工艺参数点检表
合集下载
P FMEA表 样表

型参数
5
3
48
43
2 30 2 24
缺胶
影响产品功能
8
模具温度过低
2
注塑计量过小
1
射胶压力过小 保压压力过小 射胶速度过慢
制定注塑成型参数 2 作业指示书,设定
成型参数
PQC巡检;每3小时 注塑参数监察
4
2
保压速度过慢
64 参照作业标 品2小时 定成型参数
3 42
天内
换
3 2 3 18
首件不良
外观不良
6
操作不当,导致刮 伤
培训员工操作手法
2
PQC每2小时检查一次
3
调整成型参 36 数,修模
调整成型参 数,修模
功能不良
8
部件组装后致性能 不良
2
4
PQC每2小时检查一次
2
3
64
调整成型参 数
注塑部/ 调整成型参数 2小时内
3
2
调整成型参 48 数和检查模
训
23
35
对员工进行
抽样标准培
24
训
22
5 30 2 16 4 24 2 30
3 18
3 12
参照SOP包装 标识出错产
指示
品,少数.
功能失效/质量缺陷
7
员工对标识要求掌 握不清楚
入库单
1
全检
4 28
2 2 5 20
入库/出货
核对数量
出错产品
延误交期、客诉、成 品装配错误
8
员工对标准掌握不 清楚
出库单/出货单
作业指示书,设定 成型参数、PQC
2
员工作业自检,每2小 时巡检工艺参数
5
3
48
43
2 30 2 24
缺胶
影响产品功能
8
模具温度过低
2
注塑计量过小
1
射胶压力过小 保压压力过小 射胶速度过慢
制定注塑成型参数 2 作业指示书,设定
成型参数
PQC巡检;每3小时 注塑参数监察
4
2
保压速度过慢
64 参照作业标 品2小时 定成型参数
3 42
天内
换
3 2 3 18
首件不良
外观不良
6
操作不当,导致刮 伤
培训员工操作手法
2
PQC每2小时检查一次
3
调整成型参 36 数,修模
调整成型参 数,修模
功能不良
8
部件组装后致性能 不良
2
4
PQC每2小时检查一次
2
3
64
调整成型参 数
注塑部/ 调整成型参数 2小时内
3
2
调整成型参 48 数和检查模
训
23
35
对员工进行
抽样标准培
24
训
22
5 30 2 16 4 24 2 30
3 18
3 12
参照SOP包装 标识出错产
指示
品,少数.
功能失效/质量缺陷
7
员工对标识要求掌 握不清楚
入库单
1
全检
4 28
2 2 5 20
入库/出货
核对数量
出错产品
延误交期、客诉、成 品装配错误
8
员工对标准掌握不 清楚
出库单/出货单
作业指示书,设定 成型参数、PQC
2
员工作业自检,每2小 时巡检工艺参数
生产工艺品质监查表
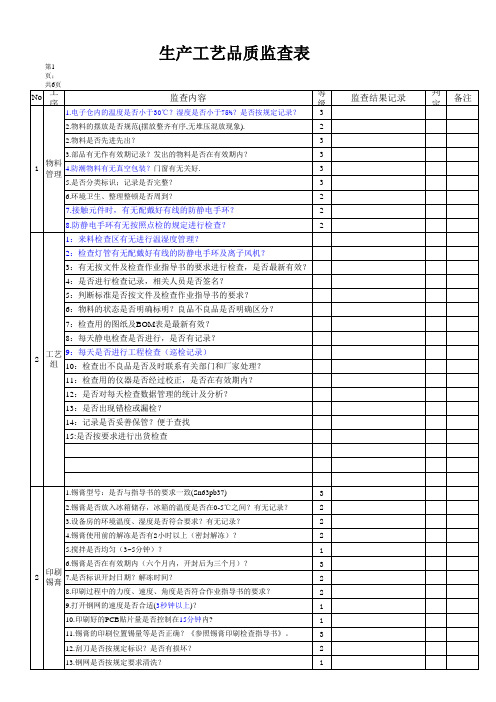
插灯 3.检查的灯管类别、极性、位号有无出现异常不良? 14 检查
2.是否按照检查的作业标准进行检查?
