网格件注塑成型的控制计划
注塑成型质量控制计划
注塑成型质量控制计划引言概述:注塑成型是一种常见的塑料制造工艺,广泛应用于各个行业。
为了确保注塑成型产品的质量,制定一份有效的质量控制计划至关重要。
本文将从五个大点来阐述注塑成型质量控制计划的重要性和具体实施方法。
正文内容:1. 设定合理的注塑成型工艺参数1.1 确定合适的注塑温度1.2 控制注塑压力和速度1.3 优化注塑周期时间1.4 调整模具温度1.5 控制注塑材料的熔融温度2. 严格控制原材料质量2.1 选择合适的注塑材料2.2 保证原材料的质量稳定性2.3 进行原材料的检测和筛选2.4 控制原材料的湿度和杂质含量2.5 确保原材料的储存条件和期限3. 做好注塑设备的维护和保养3.1 定期检查设备的工作状态3.2 清洁注塑设备和模具3.3 确保注塑设备的稳定性和可靠性3.4 进行设备的定期保养和维修3.5 更新和升级设备以提高生产效率和质量4. 实施严格的注塑过程控制4.1 严格控制模具的开合速度和压力4.2 监控注塑过程中的温度和压力4.3 进行注塑过程中的实时监控和调整4.4 控制注塑过程中的注射速度和注射压力4.5 确保注塑过程中的注塑材料的充填和冷却均匀5. 进行注塑成型产品的质量检测5.1 进行外观质量的检查5.2 进行尺寸和尺寸偏差的测量5.3 进行物理性能和力学性能的测试5.4 进行耐热性和耐腐蚀性的测试5.5 进行可靠性和耐久性的测试总结:注塑成型质量控制计划的制定和执行对于保证注塑成型产品的质量至关重要。
通过设定合理的注塑工艺参数、严格控制原材料质量、做好设备的维护和保养、实施严格的注塑过程控制以及进行质量检测,可以有效地提高注塑成型产品的质量稳定性和一致性。
注塑成型企业应该重视质量控制计划的制定和执行,不断优化和改进质量控制措施,以满足市场和客户的需求。
注塑成型质量控制计划
注塑成型质量控制计划一、背景介绍注塑成型是一种常见的塑料加工方法,广泛应用于各个行业。
为了保证注塑成型产品的质量,需要制定一套科学、合理的质量控制计划。
本文将详细介绍注塑成型质量控制计划的标准格式。
二、质量控制目标1. 提高产品质量:通过严格的质量控制措施,确保注塑成型产品的各项质量指标达到或者超过客户要求。
2. 提高生产效率:通过合理的质量控制流程和方法,减少不合格品的产生,提高生产效率和产能利用率。
3. 降低生产成本:通过优化质量控制计划,降低废品率和返工率,减少生产成本。
三、质量控制计划内容1. 原材料控制:a. 确保原材料的质量符合产品要求,采购符合国家标准的原材料。
b. 对原材料进行检验,包括外观、尺寸、物理性能等方面的检测。
c. 建立原材料质量档案,记录原材料的供应商、批次、检验结果等信息。
2. 注塑设备控制:a. 确保注塑设备的性能稳定,定期进行设备维护和保养。
b. 对注塑设备进行校准,确保设备的准确性和稳定性。
c. 设定注塑设备的工艺参数,如温度、压力、速度等,以保证产品质量稳定。
3. 注塑工艺控制:a. 制定注塑工艺流程图,明确各个工艺步骤和参数设定。
b. 对注塑工艺参数进行优化,以提高产品质量和生产效率。
c. 设定注塑工艺参数的上下限,及时调整工艺参数,以保证产品质量稳定。
4. 模具控制:a. 确保模具的质量符合要求,定期进行模具维护和保养。
b. 对模具进行检查和测试,确保模具的尺寸和结构准确。
c. 建立模具使用记录,记录模具的使用次数、维护情况等信息。
5. 检验控制:a. 设计合理的检验方案,包括首件检验、过程检验和末件检验等。
