fanuc光栅尺 安装说明
光栅尺的安装步骤及要求

光栅尺的安装步骤及要求
以下是 9 条关于“光栅尺的安装步骤及要求”:
1. 首先得找个合适的地方安装呀,这就像给宝贝找个安稳的家一样重要呢!比如在机床上,那得确保安装平面干净光滑,可别随随便便就开始啦!
2. 然后呢,要把光栅尺小心翼翼地放上去,就像呵护小婴儿一样轻拿轻放,千万别粗鲁对待它哟!
3. 接下来呀,固定螺栓可不能马虎,要上紧但也别太紧了,这就如同系鞋带,松了不行,紧过头也不舒服啊,你说是不是?
4. 安装读数头的时候可得仔细了,这可关系到日后读数的准确性呢,可不能有一点偏差呀!
5. 别忘了连接电缆,这就像是给它接上生命线,一定要连接牢固,不然出问题了可咋办呢?
6. 在调整光栅尺的位置时,一定得有耐心呀,就像雕琢一件艺术品,得慢慢打磨才能完美呀!
7. 测试一下安装好没有也很关键啊,不测试咋知道行不行呢,这可不能偷懒呀!
8. 安装过程中要是遇到问题,可别慌张,冷静下来找解决办法,就像打怪升级一样,总会过关的嘛!
9. 最后我想说,认真仔细地安装光栅尺真的太重要啦,只有这样才能让它更好地发挥作用呀!
我的观点结论:光栅尺安装一定要严格按照步骤和要求来进行,才能确保其性能的良好发挥。
光栅尺安装注意事项

光栅尺安装注意事项
以光栅尺安装注意事项为标题,本文将为大家介绍光栅尺的安装注意事项。
1. 安装前检查
在安装光栅尺之前,需要检查设备是否完好无损,尤其是光栅尺的尺码是否正确,是否有损坏或变形等情况。
2. 安装位置
光栅尺的安装位置需要考虑到其测量范围和测量精度,一般应该安装在机床的主轴或工作台上。
同时,需要保证光栅尺与被测物体之间的距离不超过其测量范围。
3. 安装方式
光栅尺的安装方式有多种,如直接粘贴、螺纹固定、夹紧等。
不同的安装方式需要根据具体情况选择,但需要保证光栅尺的安装牢固、稳定。
4. 接线方法
光栅尺的接线方法需要根据具体型号和使用要求选择,但需要注意的是,接线应该牢固、接触良好,避免接触不良或接线松动等情况。
5. 调试和校准
安装完成后,需要进行调试和校准,以保证光栅尺的测量精度和稳
定性。
调试和校准需要根据具体型号和使用要求进行,一般需要使用专业的调试和校准设备。
光栅尺的安装需要注意多个方面,包括设备的检查、安装位置、安装方式、接线方法以及调试和校准等。
只有在严格按照要求进行安装和调试,才能保证光栅尺的正常使用和测量精度。
光栅尺安装方法_PPT课件

A A * B B * R R *
5V
0V 5V 0V
IE C742E N50178
*若光學尺方向與馬達極性相反時會有暴衝現象,則將A,B相之信號線對調.
1.請注意信號線及裝置 之接地.
2.信號線須遠離干擾源.
25
光學尺之電氣信號
5 6 8 1 3 4 2 1 1
1 2
1 0
/
7/
A
B
R
5 V 0 V 5 V
確認
2
警告及建議
1.為防止靜電破壞,請勿以手接觸 光學尺之電氣部份. 2.勿以重物敲擊光學尺之尺身. 3.光學尺之信號線安裝時請關閉 電源
3
供應項目
光學尺之包裝盒內包含有光學尺之本體, 安裝手冊,精度檢測表,壓縮空氣用接頭.
4
安裝位置
1.光學尺之安裝位置,應選擇油氣灰塵不易進入之空間. 2.光學尺之安裝應避免讀頭側向上,以防油污塵進入.
14
光學尺安裝固定之檢查
1.尺身高度之檢測,利用千分表或百分表依光學尺之測量長度選取兩點 至四點測量,平行度須在0.2mm以內. 2.讀頭與尺安裝面平行度0.1mm內.
15
光學尺安裝固定之檢查
1.尺身安裝之平行度及垂直度確認在容許誤差範圍內後,利用扭力扳手 依圖示之扭力固定尺身及讀頭. 2.螺絲鎖緊之順序請依上圖之指示.