14
插灯 检查 4.出现异常不良后有无及时进行反馈?
5.有无按照点检表的要求进行记录? 1.PCB板是否平稳地放在承放工装上?
1 2 1 2 1 1 1 3 3 2 2 1 2 1 1 2 1 1 1 2 1 3 3 2 2 2 2 1 1 1 2 1 3
监查结果记录
判定 备注
电源 6.使用烙铁的焊接工艺是否正确? 17 插座 装配 7.是否使用专用的焊锡丝(FLUX1.8 DIA 1.2M/M)及烙铁头?
8.使用工具是否齐全?(海绵、烙铁架、焊丝架、锡渣盒、烙铁承放盒)
3 2 2 2 1 3 2 2 1 1 3 2 1 2 2
印刷 7.是否标识开封日期?解冻时间? 2 锡膏
8.印刷过程中的力度、速度、角度是否符合作业指导书的要求? 9.打开钢网的速度是否合适(3秒钟以上)? 10.印刷好的PCB贴片量是否控制在15分钟内? 11.锡膏的印刷位置锡量等是否正确?《参照锡膏印刷检查指导书》。 12.刮刀是否按规定标识?是否有损坏? 13.钢网是否按规定要求清洗? 1.有无按照《设备日常、定期点检保养记录表》的内容进行保养? 2.贴片机是否按照正常的程序开机关机?
灯板 过波 8 峰焊 3.每次生产前有无按照指导书的要求进行高度和角度的测量?测量 后的 检查 结果是否记录在《灯管高度测量记录表》和《灯管角度抽查表》上 。 4.检查结果有无出现异常的不良?若有及时反馈到组长.
1.盖印的位置、方向、日期及序号是否正确?
2 2 3 1 1 2 2 2 2 2 3 2 2 1 1 2 B-043-A
生产工艺品质监查表
《工艺纪律检查表》
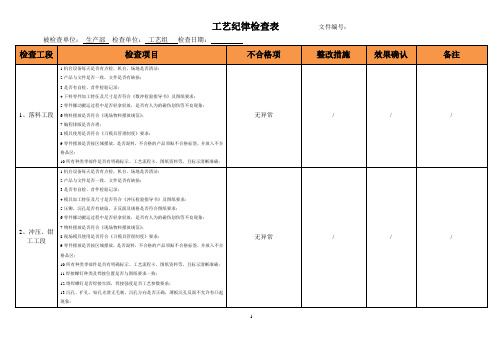
工艺纪律检查表文件编号:
被检查单位:生产部检查单位:工艺组检查日期:
检查工段
检查项目
不合格项
整改措施
效果确认
备注
1、落料工段
1.机台设备每天是否有点检,机台、场地是否清洁;
2.产品与文件是否一致,文件是否有缺损;
3.是否有自检、首件检验记录;
4.下料零件加工特征及尺寸是否符合《数冲检验指导书》及图纸要求;
5.零件挪动搬运过程中是否轻拿轻放,是否有人为的碰伤划伤等不良现象;
6.物料摆放是否符合《现场物料摆放规范》;
7.编程排版是否合理;
8.模具使用是否符合《刀模具管理制度》要求;
9.零件摆放是否按区域摆放,是否混料,不合格的产品须贴不合格标签,并放入不合格品区;
10.所有种类零部件是否有明确标示、工艺流程卡、图纸资料等,且标示清晰准确;
7.物料摆放是否符合《现场物料摆放规范》;
8.现场模具使用是否符合《刀模具管理制度》要求;
9.零件摆放是否按区域摆放,是否混料,不合格的产品须贴不合格标签,并放入不合格品区;
10.所有种类零部件是否有明确标示、工艺流程卡、图纸资料等,且标示清晰准确;
11.焊接螺钉种类及焊接位置是否与图纸要求一致;
12.熔焊螺钉是否焊接牢固,焊接强度是否工艺参数要求;
无异常
/
/
/
6、装配工段
1.流水线设备及工具每天是否有点检,机台、场地是否清洁。
2.生产产品与文件是否一致,文件是否有缺损,且技术资料是否为最新版本。
3.是否有自检、首件检验记录。
4.是否有区域规划,零件摆放是否按区域摆放,零件是否有保护,物料摆放是否有标识,标识是否准确。
5.电镀产品是否戴手套操作。
