汽车车身电阻点焊技术的研究与改进
汽车焊接技术论文

汽车焊接技术论文汽车的焊接技术是汽车制造过程中一项重要的环节,下面是小编为大家精心推荐的汽车焊接技术论文,希望能够对您有所帮助。
汽车焊接技术论文篇一汽车生产中的焊接技术研究摘要汽车的焊接技术是汽车制造过程中一项重要的环节,汽车的发动机、车厢、变速器、车桥、车架的生产都离不开焊接技术。
汽车的某些部分在生产时需要特殊强度的材料作为支撑,例如大型的齿轮和轮缘就需要有高强度的合金钢来制成,材料的强度可以确保汽车的使用年限,但是,高强度的钢材价格比较高,在生产汽车的过程中会造成成本的增加,焊接技术的应用取代了合金钢的使用,而且提高了齿轮的耐用性,降低了汽车的生产成本。
文章通过分析焊接技术在汽车制造中的应用,对节约汽车的生产成本有一定的促进作用。
关键词汽车生产;焊接技术;应用中图分类号:TG47 文献标识码:A 文章编号:1671-7597(2014)14-0120-01焊接技术作为生产汽车的必要技术,其存在很多的优势,同时也面临着诸多挑战。
一方面材料在新的时代已经产生了一些变化,实现了从黑色金属向有色金属的过渡,实现了从金属材料向非金属材料的过渡,材料的结构和功能也发生了一些变化,实现了从多维性材料向低维性材料的过渡。
现在单一的材料已经不常见了,复合材料的应用在增多,新材料应用于汽车制造业必然对焊接技术提出了更高的要求。
本文对焊接新技术进行分析,阐述焊接技术在汽车生产中的应用。
1 焊接技术在轿车生产中的应用在汽车的生产过程中,人们运用电阻焊接的方法,这种方法运用电学、传热学和冶金学等多门学科,因此,要想使焊接质量提高,就必须对电学的相关因素进行控制。
电阻焊接工艺是在制定参数的基础上实现的,现在随着计算机技术的高速发展,实现了数值模拟技术,计算机实现了对数据的筛选工作,人们在车间就不用再花费大量的时间来筛选数据,节约了大量的人力、物力和财力,提高了汽车制造商的经济效益。
尤其是在近几年来汽车制造业的蓬勃发展,在汽车车身的薄板结构的装配过程中,使用电阻焊接的方法,采用铝合金等新的复合材料,增强了焊接的性能。
CQI 15 补充 提高车身点焊质量的尝试

提高车身点焊质量的尝试作者:佚名文章来源:网上搜集点击数:更新时间:2008-8-30 15:48:52动态电阻法,是近年来一种新型的电阻点焊质量控制方法,在汽车白车身制造过程中得到推广和应用。
北京奔驰-戴姆勒克莱斯勒汽车有限公司通过实际的生产和应用,分析出该焊接方法的优势以及需要关注的重点,从而大幅降低白车身整车焊点不合格率,真正实现控制点焊质量的目的。
白车身的焊接强度是车身制造两大关键控制项之一。
车身的焊接强度直接并且主要影响着乘用车使用的安全性和可靠性。
因此,多年来,控制和保证车身焊接质量一直是人们持续关注并不懈为之努力的课题。
在多种车身焊接方法中,电阻点焊是目前应用最广的焊接方法,对它的研究也最多。
近年来,一种新型的电阻点焊质量控制方法正在汽车白车身制造过程中得到推广和应用,人们将其称之为动态电阻法。
有的公司称作UIR控制,如Bosch Rexroth公司;也有的公司称作IQR控制,如哈姆斯-温德公司。
总之,都是基于点焊时的动态电阻特征去控制焊接过程参数,从而实现对点焊质量的控制。
目前,上述两家公司的技术在国内汽车厂都有一定的应用。
动态电阻的含义及特征这里所说的动态电阻指的是在点焊过程中,在上下两电极之间的等效电阻及其变化。
图1显示了一个典型低碳钢板的点焊动态电阻特征曲线。
为了说明清晰起见,我们将一个点焊过程完整的电阻特征变化曲线分为AB和BC两个部分(见图1)。
