CK6163型数控机床设计毕业设计论文
机床CK6163的数控化改造

1 机床数控化设计概述本毕业设计是机床CK6163的数控化改造,要求是:1)进给两坐标联动,采用单片机的半闭环控制;2)脉冲当量:纵向(X)0.01mm/步,横向(Y)0.005mm/步;3)系统能实现直线插补,圆弧插补;4)电动刀架转位数为4;5)其它要求:要能实现螺纹加工。
1.1 伺服系统的选择对于机床的数控化改造,有开环、闭环和半闭环三种。
开环控制是没有输出反馈的一类控制系统,开环控制系统的优点是简单、经济、容易维修。
缺点是精度低、对环境变化和外界干扰十分敏感。
闭环系统是在工业与国防领域,应用十分广泛。
闭环系统较开环系统,具有一系列的优点,例如精度高、动态性能好、对环境变化灵敏度低,以及抗干扰能力强等。
缺点是结构比较复杂,价格比较昂贵,不容易维修。
而闭环系统虽然可以获得十分良好的控制精度。
但是,受机械传动件的非线性影响严重,只有在要求高精度的场合,才采用闭环控制。
因为各种部影响定位精度的因素都可以得到补偿。
一般的,经济、实用型的数控机床则采用半闭环控制。
显然,半闭环控制比全闭环控制容易实现,可节省投资。
因此,本课题改造采用半闭环控制。
对于本系统改造,闭环与半闭环的区别在于位置反馈传感器的安装位置。
如安装在滚珠丝杠上为间接测量;安装在工作台上为直接测量。
位置控制环内仅包含丝杠的扭转刚度及部分间隙,所以稳定性不是问题。
因此半闭环控制系统可避免传动机构非线形(如齿隙、齿轮摩擦、非刚性等)引起系统产生极限环和爬行震荡。
但丝杠与螺母之间的滞后得不到补偿,所以定位精度比闭环低。
如图1.1:图 1.1 半闭环控制系统1.2 运动方式的确定数控系统按运动方式可分为点位控制系统、点位/直线系统和连续控制系统。
如果要求工作台或刀具沿各坐标轴的运动有确定的函数关系,即连续控制系统应具备控制刀具以给定速率沿加工路径运动的功能。
具备这种控制能力的数控机床可以加工各种外形轮廓复杂的零件。
因此,本机床的数控化改造后具有在点位控制系统中不具有连续控制系统中才具有的轨迹计算装置,而连续控制系统中却具有点位系统的功能。
毕业设计_ca6163车床的经济型数控化改造

摘要随着科学技术的飞速发展,数字控制(CNC)机床已成为当前机械制造业进行技术改造,技术革新的必有之路,是未来工厂自动化的基础。
因此,此次对普通床进给系统的数控化改造设计更显得重要。
目前中国大多数制造行业和企业的生产、加工装备绝大多数是普通机床,机床数控化率远低于美国、日本等国家。
如果大量添置全新的数控机床,不仅资金投入量大、成本高,而且又会造成原有设备的闲置浪费。
把普通机床改造成数控机床则不失为一条提高数控化率的有效途径。
第一部分是数控机床的概述,第二部分是进给系统的总体设计方案,第三部分是伺服进给机械部分设计计算,第四部分是控制部分的单片机原理设计。
基于步进电机的机械改装减少了人的工作量,把手动转变成为电动。
本次改造用了两个步进电机,分别控制机床的两个方向(纵向和横向)的进给,通过带轮带动滚珠丝杠的轴向运动。
基于单片机控制的电子部分设计提高了工作效率和测量的准确度、可信度。
该仪器采用了8031单片机。
关键词车床数控丝杠步进电机单片机AbstractAs the development of technology, the numerical control machine has becomes the trend of the reformation in the manufacturing industry and the foundation of factories in the future. Therefore, the project of automat the machine is important to the prospective study and work.At present the Chinese majority manufacture professions and enterprise's production, the process unit overwhelming majority is the ordinary engine bed, the engine bed numerical control rate is lower than countries far and so on US, Japan. If acquires the brand-new numerically-controlled machine tool massively, not only the fund inputs are big, cost, will create the original equipment's idle waste. Transforms the numerically-controlled machine tool the ordinary engine bed is enhances the numerical control rate efficient path.Introduction will