7
更換信號線出線方向
1.改變讀頭內部之電路板方向.(注意內部排線之位置,勿使壓住或折到) 2.按圖示之位置及方向鎖上螺絲及讀頭護蓋.
9
原點信號位置之選擇
1.非C-Type之光學尺,其 原點信號檢出之位置,可 由外部之磁性選擇片(黑 色)來選擇其位置. 2.原點信號可檢出之位 置為每50mm即有一點. 3.每次磁性選擇片之位 移為填充片或選擇片之 整數倍數位置.
光栅尺安装说明

光栅尺安装说明一、根据阿贝误差原理,传感器应尽量安装在靠近机床工作台的车身基面上。
二、根据机床的行程选择光栅尺的长度,有效测量长度大于机床行程,即行程两端至少应留 20mm 余量。
主尺孔距为: L=L 0 +147 ( L 0 标称尺寸,单位 mm )。
三、将光栅尺用 M6 内六角螺钉固定在基面上,确保主尺上端面同正面与移动方向平行,误差≤ 0.1mm/m 。
四、读数头孔距为60 ± 0.1mm 用 M4 内六角螺钉固定于相对主尺运行的另一基面上,或用 M6 内六角螺钉固定于安装附件上,固定读数头的安装附件要设计成上下有 1mm 的调整量。
读数头拔叉与外壳全长移动中不能有磨擦声。
读数头后基面同主尺基面平行。
当发现有安装误差时,可以将读数头前后平称 0.1~0.2mm ,读数头与主尺之间保持0.8 ± 0.15mm 的间隙。
尽量使读数头安装在非运动部件上,以利于信号线的固定,信号线禁止同电源线平行布置。
五、在安装光栅尺的机床导轨上应装限位装置。
六、光栅尺安装完毕后应认真检查,确保安装无误后方可移动工作台,运动中不应有异常声,接通电源检查技术是否正确,检查时可用标准块规对比。
若有误差可通过数显表进行修正。
七、一切正常后应将光栅尺防护罩固紧,光栅尺防护罩应将主尺全部防护好,严禁油污、金属屑等进入主尺内。
安装方式说明安装方式的选择必须注意切屑、冷却液及油液的溅落方向,A、B、C三种方式为正确,读数头最好固定在机床非移动部件上,以简化电缆敷设。
安装基面:光栅尺体及读数头分别安装在机床相对的两个部件上,对安装基面的要求如图所示:安装精度光栅尺相互垂直的两个侧面与机床导轨运动方面的平行度误差在全长范围内部大于0.2毫米,读数头与光栅尺相邻两平行平面的间隙1.2-1.5毫米,如图所示:检查接通电源,移动工作台,观察数显表计数是否正常,如图所示,使用百分比表或其他量具,使其与数显表同时调零或记忆起始数据往返多次后回到初始位置,归零误差或与记忆起始数据应不大于+0.01毫米光栅数显测量系统是一种能自动检测和自动显示的光机电一体化产品,是改造旧机床,装备新机床以及各种长度计量仪器的重要配套件,是用微电子技术改造传统工业的方向之一。
光栅尺安装方法
光栅尺安装方法嘿,朋友们!今天咱就来唠唠光栅尺安装方法这档子事儿。
你说这光栅尺啊,就好比是机器的眼睛,能让机器精准地知道自己的位置和动作呢。
那要怎么把这双“眼睛”安好呢?先得找个合适的地儿呀。
就跟你找睡觉的床一样,得平平整整,舒舒服服的。
安装面可不能有坑坑洼洼,不然这“眼睛”看东西能准嘛!然后呢,把光栅尺轻轻放上去,就像你把宝贝玩意儿小心翼翼搁在架子上一样。
这时候可别毛手毛脚的,得温柔点儿。
接着,把固定螺丝拧上,可别拧太紧咯,不然会把它弄疼的呀。
再来说说读数头的安装吧。
这读数头就像是“眼睛”的晶状体,得对准了光栅尺才行。
你想想,要是晶状体歪了,那能看清东西吗?把读数头轻轻靠上去,调整好位置,让它和光栅尺亲密无间地配合。
安装过程中,你得时刻留意呀,就像你走路得看着脚下别摔跟头一样。
看看有没有哪儿没对齐,有没有哪儿松动了。
要是出了岔子,那可就麻烦啦。
还有啊,安装的时候别心急,别想着一下子就弄好。
这又不是赛跑,急啥呀。
慢慢来,一步一步稳稳当当的,才能把这光栅尺装好。
等都安装好了,你可得好好检查检查。
就像你出门前得照照镜子,看看自己穿戴整齐没有。
看看这“眼睛”是不是能正常工作,读数是不是准确。
要是有问题,赶紧调整,可别等用的时候才发现不行。