曲线由A到B是接触电阻由建立到消失及焊点处体电阻建立和增长的过程,这个过程的电阻变化较大,所受到的影响因素也比较多,如电极压力、零件表面状态、是否涂胶、零件与零件的配合以及表面镀层等。
因此,通常情况下,AB段的电阻值变化较大。
没有足够的经验数据积累,很难对导致电阻变化的因素进行正确的判断,增加了控制的难度。
曲线由B到C是焊点处体电阻的衰减过程,正常来讲,它对应着熔核长大的过程。
影响这个过程的因素主要是加热功率密度。
因此,相对来说,曲线比较稳定,易于控制。
汽车车身焊装工艺技术(DOCX 51页)
汽车车身焊装工艺技术(DOCX 51页)汽车车身焊装工艺汽车车身装配主要采用焊接方式,在汽车车身结构设计时就必须考虑零部件的装配工艺性。
焊装工艺设计与车身产品设计及冲压工艺设计是互相联系、互相制约的,必须进行综合考虑,它是影响车身制造质量的重要因素。
第一节焊装工艺分析工艺性好坏的客观评价标准就是在一定的生产条件和规模下,能否保证以最少的原材料和加工劳动量,最经济地获得高质量的产品。
影响车身焊装工艺性的主要因素有生产批量、车身产品分块、焊接结构、焊点布置等。
一.生产批量车身的焊装工艺主要由生产批量的大小确定的。
一般来说,批量越小,夹具的数量越少,自动化程度越低,每台夹具上所焊的车身产品件数量越多;反之,批量越大,焊装工位越多,夹具数量越多,自动化程度越高,每台夹具上所焊的车身产品件数量越少。
1.生产节拍的计算生产节拍是指设备正常运行过程中,单位产品生产所需要的时间。
假设某车年生产纲领是30000辆份 / 年工作制:双班,250个工作日,每个工作日时间为8小时设备开工率:85%则生产节拍的计算为:2.时序图设计时序图(TIME CHART)是指一个工位从零部件上料到焊好后合件取料的整个过程中所有动作顺序、时间分配以及相互间互锁关系,这些动作包括上下料(手动或自动),夹具夹紧松开,自动焊枪到位、焊接、退回以及传送装置的运动等。
生产线上每个工位的时序图设计总时间以满足生产节拍为依据,同时时序图也是焊装线电气控制设计的技术文件和依据,是机电的交互接口。
如图4-1所示为一张时序图,它的内容包括:(1)设备名称,它是以完成动作的单元来划分。
例如移动装置,夹具单元1,焊接,车身零部件名称等。
其中车身零件名称表示上料动作,组件名称表示取料动作。
2)相应设备的动作名称,它是以动力源的动作来划分的。
例如移动装置是由气缸驱动上下运动和电机驱动工位间前后运动组成,它的动作名称分别为上升,下降,前进,后退;再例如夹具是由夹紧气缸驱动夹紧,它的动作名称分为夹紧,打开等。
汽车车身焊接技术现状及发展趋势

汽车车身焊接技术现状及发展趋势胡冠军保定长城华北汽车有限责任公司河北074000摘要:当今的汽车工业正在朝着节省能源、低碳环保、安全舒适和车身轻量化方向发展,因而轻合金、高强度钢和碳素纤维等材料在汽车车身的制造中被越来越多的采用,所以对于车身焊接技术的要求越来越高,摩擦搅拌点焊、胶接点焊、激光焊接、等离子焊接和中频点焊等焊接技术已较广泛地应用,本文就对汽车车身焊接技术现状及发展趋势做了简要分析。
关键词:汽车;车身焊接;现状;发展趋势中图分类号:F407.471文献标识码:A1、引言针对现代汽车车身轻量化,以及对车身品质、可靠性、安全性要求高的特点,加上高节拍生产,对车身结构和焊装工艺的要求也进一步提高,新材料应用和新焊接技术迅速发展,焊装几何尺寸精度提高,此外,世界上已普遍采用信息化工程技术开发车身焊装生产线装备,焊装生产线装备已实现了高度自动化,2012年我国汽车产销突破1900万辆,创历史新高,而且汽车行业形成了多品种、全系列的各类整车和零部件生产及其配套体系,为保持我国汽车工业的稳步、快速发展,我国于2009年提出了“汽车产业振兴计划”。
