
(一)分析零件图本案例零件图中有两处是非圆曲线,为便于程序写,设有三个工件坐标原点,两个非圆曲线坐标原点。
工件全部表面粗糙度值要求Ra3.2μm,φ30mm、φ40mm、φ58mm外圆公差等级为h8,长度L00±0.1mm,未注明倒角按C1。
非圆曲线(椭圆2)原点与工件回转中心轴线距离(X方向)为21mm,与工件坐标原点2的距离(Z方向)为45 mm,非圆曲线(椭圆1)为(1/2)椭圆。
(二)加工工艺路线为保证加工精度及工件尺寸的稳定性,在工件加工时,分粗加工和精加工步骤。
根据工件形状,先加工右端φ30mm、φ40mm、φ58mm、非圆曲线(椭圆2)外圆及长度,并且选工件右端面做为测量基准和装夹基准。
基于宏程序的非圆二次曲线轮廓的数控车加工
只 能 使 用 常 量 常 量 之 间不 可 以运 算
为椭 圆的离 心 角 , 此 为 自变 量 ,范 围为 0 ≤ 。 西≤9 。 、 0 , Z为 因 变 量 ,
加 工 程序 如 下 :
01 0 2
宏程序
可以使用变量 , 并可给变量赋值
变 量 之 间 可 以 运 算
如 图 2所 示 工 件 ,
( ) 标准 方 程 ( 数 方 程 ) 行 转 化 , 数 学 坐标 转 1对 参 进 将 化 为 工件 坐 标 , 准 方 程 中 的坐 标 是数 学 坐标 , 应 用 到 标 要 数 控 车床 上 , 须要 转 化 到工 件坐 标 系 中 。 必
() 2 求值 公 式 推导 , 用转 化 后 的公 式 推 导 出坐标 计 利
3 非 圆 曲线宏 程 序编 制 的基 本 步骤
N1 0 0 80W一 . 30 加 工 R 6 G 2X3 . 30R .; 3圆弧
N1 0 0 1 .; 7 G 1W一 00
N1 0 0 0 . 0 . 8 G 0X10OZ1 0 0;
力 工 q3 Ⅱ 58夕 圆
退 刀
N10 9 M3 0;
程 序 结 束
此例 中若 要 加工 不 同尺 寸 的椭 圆零 件 ,只要 将 程 序 中 # 、2的 自变 量重 新 赋 值 即可 , 它变 量 不 用改 动 , 1# 其 对 于此 类零 件 的加 工 方便 快 捷 。
42 抛 物 线 工 件 的 宏 程 序 编 程 .
制造 业 信 总化
仿奠 , 建壤 I AD C C I AMI AE C P C IA P
பைடு நூலகம்
2 宏 程序 与 普通 程 序 的 区别 . 用 户宏 程 序 和普 通 程序 存 在 一定 的 区别 ,两 者 的 不
二次曲线类零件在数控铣削加工编程中的研究
Internal Combustion Engine &Parts表2二次曲线宏程序编程模板步骤程序说明…第1步N10#i=a(给自变量#i 赋值,初始值为a ,a 为自变量#i 的起点坐标值)第2步N20WHILE #i ?b DO (条件判断,如果满足条件执行N30程序段,b 是自变量#i 的终点坐标值,?为条件运算符)第3步N30#j=f (#i )(用自变量表示因变量的表达式,确定因变量#j 相对于自变量#i 的宏表达式)第4步N40G01X[2*#X+g]Y [#Y+i](直线段拟合曲线,在此要注意坐标的变换,#X ,#Y 分别是在X 、Y 轴上的宏变量,g 为曲线本身坐标原点在工件坐标系下的X 坐标值,i 为曲线本身坐标原点在工件坐标系下的Y 坐标值[3])第5步第6步N50#i=#i±ΔN60END …(自变量递变一个步长Δ,递增a>b 取+,递减a<b 取-)条件不满足时结束循环0引言数控铣削加工与车削加工不同,车削加工是工件旋转,刀具移动;铣削加工是刀具旋转而工件移动即将毛坯固定在工作台上,把刀具装夹到高速旋转的主轴上,通过工作台的前后、左右的移动,高速旋转的铣刀在工件上走刀,切出需要的形状和特征[1]。