b. 对产品进行外观、尺寸、物理性能等方面的检验,确保产品质量符合要求。
c. 对不合格品进行处理,包括返工、报废等,确保不合格品不流入市场。
6. 记录和分析:a. 建立质量记录档案,记录产品质量检验结果、生产参数等信息。
b. 对质量数据进行分析,找出质量问题的根本原因,并采取相应的改进措施。
注塑成型质量控制计划
注塑成型质量控制计划引言概述:注塑成型是一种常见的塑料加工技术,其质量控制对于保证产品的质量和性能至关重要。
本文将介绍注塑成型质量控制计划的重要性以及如何制定和实施该计划。
一、质量控制计划的重要性1.1 提高产品质量:注塑成型质量控制计划可以确保产品在尺寸、外观和性能等方面的一致性,提高产品质量。
1.2 减少生产成本:通过合理的质量控制计划,可以及早发现和纠正生产过程中的问题,减少废品率和返工率,降低生产成本。
1.3 提高客户满意度:质量控制计划能够确保产品符合客户的需求和期望,提高客户满意度,增加客户忠诚度。
二、制定注塑成型质量控制计划2.1 确定质量目标:根据产品的特性和市场需求,确定注塑成型的质量目标,包括尺寸精度、外观要求和性能指标等。
2.2 制定质量检验标准:根据质量目标,制定相应的质量检验标准,明确产品的合格标准和不合格标准。
2.3 设计检验方案:根据产品的特点和生产工艺,设计合理的检验方案,包括抽样方案、检验方法和检验设备等。
三、实施注塑成型质量控制计划3.1 培训操作人员:对注塑成型工艺和质量控制要求进行培训,提高操作人员的技术水平和质量意识。
3.2 实施过程控制:通过监控关键工艺参数,及时调整生产参数,确保注塑成型过程的稳定性和一致性。
3.3 强化质量检验:严格执行质量检验标准,对产品进行全面的检验和测试,确保产品符合质量要求。
四、质量控制计划的改进与优化4.1 数据分析与统计:定期对生产数据进行分析和统计,找出问题的根源和改进的方向。
4.2 持续改进措施:根据数据分析的结果,制定相应的改进措施,优化质量控制计划,提高生产效率和产品质量。
4.3 客户反馈与沟通:及时收集客户的反馈意见,与客户沟通,了解客户需求,不断改进产品和服务,提高客户满意度。
结论:注塑成型质量控制计划是确保产品质量和性能的重要手段,通过制定和实施质量控制计划,可以提高产品质量、降低生产成本,并提高客户满意度。
注塑成型质量控制计划
注塑成型质量控制计划引言概述注塑成型是一种常见的塑料加工方法,广泛应用于各个行业。
为了确保产品质量,注塑成型过程中需要制定质量控制计划。
本文将从原材料控制、成型工艺控制、设备维护保养、人员培训和质量检验等五个方面详细介绍注塑成型质量控制计划的内容。
一、原材料控制1.1 选择优质原材料:确保原材料符合产品要求,避免因原材料质量问题导致产品质量不稳定。
1.2 原材料存储管理:保持原材料干燥、清洁,避免受潮、受污染,影响产品质量。
1.3 原材料检验:建立原材料检验标准,对原材料进行严格检验,确保符合产品要求。
二、成型工艺控制2.1 设计合理的注塑成型工艺:根据产品结构和要求,确定合适的注塑工艺参数,包括温度、压力、速度等。
2.2 控制注塑过程中的各项参数:监控注塑机的运行状态,确保各项参数稳定可控。
2.3 进行注塑成型试验:在正式生产前进行试验,调整工艺参数,保证产品质量稳定。
三、设备维护保养3.1 定期检查注塑机设备:定期对注塑机进行检查,保证设备运行正常。
3.2 及时维护设备:发现设备故障及时维修,避免因设备故障导致产品质量问题。