提出加强关键技术研发,加快技术改造,提升企业素质;以新能源汽车为突破口,加强自主创新,培育自主品牌,形成新的竞争优势,促进汽车产业持续、健康、稳定发展的思路。
由于车身焊接技术水平和质量直接影响车身结构强度、安全性和生产率,由此带来车身焊装生产的新特点,对车身焊装提出了新要求。
2、车身新材料和焊接新技术2.1、车身新材料随着汽车工业的发展,为了节约能源和安全性考虑,车身采用大量新型材料。
车身结构材料从单一钢结构,逐步向高强度优质钢结构,进而向轻质合金和复合材料结构发展。
(1)轻合金材料为了使车身重量变得更轻,国外汽车厂商在车身结构设计中开始采用轻合金,包括镁合金、铝合金、甚至钛合金,这样就使得车身焊接的难度进一步加大。
尤其是铝合金的点焊难度非常大,目前较多的情况还是采用TIG/MIG焊,或铆接/TOX连接法,或胶粘结的方法。
电阻点焊工作原理
电阻点焊工作原理电阻点焊是一种常见的金属连接技术,广泛应用于汽车制造、家电制造、航空航天等行业。
它的工作原理是利用电流通过金属工件和电极之间的接触电阻产生的热量,将两个工件加热到熔点,然后施加一定的压力使其熔融,最终形成牢固的连接。
电阻点焊的工作原理可以分为三个主要步骤:接触、加热和压力。
首先是接触阶段,即将待焊接的两个金属工件放置在电极之间,并施加一定的压力使其紧密接触。
电极通常由铜制成,因为铜具有良好的导电性能和热传导性能,能够提供足够的电流和热量。
接下来是加热阶段,通过施加电流使电流通过工件和电极之间的接触电阻,产生热量。
电流的大小和时间的长短会影响热量的生成量,进而影响焊接质量。
一般情况下,电流越大、时间越长,产生的热量越多,焊接质量也会更好。
但是过大的电流和时间会引起焊接过热,导致工件变形或者焊点熔化。
最后是压力阶段,通过施加一定的压力使工件紧密贴合,确保熔点的金属在加热后能够均匀地熔融。
压力的大小也会影响焊接质量,过小的压力会导致焊接接头不牢固,过大的压力则容易使工件变形。
因此,需要根据具体的焊接要求来确定合适的压力。
电阻点焊的工作原理是利用电流通过金属工件和电极之间的接触电阻产生的热量进行焊接。
这种焊接方法具有速度快、效率高、成本低的优点,适用于焊接薄板、线材、管材等金属制品。
电阻点焊的应用广泛,特别是在汽车制造领域。
汽车的车身焊接中,电阻点焊被广泛应用于车身骨架、车门、车顶、引擎盖等部位的连接。
电阻点焊可以快速、高效地实现这些部件的连接,保证车身的强度和刚性,提高车辆的安全性。
在家电制造、航空航天等行业中,电阻点焊也有着重要的应用。
例如,家电制造中的冰箱、空调、洗衣机等产品的制造过程中,常常需要使用电阻点焊来连接各个部件。
航空航天领域中,电阻点焊常被用于飞机的蒙皮板焊接,确保飞机在高速飞行时的结构稳定性和安全性。
电阻点焊是一种常见的金属连接技术,其工作原理是利用电流通过金属工件和电极之间的接触电阻产生的热量,将两个工件加热到熔点,然后施加一定的压力使其熔融,最终形成牢固的连接。
阿普拉斯焊接在白车身的应用及优势
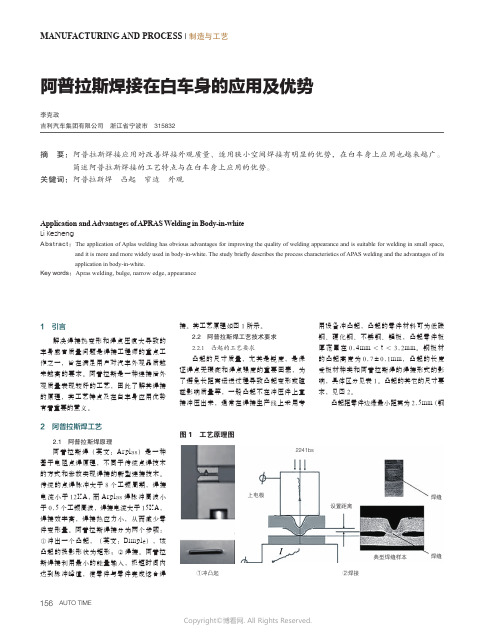
156AUTO TIMEMANUFACTURING AND PROCESS | 制造与工艺阿普拉斯焊接在白车身的应用及优势李克政吉利汽车集团有限公司 浙江省宁波市 315832摘 要: 阿普拉斯焊接应用对改善焊接外观质量、适用狭小空间焊接有明显的优势,在白车身上应用也越来越广。