被检查单位:生产部检查单位:工艺组检查日期:
检查工段
检查项目
不合格项
整改措施
效果确认
备注
1、落料工段
1.机台设备每天是否有点检,机台、场地是否清洁;
2.产品与文件是否一致,文件是否有缺损;
3.是否有自检、首件检验记录;
4.下料零件加工特征及尺寸是否符合《数冲检验指导书》及图纸要求;
5.零件挪动搬运过程中是否轻拿轻放,是否有人为的碰伤划伤等不良现象;
6.物料摆放是否符合《现场物料摆放规范》;
7.编程排版是否合理;
8.模具使用是否符合《刀模具管理制度》要求;
9.零件摆放是否按区域摆放,是否混料,不合格的产品须贴不合格标签,并放入不合格品区;
10.所有种类零部件是否有明确标示、工艺流程卡、图纸资料等,且标示清晰准确;
7.物料摆放是否符合《现场物料摆放规范》;
8.现场模具使用是否符合《刀模具管理制度》要求;
9.零件摆放是否按区域摆放,是否混料,不合格的产品须贴不合格标签,并放入不合格品区;
10.所有种类零部件是否有明确标示、工艺流程卡、图纸资料等,且标示清晰准确;
11.焊接螺钉种类及焊接位置是否与图纸要求一致;
12.熔焊螺钉是否焊接牢固,焊接强度是否工艺参数要求;
无异常
/
/
/
6、装配工段
1.流水线设备及工具每天是否有点检,机台、场地是否清洁。
2.生产产品与文件是否一致,文件是否有缺损,且技术资料是否为最新版本。
3.是否有自检、首件检验记录。
4.是否有区域规划,零件摆放是否按区域摆放,零件是否有保护,物料摆放是否有标识,标识是否准确。
5.电镀产品是否戴手套操作。
质量控制点检表

GD/03-JY/00
RoHS电阻\热敏电 阻 RoHS贴片电阻 RoHS贴片电容 RoHS电容
Y
IQC IQC
GD/03-JY/00 GD/03-JY/00
I I
元器件检验标准
IQC
oming inspection 进料检验 RoHS色码电感
元器件检验标准
I
IQC
电感 GD/JL8.2.4-02C
IQC inspector IQC检验员
GD/03-JY/00
RoHS电感
元器件检验标准
I
IQC
电感 GD/JL8.2.4-02C
IQC inspector IQC检验员
GD/03-JY/00
RoHS二极管
Y
元器件检验标准
I
IQC
二极管 GD/JL8.2.4-02C
IQC inspector IQC检验员
共3页
Print glue 印胶
Chio mountng 贴装
component mount position 元件贴装位置 gluewater quality 点胶质量 component type 元件规格 component polarity 元件极性 component amount 元件数量 component position 元件位置
Classification
MK/JL7.3-29(A)
Prepared by 拟制 Verified by 审核 Approved by 批准
Plant工厂 Method 方法 Control Method 控制方法 IQC IQC Measuring Instrument Sample Size/Frequency
点检表及点检标准的制作方法
点检标准的内容
点检部位
详细列出需要检查的部位和关 键点。
点检方法
