回转式钢丝矫直机的结构设计
4-10mm 矫直机毕业设计说明书(加翻译)

4-10mm板材矫直机的设计作者姓名:******指导教师:********单位名称:机械工程与自动化专业名称:机械工程及自动化东北大学2011年6月The 4-10 mm Straightening-Machine`s designby Zhang GangSupervisor: Associate Professor Yang Hui LinNortheastern UniversityJune 2011毕业设计(论文)任务书机械工程与自动化学院班级姓名东北大学毕业设计(论文)摘要4-10mm板材矫直机的设计摘要矫直机在冶金工业中用途非常广泛,它是冶金工业生产中常用的矫直设备。
随着科学的发展,轧钢生产行业与传统机械业进一步紧密的结合在一起。
利用轧钢生产技术,提高轧制产品的质量,减少轧制生产的时间,提高成品率,降低生产成本和提高材料的利用率已经成为轧钢机械设计的主要目标。
而矫直技术是提高板带钢产品表面质量和平坦度的重要环节。
在现代化程度较高的连铸生产线中,连铸坯的矫直设备是必不可少的;在型钢、钢板、钢管等轧钢厂的精整车间,矫直机则更是必备的设备之一。
平直度是评价金属板带质量的重要指标之一,随着用户对板带质量要求的不断提高,板带平直度的控制和改善显得日益重要。
板材矫直机是消除板材平直度缺陷,改善板形的关键设备。
本文介绍了板材矫直机的结构特点,原理分析和功能,并对矫直原理做了详细具体的阐述,对其主要零部件做了准确的计算设计和校核,对矫直机的力能参数和结构参数做了计算,同时对矫直机的发展趋势和实际生产中存在的问题做了简单的阐述。
关键词:板材矫直机,力能参数,结构参数,平衡液压缸The 4-10 mm Straightening-Machine`s designAbstractThe straightening machine are Very widely used in the metallurgical industry .It is commonly used in metallurgical industry .With the development of steel-rolling industry, the steel-rolling production industry has been integrated very well with the Traditional mechanical industry. Use the Steel-rolling production technology to enhance the Rolling products` quality , to reduce the time of rolling , to enhance the rate of good-products .to reduce the production cost and enhance the material`s utilization has become the main aim of the steel rolling machine design. However, the straighting techology is the important part of how to enhance the surface quality and flatness. In the modernization of high degree of continuous casting production line,The continuous casting slab of straightening equipment is indispensable。
钢丝矫直机系统设计
钢丝矫直机设计摘要钢丝矫直机是钢质线材等进行矫直的设备。
矫直机通过矫直辊对线材进行挤压使其改变直线度。
一般有两排矫直辊,数量不等。
也有两辊矫直机,依靠两辊(中间内凹,双曲线辊)的角度变化对不同直径的材料进行矫直。
主要类型有压力矫直机、平衡滚矫直机、鞋滚矫直机、旋转反弯矫直机等等。
矫直机的矫直过程是:辊子的位置与被矫直制品运动方向成某种角度,两个或三个大的是主动压力辊,由电动机带动作同方向旋转,另一边的若干个小辊是从动的压力辊,它们是靠着旋转着的圆棒或管材摩擦力使之旋转的。
为了达到辊子对制品所要求的压缩,这些小辊可以同时或分别向前或向后调整位置,一般辊子的数目越多,矫直后制品精度越高。
制品被辊子咬入之后,不断地作直线或旋转运动,因而使制品承受各方面的压缩、弯曲、压扁等变形,最后达到矫直的目的。
前言矫直技术属于金属加工学科的一个分支,已经广泛应用于日用金属加工业,仪器仪表制造业,汽车、船舶和飞机制造业,石油化工业,冶金工业,建筑材料业,机械装备制造业,以及精密加工制造业。
矫直技术在广度和深度方面的巨大发展迫切要求矫直理论能进一步解决一些疑难问题,推动开发新技术和研制新设备。
尤其在党的十六大之后,要求用信息化带动工业化,矫直技术也要跟上时代。
首先要在矫直机设计、制造、矫直过程分析、矫直参数设定及矫直质量预测等方面搞好软件开发;其次要进行数字化矫直设备的研制,使矫直技术走上现代化的道路,不断丰富金属矫直学的内容。