总之啊,安装光栅尺就跟你做一件精细的手工活儿一样,得细心,得耐心。
你要是马马虎虎的,它可就不好好给你干活啦!咱得把它伺候好了,它才能给咱好好服务呀,对不对?大家可别嫌我啰嗦,这都是经验之谈呐!希望大家都能顺顺利利地把光栅尺安装好,让机器们都能拥有明亮的“眼睛”,精准地工作!。
光栅尺安装说明书
光栅尺安装说明郑重声明!!!(此安装步骤仅供参考,由于机床结构不同,安装时要灵活运用。
按照此步骤安装所引起的光栅尺损坏,本公司概不负责。
本说明的最终解释权归本公司所有)。
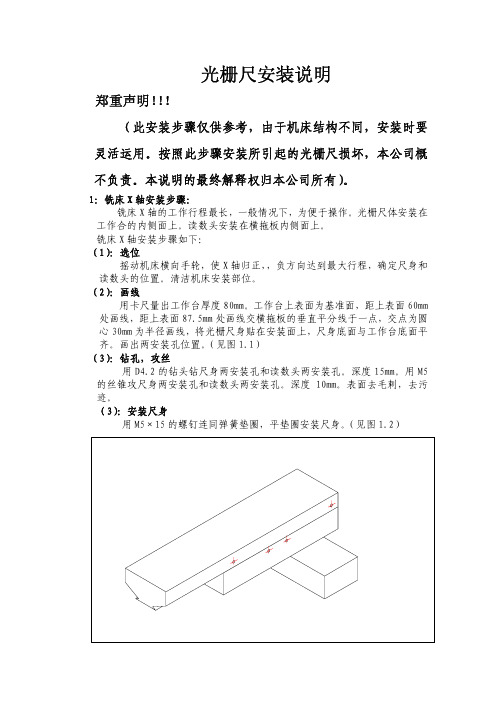
1:铣床X轴安装步骤:铣床X轴的工作行程最长,一般情况下,为便于操作。
光栅尺体安装在工作合的内侧面上。
读数头安装在横拖板内侧面上。
铣床X轴安装步骤如下:(1):选位摇动机床横向手轮,使X轴归正,,负方向达到最大行程,确定尺身和读数头的位置。
清洁机床安装部位。
(2):画线用卡尺量出工作台厚度80mm。
工作台上表面为基准面,距上表面60mm 处画线,距上表面87.5mm处画线交横拖板的垂直平分线于一点,交点为圆心30mm为半径画线,将光栅尺身贴在安装面上,尺身底面与工作台底面平齐。
画出两安装孔位置。
(见图1.1)(3):钻孔,攻丝用D4.2的钻头钻尺身两安装孔和读数头两安装孔。
深度15mm。
用M5的丝锥攻尺身两安装孔和读数头两安装孔。
深度10mm。
表面去毛刺,去污迹。
(3):安装尺身用M5×15的螺钉连同弹簧垫圈,平垫圈安装尺身。
(见图1.2)图1.1图1.2(5):检测调校光学尺高低和水平时,必须以光学尺的长度中心取两边对称点作为调校基准点,任一光学尺不论在调校高低和水平方向时,最后调节范围对尺身而言,以表头距尺身两端距离各不超过20mm为准,对读数头而言,在两个四方基准面之间。
(见图1. 3)检测高低和水平方向相对于机床导轨平行度小于0.15mm。
(见图1. 4)图1. 4(6):安装读数头。
用M5×35螺钉,弹簧垫圈,平垫圈固定读数头。
要求读数头和尺身高低方向间隙在1.2-1.5mm。
(见图1.5)图1.5(7):检测读数头安装面a:若尺身安装面与读数头安装面互相平行,安装面之间的平行度小于0.1mm。
(见图1.6)b:若尺身安装面和读数头安装面互相垂直,安装面之间的垂直度小于0.1mm。
(见图1. 7)c:读数头和尺身水平方向错位1.5mm。
光栅尺使用说明书
光栅尺使用说明书一、产品概述光栅尺是一种高精度的位置测量传感器,广泛应用于数控机床、机器人、自动化生产线等领域的位移测量。
本说明书将为您提供光栅尺的使用、安装、保养等方面的指导。
二、安装步骤1. 确认光栅尺的规格和尺寸是否符合您的设备需求。
2. 根据光栅尺的安装要求,准备合适的安装基座和安装孔位。
3. 将光栅尺安装到基座上,并使用适当的固定件(如螺丝、螺母等)将其固定。
4. 连接光栅尺的电缆到控制器或驱动器上,确保连接牢固。
5. 按照设备的电气规范进行电源连接。
6. 检查所有安装步骤是否正确,并进行初步测试以确保光栅尺正常工作。
三、操作说明1. 确保设备已正确启动并处于准备状态。
2. 通过控制器或驱动器发送位移测量指令给光栅尺。
3. 光栅尺将位移信号转换为电信号,并输出给控制器或驱动器。
4. 控制器或驱动器根据接收到的电信号进行相应的控制操作。
5. 定期检查光栅尺的工作状态,确保其正常工作。
四、注意事项1. 在安装和操作过程中,请遵守相关电气安全规范,确保电源和电缆连接正确可靠。
2. 请勿随意拆卸或修改光栅尺,以免造成损坏或精度损失。
3. 在使用过程中,避免对光栅尺施加过大的外力或振动,以免影响其测量精度。
4. 定期清洁光栅尺的测量面,保持清洁无尘,以保证测量精度。
5. 在使用过程中,如发现光栅尺工作异常或有故障提示,应及时停机检查并排除故障。
