手机行业注塑部生产状况检验记录表
注塑巡检记录表

~
~
~
~
班次 是否盖章 模具状态
~
~
日期 □是 □否 □OK □NG
~
备注
尺寸 检验
判定结果
注:1.正常生产2H以上,巡检0.5H检查一次,2H记录一次。生产低于2H时需巡检一次记录一次,记录一个最大值和最小值。2.巡检时需记录作业员依SOP规定作业的实际状 况,巡检机台参数安全状态,并记录于表单中。3.测量工具:A.二次元 B.卡尺 C.硬度计 D.弹性仪 E.厚度规 F.目测 G.模温计 H.手工
客 户 材质
作业员是否依SOP作业
产品型号 流程卡号 □是 □否
规格/标准/测量工具
外观 检验
温度
检
机台 参数
压力
验
速度
项
目
料花 缩水 变形 缺料 拉模 气泡 银丝 污点
F F F F F F、A F F、A ℃ pa mm/s
注塑巡检记录表
生产数
作业员
不良数
机台号
是否发生过异常
பைடு நூலகம்
□OK □NG
巡检时间
审核:
检验员:
手机注塑行业8D报告样板(划痕)实例样板
D4-根本原因分析:
1.来料抽粒料的材料不纯; 2.生产员工作业不到位,未及时挑出; 3.QC检验不到位,导致流出。
D5:永久性措施:
1.后续采购通知原料供应商提高原材料的纯度; 2.对现有生产部员工作业做培训,不良图片已制作不良看板张帖于产线; 3.品质部此不良定义为严重缺陷等级,并将抽样计划的抽样水平指数由0.65升级至0.10。
8D报告单
客户:
项目:品质改 善
编号:MT-200013-01
开始日期:
物料名称:开关外壳上.下盖 零件号:/
部门:这里写业务、品质、工程、生产相关的主要负责人名称
D2-问题描述(定义): 1.产品表面出现沙孔。
不良图片
D3-临时性措施:
(1)本公司现有库存数量1000PCS,已全检; (2)在途品暂无。 (3)贵公司的物料有部分不良,有劳各位领导及相关人员代为处理!
D6:效果验证: 1.连续三批看效果; 2.产线以及OQC现场确认效果,效果明显。
实施日期:
D7:实施预防措施: 1.以本次改善措施为标准; 2.原料厂商以要求限期改善以。不良履历已备案; 3.客户投诉记录已备档。
实施日期
D8:向小组祝贺(总结)经本次品质异常;发现原料供应商原料供应这一隐患,及品质团队 的努力表示祝贺。
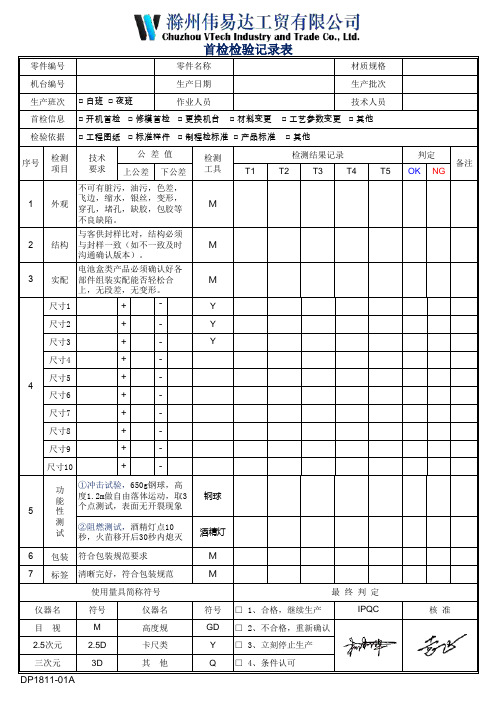
注塑 首检检验记录表
T1T2T3T4T5OK NG 1外观M 2结构M 3实配
M 尺寸1
+-Y 尺寸2
+-Y 尺寸3
+-Y 尺寸4+
-尺寸5+
-尺寸6+
-尺寸7+
-尺寸8+
-尺寸9+
-尺寸10
+-钢球酒精灯6包装
M 7标签M 符号符号
M GD
2.5D Y
3D Q □ 开机首检 □ 修模首检 □ 更换机台 □ 材料变更 □ 工艺参数变更 □ 其他与客供封样比对,结构必须
与封样一致(如不一致及时
沟通确认版本)。
检验依据
□ 工程图纸 □ 标准样件 □ 制程检标准 □ 产品标准 □ 其他首检信息
序号检测
项目DP1811-01A 目 视高度规2.5次元卡尺类三次元其 他
□ 2、不合格,重新确认□ 3、立刻停止生产□ 4、条件认可清晰完好,符合包装规范
仪器名仪器名IPQC 核 准使用量具简称符号最 终 判 定
□ 1、合格,继续生产45功
能
性
测
试
①冲击试验,650g钢球,高度1.2m做自由落体运动,取3个点测试,表面无开裂现象②阻燃测试,酒精灯点10秒,火苗移开后30秒内熄灭符合包装规范要求检测结果记录判定备注上公差下公差不可有脏污,油污,色差,飞边,缩水,银丝,变形,
穿孔,堵孔,缺胶,包胶等
不良缺陷。
电池盒类产品必须确认好各
部件组装实配能否轻松合
上,无段差,无变形。
技术要求公 差 值检测工具作业人员技术人员生产班次
□ 白班 □ 夜班首检检验记录表
零件编号
零件名称材质规格机台编号
生产日期生产批次。
精心整理注塑部全套表单