3.3 建立设备维护记录:记录设备维护情况,为设备维护提供依据。
四、人员培训4.1 培训员工操作技能:对操作人员进行培训,提高其操作技能和质量意识。
4.2 培训员工质量检验知识:培训员工对产品质量的判断标准和检验方法,提高产品质量控制能力。
4.3 定期进行培训考核:定期组织培训,对员工进行考核,确保培训效果。
五、质量检验5.1 制定质量检验标准:根据产品要求,制定质量检验标准,明确各项检验内容和标准。
5.2 定期进行产品质量检验:对生产出的产品进行定期检验,确保产品质量稳定。
5.3 处理不合格品:对不合格品进行处理,找出问题原因并采取措施,避免类似问题再次发生。
结语通过以上五个方面的质量控制计划,可以有效提高注塑成型产品的质量稳定性和生产效率,确保产品符合客户要求,提升企业竞争力。
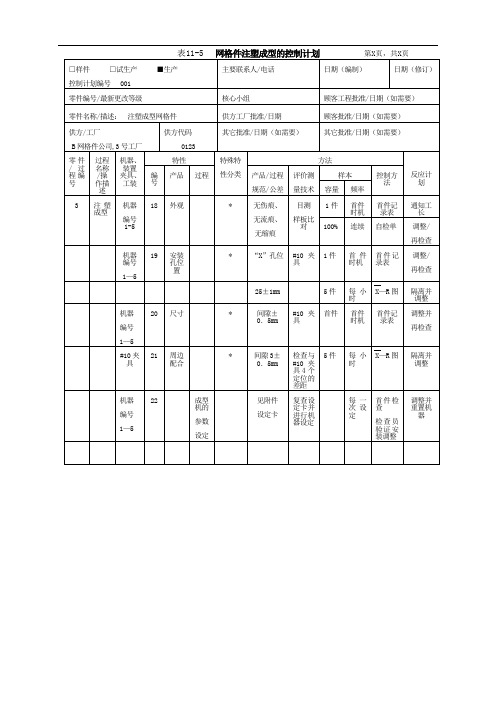
网格件注塑成型的控制计划
X—R图
隔离并调整
机器
编号
1—5
22
成型机的
参数
设定
见附件
设定卡
复查设定卡并进行机器设定
每一次设定
首件检查
检查员验证安装调整
调整并重置机器
自检单
调整/
再检查
机器编号
1—5
19
安装孔位置
*
“X”孔位
#10夹具
1件
首件时机
首件记录表
调整/
再检查
25±1mm
5件
每小时
X—R图
隔离并调整
机器
编号
1—5
20
尺寸
*
间隙±0.5mm
#10夹具
首件
首件时机
首件记录表
调整并
再检查
#10夹具
21
周边配合
*
间隙3±0.5mm
检查与#10夹具4个定位的差距
5件
表11-5网格件注塑成型的控制计划第X页,共X页
□样件□试生产■生产
控制计划编号 001
主要联系人/电话
日期(编制)
日期(修订)
零件编号/最新更改等级
核心小组
顾客工程批准/日期(如需要)
零件名称/描述:注塑成型网格件
供方工厂批准/日期
顾客批准/日期(如需要)
供方/工厂
B网格件公司,3号工厂
供方代码
0123
其它批准/日期(如需要)
其它批准/日期(如需要)
零件/过程编号
过程名称/操作描述
机器、装置夹具、工装
特性
特殊特性分类方法来自反应计划编号产品
过程
产品/过程
规范/公差
注塑成型质量控制计划
注塑成型质量控制计划引言概述:注塑成型是一种常见的塑料加工方法,广泛应用于制造各种塑料制品。
为确保注塑成型产品的质量,制定一套科学有效的质量控制计划是非常重要的。
本文将从五个方面详细阐述注塑成型质量控制计划的内容和要点。
一、原材料选择和检验1.1 原材料选择:在注塑成型过程中,选择合适的原材料是确保产品质量的基础。
根据产品的要求和性能指标,选择具有良好流动性、熔融温度适宜、耐磨性好等特点的塑料原料。
1.2 原材料检验:对选定的原材料进行检验,包括外观检查、尺寸测量、物理性能测试等。
确保原材料的质量符合产品要求,避免因原材料质量问题导致的产品缺陷。
二、模具设计和制造2.1 模具设计:模具设计是注塑成型的关键环节。
根据产品的形状和尺寸要求,进行合理的模具设计,确保产品的几何形状、尺寸精度和表面质量。
2.2 模具制造:选择有经验和技术实力的模具制造厂家,确保模具制造的质量和精度。
在制造过程中,严格控制模具的加工工艺,确保模具的精度和寿命。
三、注塑工艺控制3.1 注塑参数设定:根据产品的要求和模具的设计要求,合理设定注塑参数,包括注射速度、保压时间、保压压力等。
确保塑料在注塑过程中能够充分熔化和充填,避免产生缺陷。