be presented in Section 1. The overall designing scheme will be proposed in Section 2 .The calculating and data of mechanical part is in Section 3 and Section 4 is the part of control including the principle of SCM.The reformation to machine based the stepping motor decreases the workload by turning the hand operation to electric control. Two motors controlling two directions respectively move the ball screws by strap wheels.The design in electrical part based the SCM improves the product efficiency and the accuracy and stability in the aspect of measuring by using the 8031 SCM.Key words:Lathe computer numerical control ball screw stepping motor SCM目录摘要 (1)ABSTRACT (2)第1章绪论 (5)1.1数控机床的发展过程 (5)1.2数控机床的组成 (6)第2章数控化改造总体技术方案的确定 (8)2.1设计任务 (8)2.2总体方案设计的内容 (9)2.2.1伺服驱动 (9)2.2.2 总体方案框图 (9)第3章伺服系统机械部分设计计算 (10)3.1设计要求 (10)3.2确定系统脉冲当量 (11)3.3计算切削力 (11)3.4滚珠丝杠螺母副的计算和选择 (12)3.4.1纵向滚珠丝杠螺母副的计算和选型 (12)3.4.2 横向滚珠丝杠螺母副的计算和选型 (16)3.5进给伺服系统传动计算 (20)3.5.1 纵向进给伺服系统传动计算 (20)3.5.2 横向进给伺服系统传动计算 (23)3.6步进电机的计算和选型 (26)3.6.1 纵向步进电机的计算和选型 (26)3.6.2 横向步进电机的计算和选型 (30)3.7 自动转位刀架 (34)3.7.1 数控车床刀架的基本要求 (34)3.7.2 工作原理 (34)3.7.3 刀架的安装 (35)第4章控制系统硬件原理及其控制程序编制 (36)4.1主控制器 (36)4.1.1主控制器及其选择 (36)4.1.2 MCS-51系列单片机介绍 (36)4.2地址分配及接线方法 (38)4.2.1 地址的分配 (38)4.2.2 8031的连接方式 (38)4.3接口电路的设计 (39)4.4控制系统程序编译 (40)4.4.1数控的插补方法 (40)4.4.2 直线插补工作原理 (40)4.4.3 圆弧插补工作原理 (41)4.5自动换刀程序设计 (43)参考文献 (46)致谢 (47)第1章绪论1.1 数控机床的发展过程1946年诞生了世界上第一台电子计算机。
设计C6163摇杆零件的机械加工工艺规程及工艺装备论文

目录前言 (1)1.零件的分析 (2)1.1零件的作用 (2)2.确定毛胚,画毛胚图(附图2) (2)3.工艺规程设计 (3)3.1定位基准的选择 (3)3.2制定工艺路线 (3)3.3选择加工设备及刀具、夹具、量具 (4)4.加工工序设计 (5)4.1工序10:车Ф32右端面 (5)4.2工序20:钻Ф16H8孔至Ф15 (7)4.3工序30半精镗Ф16H8孔、倒左端孔口角 (8)4.4工序40:Ф16右端孔口倒角、去毛刺 (9)4.5工序50:精镗Ф16H8孔 (10)4.6工序60:车左边二搭子 (11)4.7工序70:钻、铰Ф12H8孔,钻M6底孔 (12)4.8工序80:Ф12H8孔口倒角 (14)4.9工序80:攻M6螺纹 (15)4.10工序100:铣10mm槽 (16)5夹具设计 (17)5.1工序70专用钻夹具的设计 (17)5.2工序100专用铣夹具的设计 (18)参考文献 (20)前言纵观历史,制造技术是一个永恒的主题,是设想、概念、科学技术物化的基础和手段,是国家经济实力的体现,是国家工业化和支柱产业的关键。
工艺技术是制造技术的重要组成部分,提高工艺技术水平是提升机械产品质量增强市场竞争力的有力措施。
同样的设计可以通过不同的工艺方法来实现,不同的工艺所使用的加工设备、工艺装备也就不同,其质量和生产率也会有差别。
工艺是生产中最活跃的因素。
通常有了某种工艺方法才有相应的工具和设备出现。
反过来这些工具和设备的发展又提高了该工艺方法的技术性能和水平,扩大了其应用范围。
本次毕业设计我的设计题目正是解决一个中等复杂程度零件的机械加工的工艺问题。
本次设计的零件是C6163摇杆。
该零件的机械加工综合运用了车、铣、镗、钻、绞、攻丝等常用手段。
能够很好的对我们所学过的知识进行概括和总结。