说明点检的方法和操作步骤, 如目视、触摸、听声等。
设备名称
明确点检设备的名称和型号。
点检项目
明确点检的项目和检查内容, 包括性能、安全、卫生等方面。
点检标准
明确每个点检项目的合格标准 和判定依据。
点检标准的制定原则
科学性
点检标准应基于科学原理和实践经验,具有 可操作性和可验证性。
案例分析
案例一:设备点检表的制作
总结词
明确、详细、实用
详细描述
设备点检表应包含设备的名称、型号、规格、用途、使用状态等信息,以及点检项目、 点检周期、点检责任人等具体内容。在制作过程中,需要充分了解设备的性能和使用情
况,根据实际情况制定相应的点检项目和周期,确保点检工作的有效性和及时性。
案例二:生产线点检表的制作
详细描述
设施点检表应包括设施的名称、位置、用途 等信息,以及各系统、设备的点检项目和标 准。在制作过程中,需要充分了解设施的运 行情况和维护要求,根据设施的特点制定相 应的点检项目和标准,确保设施的正常运行
和维护。
谢谢观看
点检表的优化与改进
分析点检结果
对点检结果进行分析,了解设备的运行状况和存在的问题。
优化点检项目
根据分析结果,优化点检项目,提高点检的针对性和有效性。
改进点检标准
根据实际情况,改进点检标准,提高标准的合理性和可操作性。
调整点检周期
根据设备运行情况和维修经验,合理调整点检周期,提高设备维护效率。
05
对点检人员进行培训,确保他们熟悉 点检对象、点检项目、点检标准和点 检流程。
执行点检工作
成型参数点检表A4xls
2
℃ ℃ ℃ ℃ ∽ ℃ ℃ ℃ ℃ ℃ ℃ ℃ ±10Kg/cm
2
℃ ℃ ℃ ℃ ∽ ℃ ℃ ℃ ℃ ℃ ℃ ℃ ±10Kg/cm
2
℃ ℃ ℃ ℃ ∽ ℃ ℃ ℃ ℃ ℃ ℃ ℃ ±10Kg/cm
2
℃ ℃ ℃ ℃ ∽ ℃ ℃ ℃ ℃ ℃ ℃ ℃ ±10Kg/cm
2
±10Kg/cm2 ±10Kg/cm2 ±10Kg/cm
2
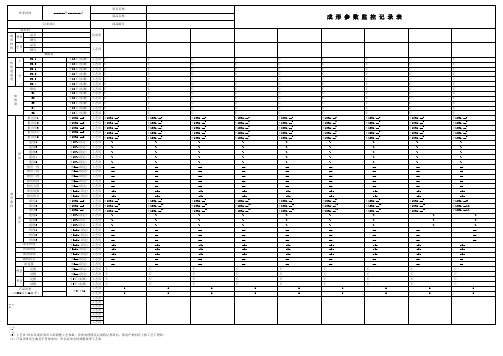
成 形 参 数 监 控 记 录 表
部品编号 记录者
工艺员 ℃ ℃ ℃ ℃ ∽ ℃ ℃ ℃ ℃ ℃ ℃ ℃ ±10Kg/cm
2
℃ ℃ ℃ ℃ ∽ ℃ ℃ ℃ ℃ ℃ ℃ ℃ ±10Kg/cm
2
℃ ℃ ℃ ℃ ∽ ℃ ℃ ℃ ℃ ℃ ℃ ℃ ±10Kg/cm
2
℃ ℃ ℃ ℃ ∽ ℃ ℃ ℃ ℃ ℃ ℃ ℃ ±10Kg/cm
2
±10Kg/cm2 ±10Kg/cm2 ±10Kg/cm % % % % % mm mm mm mm mm sec sec ±10Kg/cm9 ±10Kg/cm10 ±10Kg/cm11 % % %
2
±10Kg/cm2 ±10Kg/cm2 ±10Kg/cm % % % % % mm mm mm mm mm sec sec ±10Kg/cm9 ±10Kg/cm10 ±10Kg/cm11 % % %
2
±10Kg/cm2 ±10Kg/cm2 ±10Kg/cm % % % % % mm mm mm mm mm sec sec ±10Kg/cm9 ±10Kg/cm10 ±10Kg/cm11 % % %
2
±10Kg/cm2 ±10Kg/cm2 ±10Kg/cm % % % % % mm mm mm mm mm sec sec ±10Kg/cm9 ±10Kg/cm10 ±10Kg/cm11 % % %