矫直技术多用于金属条材加工的后道工序,在很大程度上决定着产成品的质量水平。
矫直技术同其他金属加工技术一样在20世纪取得了长足的进展,相应的矫直理论也取得了很大的进步。
不过理论滞后于实践的现象比较明显。
例如矫直辊负转矩的破坏作用在20世纪下半叶才得以解决,但其破坏作用的机理直到20世纪80年代末才被阐明。
另外,就矫直理论的总体来看,仍然处于粗糙阶段,首先就是其基本参数的确定还要依靠许多经验算法和经验数据,如辊数、辊距、辊径、压弯量及矫直速度等;其次是许多技术现象如螺旋弯废品、矫直缩尺、矫直噪声、斜辊矫直特性、斜辊辊形特性、拉弯变形匹配特性等都缺乏理论阐述;再次是理论的概括性不够,一套公式不仅不能包括各种断面型材,甚至不能包括同类断面而尺寸和材质不同的工件,如弯距和矫直曲率等都缺少通用表达式。
矫直机毕业设计
矫直机毕业设计矫直机毕业设计随着现代工业的发展,机械设备在生产过程中起到了至关重要的作用。
其中,矫直机作为一种常见的机械设备,被广泛应用于金属加工、汽车制造等领域。
本文将围绕矫直机的毕业设计展开讨论,探究其设计原理、技术要点以及未来发展趋势。
一、设计原理矫直机的设计原理主要基于材料力学和机械原理。
其基本原理是通过对金属材料的弯曲变形进行逆向力学分析,从而实现材料的矫正。
矫直机通常由上、下两个辊轮组成,通过辊轮的旋转和压力调节,对金属材料进行弯曲矫正。
在设计中,需要考虑材料的性质、工件的尺寸和形状等因素。
通过对这些因素的分析和计算,可以确定矫直机的结构参数、工作方式以及控制系统等设计要点。
二、技术要点1. 结构设计:矫直机的结构设计是整个毕业设计的核心。
需要考虑矫直机的稳定性、刚度和精度等因素。
合理的结构设计可以提高矫直机的工作效率和矫直质量。
2. 辊轮设计:辊轮是矫直机的核心部件,直接影响到矫直效果。
辊轮的材料选择、表面处理以及尺寸设计都需要进行详细的分析和计算。
3. 控制系统设计:矫直机的控制系统需要实现对辊轮的旋转速度、压力和位置等参数的精确控制。
控制系统的设计涉及到传感器的选择、电气元件的布置以及控制算法的优化等方面。
4. 安全设计:矫直机在工作过程中存在一定的危险性,因此安全设计至关重要。
需要考虑到紧急停机、过载保护以及防护装置等方面,确保操作人员的安全。
三、未来发展趋势随着科技的不断进步,矫直机也在不断发展和改进。
未来,矫直机的发展趋势主要体现在以下几个方面:1. 自动化:随着工业自动化水平的提高,矫直机将更加智能化和自动化。
通过引入机器学习和人工智能等技术,可以实现矫直过程的自动控制和优化,提高生产效率和产品质量。
2. 精确度和稳定性:随着对产品质量要求的不断提高,矫直机的精确度和稳定性也将成为关注的焦点。
未来的矫直机将更加注重精确度的控制和稳定性的提升,以满足高精度加工的需求。
3. 多功能性:矫直机在不同行业中的应用需求也在不断增加,因此未来的矫直机可能会具备更多的功能和适应性。
矫直机减速器的结构设计毕业论文

矫直机减速器的结构设计毕业论文第1章减速器原始数据和传动方案选择1.1原始数据及设计要求传动方案的分析与拟定,研究矫直机减速器的传动原理,熟悉基本的设计流程,独立完成功率P=310Kw、传动比i=26.8、输入转速n=1000rpm 矫直机减速器的结构设计;并对减速器的齿轮、轴、轴承等进行强度校核;根据计算结果完成减速器装配图及零件图的绘制。
1.2 原始数据及设计要求减速机主要由齿轮、轴、轴承等组成。
工作原理:电机将动力传给一级齿轮轴,通过中间轴传给长轴,长轴和上面两轴啮合,上面两轴又分别和下面两轴啮合,实现1:1传动,五输出轴转速相同,同时实现上面两轴转向相同和下面两轴转向相同。
第2章确定传动比及参数相关计算2.1 传动比的分配传动系统的总传动比为:i=26.8根据参考文献[2],根据传动方案,i n =1.3i n+1,得i=i 1i 2i 3,因为五输出轴转速相同所以i 3=1、i 2=4.53、i 1=5.882.2 传动装置参数计算各轴转速为n 1=1000rpm ,n 2=170rpm, n 3=n 4=n 5=n 6 =n 7=37.3rpm 各轴功率为查表得传递效率为η齿=0.99,η轴=0.97P 1=310kw P 2=P 1η1-2=P 1η轴η齿=310×0.99×0.97=297.6kw P 3=P 2η3-4=P 2η轴η齿=297.6×0.99×0.97=285.7kw P 4= P 5= P 3η轴η齿÷ 2=285.7×0.99×0.97÷ 2= 136.9kw P 6= P 7= P 5η轴η齿=136.9×0.99×0.97= 131.4kw各轴转矩nP9550TT 1=2960.5Nm 、T 2=16718Nm 、T 3=73148Nm 、T 4=T 5=35050Nm 、T 6=T 7=33642Nm第3章 齿轮传动的设计3.1 Ⅰ、Ⅱ轴齿轮设计的计算(1)选择材料和许用应力为小、大齿轮使用45钢调质和正火,小、大齿轮的齿面硬度216∽254HBS 应力σHlim1=570MPa ,齿面硬度162∽216HBS 应力σHlim1=400MPa 。