本次设计的内容主要分3个方面:1..零件的机械加工工艺分析,确定最终加工方案;合理的选择机床,确定各工序的定位方式;选择或设计相应的工装,合理选择刀具、量具;确定各工步的切削用量,并拟定机械加工工艺过程卡片和机械加工工序卡片。
CK6163型数控机床主传动系统设计
S- L_ C0 N VA L LE Y
固
C K 6 1 6 3 型 数控 机 床主 传动系统设 计
马 玉琼
( 沧州师范学院机 电工程系 , 河北沧州 0 6 1 0 0 1 )
摘 要 C K 6 1 6 3 属 于 经 济型 中档精 度机 床 , 其 品种 、用 途 、性 能和 结 构都 是 普 通型 车 床 所共 有 的 , 通用 机床 的规 格 和 类 型有 系列型 谱作 为 设 计 时应 该遵 照 的基 础 。数 控 车床 的主传 动 系统 的设 计 包括 主 轴 电机 、传 动 系统 与主轴 组 件 , 与普通机床相比 , 结构简单。计算各传动副的传动比及齿轮齿数 , 再估算齿轮的模数和各轴的轴径 , 并对齿轮和轴的 强度 、刚度 进行 校 核 , 还要 对 籍 体 内的 主要 结构 进行 设 计 , 一 些零 件 的选 型 , 如 电磁 离合 器 的选择 等 , 从 而完成 对整
No r ma l Un i v e r s i t y , He b e i C a n g z h o u 0 6 1 0 0 0 , C h i n a )
A bs t r a c t :The CK 6 1 63 t y pe nu me r i c al l y- c o n t r o l l e d ma c hi ne t oo l i s a l l e c o no my mi d dl e — g r a d e nu me r i c a l l y - c o nt r ol l e d mac hi ne t o ol ,
低 速 旋 转 的主 轴 依 靠 电控 继 电控 制 背轮 机 构驱 动 , 所 产 生 的扭 矩更大 , 满 足 高切 削用量 的加 工 需求 。
CKJ6163经济型数控车床设计_毕业论文说明书

毕业设计(论文)任务书姓名:帆专业:机械设计制造及其自动化设计(论文)题目:CKJ6163经济型数控车床设计设计方案及参数:横向伺服进给机构设计与计算设计容1、横向伺服进给机构设计与计算包括:滚珠丝杠副的设计计算及选择,中间齿轮设计计算轴承选择、校核,步进电机的选择、绘制改动部分机械结构装配图2、数控系统设计(包括微机数控系统框图设计,微机数控系统电路原理图设计和绘制)3、数控插补软件的设计,以数字积分法直线插补为例,在Visual Basic平台下对数控插补运算编程,实现了数控插补过程的可视化。
工程大学毕业设计(论文)评语学生:帆专业班级:机械设计制造及其自动化毕业设计(论文)题目: CKJ6163经济型数控车床设计1、指导教师评语:指导教师(签字)年月日2、评阅人评语:评阅人(签字)年月日3、答辩组评语:答辩组长(签字)年月日摘要本设计对普通车床CW6163进行数控化改造。
容有横向进给传动系统的设计,容包括:滚珠丝杠副的设计计算及选择,齿轮选型设计计算,轴承选择、校核,步进电机的选择、绘制改动部分机械结构装配图;控制系统的硬件设计,包括扩展程序存储器,数据存储器,键盘与显示电路,I/O接口电路等;以及数控插补软件的设计,以数字积分法直线插补为例,理论分析了插补的宏观运动轨迹,推导出插补运算公式,并在Visual Basic平台下对数控插补运算编程,实现了数控插补的可视化。
关键词:数控化改造插补数字积分法 Visual BasicAbstractThe paper presents the process of numerical control reforming of CW6163. It contains the design of transverse feed system, including design, calculation and selection of the ball screw pair, gear type selection, bearing and stepper motor selection, drawing the part of the mechanical structure; design hardware of control system , including extend ROM ,RAM, keyboard and display circuit, I/O interface circuit. In addition to , design CNC interpolation software based on Visual Basic , realizing the visualization of numerical control interpolation. Keywords : NC transformation, linear interpolation , digital integration,Visual Basic目录摘要 (I)Abstract (II)第1章绪论 (1)1.1数控发展简史 (1)1.2数控机床的组成及特点 (1)1.2.1程序载体 (1)1.2.2输入/输出装置 (1)1.2.3数控装置 (1)1.2.4伺服系统 (2)1.2.5机床本体 (2)1.2.6数控车床的特点 (2)1.3 数控插补技术 (2)1.3.1数控插补原理概述 (2)1.3.2 插补方法的分类 (3)1.4数控机床的发展趋势 (4)1.5车床数控化改造的必要性 (4)1.6本次设计的主要任务 (5)第2章总体方案的确定 (6)2.1横向进给系统的改造与设计方案 (6)2.2 数控系统的硬件设计 (6)2.3 数控系统控制软件的设计 (6)2.3.1 设计方法的选择 (6)2.3.2设计语言的选择 (8)第3章横向进给传动部件的计算与选型 (9)3.1 主切削力及其切削分力的计算 (9)3.1.1计算主切削力F Z (9)3.1.2计算各切削分力 (9)3.2 导轨摩擦力的计算 (10)3.3 计算滚珠丝杠螺母副的轴向负载力 (10)3.4 确定进给传动链的传动比i和传动级数 (10)3.5 齿轮传动比计算与选型 (11)3.5.1 齿轮的设计选型 (11)3.5.2 按齿面接触强度设计 (11)3.5.3计算 (12)3.5.4 按齿根弯曲强度设计 (13)3.5.5 几何尺寸计算 (14)3.6滚珠丝杠的动载荷计算与直径估算 (14)3.7滚珠丝杠螺母副的承载能力校验 (16)3.7.1 临界压缩载荷的校验 (16)3.7.2 临界转速的校验 (17)3.7.3 额定寿命的检验 (17)3.8 支承用轴承的选择与校核 (17)3.8.1 轴承的选择 (18)3.8.2 轴承的校核 (18)3.9计算机械传动系统的刚度 (19)3.9.1 计算滚珠丝杠的拉压刚度 (19)3.9.2 计算滚珠丝杠螺母副支承轴承的刚度Kb (19)3.9.3 计算滚珠与滚道的接触刚度Kc (20)3.9.4 计算传动系统的综合拉压刚度K (20)3.9.5 计算滚珠丝杠螺母副的扭转刚度 (20)3.10 驱动电动机的选型与计算 (20)3.10.1 计算负载惯量 (20)3.10.2 计算负载力矩 (21)3.10.3 计算加速力矩 (22)3.10.4计算横向进给系统所需的各种力矩 (22)3.10.5选择驱动电动机的型号 (23)3.11 机械传动系统的动态分析 (24)3.12 机械传动系统的误差计算与分析 (24)3.12.1计算机械传动系统的反向死区 (25)3.12.2计算由综合拉压刚度变化引起的定位误差 (25)3.12.3计算滚珠丝杠应扭转变形产生的误差 (25)3.13 确定滚珠丝杠螺母副的精度等级和规格型号 (25)3.13.1确定滚珠丝杠螺母副的精度等级 (25)3.13.2确定滚珠丝杠螺母副的规格型号 (26)第4章微机数控系统硬件的设计 (27)4.1 硬件电路设计容 (27)4.1.1绘制系统电气控制结构框图 (27)4.1.2 选择中央处理单元CPU的类型 (27)4.1.3 存储器扩展电路设计 (28)4.1.4 I/O接口电路设计 (28)4.2 8031单片机简介 (28)4.2.1 8031单片机的特征 (28)4.2.2 8031芯片引脚及其功能 (29)4.2.3 8031芯片的存储器结构及地址分配 (31)4.2.4 特殊功能寄存器 (32)4.3 存储器扩展电路 (32)4.3.1 程序存储器的扩展 (32)4.3.2 数据存储器的扩展 (35)4.3.3 译码电路的设计 (36)4.4 I/O口的扩展 (37)4.4.1 8155通用可编程接口芯片 (37)4.4.2 键盘接口电路设计 (39)4.4.3 LED显示器接口 (41)4.5 步进电机接口及其辅助电路 (42)4.5.1 脉冲分配器 (43)4.5.2 光电隔离电路 (44)4.5.3 8031的时钟电路 (45)4.5.4 复位电路 (45)4.5.5 越界报警电路 (46)4.5.6 掉电保护电路 (46)第5章基于Visual Basic的插补软件设计 (48)5.1 数字积分法插补 (48)5.2 数字积分法直线插补的基本原理 (49)5.3 Visual Basic程序设计语言简述 (52)5.4 软件设计 (53)5.4.1 对象属性 (53)5.4.2 软件截图 (55)第6章结论 (58)参考文献 (59)附录 (60)致 (65)第1章绪论1.1数控发展简史1948年,美国帕森斯公司提出计算机控制机床的设想,1952年,该公司在美国麻省理工学院的协助下,成功试制第一台三坐标数控铣床,这是制造技术发展过程中的一个重大突破,标志着制造领域中数控加工时代的开始,具有划时代的意义和深远的影响。
数控车床毕业论文