℃ ℃ ℃ ℃ ∽ ℃ ℃ ℃ ℃ ℃ ℃ ℃ ±10Kg/cm
2
℃ ℃ ℃ ℃ ∽ ℃ ℃ ℃ ℃ ℃ ℃ ℃ ±10Kg/cm
2
℃ ℃ ℃ ℃ ∽ ℃ ℃ ℃ ℃ ℃ ℃ ℃ ±10Kg/cm
2
℃ ℃ ℃ ℃ ∽ ℃ ℃ ℃ ℃ ℃ ℃ ℃ ±10Kg/cm
2
±10Kg/cm2 ±10Kg/cm2 ±10Kg/cm
2
成 形 参 数 监 控 记 录 表
部品编号 记录者
工艺员 ℃ ℃ ℃ ℃ ∽ ℃ ℃ ℃ ℃ ℃ ℃ ℃ ±10Kg/cm
2
℃ ℃ ℃ ℃ ∽ ℃ ℃ ℃ ℃ ℃ ℃ ℃ ±10Kg/cm
2
℃ ℃ ℃ ℃ ∽ ℃ ℃ ℃ ℃ ℃ ℃ ℃ ±10Kg/cm
2
℃ ℃ ℃ ℃ ∽ ℃ ℃ ℃ ℃ ℃ ℃ ℃ ±10Kg/cm
2
±10Kg/cm2 ±10Kg/cm2 ±10Kg/cm % % % % % mm mm mm mm mm sec sec ±10Kg/cm9 ±10Kg/cm10 ±10Kg/cm11 % % %
2
±10Kg/cm2 ±10Kg/cm2 ±10Kg/cm % % % % % mm mm mm mm mm sec sec ±10Kg/cm9 ±10Kg/cm10 ±10Kg/cm11 % % %
2
±10Kg/cm2 ±10Kg/cm2 ±10Kg/cm % % % % % mm mm mm mm mm sec sec ±10Kg/cm9 ±10Kg/cm10 ±10Kg/cm11 % % %
2
±10Kg/cm2 ±10Kg/cm2 ±10Kg/cm % % % % % mm mm mm mm mm sec sec ±10Kg/cm9 ±10Kg/cm10 ±10Kg/cm11 % % %
CNC编程和制造评审点检表
□OK □NG
6 是否有考虑安全高度
7
确认不放电部位全部精锣到位.小行位、小镶件是 否电脑锣加工。
8
C N C 编程
□OK □NG □OK □NG
年月日
19
20
21
电极不可以拆得太密,难以编程加工。(尽量控制 在间距3mm以上)
22 检查有无漏拆、过切现象。
23
电极拆好后应及时开料,开料厚度应保证合理, 铜公开料需考虑是否会变形
57 检查模拟刀路路径是否适当、是否安全。
58 检查工件预留量是否适当。
59 检查切削S、F参数是否适当。
60 检查程序单图的X、Y、 Z轴方向是否标示清楚。
61 修改过的程式单是否有跟编程人员确认?
62 修(改)模件程序单是否有更新
63
钢料在装夹前是否已将工件毛刺去除干净和消 磁?
64
钢料装夹时应将工件的基准角按程式单的标示方 向进行装夹
C
操 机作
业
70 71
钢料工件放置后,是否有用百分表校正工件的XY 、YZ、XZ平面? 钢料,铜料分中后是否有检查一次工件是否分 错?
72
将工件坐标输入对应的工件坐标系,抄入后检查 是否抄错。
73 装刀前检查刀具的刀尖刃口是否完整。
74
装刀时应先用干净的布碎将刀具、锁咀、刀头、 主轴锥孔擦干净。
75
50
部 外小 观骨 电位 极加 火工 花而 间影 隙响 是整 否个有组适合量电加极大的,火保花证间模隙仁单 边留铁用来抛光或喷涂。
51
字体过小时是否有单独做刻字电极,然后再用整 体精公电极加工?