部门:
机 台 制令单号 下单数 号
产品名称
生产统计日报表
A班生产 B班生产 累计数
良品数 良品数
生 生产起/ 损失 产
止时间 项目 时 数
障碍起 障碍 涉及 障碍 总时
止时间 时间 人数 间
年
A班作业员
月
B班作业员
日
备注
制表:
审核:
注塑部生产统计报表
机号
# 制令单号 ZS -
机械手夹取状况 良好 产品落下状态 良好 料梗落下状态 良好
有顶痕发生
有
有弹伤发生
有
扣位批峰
有
转轴批峰
有
水口位可加工性 良好
有拉伤发生
有
有缺料发生
有
图示:
日
否 不顺
不好 不好 不好
否 否 否 否 不好 否 否
生产验收结果:
接受
不接受
模具名称 保养类别 事项描述:
模具接收人 模具保养人 审核
模具保养通知单
无
有刮伤发生
有
无
模具问题点及产品问题
1
2
3
4
5
6
7
8
9
10
11
试模员:
项目工程师:
审核:
备注:此表在完成后交项目工程师参考
注塑部生产机器工时状况表
填表人:
实际
异常时间(分钟)
生产日期
生产任务单号 机台编号
模穴数
周期
调机 烤料、上下模 送首件
修模 设备保养 设备故障 待料
水口板运水 有
生产状况评定
产品脱模 顺
全自动生产 可以
注塑ipqc制程巡检记录表
明
5.抽样方案依普通二级抽样方法进行 CRI=0 ,MAJ=1.0,MIN=2.5 抽样20PCS(1.0:收0退1 2.5:收1退2)抽样32PCS(1.0:收1退2
2.5:收2退3)抽样50PCS(1.0:收1退2 2.5:收3退4)抽样80PCS(1.0:收2退3 2.5:收5退6)抽样125PCS(1.0:收3退4 2.5:收7退8)
抽样200PCS(1.0:收5退6 2.5:收10退11)
6.必须结合《制程QC检验标准》检查产品
QC签名/日期:
审核/日期:
批准/日期:
备注
.0:收1退2 2.5:收7退8)
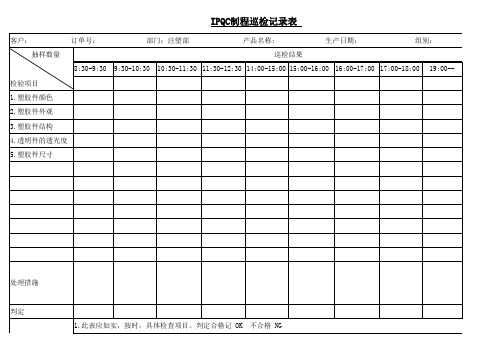
2.塑胶件外观
3.塑胶件结构
4.透明件的透光度
5.塑胶件尺寸
处理措施 判定
1.此表应如实,按时,具体检查项目。判定合格记 OK 不合格 NG
2.巡检不合格时,QC组长必须给出有效的处理措施。并对处理结果进行确认。
说
3.样品必须从不同员工的半成品中随机、分散地抽取
4.必须要根据MK签名认可的标准样和Spec来核对和检测
IPQC制程巡检记录表
ቤተ መጻሕፍቲ ባይዱ客户:
订单号:
部门:注塑部
产品名称:
生产日期:
组别:
抽样数量
巡检结果
8:30-9:30 9:30-10:30 10:30-11:30 11:30-12:30 14:00-15:00 15:00-16:00 16:00-17:00 17:00-18:00 19:00--
检验项目
1.塑胶件颜色
塑料制品生产质量验收记录