3.2 注塑过程监控:通过实时监测注塑过程中的温度、压力、速度等参数,及时发现异常情况并进行调整。
确保注塑过程的稳定性和可控性,提高产品的一致性和稳定性。
3.3 检验和调整:对注塑成型的产品进行抽检和检验,包括尺寸测量、外观检查、物理性能测试等。
根据检验结果,及时调整注塑工艺参数,优化产品质量。
四、设备维护和保养4.1 定期保养:定期对注塑成型设备进行保养,包括清洁、润滑、更换易损件等。
确保设备的正常运行和稳定性。
4.2 故障排除:对设备故障进行及时排除,避免因设备故障导致的产品质量问题。
4.3 设备更新:根据生产需求和技术发展,及时更新和升级注塑成型设备,提高生产效率和产品质量。
五、过程记录和分析5.1 过程记录:对注塑成型过程进行记录,包括注塑参数、设备状态、产品质量等。
注塑成型质量控制计划
注塑成型质量控制计划引言概述:注塑成型是一种常用的塑料制造工艺,通过将熔化的塑料材料注入模具中,使其凝固成型。
在注塑成型过程中,质量控制计划是至关重要的,可以确保产品质量稳定、生产效率高效。
本文将详细介绍注塑成型质量控制计划的内容和重要性。
一、原材料选择和检验1.1 确保原材料的质量和稳定性,选择合适的塑料原料,避免杂质和劣质材料的使用。
1.2 进行原材料的检验,包括外观检查、尺寸检测、拉伸强度测试等,确保原材料符合生产要求。
1.3 建立原材料供应商的质量评估体系,定期进行供应商评估,确保原材料质量可控。
二、模具设计和制造2.1 确保模具设计符合产品要求,包括产品尺寸、结构、表面要求等,避免模具设计不合理导致生产问题。
2.2 选择合适的模具材料,确保模具寿命长、精度高,减少模具更换次数。
2.3 进行模具试模和调试,确保模具制造质量,避免模具在生产过程中出现问题。
三、注塑成型工艺控制3.1 确定注塑成型工艺参数,包括注射速度、压力、温度等,确保产品成型质量稳定。
3.2 进行注塑成型过程监控,定期检查注塑机的运行状态,确保生产过程中没有异常情况。
3.3 建立注塑成型工艺参数记录系统,记录每次生产的工艺参数,分析生产数据,不断优化工艺参数。
四、产品质量检验4.1 制定产品质量检验标准,包括外观质量、尺寸精度、物理性能等,确保产品质量符合要求。
4.2 进行产品质量检验,对每批产品进行抽检,确保产品质量稳定。
4.3 建立产品质量追溯体系,对每批产品进行编号和记录,以便追溯产品质量问题的原因。
五、持续改进和质量管理5.1 定期召开质量管理会议,对生产过程中出现的质量问题进行分析和改进。
5.2 培训员工质量意识,提高员工对产品质量的重视程度,减少人为因素对产品质量的影响。
5.3 不断优化质量控制计划,根据生产实际情况进行调整和改进,确保产品质量稳定。
结论:注塑成型质量控制计划是确保产品质量稳定、生产效率高效的重要保障。
注塑成型质量控制计划
注塑成型质量控制计划引言概述:注塑成型是一种常见的塑料加工方法,广泛应用于各个行业。
为了确保注塑产品的质量,制定一份有效的注塑成型质量控制计划至关重要。
本文将从五个方面详细阐述注塑成型质量控制计划的内容和要点。
一、原料选择与检验1.1 原料选择:根据产品要求和成型工艺,选择合适的塑料原料,包括聚丙烯、聚乙烯、聚苯乙烯等。
考虑原料的物理性质、成本和环境因素。
1.2 原料检验:对原料进行严格的检验,包括外观检查、密度测试、熔流率测试等。
确保原料质量符合要求,避免因原料问题导致的产品质量不稳定。
1.3 原料储存:合理储存原料,避免受潮、受热或者受污染。