在机械加工中,除了常规的圆弧和直线所构成的轮廓面以外,我们还会遇到由二次非圆曲线所构成的复杂曲线类零件。
因此,针对二次非圆曲线类零件的数控铣削编程也是手工编程中的难点。
以FANUC 系统所对应的数控铣削加工为例,分析如何使宏程序变量编程来编写二次非圆曲线类零件的加工程序,以此探讨如何编写数控铣削加工二次非圆曲线类轮廓程序的方法和技巧。
1二次曲线类零件在数控铣削加工中的编程过程研究应用宏程序对带有二次曲线轮廓的零件进行数控编程,是现代数控系统功能的一个重要拓展,要快速熟练准确地掌握宏程序变量编程再数控铣削加工中的应用还是较为困难。
事实上,数控加工二次曲线的宏程序编制具有一定的规律性。
数控车加工非圆曲线编程探讨

数控车加工非圆曲线编程探讨摘要:随着科学技术的进步,现代化制造业较之传统制造业取得了相当大的进步,数控技术和数控设备是现代化制造业的基础,它们的发展水平关系到国家的经济发展、综合国力和战略地位,因此,我国在数控技术及产业发展方面采取了重大措施,使我国数控领域得到可持续发展。
本文简要介绍了数控机床的概念,详细论述了数控加工和数控加工的编程方法,并且重点研究了非圆曲线的编程方法。
关键词:数控机床;数控加工;非圆曲线加工;编程方法前言:数控技术也叫做数字化控制技术,是一种按照控制程序,控制程序是工作人员用计算机事先编好的,来执行对机械设备的运动轨迹和外设的操作时序逻辑控制功能,进行机械零件加工的技术,计算机软件的应用代替了原先用硬件逻辑电路组成的数控装置,实现了存储数据、处理数据、运算数据、逻辑判断等各种控制机能,是制造业信息化的重要组成部分。
随着智能化、网络化技术的发展,数控技术向着高效率、高质量、高精度的方向发展。
数控技术在信息产业、生物产业、航空航天国防工业等各领域得到广泛应用,以提高制造能力和水平,提高对市场的适应力和竞争力,数控技术的应用是制造业成为信息化的象征,对我国社会经济的发展起着越来越重要的作用,因此,为实现经济迅速发展、提高综合国力和国家地位,必须大力发展以数控技术为核心的现代化制造技术及其产业。
1.数控机床数控机床也叫做数字控制机床,是一种装有能够逻辑地处理具有控制编码或其他符号指令规定的程序控制系统,并通过译码,用代码化的数字表示出来,通过信息载体输入数控装置,经运算处理由数控装置发出的各种控制指令,来控制机床的动作,按照图纸要求的尺寸和形状,自动的将零件加工出来的自动化机床,具有高度柔性、高精度、加工质量稳定可靠、加工效率高、自动化程度高等优点,数控机床能够很好地解决复杂、精密、小批量、多品种零件的加工。
数控机床的基本组成包括加工程序载体(主机)、伺服与测量反馈系统、数控装置、数控机床辅助装置、机床主体。
浅析应用宏程序车削非圆二次曲线轮廓
浅析应用宏程序车削非圆二次曲线轮廓苏清玲【摘要】Macro program is a special programming method of the numerical controlled (NC) system and similar product The product with its outline varies regularly (such as elliptic, parabola, hyperbola, sinusoidal curve etc) can be processed by the macro program. The product can be processed eventually by the application of the macro program on the NC lathe through the method of the straight line fitting in the direction of X and Z axis.