52
铜公程序做完以后,是否有检查加工工艺是否合 理,加工部位是否有漏,参数是否设置正确。火
日常工作点检表
班组长日常工作点检明细表
部门
序号 1 2 生 产 计 划 完 成 状 况 3 4 5 6 7 8机时、交接班时、 更换品种时及每2小时 开机时、交接班时、 更换品种时及每2小时 开机时、交接班时、 更换品种时及每2小时 开机时、交接班时、 更换品种时及每2小时 开机时、更换品种时 按有关规定执行 按有关规定执行 不定时 检查结果 组长检查确认
检查内容 核 对生 产物 料与 生产 品种 是否相符一致 核 对生 产辅 料与 生产 品种 是否相符一致 核 对生 产使 用标 识与 生产 品种是否相符一致 核 对生 产使 用胶 箱与 生产 品种是否相符一致 核 对使 用模 具与 生产 品种 是否正确、完整 核 对次 品、 返工 品、 良品 是 否正 确分 类、 储存 、摆 放 清日 结, 办理 好领 料、 日 退仓、成品入库手续 设 备故 障影 响生 产时 间汇 总 外 部因 素影 响生 产时 间汇
序号检查内容检查周期检查结果组长检查确认主管经理抽查1核对生产物料与生产品种是否相符一致核对生产辅料与生产品种是否相符一致核对生产使用标识与生产品种是否相符一致核对生产使用胶箱与生产品种是否相符一致核对使用模具与生产品种是否正确完整核对次品返工品良品是否正确分类储存摆放日清日结办理好领料退仓成品入库手续设备故障影响生产时间汇总不定时开机时交接班时更换品种时及每2小时开机时交接班时更换品种时及每2小时开机时交接班时更换品种时及每2小时开机时交接班时更换品种时及每2小时开机时更换品种时23456按有关规定执行7按有关规定执行89外部因素影响生产时间汇总调度认可时间检查各机器的压力温度时间参数是否正常检查配料是否称重适量不定时10开机时每2小时11随时12检查水口毛边是否正常开机时每2小时13检查包装是否符合质量要求每4小时14检查品管巡检有无执行记录是否正常检查各岗位是否按时进行原始数据的记录检查检测仪是否正常每2小时15每4小时16按有关规定执行17组织召开好5s班前会每天一次18检查现场各机台设备是否存在跑冒滴漏等现象检查各车间区域是否漏水气电等检查现场各岗位卫生是否干净清洁符合要求检查各岗位现场现物是否按5s规定堆放抽查工作现场是否按要求进行整理整顿清洁清扫检查各生产人员有无迟到早退现象检查各生产人员工作服工作牌穿戴是否完整整齐检查各生产人员有无在生产现场抽烟检查各生产人员有无脱岗窜岗现象检查各生产人员有无打瞌睡现象检查各生产人员上班期间是否做与生产工作无关的事情检查仓库车间周围托板是否乱堆放检查现场各岗位是否存在安全隐患并现场整改检查各岗位操作人员有无违反操作规程检查特殊岗位操作人员是否劳保用品穿戴完整生产结束下班后检查各岗位是否将气水电等关好各设备是否回到起始状态
部门
序号 1 2 生 产 计 划 完 成 状 况 3 4 5 6 7 8机时、交接班时、 更换品种时及每2小时 开机时、交接班时、 更换品种时及每2小时 开机时、交接班时、 更换品种时及每2小时 开机时、交接班时、 更换品种时及每2小时 开机时、更换品种时 按有关规定执行 按有关规定执行 不定时 检查结果 组长检查确认
检查内容 核 对生 产物 料与 生产 品种 是否相符一致 核 对生 产辅 料与 生产 品种 是否相符一致 核 对生 产使 用标 识与 生产 品种是否相符一致 核 对生 产使 用胶 箱与 生产 品种是否相符一致 核 对使 用模 具与 生产 品种 是否正确、完整 核 对次 品、 返工 品、 良品 是 否正 确分 类、 储存 、摆 放 清日 结, 办理 好领 料、 日 退仓、成品入库手续 设 备故 障影 响生 产时 间汇 总 外 部因 素影 响生 产时 间汇