HUNAN UNIVERSITY 毕业设计(论文)设计(论文)题目:CK6163数控车床设计学生姓名肖立稳专业班级机电一体化指导老师彭晓燕系主任(院长)评阅人2011 年 04 月 23 日目录摘要 (4)第一章前言 (5)第二章数控车床进给系统概述 (7)2.1 伺服进给系统概述 (7)2.2 伺服进给系统分类 (7)2.3 伺服进给系统的基本要求 (7)第三章数控车床进给系统的方案设计与电机的选择3.1 数控车床进给系统的方案的设计 (8)3.2 步进电动机计算与的选型 (9)3.2.1 已知技术参数 (9)3.2.2 滚珠丝杆的计算与选择 (9)3.3 校核 (10)3.3.1 临界压缩负荷 (10)3.3.2 临界转速 (10)3.3.3 丝杆拉压振动与扭转振动的固有频率 (11)3.3.4 丝杆扭转刚度 (12)3.3.5 传动精度计算 (13)3.3.6 伺服电机计算 (14)3.3.7电机的选择 (14)第四章纵向进给系统的运动设计与动力计算 (15)4.1 降速比计算 (15)4.2 传动比转动惯量的计算 (16)4.2.1 齿轮转动惯量的计算 (16)4.2.2 工作台的转动惯量 (16)4.2.3 丝杆的转动惯量 (16)4.2.4 负载折算到电动机轴上的转动惯量..164.3 电动机力矩的计算 (17)4.3.1 计算加速力矩 (17)4.3.2 计算摩擦力矩 (17)4.3.3 计算附加摩擦力矩 (18)4.3.4 根据公式计算快速空载启动时电动机所需的力矩 (18)第五章滚珠丝杆副的选择 (18)5.1 滚珠丝杆的支承 (18)5.2 滚珠丝杆螺母副间隙消除与预紧 (18)5.3丝杆螺母机构的计算 (18)5.3.1 确定滚珠丝杆副的导程 (19)5.3.2 强度计算 (19)5.3.3 丝杆螺母机构的传动刚度计算 (19)5.4 滚珠丝杆螺母机构工作原理及特点 (20)5.4.1 滚珠丝杆安装方式特点 (20)第六章绘制进给传动机构的装配图 (21)6.1 数控车床总体布局图(附录1) (22)6.2 纵向进给系统部件结构装配图(附录2).22第七章控制系统硬件电路设计 (23)7.1 微机数控系统硬件电路总体方案设计 (23)7.2 8255A可编程并行I/O扣扩展芯片 (25)7.3 8255端口的寻址 (25)7.4 可编程键盘,显示器接口——Intel1827..267.5 地址锁存器74LS373 (27)7.6 部分硬件接口电路及辅助电路设计 (29)第八章数控系统软件设计 (35)总结 (37)致谢 (37)参考文献 (37)附录 (37)摘要本课题为设计一经济型数控车床。
cw6163系列普床改数控机床的plc编程毕业设计[管理资料]
目录引言 (4)第一章概述 (4)数控系统的简介 (5)5(NC)阶段 (5)(CNC)阶段 (5)PLC简介 (6)PLC定义 (6)66PLC和NC的关系 (6)第二章CK6163数控机床的整体设计 (7)CK6163的总体结构介绍 (7)7第三章数控系统选用 (8):8:8:9第四章数控机床强电控制 (10)。
10变频器、变频电机: (11)、润滑系统的控制 (13)131315、冷却电机控制 (15). 刀台电机 (15)第五章数控机床的逻辑控制 (16)启动时PLC程序设计: (16)、主轴的逻辑控制 (17)、主轴变速过程如下: (17)17、反转、停止功能 (17)1820212122润滑系统的PLC控制梯形图 (23)结论 (24)致谢 (25)参考文献 (26)附件 (26)CW6163系列普床改数控机床的PLC编程摘要本文主要是将传统的CW6163车床的电气控制系统改造成为数字控制的开环控制系统。
改造后的系统是以单片机系统为控制模块,以步进电机为驱动执行元件。
实现X轴和Z轴的两坐标联动以及对刀具的自动选取。
同时能够进行直线和圆弧的插补;工件在一次安装后,完成多道工序的加工,通过编写不同的程序完成各种较为复杂零件的加工。
数控机床,在设计上要达到:有高的静动态刚度;运动副之间的摩擦系数小,传动无间隙、功率大、便于操作和维修,机床数控改造时应尽量达到上述要求。
不能认为将数控装置与普通机床连接在一起就达到了数控机床的要求,还应对主要部件进行相应的改造使其达到一定的设计要求,才能获得预期的改造目的。
通过对CW6163普通车床的数控改造,使其加工精度明显提高,定位准确可靠,操作方便,性能价格比高。
这种方法对中小企业设备的数控改造有一定的借鉴与推广作用。
本次改造主要针对车床的主轴系统、刀架系统、进给系统、反馈环节、电器控制柜以及数控系统进行了改造,改造方法简单、改造操作步骤便于实施。
而且掌握了一些CAM、CAD 等制图软件的应用和论文的撰写格式,这篇论文对我四年的大学学习的一次全面总结。
(精品)CK6163型数控车床主传动系统设计_毕业论文
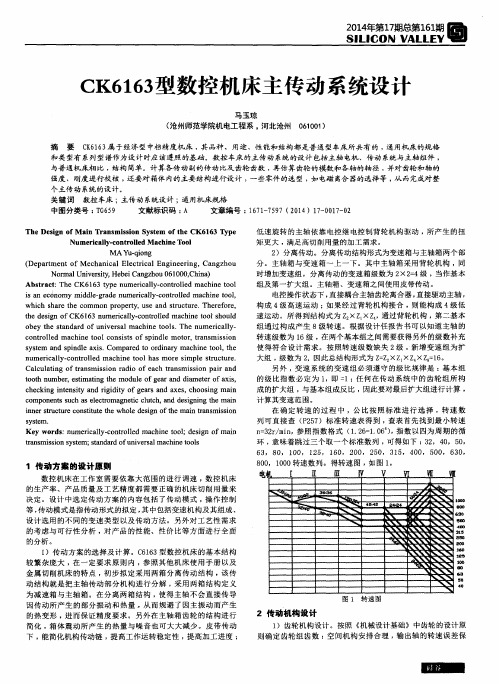
2.7绘制传动系统图
第3章、传动零件的初步计算
3.1计算转速n
3.1.1主轴计算转速的确定
由于机床属于中型通用机床和用途较广的半自动机床,又为等公比传动,故计算转速:
n=nφ=nφ=nφ= nφ=32×1.26=100rmin ([6] P)
△=×100%=100%=0.79%
△=×100%=100%=1.25%
△=×100%=100%=1.3%
△=×100%=100%=1.36%
△=×100%=100%=1.00%
△=×100%=100%=1.35%
△=×100%=100%=1.36%
△=×100%=100%=0.54%