矫直机的设计计算参考
1、 矫直机的设计在板材的成型剪裁加工中,剪切下的余料尺寸大小不一,其中尺寸较宽者往往变形不太大,而且由于尺寸较大,故一般总是收起堆放以留作后用。
而其中尺寸较小者,尤其是宽度在200ram 以下者,往往产生不同程度的弯曲、瓢曲、浪型及镰刀弯,没有专业设备将其矫平矫直(现有矫直机都是大型和中型尺寸的,最小矫直宽度在lO00rnm 以上),大多作为废料处理,造成很大浪费。
笔者诃查了这一生产现状,并应有关企业的要求设计了一种专门矫直矫平小尺寸边角余料的小型矫直机。
投入使用后.这些余料又可作它用,减小了材料的大量浪费,为企业节省了开支,大大降低了生产成本。
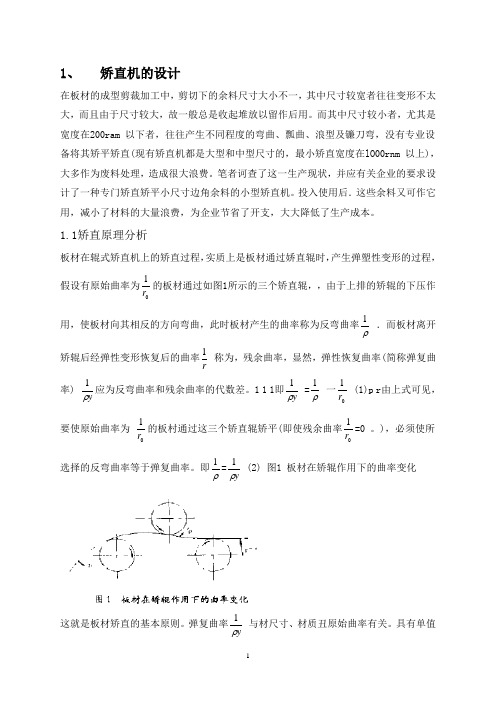
1.1矫直原理分析板材在辊式矫直机上的矫直过程,实质上是板材通过娇直辊时,产生弹塑性变形的过程,假设有原始曲率为01r 的板材通过如图1所示的三个矫直辊,,由于上排的矫辊的下压作用,使板材向其相反的方向弯曲,此时板材产生的曲率称为反弯曲率ρ1.而板材离开矫辊后经弹性变形恢复后的曲率r1 称为,残余曲率,显然,弹性恢复曲率(简称弹复曲率) y ρ1应为反弯曲率和残余曲率的代数差。
1 1 1即y ρ1 =ρ1 一01r (1)p r 由上式可见,要使原始曲率为01r 的板村通过这三个矫直辊矫平(即使残余曲率01r =0 。
),必须使所选择的反弯曲率等于弹复曲率。
即ρ1=yρ1 (2) 图1 板材在矫辊作用下的曲率变化这就是板材矫直的基本原则。
弹复曲率y ρ1 与材尺寸、材质丑原始曲率有关。
具有单值原始曲率的板材,当由矫辊施加适量反弯曲率反向弯曲后,可以变得平直。
这一反弯率ρ1 对于矩型断面的板材可以由(3)式算出:ρ1=⎪⎭⎪⎬⎫⎪⎩⎪⎨⎧⎥⎦⎤⎢⎣⎡+-2032)11/(2212312ρεr h Ehh M s v (3) 式中^ v M 2—— 纯弹性弯曲力矩E —— 材料弹性模量b —— 板料宽度h —— 板料厚度s ε——板材的塑性应变 求出式中ρ1的值,即为所需的反弯曲率。
双旋转毂式矫直机的优化设计

双旋转毂式矫直机的优化设计莫翰林1孙东明1王立铮1钟晨1翟富兵2王天兵 2(1昆明理工大学云南昆明 650500 2新疆新鑫矿业股份有限公司阜康冶炼厂新疆昌吉 831500)摘要:目前电解法作为纯镍生产的主流方法被广泛采用,其主要特点为通过导电棒引导电流,最终将电流导向种板。
因此在实际生产中由于受到承重、撞击等各种因素的影响,导电棒会产生形变。
因为整个电解过程的效率和自动化程度的提高需要使用满足要求直线度的导电棒,所以一个电解周期后必须矫直产生形变的导电棒。
本文以国内某镍冶炼厂中规格为Φ36 ×3 ×1350 的电镍导电棒为研究对象,对转毂式斜辊矫直机进行研究,利用优化后的矫直机矫直编为两组的20根电镍导电棒,对矫直后的导电棒进行测量,并分析比较其平直度,从而验证该种矫直机能否完成电镍导电棒的矫直。
关键词:转毂式矫直;电镍导电棒;参数分析中图分类号:TF305 文献标志码:A 文章编号:The Optimization Design of Leveller with Double RotaryHubMO Hanlin1,SUN Dongming1,WANG Lizheng1,ZHONG Chen1,ZHAI Fubing2,WANG Tianbing2(1.Kunming University of Science and Technology, Kunming 650500, China2.Fukang Smelter of Xinjiang Xinxin Mining Industry Co., Ltd., Changji 831500, China) Abstract: For the moment, electrolytic method is widely used as the mainstream method of pure nickel production. The main characteristic is to guide the current through the conductive rod, and finally the current is guided to the plate. Therefore, in actual production, due to the influence of bearing, impact and other factors, the conductive rod will undergo deformation. Because the efficiency of the whole electrolysis process and the improvement of the degree of automation need to use the conductive rod that meet the required straightness, these conductive rods must be straightened after an electrolytic cycle. In