简述阿普拉斯焊接的工艺特点与在白车身上应用的优势。
关键词:阿普拉斯焊 凸起 窄边 外观1 引言解决焊接热变形和焊点压痕大导致的车身感官质量问题是焊接工程师的重点工作之一,旨在满足用户对汽车外观品质越来越高的要求。
阿普拉斯是一种连接后外观质量表现较好的工艺,因此了解其焊接的原理,其工艺特点及在白车身应用优势有着重要的意义。
2 阿普拉斯焊工艺2.1 阿普拉斯焊原理阿普拉斯焊(英文:Arplas)是一种基于电阻点焊原理,不同于传统点焊技术的方式和参数实现焊接的新型连接技术。
传统的点焊脉冲大于8个工频周期,焊接电流小于12KA,而Arplas 焊脉冲周波小于0.5个工频周波,焊接电流大于15KA,焊接效率高,焊接热应力小,从而减少零件变形量。
阿普拉斯焊接分为两个步骤:①冲出一个凸起,(英文:Dimple),该凸起的投影形状为矩形;②焊接。
阿普拉斯焊接利用最小的能量输入,极短时间内达到脉冲峰值,使零件与零件完成熔合焊接。
其工艺原理如图1所示。
2.2 阿普拉斯焊工艺技术要求2.2.1 凸起的工艺要求凸起的尺寸质量,尤其是锐度,是保证焊点无瑕疵和焊点强度的重要因素,为了避免长距离运送过程导致凸起变形或磕碰影响质量等,一般凸起不在冲压件上直接冲压出来,通常在焊接生产线上采用专用设备冲凸起,凸起的零件材料可为低碳钢、硬化钢、不锈钢、铝板,凸起零件板厚范围在0.4mm <t <3.2mm。
钢板材的凸起高度为0.7±0.1mm,凸起的长度受板材种类和阿普拉斯焊的焊接形式的影响,具体区分见表1。
凸起的其它的尺寸要求,见图2。
凸起距零件边缘最小距离为2.5mm (钢Application and Advantages of APRAS Welding in Body-in-whiteLi KezhengAbstract :T he application of Aplas welding has obvious advantages for improving the quality of welding appearance and is suitable for welding in small space, and it is more and more widely used in body-in-white. The study briefl y describes the process characteristics of APAS welding and the advantages of its application in body-in-white.Key words :Apras welding, bulge, narrow edge, appearance①冲凸起②焊接图1 工艺原理图上电极2241bs设置距离焊缝焊缝典型焊缝样本Copyright ©博看网. All Rights Reserved.AUTO TIME157MANUFACTURING AND PROCESS | 制造与工艺板)和4mm(铝板),凸起位置偏差允许在±0.5mm 以内,凸起所在的零件的最小翻边宽度为6mm(钢板)和8mm(铝板),见图3。
浅谈如何提升车门包边引出焊焊点质量

浅谈如何提升车门包边引出焊焊点质量在汽车生产中,车门包边引出焊焊接工艺复杂难于控制,焊点脱焊、焊穿、开裂、凹凸等问题时有发生,本文主要针对该工艺,在低成本的基础之上进行优化,以满足大批量高效率的生产。
标签:车门包边;引出焊;单面点焊前言随着汽车行业的飞速发展,市场竞争越来越激烈,客户对质量的要求越来越高,特别是感知质量的引入,更是极大地提升了汽车的制造要求。