序号检查内容检查周期检查结果组长检查确认主管经理抽查1核对生产物料与生产品种是否相符一致核对生产辅料与生产品种是否相符一致核对生产使用标识与生产品种是否相符一致核对生产使用胶箱与生产品种是否相符一致核对使用模具与生产品种是否正确完整核对次品返工品良品是否正确分类储存摆放日清日结办理好领料退仓成品入库手续设备故障影响生产时间汇总不定时开机时交接班时更换品种时及每2小时开机时交接班时更换品种时及每2小时开机时交接班时更换品种时及每2小时开机时交接班时更换品种时及每2小时开机时更换品种时23456按有关规定执行7按有关规定执行89外部因素影响生产时间汇总调度认可时间检查各机器的压力温度时间参数是否正常检查配料是否称重适量不定时10开机时每2小时11随时12检查水口毛边是否正常开机时每2小时13检查包装是否符合质量要求每4小时14检查品管巡检有无执行记录是否正常检查各岗位是否按时进行原始数据的记录检查检测仪是否正常每2小时15每4小时16按有关规定执行17组织召开好5s班前会每天一次18检查现场各机台设备是否存在跑冒滴漏等现象检查各车间区域是否漏水气电等检查现场各岗位卫生是否干净清洁符合要求检查各岗位现场现物是否按5s规定堆放抽查工作现场是否按要求进行整理整顿清洁清扫检查各生产人员有无迟到早退现象检查各生产人员工作服工作牌穿戴是否完整整齐检查各生产人员有无在生产现场抽烟检查各生产人员有无脱岗窜岗现象检查各生产人员有无打瞌睡现象检查各生产人员上班期间是否做与生产工作无关的事情检查仓库车间周围托板是否乱堆放检查现场各岗位是否存在安全隐患并现场整改检查各岗位操作人员有无违反操作规程检查特殊岗位操作人员是否劳保用品穿戴完整生产结束下班后检查各岗位是否将气水电等关好各设备是否回到起始状态
压铸工艺检验记录表
压 铸 工 艺 检 验 记 录 表
压铸机编号 零件编号 零件名称 模具编号 点检人 点检项目 一快位置 一快流量 二快位置 二快流量/圈数 增压位置 增压流量/圈数 增压触发压力 压射时间 冷却时间 增压延时 回锤延时 压射压力表 料柄厚度 喷涂液浓度 铝液温度 喷涂工艺点检 模具冷却水是否畅通 说明:点检人按压铸工艺内容进行工艺点检记录,符合工艺卡的为√,不符合填写数值并在交接班里注明不符合原因,没有特殊情况必须严格按照规定工艺执行,没有工艺参数的为/。 备注:如有工艺不能指导生产,或生产不稳定,请及时反馈。
压铸机型号
设备是否完好
文件编号
年/月
版本号
1
2
3
4
5
6
7
89Biblioteka 101112
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
压铸机编号 零件编号 零件名称 模具编号 点检人 点检项目 一快位置 一快流量 二快位置 二快流量/圈数 增压位置 增压流量/圈数 增压触发压力 压射时间 冷却时间 增压延时 回锤延时 压射压力表 料柄厚度 喷涂液浓度 铝液温度 喷涂工艺点检 模具冷却水是否畅通 说明:点检人按压铸工艺内容进行工艺点检记录,符合工艺卡的为√,不符合填写数值并在交接班里注明不符合原因,没有特殊情况必须严格按照规定工艺执行,没有工艺参数的为/。 备注:如有工艺不能指导生产,或生产不稳定,请及时反馈。
压铸机型号
设备是否完好
文件编号
年/月
版本号
1
2
3
4
5
6
7
89Biblioteka 101112
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
现场及品质21条点检表
3
规定
17
作业环境(安全、照 明、等)是否规范
易燃易爆物品:易燃易爆物品要采取防护措施;易燃易爆物品存放符合相关标准;易燃易 爆物品存放区要有明显的存放标识及安全的存放区域
2
消防:消防设施要专人负责,并有编号,要有操作指导书并定期点检;及时更换过期或失 效的消防设施
2
符合清扫、清洁的要求;不存在资源浪费、超出最大最小库存的现象;易发生安全的部位 要安装照明设施;一些检验工位要有充足的照明
作业指导书修改,必须依据相关技术文件或相关要求进行更改并存有记录等证明
品质标准使用前必须经过培训,相关使用人员必须具有相应的资质
品质标准类(品质点 必须包括品质的检验项目及重要度;必须对抽检的比例及检验测定的方法进行约定
检标准、检查法、限 质量标准数值或要求必须详细;有相应满足检验的仪器等设备及人员;品质标准能有效指
1