%用户宏程序是数控系统及类似产品中的特殊编程功能.依托宏程序编程加工一些有规律变化的非圆曲线轮廓的产品,可以提高产品的加工效率和加工精度,满足现代工业产品的加工要求.所谓非圆二次曲线指椭圆、抛物线、双曲线、正弦曲线等的二次函数轮廓线,应用宏程序通过曲线轮廓的函数方程、宏变量编程、点坐标的计算而最终方便快捷地完成产品的加工.【期刊名称】《价值工程》【年(卷),期】2012(031)022【总页数】2页(P35-36)【关键词】宏程序;非圆二次曲线;椭圆曲线;正弦曲线;直线拟合【作者】苏清玲【作者单位】青海省重工业职业技术学校,西宁810026【正文语种】中文【中图分类】TH110 引言随着数控加工技术的广泛应用,机械加工中经常出现由复杂曲线所构成的非圆曲线零件,如柱塞泵、灯罩、模具等。
由于产品性能要求的不断提高,对非圆曲线零件的精度要求越来越高。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
轮廓; 最后采用分析归纳法得出二 次旋转曲线的宏程序模块, 并给出该宏程序在旋转双曲线
和椭 圆曲 面零件加 工 中的编程应 用。 实践表 明 , 宏程序 对 数控 编程 基础 人 员灵 活应 用非 该 圆二 次旋转 曲线轮 廓的编 程方 法与技 巧有 实际的指 导意义 。
关键 词 :宏程序 ; 圆二 次 曲线 ; 非 数控 程序 ; 转椭 圆 ; 旋 旋转 双 曲线
中图分类 号 : G 5 T 69
文 献标识 码 : A
随着 数 控技 术 的 不 断进 步 , 数控 车 床 加工 各类 复杂 形 面也 日渐 增 多 。在 数 控 加 工 过 程 中 , 我们 比
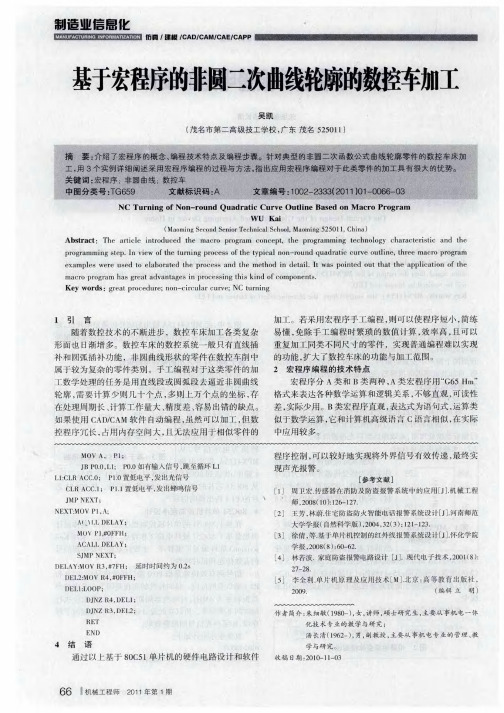
线轮廓类零件 ( 如图 l ) b 所示 ) a、) 的宏程序 , 中 其 实半轴为 A 虚半轴为 B , 。
的功能 与 加工 范 围¨ 。
3. 2 7
/ 、 c .
~
一
、
’
.
z .
1
,
—— ■-L £一 口.,1- I - - t ' I
中
l 吾一
Z
_
0・
×
O
1 非 圆旋 转 曲线 宏 程 序 编 程
编 制华 中世 纪星 数控 车 床加 工带 有 非 圆旋 转 曲
下 面 以图 l a 的加工 曲线 为例 , 推导 通 用 非 () 来 圆二次旋转 曲线的宏程序模块。分析 比较图 I a ()
和图 3 不难发现 , 3 图 所示的轮廓 3 就是 图 l a 所 () 示的加工轮廓 曲线 。轮廓 l 根据标准双曲线图 4可 知 , 曲线方 程为 / 一 2b 其 a z :1将 其转 换在 直角 / , 坐标下的参数方程式为 : 】
摘
要 :针对常规 手工编程 中难 以加工非 圆二 次旋 转 曲线的 问题 , 华 中数控 系统 中典 型 对
的非 圆二 次函数公 式 曲线轮 廓 的车 削加 工进 行研 究。首先根 据加 工轮 廓确 定 中心在 坐标原 点 , 不倾斜 的曲线方程 , sl w rs软件 中创 建 表 达式 , 用规 律 曲线 参数模 块 绘制 出 且 在 oi ok d 应 曲线 图形 ; 然后将 表达 式 中的 方程 进行 坐标旋转及 平移转换 , 制 出与加工 图纸一 致的 曲线 绘
过平 移或 旋 转或 二 者组 合 的结 果 , 以要 加 工 一 般 所
作为 自变量 , ( z 作为 z 或 x 的函数 x或 ) ( )
12 流 程分 析 .