以前只需要保证焊接强度,现在还需要保证焊点外观质量!车门,作为汽车的外覆盖件,更是客户的关注焦点。
很多时候正是因为汽车外观的好坏决定了客户的购买欲望!为了提升车门的焊接强度和表面质量,有些公司采用了带玻璃珠的折边胶,取消焊点,这种方法对于包边设备的要求较高,折边胶成本也高;有些公司采用了机器人焊接或者引出焊焊接,以确保焊点表面的平整度,但是电极磨损很快,稳定性较差,无法达到大批量高效率的制造要求!本文本著低成本高价值的理念,结合现场,通过低成本地改造,改进了引出焊的工艺和方法,最大程度地优化了车门包边引出焊的表面质量和焊接强度,为低成本大批量制造提供了方向。
1 车门引出焊的工作原理车门引出焊是单面电阻焊的延伸,其工作原理是通过铜桥延伸,固定接触零件焊钳角度,疏散电极压力以减少焊接塑性环的影响,并使焊点熔核偏移位置的方法。
以下我们通过对比和分析来研究车门引出焊的优化改造思路。
1.1 普通电阻焊焊接原理普通电阻焊焊钳的上下电极大小一致,焊接时,焊接电流均匀的通过零件的两层板,在两层板正中间形成熔核。
焊点表面有压痕,塑性环非常明显,不适合外露表面,不适合车门外露焊点焊接(图1)。
1.2 单面点焊焊接原理单面电阻焊,与零件接触的上下电极大小不一致,焊接时焊接压力在电极大的一侧被分散,压痕和塑性环痕迹变小,甚至消失。
这种焊接方法能在一定程度上改善外露焊点的外观,但是焊钳角度不稳定易造成焊点扭曲,发热严重,铜板硬度低而容易磨损(铜板表面凹凸不平),造成焊点表面不稳定,在大批量高效率生产时该缺陷尤其明显。
汽车铝合金焊接新技术

汽车铝合金焊接新技术摘要:铝合金具有密度低、比强度高、耐腐蚀等综合性能,使得铝合金成为航空、铁路运输、建筑等许多制造行业的一种重要金属材料。
并且,随着我国汽车产业的发展,无论是安全性能还是节能减排,可提高汽车整体强度,使得铝合金成为汽车轻量化的重要材料之一。
因此,铝合金焊接技术已成为汽车制造业的基本工艺之一,本文主要对汽车铝合金车身焊接新工艺和新方法进行了探讨和分析研究。
关键词:汽车;铝合金;焊接技术引言近年来,由于节能环保的要求日益严格,汽车轻量化便已成为世界汽车发展的必然趋势。
对于燃油车辆,车身质量每下降10%,燃料效率就可以提高6%-8%;对于纯电动车辆,车身质量减轻100公斤,汽车续航可提高10%。
车身质量约占汽车总质量的40%,车身轻量化最重要的是使用铝合金材料。
铝密度仅为钢密度的1/3,具有良好的塑性和可回收性,是汽车轻量化的理想材料之一。
铝合金车身比钢制车身具有更高的连接技术要求和更高的技术难度,而铝合金点焊(RSW)、自冲铆接(SPR)、自攻热铆接(FDS)、激光焊接(LW)等技术在连接过程中是铝合金车身常用的连接方法,与其他几种连接方法相比,铝点焊具有设备投资低、无需使用辅助材料、适配板的柔性厚度以及连接后板材表面没有较高的间隙等优点,正被越来越多的汽车厂家所使用。
1汽车制造中铝合金焊接技术概述一方面,由于全球能源紧张等因素,汽车燃料消费受到越来越多的关注,因此,汽车轻量化已成为大型汽车企业产品设计的重点。
作为轻型发展系统的一部分,轻型金属,如中高端钢结构、铝和铝合金结构、镁和镁合金结构,将逐步取代在轻型汽车车身系统中广泛使用传统钢结构,这是因为铝的重量比钢结构少60%,相较于传统的钢结构,车身实际上可以减少45%以上的总重量,而且铝和铝合金在承受同样的冲击强度时可以吸收更高的冲击能量。