塑料制品生产质量验收记录
日期:[填写日期]
检验人:[填写检验人名称]
产品名称:[填写产品名称]
批次号:[填写批次号]
一、外观检验
1. 外观是否完好无损:
- 是(√)否()
- 如有破损,请列举具体破损情况:
- [填写具体破损情况]
2. 尺寸是否符合要求:
- 符合(√)不符合()
- 如不符合,请列举具体尺寸不符合情况:
- [填写具体尺寸不符合情况]
二、物理性能检验
1. 强度测试:
- 符合(√)不符合()
- 如不符合,请填写实测数值和要求数值:- 实测数值:[填写实测数值]
- 要求数值:[填写要求数值]
2. 耐热性测试:
- 符合(√)不符合()
- 如不符合,请填写实测数值和要求数值:- 实测数值:[填写实测数值]
- 要求数值:[填写要求数值]
三、外包装检验
1. 是否有外包装:
- 是(√)否()
2. 外包装是否完好无损:
- 是(√)否()
- 如有破损,请列举具体破损情况:
- [填写具体破损情况]
四、其他问题
[填写其他需要记录的问题]
结论
本次塑料制品生产质量验收结果为:
- 合格(√)不合格()
- 如果为不合格,请填写具体不合格原因:- [填写具体不合格原因]。
注塑首件检验记录表

编号: 版本:
零件号
首件 信息 □开机首检
□生产参数变更
产品名称
□修模首件 □转产首件 □材料变更 □其他:
项目
检验标准
1
2
原料机台编号生产日期 Nhomakorabea□工程图纸 □标准样件 □制 检验依据 程检验标准 □产品标准 □其 检验时间
它
时 分
实测值
3
4
5
判定
备注
检查 尺寸 记录
外观
□少孔 □开裂 □变形 □起皱、叠料 □孔毛刺 □飞边毛刺 □划伤 □压痕 □拉痕 □缺料 □色差
4、检查结果:合格项目打“√”,不合格项目打“×”,无此检查项目打“0”;本表单保留一年。
总结
最终判定结果
□合格 □不合格
是否同意量产: □是 □否
检验员签名:
注意事 1、所有项目均需连续检查最少5件。 项 2、根据质量统计的不良项目进行持续跟进。
1、产品新开机生产时,由最终工序准备好5个样件置于待检区,并通知IPQC检验员,检查判定合格后生产。
填写 2、检验员判定合格后从样品中随机挑选1个样件,进行首件标识。并连同巡检记录表一起置于产线最终检查工位。 说明 3、适用范围:产品新开机、开线、修模、变更工艺/参数、变更材料等均需要进行首件检查。
注塑生产首末件检查表模板

部门
日期
年 月 日时间来自时分班另操作员
品号/品名
模具编号
模穴数
模版号
加工工序
机台号
订单号
批号
检查方式:□新模试模/新产品试生产
一般量产□模具/设备整修□规格变更
格式:口日期章□图号□版本号口商标
□模穴号□模芯号□其他
外观:
尺寸:
综合判定结果:
标准值
量测值
判定
标准值
量测值
判定
1
7
调整/改善对策(NG时):
2
8
3
9
4
10
5
11
6
12
功能:
送验完成时间:
检验员:
核定:
调整(修模)/改善记录:
签名:
说明:1.上表中除“检验员”、“送验完成时间”、“核定”三栏由品管人员填写外,其余各栏由 生产单位填写。
2.填写单据时机:换模生产、修模后再生产、新模试模/新产品、产品之规格变更后生产。
3.换模时由生产单位填写本单,并连同三模产品交由品管人员确认。
QB070009 -05
填表人:
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
机号:
名称:
产品编号:
型号:
原料:
颜色:
日期: 年 月 日 /班次:
时
缺 点 (DEFECTS)
缩披黑缺变暴水断油拖气锈模震
胶
顶
夹
尺 寸
包 装
装 配
颜 色
巡 检
其
间
水峰点料形裂花针渍花纹渍花纹
屑
白
纹
不K
它
结 改善行动
果
时间
数 量
抽 量
过程抽样记录
缺点数
不良状况
QC主管:
判定
合 格
不合格
不良外理
班次首件检验记录
检验依据 检验规范
图纸
样办
其它
检验项目
检验描述
判定 备注
外观 装配 性能 其它 尺寸 制作确认
测量结果见尺寸检测表 时间
检验员:
QHQCFM10