定期检查储存条件,确保原料的质量不受损。
二、模具设计与创造2.1 模具设计:根据产品要求和成型工艺,进行合理的模具设计。
考虑产品尺寸、结构、冷却系统等因素,确保产品成型质量。
2.2 模具创造:选择有经验和实力的模具创造厂家,确保模具的质量和精度。
制定详细的模具创造流程,包括材料采购、加工工艺、热处理等。
2.3 模具维护:定期检查和维护模具,包括清洁、润滑、修复等。
确保模具的使用寿命和成型质量。
三、成型工艺参数控制3.1 注射速度控制:根据产品要求和模具设计,控制注射速度。
过快或者过慢的注射速度都会影响产品的质量,需要进行试模和调整。
3.2 温度控制:控制注塑机的温度,包括料筒温度、模具温度等。
温度过高或者过低都会对产品的尺寸和物理性能产生影响。
3.3 压力控制:控制注塑机的射压和保压压力,确保产品成型完整和密实。
根据产品要求和材料特性进行调整。
四、产品质量检验4.1 外观检验:对成型产品进行外观检查,包括表面光洁度、色差、气泡、瑕疵等。
根据产品标准进行判定,确保产品外观质量。
4.2 尺寸检验:对成型产品的尺寸进行测量,包括长度、宽度、厚度等。
使用合适的测量工具和方法,确保产品尺寸符合要求。
4.3 物理性能检验:对成型产品的物理性能进行检测,包括拉伸强度、冲击强度、硬度等。
注塑成型质量控制计划
注塑成型质量控制计划一、引言注塑成型是一种常用的塑料加工方法,广泛应用于各个行业。
为了保证注塑成型产品的质量,需要制定一套科学合理的质量控制计划。
本文将详细介绍注塑成型质量控制计划的制定过程和具体内容。
二、质量控制目标1. 提高产品质量:通过严格的质量控制,确保注塑成型产品的尺寸、外观、性能等指标符合设计要求。
2. 减少次品率:通过控制原材料质量、注塑工艺参数等因素,降低产品次品率,提高生产效率和经济效益。
3. 满足客户需求:根据客户要求和市场需求,制定相应的质量控制标准,确保产品能够满足客户的需求和期望。
三、质量控制计划制定步骤1. 确定质量控制要求:根据产品的设计要求和客户需求,明确产品的尺寸、外观、性能等指标,并确定相应的质量控制要求。
2. 制定质量控制标准:根据产品的特点和工艺流程,制定相应的质量控制标准,包括原材料检验标准、注塑工艺参数标准、产品检验标准等。
3. 确定质量控制方法:根据产品的特点和工艺流程,确定相应的质量控制方法,包括原材料检验方法、注塑工艺参数控制方法、产品检验方法等。
4. 制定质量控制记录表:根据质量控制要求和方法,制定相应的质量控制记录表,用于记录和追溯质量控制过程中的关键数据和信息。
5. 建立质量控制团队:组建具有相关专业知识和经验的质量控制团队,负责执行和监督质量控制计划的实施。
6. 实施质量控制计划:根据质量控制标准和方法,执行质量控制计划,对原材料、注塑工艺参数、产品进行检验和控制。
7. 监督和评估:定期对质量控制计划进行监督和评估,及时发现和纠正存在的问题,不断改进和优化质量控制计划。
四、质量控制内容1. 原材料质量控制:对注塑成型过程中所使用的原材料进行质量检验,包括外观、密度、熔流速率等指标的检测,确保原材料符合质量要求。
2. 注塑工艺参数控制:根据产品的特点和工艺要求,确定合理的注塑工艺参数,包括注射速度、保压时间、注射温度等,确保产品的尺寸和外观质量稳定。
注塑成型质量控制计划
注塑成型质量控制计划引言概述:注塑成型是一种常用的塑料加工方法,广泛应用于各个行业。
为了确保注塑成型产品的质量,制定一个有效的质量控制计划是非常重要的。