△=×100%=100%=1.025%
d=R·D=0.5×630=315mm ([2] P)
d=Rd·d=0.2×315=63mm ([2] P)
n==1010rmin([2] P)
1.2.1.2计算n
根据分析,用高速钢车刀粗车合金钢材料的梯形螺纹(丝杆),主轴转速最低。根据调查,Φ630mm数控车床加工丝杆的最大直径为70mm。根据经验,并参考切削用量资料,取V=7mmin,则:
b、低速组:变速组的降速比的14,故从轴G点向上4格。得轴F点;变速组的降速比取14,Ⅵ轴向上4格得Ⅴ轴E点(Ⅳ轴E点)。
b、高速组:(直线传动):从E—E作一水平线与Ⅶ轴相交于G点
c、变速组(第三扩大组,新增):P=2,Z=8,Ⅳ—Ⅵ<,从F点分别向下向4格得G、G点。
5)变速箱—主轴箱定比降速(1.5=φ)从轴E点向上两格到轴点。
主轴前定比传动:Ⅶ—Ⅷ一根轴总共九根传动轴
2.4.4绘制转速图
CK6163数控车床控制系统的设计
CK6163数控车床控制系统的设计1、本课题的项目背景及研究意义数控机床代表着机械制造业现代科学技术进展的方向和水平。
目前,我国数控机床的进展不仅从技术水平上已研制出五坐标的数控铣床加工中心,CNC系统和自动编程系统等。
同时,也拥有了一定数量的数控机床的开发、生产、使用以及拥有量等都与世界上的先进国家有较大差距。
要达到世界先进水平,迅速进展我国数控机床行业势在必行。
经济型数控机床设计的必定性:数控机床能较好地解决形状复杂、周密、小批多变零件的加工咨询题。
能够稳固加工质量和提升生产率,也具有适应性强、较高的加工精度。
然而应用数控机床还受到其它条件的限制。
价格昂贵,一次性投资庞大,关于中小企业心有余而力不足。
目前各企业都有大量的通用机床,完全用数控机床代替全然不可能,而且替代下来的机床闲置起来,又会造成白费。
在国内,订购新数控机床的交货期一样较长,往往不能满足生产急需。
通用数控机床对具体生产有多功能。
要较好地解决上述咨询题,应走经济型数控机床设计之路。
经济型数控机床设计的优点:经济型数控机床设计一样指对一般机床其某些部位做一定的设计,配上数控装置,从而使机床具有数控加工能力,其目的有以下几点:从提升资本效率动身,改造闲置旧设备,发挥机床的原有功能和改造后的新增功能,提升机床的使用价值。
1.为了提升生产效率进行数控改造。
2.为了适应多品种,小批量生产而进行数控改造。
3.为了使技术等级较低的工人也能加工出高质量的产品零件和提升生产效率而进行的设计。
所有这些目的都围绕提升机床的性能价格比,用较少的价格,得到较高的机床性能。
因此,经济型数控机床设计具有以下优点:易于对现有机床实现自动化,而且专业性强,没有余外功能。
减少辅助加工时刻,提升机床的生产效率。
降低工人技术等级的要求。
费用低,可充分利用原有机床设备。
周期短,可满足生产急需。
由上所述,一般机床进行经济型数控设计是提升技术水平,更新工艺设备的重要途径之一,是使企业更好地完成打算,满足市场需求,提升经济效益的重要手段。
CK6163设计说明书
0 引言这次毕业设计中,我所从事设计的课题是CK6163型数控车床进给系统设计。
此类数控车床属于经济型中档精度机床,这类机床的传动要求采用手动与电控双操纵方式,在一定范围内实现电控变速。
总体的设计方案就是对传动方案进行比较,绘出转速图,对箱体及内部结构进行设计,包括轴和齿轮的设计、校核等。
为什么要设计此类数控车床呢?因为随着我国国民经济的不断发展,我国制造业领域涌现出了许多私营企业,这些企业的规模普遍不大,没有太多的资本。
一些全功能数控系统,其功能虽然丰富,但成本高,对于这些中小型企业来说购置困难,但是中小型企业为了发展生产,希望对原有机床进行改造,进行数控化、自动化,以提高生产效率。
我国机床工业的发展现状是机床拥有量大、工业生产规模小,突出的任务就是用较少的资金迅速改变机械工业落后的生产面貌,使之尽可能提高自动化程度,保证加工质量,减轻劳动强度,提高经济效益。
我国是拥有300多万台机床的国家,而这些机床又大量是多年累积生产的通用机床,自动化程度低,要想在近几年内用自动和精密设备更新现有机床,不论是资金还是我国机床厂的能力都是办不到的。
因此,普通机床的数控改造,大有可为。
它适合我国的经济水平、教育水平和生产水平,已成为我国设备技术改造主要方法之一。
目前,我国CK6163型数控车床系统发展迅速,研制了几十种简易数控系统,有力地促进了我国数控事业的发展。
CK6163型数控车床机床系统就是结合现实的生产实际,我国的国情,在满足系统基本功能的前提下,尽可能地降低价格。
CK6163型数控车床车床有许多优点。
1)其降格便宜,且性能价格比适中,与进口标准数控车床相比,前者只需一万元左右,后者则需十万甚至几十万元。
因此,它特别适合于改造在设备中占有较大比重的普通车床,适合在生产第一线大面积推广。
从提高资本效率出发,改造闲置设备,能发挥机床的原有功能和改造后的新增功能,提高机床的使用价值。
2)适用于多品种、中小批量产品的适应性强。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