五、故障排除1. 检查电源和电缆连接是否正常,确保电源电压符合光栅尺的要求。
2. 检查光栅尺的安装是否牢固,如有松动请重新固定。
3. 检查控制器或驱动器的设置和配置是否正确,包括波特率、数据位等参数。
4. 如以上步骤均无问题,可能是光栅尺本身出现故障,建议联系专业维修人员进行检修或更换。
六、保养维护1. 定期检查光栅尺的测量面是否清洁无尘,如有需要可用适当的清洁剂进行清洁。
2. 检查光栅尺的固定件是否松动或磨损,如有需要请更换或加固。
3. 对于长期使用的光栅尺,建议定期进行精度校准和维护保养,以保证测量精度和使用寿命。
光栅尺的安装与调试
光栅尺的安装与调试一、线性光栅尺选型①准确度等级的选择数控机床配置线性光栅尺是了提高线性坐标轴的定值精度、再复定位精度,所以光栅尺的准确度等级是首先要考虑的,光栅尺准确度等级有±0.01mm、±0.005mm、±0.003mm、±0.02mm。
而我们在设计数控机床时根据设计精度要求来选择准确度等级,值得注意的是在选用高精度光栅尺时要考虑光栅尺的热性能,它是机床工作精确度的关键环节,即要求光栅尺的刻线载体的热膨胀系数与机床光栅尺安装基体的热膨胀系数相一致,以克服由于温度引起的热变形。
另外光栅尺最大移动速度可达120m/min,目前可完全满足数控机床设计要求;单个光栅尺最大长度为3040mm,如控制线性坐标轴大于3040mm时可采用光栅尺对接的方式达到所需长度。
②测量方式的选择光栅尺的测量方式分增量式光栅尺和绝对式光栅尺两种,所谓增量式光栅尺就是光栅扫描头通过读出到初始点的相对运动距离而获得位置信息,为了获得绝对位置,这个初始点就要刻到光栅尺的标尺上作为参考标记,所以机床开机时必须回参考点才能进行位置控制。
而绝对式光栅尺以不同宽度、不同问距的闪现栅线将绝对位置数据以编码形式直接制作到光栅上,在光栅尺通电的同时后续电子设备即可获得位置信息,不需要移动坐标轴找参考点位置,绝对位置值从光栅刻线上直接获得。
绝对式光栅尺比增量式光栅尺成本高20%左右,机床设计师因考虑数控机床的性价比,一般选用增量式光栅尺,既能保证机床运动精度又能降低机床成本。
但是绝对式光栅尺开机后不需回参考点的优点是增量式光栅尺无法比拟的,机床在停机或故障断电后开机可直接从中断处执行加工程序,不但缩短非加工时间提高生产效率,而且减小零件废品率。
因此在生产节拍要求格或由多台数控机床构成的自动生产线上选用绝对式光栅尺是最为理想的。
③输出信号的选择a.光栅尺的输出信号分电流正弦波信号、电压正弦波信号、TTL矩形波信号和TTL差动矩形波信号四种,虽然光栅尺输出信号的波形不同对数控机床线性坐标轴的定位精度、重复定位精度没有影响,但必须与数控机床系统相匹配,如果输出信号的波形与数控机床系统不匹配,导致机床系统无法处理光栅尺的输出信号,反馈信息、补偿误差对机床线性坐标轴全闭环控制无从谈起。
光栅尺的安装与调试
光栅尺的安装与调试一、线性光栅尺选型①准确度等级的选择数控机床配置线性光栅尺是了提高线性坐标轴的定值精度、再复定位精度,所以光栅尺的准确度等级是首先要考虑的,光栅尺准确度等级有±0.01mm、±0.005mm、±0.003mm、±0.02mm。
而我们在设计数控机床时根据设计精度要求来选择准确度等级,值得注意的是在选用高精度光栅尺时要考虑光栅尺的热性能,它是机床工作精确度的关键环节,即要求光栅尺的刻线载体的热膨胀系数与机床光栅尺安装基体的热膨胀系数相一致,以克服由于温度引起的热变形。
另外光栅尺最大移动速度可达120m/min,目前可完全满足数控机床设计要求;单个光栅尺最大长度为3040mm,如控制线性坐标轴大于3040mm时可采用光栅尺对接的方式达到所需长度。
②测量方式的选择光栅尺的测量方式分增量式光栅尺和绝对式光栅尺两种,所谓增量式光栅尺就是光栅扫描头通过读出到初始点的相对运动距离而获得位置信息,为了获得绝对位置,这个初始点就要刻到光栅尺的标尺上作为参考标记,所以机床开机时必须回参考点才能进行位置控制。