this text, we study rotary bevel type roller straightening machine by choose conductivity rod with a size of 36×3×1350 in a domestic nickel smelter for the study. By using the optimized straightener to straighten two groups of 20 electric nickel conductive rods, measuring these conductive rods and analyzing their flatness, and verifying whether the straightener can complete the straightening of the electric nickel conductive rod.Key words: straightening of rotating the hub; the conductive rod; analysis of straightening parameters0 引言镍是具有磁性的银白色展性金属。
矫直机的设计

目录第一章绪论 ............................................................. - 1 -1.1课题研究的背景和意义............................................. - 1 -1.1.1金属板材矫直技术概况....................................... - 1 -1.1.2平行多辊薄板矫直机国内外概况............................... - 2 -1.1.3国内外实际生产中矫直技术概况举例........................... - 3 -1.1.4课题研究的提出及意义....................................... - 4 -1.2本课题的研究内容................................................. - 4 - 第二章液压矫直机的工作原理和系统构成.................................... - 5 -2.1 矫直原理 ........................................................ - 5 -2.2液压矫直机的设备机构及用途概述................................... - 5 -2.2.1矫直机本体................................................. - 5 -2.2.2换辊装置................................................... - 8 -2.2.3主传动装置................................................. - 8 -2.3液压矫直机的液压伺服控制系统设备................................. - 9 -2.3.1液压泵站................................................... - 9 -2.3.2主AGC液压缸............................................... - 9 -2.3.3液压伺服阀台............................................... - 9 -2.4液压矫直机电气控制系统........................................... - 9 -2.4.1电气控制系统的方案........................................ - 10 -2.4.2自动控制系统的功能........................................ - 10 -2.5本章小结........................................................ - 10 - 第三章计算元件的参数和选型.............................................. - 11 -3.1选择系统供油压力................................................ - 11 -3.2求液压缸相关参数................................................ - 11 -3.3确定伺服阀规格.................................................. - 13 -3.4 液压泵计算及选型液压泵的选择.................................... - 14 -3.5 电动机计算及选型................................................ - 15 -3.6油管的计算...................................................... - 16 -3.6.1直径的计算................................................ - 16 -3.6.2壁厚的计算................................................ - 16 -3.7油箱计算及选型.................................................. - 17 -3.7.1油箱的选型................................................ - 17 -3.7.2 热平衡计算................................................ - 18 -3.8压力传感器选型.................................................. - 18 - 第四章液压伺服系统设计................................................. - 20 -4.1 拟定系统原理图.................................................. - 20 -4.2电液伺服阀传递函数.............................................. - 20 -4.3液压缸传递函数.................................................. - 20 -4.4 确定闭环函数的传递函数及建立数学模型............................ - 21 -4.5 绘制系统开环伯德图并根据稳定性确定开环增益...................... - 22 -4.6 求闭环系统的频宽................................................ - 23 - 第五章结论与展望 ...................................................... - 25 -5.1 论文总结 ....................................................... - 25 -5.2 存在问题及工作展望.............................................. - 25 - 参考文献 ............................................................... - 27 - 对本课程的意见 ......................................................... - 28 -第一章绪论1.1课题研究的背景和意义1.1.1金属板材矫直技术概况随着我国板材生产规模的不断扩大,各厂家日益认识到板形在生产与市场销售中的重要性。
回转式钢丝矫直机的结构设计

S r c u eDe i n o tu t r sg fRo a y S e lW ie S r ih e i g M a h n tr te r tag tnn cie
Ch n h i a gYu u
( ㈨ c m W l Au d i o oa o Z e h u 4 0 4 ) a [ n t C r rt n l  ̄ t m p i h, o 50 1  ̄
1 回转式 钢 丝矫直的 工艺流 程
回转 式 钢丝 矫 直 的工 艺 流程 为 : 放线 一 回转式 矫 直一钢 丝牵 引一 剪断一 收线一 包装 入库 该生 产 中 , 最重 要 的是用 于矫 直 的 回转 式矫 直 器, 考虑到 该生 产线牵 引速 度 比较 慢 , 因此可 以采用 人 工手动剪 切 、 收线 , 收线 盘直径 应不 小于 1 m。
的作用 是 调整压下 量 的大 小
图 1 回转 式 矫 直 器 的结 构 示 意 图
3 回转式 矫直器 参 数的确定 回转 式矫 直器 的主要 参数 包 括轮 径 D、 轮距 f 、 轮数 i压下量 J、 转速 度 n 走线 速度 。 、 4旋 、 。 () 径 D。钢 丝在 矫 直 过 程 中处 于弹 塑性 形 1轮
m rno tvn e prt ed tbtni p dco .h ao rl e m e u ir uo r ut nT es i ie t l a r si i n o i
adp c l o tera ,t l m ri e  ̄ u h e n mlp fh t3 s e ie u , e sa t l gnt h i f cn
Y eZjn u i u
( e, nagI nadS e GopC . / . 450 ) H, n yn r n tl ru o ,z , A a o e d 5 04