编号无锡太湖学院毕业设计(论文)题目:CK6163型数控机床设计信机系机械工程及自动化专业学号:学生姓名:指导教师:(职称:副教授)(职称:)2013年5月25日无锡太湖学院本科毕业设计(论文)诚信承诺书本人郑重声明:所呈交的毕业设计(论文)CK6163型数控机床设计是本人在导师的指导下独立进行研究所取得的成果,其内容除了在毕业设计(论文)中特别加以标注引用,表示致谢的内容外,本毕业设计(论文)不包含任何其他个人、集体已发表或撰写的成果作品。
班级:机械93学号:作者姓名:2013 年5 月25 日无锡太湖学院信机系机械工程及自动化专业毕业设计论文任务书一、题目及专题:1、题目CK6163型数控机床设计2、专题二、课题来源及选题依据受益于国家振兴装备制造业的大环境和强劲的市场需求拉动,国内机床工具行业出现了技术长足发展、投资热情高涨的局面。
数控机床的水平、品种和生产能力直接反映了国家的技术、经济综合国力。
数控机床作为国防军工的战略装备,是各种武器装备最重要的制造手段,是国防军工装备现代化的重要保证。
数控机床一般由输入介质、人机交互设备、计算机数控装置、进给伺服驱动系统、主轴伺服驱动系统、辅助控制装置、反馈装置和适应控制装置等部分组成。
随着振兴装备制造业关键领域的高水平新产品的发展,每个领域都对数控机床提出了更高的要求。
CK6163型数控机床也被广泛运用。
此次进行对CK6163型数控机床的床头箱、变速箱以及进给机构的设计。
三、本设计(论文或其他)应达到的要求:1、完成CK6163数控机床的床头箱设计;2、完成CK6163数控机床变速箱设计;3、完成CK6163数控机床进给机构设计;4、完成CK6163型数控机床滚珠丝杠的设计;5、完成CK6163型数控机床的零件设计;四、接受任务学生:机械93 班姓名五、开始及完成日期:自2012年11月12日至2013年5月25日六、设计(论文)指导(或顾问):指导教师签名签名签名教研室主任〕签名〔学科组组长研究所所长系主任签名2012年11月12日摘要数控技术是当今先进制造技术和装备最核心的技术,机械制造业的竞争,其实质是数控技术的竞争。
从目前世界上数控技术及其装备发展的趋势来看,其主要研究热点有以下几个方面:1.功能发展方向;2.结构体系发展方向;3.高速、高效、高精度、高可靠性发展方向;CK6163型数控机床是开环式的数字程序控制车床。
能进行内外圆柱面、圆锥面、圆弧面、圆柱螺纹和圆锥螺纹等加工。
机床主轴的启动、停止和变速,纵向和横向进给运动的行程和速度,刀具的变换和冷却,都可以自动控制。
并具有直线、锥度、直螺纹和锥螺纹等自动循环机能。
CK6163型数控机床有床头箱、变速箱、进给机构、刀架、控制箱等组成。
床头箱中由操纵油缸中的活塞杆带动拔叉来控制双向内齿离合器的接通或放松,使主轴实现四级变速。
主运动采用分离传动从而使变速箱实现四级变速。
进给机构由床鞍纵向进给电液脉冲马达、滚珠丝杠副和中间传动齿轮副组成。
关键词:数控技术;床头箱;变速箱;进给机构;滚珠丝杠;AbstractNumerical control technology is the core technology of the advanced manufacturing technology and equipment, machinery manufacturing competition, and its essence is the competition of numerical control technology.From the numerical control technology and equipment development trend, its main research focus has the following several aspects:1 .The direction of function development;2. The direction of structural system development;3. High speed, high efficiency, high precision and high reliability;CK6163 numerical controlled machine tool is the open loop type digital program controlled lathe. To inside and outside the cylinder, cone surface, such as processing arc face, straight thread and taper thread. Start, stop, and variable speed machine tool spindle, longitudinal and transverse feed motion of stroke and speed, transformation and the cooling of a tool, can be controlled automatically. And with a straight line, taper, straight