是否有作业指导书/是 设备操作指导书、品质检验指导书等必须要求对关键的条件参数进行规定 否完整/是否容易理解
作业者必须严格按照作业指导书进行作业,对存在作业困难或作业对产品品质等有影响
时,及时反馈相关部门
作业指导书首次使用必须经过培训;作业指导书更改后必须经过培训,并对修改后的结果 进行跟踪验证并存有相关记录
品质确认和检查是否 规定检验仪器合格标识(合格状态、检测范围或数值)规定检验周期;自制的检验工具必
实施了
须经相关部门确认;有让步接收管理规定且记录完整
检验要存有检验的记录,并且根据检验记录填写合格与否,有数值要求的填写实际数值
有品质异常处置要领
4
并且被正确的实施 (具体指导、停止、
有异常处置要领;有异常处置记录,并进行防止再发的对策及横向展开的改善;是否及时 更新,使用的是最新版本;
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
x
月份:
日期
x 公
司
编号:xx-xx-xx
点检表
26
序号项 目 A01 A02 A03 A04 A05 A06 A07 A08 A09 包装 A10 A11 A12 A13 A14 A15 A16 A17
标准 检验项目 是否齐全 检验标志 是否画线 检验工具 成 检 有铅无铅 是否混用
27
28
29
30
31
1
2
3ห้องสมุดไป่ตู้
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
不合 格次 数
检验方法 是否正确 烘箱温度 125±5℃ 检验工具 标签 合格证 外观 是否完好 有效 是否正确 是否正确 是否平整
每叠数量 是否正确 包装温度 90-120℃
ZG-22-2009《成 品检验记录一览 表》 ZG-26-2009《特 许放行申请单》 ZG-21-2009《产 品出货检验报告 》 ZZ-02-2010《出 库单》 ZG-37-2009《返 工记录表》 印制板生产制作 指示 如实填写 、记录清 晰 如实填写 、记录清 晰 如实填写 、记录清 晰 如实填写 、记录清 晰 如实填写 、记录清 晰 如实填写 、记录清 晰
不 合 格 项 数
点检人/监督人
备注:1、检查有数据的,必须填写数据。没有数据的,合格划“√”表示,不合格用红色笔“×”(主管每日点检2次,每班点检1次,工艺部门每日点检1次,工艺部负责人每周点检一次。在点检过程中出现不合格时按MT/ZG7-2011《操作现场NG反馈处理流程》执行。
月份:
日期
x 公
司
编号:xx-xx-xx
点检表
26
序号项 目 A01 A02 A03 A04 A05 A06 A07 A08 A09 包装 A10 A11 A12 A13 A14 A15 A16 A17
标准 检验项目 是否齐全 检验标志 是否画线 检验工具 成 检 有铅无铅 是否混用
27
28
29
30
31
1
2
3ห้องสมุดไป่ตู้
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
不合 格次 数
检验方法 是否正确 烘箱温度 125±5℃ 检验工具 标签 合格证 外观 是否完好 有效 是否正确 是否正确 是否平整
每叠数量 是否正确 包装温度 90-120℃
ZG-22-2009《成 品检验记录一览 表》 ZG-26-2009《特 许放行申请单》 ZG-21-2009《产 品出货检验报告 》 ZZ-02-2010《出 库单》 ZG-37-2009《返 工记录表》 印制板生产制作 指示 如实填写 、记录清 晰 如实填写 、记录清 晰 如实填写 、记录清 晰 如实填写 、记录清 晰 如实填写 、记录清 晰 如实填写 、记录清 晰
不 合 格 项 数
点检人/监督人
备注:1、检查有数据的,必须填写数据。没有数据的,合格划“√”表示,不合格用红色笔“×”(主管每日点检2次,每班点检1次,工艺部门每日点检1次,工艺部负责人每周点检一次。在点检过程中出现不合格时按MT/ZG7-2011《操作现场NG反馈处理流程》执行。