本文将介绍注塑成型质量控制计划的内容和步骤,以确保产品质量的稳定性和一致性。
一、材料选择1.1 塑料原料的选择在注塑成型过程中,选择合适的塑料原料是保证产品质量的第一步。
应根据产品的特性和要求,选择具有良好加工性能和稳定性的塑料原料。
同时,还需考虑原料的成本、环保性和可用性等因素。
1.2 原料质量检测为了确保注塑成型产品的质量,需要对原料进行质量检测。
检测项目包括原料的密度、流动性、熔融指数等。
通过合格的原料质量检测,可以减少因原料质量问题导致的产品缺陷和不良率。
1.3 原料储存和管理良好的原料储存和管理对于注塑成型质量控制至关重要。
应将原料储存在干燥、通风的环境中,避免受潮和受污染。
同时,要建立原料的标识和追溯体系,确保每批原料的来源和质量可追溯。
二、模具设计和制造2.1 模具设计优化模具设计是注塑成型质量控制的关键环节之一。
应根据产品的形状、尺寸和要求,进行模具设计优化。
合理的模具设计可以提高产品的成型质量和生产效率,减少产品的缺陷和不良率。
2.2 模具材料选择模具材料的选择对于注塑成型质量的稳定性和一致性至关重要。
应根据产品的要求和生产批量,选择具有良好耐磨性和导热性的模具材料。
同时,还需考虑材料的成本和可用性等因素。
2.3 模具制造和维护模具的制造和维护对于注塑成型质量的控制起着重要作用。
应确保模具的加工精度和表面质量,以提高产品的成型精度和外观质量。
同时,要定期对模具进行维护和保养,延长模具的使用寿命。
三、注塑成型工艺控制3.1 注塑工艺参数的确定注塑工艺参数的确定是注塑成型质量控制的核心内容。
应根据产品的要求和模具的特点,确定合适的注塑温度、压力和速度等参数。
通过工艺参数的优化,可以提高产品的成型质量和生产效率。
3.2 注塑机的调试和监控注塑机的调试和监控对于注塑成型质量的控制非常重要。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
19
安装孔位置
*
“X”孔位
#10夹具
1件
首件时机
首件记录表
调整/
再检查
25±1mm
5件
每小时
X—R图
隔离并调整
机器
编号
1—5
20
尺寸
*
间隙±0.5mm
#10夹具
首件
首件时机
首件记录表
调整并
再检查
#10夹具
21
周边配合
*
间隙3±0.5mm
检查与#10夹具4个定位的差距
5件
每小时
X—R图
隔离并调整
机器
编号
1—5
22
成型机的
参数
设定
见附件
设定卡
复查设定卡并进行机器设定
每一次设定
首件检查
检查员验证安装调整
调整并重置机器
网格件注塑成型的控制计划
□样件□试生产■生产
控制计划编号 001
主要联系人/电话
日期(编制)
日期(修订)
零件编号/最新更改等级
核心小组
顾客工程批准/日期(如需要)
零件名称/描述:注塑成型网格件
供方工厂批准/日期
顾客批准/日期(如需要)
供方/工厂
B网格件公司,3号工厂
供方代码
0123
其它批准/日期(如需要)
其它批准/日期(如需要)
零件/过程编号
过程名称/操作描述
机器、装置夹具、工装
特性
特殊特
性分类
方法
反应计划
编号
产品
过程
ቤተ መጻሕፍቲ ባይዱ产品/过程
规范/公差
评价测
量技术
样本
控制方法
容量
频率
3
注塑成型
机器
编号1-5
18
外观
*
无伤痕、
无流痕、
无缩痕
目测
样板比对
1件
首件时机
首件记录表
通知工长
100%
连续
自检单
调整/
再检查
机器编号