另一方面,基于节能环保的发展理念,铝合金是符合节能降耗要求的更加环保的应用材料,铝合金零部件回收率较高。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
汽车车身电阻点焊技术的研究与改进
作者:周永杰
来源:《科学与财富》2015年第31期
摘要:电阻点焊技术是轿车车身连接的一种最常用的方法,是随着汽车技术的发展而出现的新技术,点焊的质量对汽车的质量起着关键的作用,随着汽车购买者对汽车质量要求的不断提高,点焊技术也越来越受到了汽车生产厂家的重视,点焊工艺在实施时具有十分复杂的过程,因而很容易产生缺陷,点焊缺陷将会直接影响点焊的质量,本文分析了点焊过程中最容易出现的两种缺陷,喷溅(飞溅)和收缩性缺陷,对汽车车身电阻点焊技术某些关键工艺进行了改进,使点焊的质量可以更加稳定,提高点焊的效率和质量,并且可以节约一定的成本。
关键词:电阻点焊技术;点焊缺陷;关键工艺
1、电阻点焊技术缺陷分析
1.1 喷溅(飞溅)
电阻电焊过程中的喷溅(飞溅)是常见的技术缺陷之一,会对电焊后的车身质量有着直接的影响,通常喷溅的种类有两种,一种是前期喷溅,出现这种喷溅状况的原因一般是由于电焊的对象没有清理干净,还有可能就是因为相互接触的两个表面不能完全贴合,中间存有空隙,这样就会使中间的压强不能够均匀的进行分布,在某些点的电流迅速增加并使该部位优先融化,从而导致了喷溅现象的发生,另一种喷溅缺陷称为后期喷溅,这种现象是在点焊进行一段时间后才发生的,点焊开始时便会对其连通一定的电流,随着通电时间的延长,熔核可能会出现增长过快的现象,这就会导致内喷溅或者外喷溅的发生,为了防止后期喷溅的发生,可以减小通电的电流和通电的时间。
1.2 收缩性缺陷
主要包括缩孔和收缩性裂纹,点焊时,焊接区加热集中,温度梯度大,加热与冷却速度很快,液态金属被包围在金属塑性环中,同时受焊接区金属变形的影响,特别是奥氏体不锈钢线胀很大的特殊原因,因此,接头易出现缩孔和收缩性裂纹等缺陷,SUS301 L不锈钢具有低碳钢5倍左右的线胀系数和较高的热强性,因此当压力无法达到很高时就会出现缩孔,缩孔的防止主要靠提高电极压力,特别是熔核形成、焊接区快速冷却时的锻压力来实现,熔核内部裂纹,可分为横向裂纹及缩孔边缘的裂纹,一般认为存在于熔核中心部位的裂纹,若尺寸较小,对焊接接头的强度影响不大。
出现焊核内部横向裂纹的主要原因是:电极压力太低;焊接电流过大,焊接时间过短,出现缩孔边缘裂纹的原因是:焊接电流太大或焊接时间过长,电极压力不足。
2、电阻点焊技术的改进
2.1 车门点焊工艺改进
作为汽车制造产业,如何使门板块结合到一起以后强劲,是门的重要攻击技术,点焊工艺可以确保连接的可靠性和安全性,乘用车和商用车的门,从工艺流程上看,按门的焊接过程可以分为三个部分:第一是在门外板内表面涂层后,夹紧点蚀结构的压力,第二个是在车门钢板表面涂层板中的条目,穿孔焊和点焊,橡胶品种为德国汉高5027克,固化后达到35公斤撕裂强度,第三是在门口包缝机后板内表面的涂层,实现这个过程的目的是,在用户使用的时候,可以确保一侧的车门铰链、门锁在门的一侧和车门板不会产生变形。
根据焊接铜电极表面的自动转向关节,使焊接过程不伤害表面焊接,进行焊接表面的保护。
为了方便检查人员对表面质量的测定,以及涂料具有良好的外观,避免涂层修复困难。
2.2 车门拉手支架点焊工艺改进
车门拉手支架的焊接采用的是普通焊接并且是固定角度,支架由两部分组成,一部分低小的支架在车门钢板焊接装配,起到固定和支撑作用,在门拉手上支架固定,由于处理的支架焊接时,焊接变形引起的室内塑料柄盖装配不到位,使塑料柄螺母装配用金属支架产生2 ~ 3 mm的间隙,严重影响到处理装配质量,组装后的拉手差距变形,严重影响室内的车身部位的外观质量,这些问题,主要是处理支架材料厚度不同造成的。