。
曲线 , 可以从 标准 曲线人手 , 经过上述 变换最后 得
到。
1 对 曲线方 程 ( ) 参数 方 程 ) 进行 转 化 : 据 轮廓 根 曲线 的解 析几 何 方 程 式 Y= ) 将 数 学 坐 标 转 化 , 为工件 坐标 , 方 程 中 的坐标 是数 学坐标 , 应用 曲线 要 到数控 车 床上 , 必须 要转 化 到工 件坐 标 系 中。 2 求值 公式 推 导 : ) 利用 转 化 后 的公 式 推 导 出坐 标计算 公 式 , 立数 学模 型 。 建
[0827号 一 , 建[ o ] 1 号 一 ) 20 ]6 8 甘财 0 2 s l3 8
作者简介 : 李 澜 ( 92一 , , 17 ) 女 甘肃静宁人 , 讲师 , 硕士 .
李
润, 陈兆兴. 基于 MA R C O的非 圆二次旋转 曲线轮廓的数控加工研 究
・1 7・
分段 , 0 1— . m 为 一 个 步距 , 把 z 或 x) 以 . 0 5m 并 (
收 稿 日期 :O 1—0 2l 7—1 8
_
一×
b )
图 1 非圆 曲线零件J - j r图( 圆 : =1 、  ̄ 椭 a 5 b=1 ) 0
1 1 工艺 分析 .
基金项 目: 甘肃省经济委员会、 甘肃省 财政厅资 助项 目( 经技 甘
车 削非 圆旋 转 曲线 轮廓 的 回转 零 件 时 , 常先 通 把工 件 坐标 系原 点偏 置 到该 曲线 对 称 中心 上 , 后 然 采 用直 线 逼近 ( 叫拟 合 ) , 在 z 向 ( x 向 ) 也 法 即 或
较习惯使用 IO代码指令编程 , S 这些代码 的功 能是 固定 的 , 由数 控系 统厂 家开 发 , 使用 者 只需 要按 规定 编程即可解决加工问题 。但是很多零件 的轮廓上含 有椭圆 、 双曲线、 物线线等 的二次非 圆曲线 , 抛 采用 IO代 码编 程就 有一定 的难 度 。手 工 编 程 对 于这 类 S 零件 的加 工数 学处 理 的任务 是 用直 线 段或 圆弧 段 去 逼近非圆曲线轮廓 , 需要计算少则几十个点 , 多则上 万个 点 的坐标 , 在 处 理 周期 长 、 算 工 作 量 大 、 存 计 精 度差 、 易 出错 的缺 点 。 如果 使 用 C D C M 软 件 容 A/A 自动 编程 , 虽然 可 以加 工 , 数 控 程 序 冗 长 , 但 占用 内 存 空 间大 , 且无 法 应 用 于 相 似零 件 的 加 工 。本 文 针 对典型的非圆二次函数公式 曲线轮廓零件的数控车 床 加工 , 阐述采 用 宏程 序 编 程 该 类 零 件 的过 程 与方 法 , 现普 通 编程难 以实 现 的功 能 , 大 了数 控 车床 实 扩
文 章 编 号 :6 1 4 6 ( 0 10 0 1 0 17 ~ o 7 2 1 ) 3— 0 6— 4
基于 M C O的非圆二次旋转曲线轮廓的数控加工研究 AR
李 润 , 兆 兴 陈
(. 1 兰州石化职业技术学 院 机械工 程系 , 甘肃 兰州 7 0 6 ;. 30 0 2 山东特种设备检验研究 院, 山东 济南 2 0 0 ) 5 1 1
第1 1卷 第 3期
21 0 1年 9月
兰 州石 化 职 业技 术 学 院 学报
J u n lo a z o er c e c lColg fT c n l g o r a fL n h u P to h mi a le e o e h oo y
Vo.1l 1 No 3 . S p. ,2011 e