而绝对式光栅尺以不同宽度、不同问距的闪现栅线将绝对位置数据以编码形式直接制作到光栅上,在光栅尺通电的同时后续电子设备即可获得位置信息,不需要移动坐标轴找参考点位置,绝对位置值从光栅刻线上直接获得。
绝对式光栅尺比增量式光栅尺成本高20%左右,机床设计师因考虑数控机床的性价比,一般选用增量式光栅尺,既能保证机床运动精度又能降低机床成本。
但是绝对式光栅尺开机后不需回参考点的优点是增量式光栅尺无法比拟的,机床在停机或故障断电后开机可直接从中断处执行加工程序,不但缩短非加工时间提高生产效率,而且减小零件废品率。
因此在生产节拍要求格或由多台数控机床构成的自动生产线上选用绝对式光栅尺是最为理想的。
③输出信号的选择a.光栅尺的输出信号分电流正弦波信号、电压正弦波信号、TTL矩形波信号和TTL差动矩形波信号四种,虽然光栅尺输出信号的波形不同对数控机床线性坐标轴的定位精度、重复定位精度没有影响,但必须与数控机床系统相匹配,如果输出信号的波形与数控机床系统不匹配,导致机床系统无法处理光栅尺的输出信号,反馈信息、补偿误差对机床线性坐标轴全闭环控制无从谈起。
[整理]fanuc光栅尺 安装说明.
工作说明:
1. 依制单标准挑选光学尺和信号线。
注意事项:
请依机种别搭配选用
量具 模具 工具
工 准备工时 1.0H 备 时 作业工时 1.0H 注
日期 93 年 07 月 29 日 日 Nhomakorabea 年 月 日
发
修
核
审
行 版次 第一版 订 次数 第 次 准
查
承林 焕
办森
台中精机厂股份有限公司 编号
-------------
-------------
量具 1. 2.5mm 六角板手*1 模具 2. 工具 3. M6 开口板手*1
工 准备工时
时 作业工时
备
1.0H 注 1.0H
日期 93 年 07 月 29 日 日期 年 月 日
发
修
核
审
行 版次 第一版 订 次数 第 次 准
查
承林 焕
办森
台中精机厂股份有限公司 编号
空气帘幕风管,另一边插另一三通接头 2。 路径 3:.由三通接头 2 一边插气枪风管,另一边插电磁阀
(HDSVPU22002)输入端。 路径 4:电磁阀电源线接(L01,L02),机台开机时将风压源送到输出
端。 路径 5.由电磁阀输出端接到调压器 (HDAR300003) 过滤器 (HDAFD3003BD)8mm 快速接头。 路径 6.:气压由过滤调压器输出一 6mm 风管接头(HDKF0603L0),
1. 请 按 照 步 骤 图 解 安
2. 轴向串行式光纤(FSSB)最后一轴之 CP10A 接到光学尺接口下
装。
方之 10CP10B(图二所示)。
3. 光学尺接口 JF101 插 X 轴光学尺信号线,JF102 插 Y 轴光学
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
QR011-02-09-01
(AMP)
(光学尺接口)
1 2
3
4
QR011-02-09-0
此表仅供试车异常时量测使用。
注意事项:
原装线已由海德汉公司
所提供非必要时请勿自
行焊接以免发生接触不
良。
工
时
准备工时 1.0H 备
注
作业工时 1.0H
月29日
修
订日期年月日
核
准
审
查
承
办
第一版次数第次
QR011-02-09-01 台中精机厂股份有限公司编号WQU-MV-P4-71B LC-191F绝对式光学尺组立作业标准书页次4/8
轴光学尺读写头连接信号线走线方式与X 轴极限开关电线相同,必须穿越护罩到电气箱光学尺接口JF101。
轴光学尺连接读写头信号线走线方式,经由X 轴底座穿越
护罩到电气箱光学尺接口JF102。
轴光学尺吹气部分使用6mm 风管长度约4.0M 接到立柱后。
轴光学尺吹气部分使用6mm 风管长度约3.5M 接到立柱后。
注意事项:请注意走线方式。
六角板手*1
工准备工时 1.0H 备
QR011-02-09-01
1.