不同的金属板焊接是焊接变形的根本原因,为了消除这种缺陷,不仅需要改变厚度尺寸焊接,确保焊接变形,并且焊接过程也需要改进,首先,我们在实验时用电极取代了平板电极,因为电极直接接触薄上的支架材料,通过焊接试验发现接结果并不好,变形问题仍然存在,从表面焊接情况分析,由于金属板电加热,另一侧焊接仍然是一个常见的电极,即时的加热功率,压力会导致变形的金属板出现。
分析点焊状态改变后的现象发现,当电极接触面积大的情况下,电极可能产生一定的转移现象,端面直径的电极是一个重要影响因素,提高焊接水平应该是我们的第一选择。
2.3 支柱加强板焊接外观改进
白车身的质量在持续改进,车身在焊点布置设计和技术人员水平已得到显著的提升,特别是新产品商用车的车身,主要表面看不到焊点,车体已经超出几十年前携带功能和安全的使用价值,更重要的是融合速度、美丽、舒适和高承载能力等多种特性。
汽车高配置的同时,汽车车身制造工程技术人员提出了更高的要求,对重叠板过程的支柱,有一个焊点在前面支柱在门旁边,设计需要焊点,焊点周围的柱子在内部流程完成装配,密封后无法覆盖。
但由于点焊在金属板表面凹陷很丑陋,一旦用户打开门就可以看到,严重影响外观,为了解决这个问题,工程师提出了取消焊点,但出于焊接强度考虑,所以改进焊接方法和位置。
3、结论
点焊的质量对汽车的质量起着关键的作用,点焊技术在车身的装配连接过程中被大面积的使用,点焊质量的好坏将会决定着汽车车身质量的好坏,点焊工艺在实施时具有十分复杂的过程,因而很容易产生缺陷,点焊缺陷将会直接影响点焊的质量,因此有必要对点焊的质量进行
严格控制,点焊常常存在的两种缺陷分别是喷溅(飞溅)和收缩性缺陷,本文对这两种缺陷出现的原因进行了分析,并给出了相应的改善方法,最后本文对点焊工艺常见的三种情况进行了改进,分别是车门点焊工艺的改进、车门拉手支架点焊工艺改进和支柱加强板焊接外观的改进。
参考文献
[1] 曹德辉,戴晟. 铝合金/钢异质材料点焊接头的应力分布有限元分析[J]. 现代焊接. 2014(03)
[2] 尹丹青,邱然锋,王楠楠,石红信,张柯柯. 铝合金与钢的异种材料离焦激光焊研究现状[J]. 电焊机. 2013(08)
[3] 张会云,沈巍. 纯铝中间层厚度对铝/钢点焊接头性能的影响[J]. 电焊机. 2012(08)
[4] 张伟华,孙大千,李志东,刘东阳,李丹丹. 电极板辅助点焊钢/铝异质接头的组织与性能[J]. 焊接学报. 2011(09)
[5] Harlin N,Jones T B,Parker J D.Weld growth mechanism of resistance spot welds in zinc coated steel. J Mater Process Tech . 2003
[6] Qiu Ranfeng,Satonaka Shinobu,Chihiro Iwamoto.Effect ofinterfacial reaction layer continuity on the tensile strength of resistancespot welded joints between aluminum alloy. Materials and Design . 2009
[7] 甄舒. B340/590DP高强钢电阻点焊接头组织与力学性能的研究[D]. 吉林大学 2010
[8] 甘文军. 高强度双相钢板伺服加压逆变电阻点焊工艺研究[D]. 上海交通大学 2011。