thread and automatic cycle function of taper thread and so on.CK6163 numerical controlled machine tool headstock, transmission, feeding mechanism, tool carriage, control box, etc. Bedside box by manipulating the oil cylinder piston rod to control the bidirectional drive fork of the internal tooth clutch connected or relax, for level 4 speed of spindle. Separation is used in the main movement transmission so that realize four speed gearbox. Feed mechanism by the bed saddle longitudinal feed electric hydraulic pulse motor, ball screw pair and the intermediate transmission gears.Key words: Numerical control technology; Bedside cabinet; Gearbox; Feed mechanism;Ball screw;目录摘要 (III)ABSTRACT .................................................................................................................................. I V 目录.. (V)1 绪论 (1)1.1本课题的研究内容和意义 (1)1.2国内外的发展概况 (1)1.3本课题应达到的要求 (2)2总体方案 (3)2.1CK6163的现状和发展 (3)2.2CK6163卧式车床的总体方案 (3)3主轴箱的设计 (4)3.1主轴箱的运动设计 (4)3.1.1已知条件 (4)3.1.2结构分析式 (4)3.1.3拟定转速图 (4)3.1.4确定转速图 (5)3.1.5确定各变速组传动副齿数 (6)3.2齿轮传动设计 (7)3.2.1渐开线直齿轮设计 (7)3.2.2斜齿轮设计 (8)3.3主轴传动设计 (11)3.3.1确定主轴最小直径 (11)3.3.2主轴最佳跨距的确定 (11)3.3.3主轴刚度的校核 (12)3.4带传动设计 (12)3.5滚珠螺母丝杠 (14)3.5.1滚珠丝杠副的种类与结构 (14)3.5.2内循环式 (14)3.5.3外循环式 (14)3.5.4滚珠丝杠副的结构参数 (15)3.5.5滚珠丝杠副的结构特点 (15)3.5.6滚珠丝杠副的安装支撑方式 (15)4变速箱的设计 (17)4.1运动部分计算 (17)4.1.1参数确定的步骤和方法 (17)4.2传动设计 (18)4.2.2主传动顺序的安排 (19)4.2.3传动系统的扩大顺序的安排 (19)4.2.4传动组的变速范围的极限植 (19)4.2.5最后扩大传动组的选择 (20)4.3转速图的拟定 (20)4.3.1主电机的选定 (20)4.3.2双速和多速电机的应用 (20)4.3.3电机的安装和外形 (20)4.3.4常用电机的资料 (21)4.3.5齿轮传动比的限制 (21)4.4带轮传动部分的设计 (21)4.4.1带轮直径确定的方法、步骤 (21)4.4.2三角带传动的计算 (21)4.4.3选择三角带的型号 (21)4.4.4确定带轮的计算直径D1、D2 (22)4.5齿轮传动部分的设计 (24)4.6电磁离合器的选择 (28)4.6.1按扭距选择 (28)4.6.2步骤 (28)4.7轴的设计计算 (29)4.7.1轴Ⅱ的设计计算 (29)4.7.2轴Ⅶ的设计计算 (29)4.8纵向进给系统的设计计算 (34)4.8.1纵向进给系统的设计 (34)4.8.2纵向进给系统的设计计算 (34)5 结论与展望 (40)5.1结论 (40)5.2不足之处及未来展望 (40)致谢 (41)参考文献 (42)CK6163型数控机床设计1 绪论1.1本课题的研究内容和意义数控机床通常由控制系统,伺服系统,检测系统,机械传动及其他辅助系统组成。
数控机床相比较于普通机床有以下特点:(1)加工精度高,拥有稳定加工质量;(2)拥有多坐标的联动,能加工较为复杂的工件;(3)加工时间短;(4)生产效率高;(5)自动化程度高,减轻劳动强度;数控机床的控制方式有很多种,主要分为开环控制,闭环控制和半闭环控制。
开环控制系统没有反馈装置,系统不会计算误差,精度不高,但属于经济型;闭环控制系统和半闭环控制系统都装有反馈装置,他们区别在于反馈检测装置安装位置不同,闭环控制系统的反馈装置在工作台上,而半闭环控制系统的反馈装置在轴端或者丝杆上。
本次研究的CK6263型数控机床的控制就属于开环控制系统。