2.
3.
44..
工作说明:
1:风压源由三点组合中间8mm 快速接头输出。
2:.输出的5*8mm 风管经过三通接头1(HDKF0800T0)一边插空气帘幕风管,另一边插另一三通接头2。
3:.由三通接头2一边插气枪风管,另一边插电磁阀(HDSVPU22002)输入端。
4:电磁阀电源线接(L01,L02),机台开机时将风压源送到输出端。
5.由电磁阀输出端接到调压器 (HDAR300003) 过滤器(HDAFD3003BD)8mm 快速接头。
6.:气压由过滤调压器输出一6mm 风管接头(HDKF0603L0),接到一6mm 三通接头(HDKF0600T0) 一边插X 轴光学尺风压,另一边插Y 轴光学尺风压侧。
注意事项:
1.请按照图示装配。
2. 过滤调压器试车时请将风压元调到1.5KG 。
量具
模具工具 1.十字起*1
2.剪刀*1 工 时
准备工时 1.0H 备 注
作业工时
1.0H
日期 93年07月29日 修
订日期
年 月 日
核
准
审
查
承
办
林 焕
森
版次 第一版
次数 第 次 QR011-02-09-01
1
3
2
4
5
6
工作说明:
路径1:风压源由三点组合中间8mm 快速接头输出。
路径2:.输出的5*8mm 风管经过三通接头1(HDKF0800T0)一边插空气帘幕风管,另一边插另一三通接头2。
路径3:.由三通接头
2一边插气枪风管,另一边插电磁阀(HDSVPU22002)输入端。
路径4:电磁阀电源线接(L01,L02),机台开机时将风压源送到输出端。
路径5.由电磁阀输出端接到调压器 (HDAR300003) 过滤器(HDAFD3003BD)8mm 快速接头。
路径6.:气压由过滤调压器输出一6mm 风管接头(HDKF0603L0),接到一6mm 三通接头(HDKF0600T0) 一边插X 轴光学尺风压侧,另一边插Y 轴光学尺风压侧。
注意事项:
1.请按照图示装配。
2. 过滤调压器试车时请将风压元调到1.5KG 。
量具
模具1.十字起*1
工准备工时 1.0H 备
QR011-02-09-01
工作说明:
1.首先参数设定P1815#1光学尺使用(图一所示)。
2.依照图标二设定P2023轴向速度回授;。
3.参数P2024,P2185依照机种轴向球螺杆pitch而设定。
(图三所示)
4.参数P2084;P2085齿轮比(分子/分母)1:10固定设定。
(图四所示)注意事项:
1.请参考设定参数
2.参数设定完成后请重新关开机。
QR011-02-09-01
(图示一) (图示二) (图示三)(图示四)
工作说明:
于(图示一)画面压一下软键FSSB 。
此刻会显示(图标二)画面压一下软键AXIS 。
来到(图示三)画面开始进行X 轴设定步骤:
黄色部分写入1(X 轴)压一下软键SETING 再压一下软键输入。
再压一下软键输入。
注意事项:
1.请按照步骤设定。
2.每一轴光学尺接口设定完成后必须要有重新关开机动作。
(二.三轴同时设定也是如此)。
准备工时
(图示一) (图示二)
(图示四)
(图示三)。