锡膏维修站作业指导书
SMT锡膏修理作业指导书

QC 全检
良现象,维修时具体标准按《SMT 外观检验标准》执行。更换物料时则把需更换的物料按标 准焊接好。修理后将 PCB 板面残留松香用洗板水清洗干净,然后做好《每日维修报告》 。 5.修理板经生产确认员确认 OK 后,在送至 QA 处再次确认确认 OK 并《每日修理报告》上签 名再送还确认员;如确认 NG 则让修理员再修理。最后确认员按流程送到炉后 QC 再次全检。
辅助工具及耗材 名称 恒温烙铁 万用表、电容表 测温仪 拔焊台 用途 修理用 元件测试用 测试烙铁温度 修理用
二、注意事项 1.修理时有铅和无铅的锡线要做严格区分,严禁有铅与无铅在同一工位上修理。 2.对无法识别的元件要用万用表测试,不同厂商物料不可相互代用。 三、以往失败案例:
确认员确认
NG NG
OK 后方可修理。 3.将不良品拿出与样板相核对,找出不良位置物料的丝印和规格,同时在物料员处领取同客
QA 确认
户相同物料来修理。 4 将烙铁温度无铅设定在 300~330℃、有铅设定在 280℃~300℃, 拔焊台温度设定在 300 ℃~350 ℃,温控开关 5-6 档,汽流开关 1-3 档,元件少锡、偏移 QFP、SOP 偏移,错位等不
文件编号 版
图示:
WI-SC-011 A.0
不良品
工作项目 适用范围
修理
锡膏板修理 作业顺序; 一.作业顺序;本ຫໍສະໝຸດ SMT 锡膏板修理 作业指导书
批准
审核
作成 颜 勇
1.炉后 QC 将检出的不良品用不良标签标示出不良位置,然后放置在不良区,由修理员拿至修 理工位进 行维修。
修理
2.修理员首先对烙铁温度、对地电压进行检测,并如实填写《烙铁温度测试记录表》并准备 好要修理机种的 Z 轴表/样板,先确认不良品板号与资料/样板是否一致贴装是否相同,确认
锡膏控制作业指导书

锡膏控制办法作业指导书1.目的和范围1.1为保证焊接质量,对锡膏控制在SMT车间内提供一个工作指导.2.定义:无3.职责3.1工程部:通过供应商提供有关锡膏的规格特性的详细资料和MSDS。
3.2质量部:根据工程部提供的信息做出控制办法并监督实际生产使用状况。
3.3生产部:根据作业指导书操作并做好相应记录。
4.授权4.1质量经理,工程经理5.程序5.1 锡膏的存放5.1.1锡膏应存放在冰箱内,其温度要控制在0ºC -10ºC范围.冰箱温度每班要实测一次。
5.1.2 冰箱温度并记录于«冰箱温度管制图»内.如发现有超出控制温度管制范围, 必须立刻处理。
5.2 锡膏的回温锡膏在使用之前必须回温.所谓回温就是把锡膏放在室温下让其温度自然回升, 以达到使用要求, 回温的目的有两个:5.2.1从冰箱中取出不回温直接使用,外面热空气在锡膏表面会凝结成水珠,过回焊炉时会产生锡珠。
5.2.2 锡膏在低温下粘度较大, 无法达到印刷要求, 须回温后方可使用。
锡膏控制办法作业指导书5.3锡膏的搅拌锡膏在使用之前必须搅拌.锡膏是以膏状形态存在的铅锡混合物. 搅拌后可使其颗粒成分混合均匀。
5.4 锡膏的使用5.4.1 锡膏”先进先出”的管制锡膏的使用要遵循”先进先出” 的管制,因此在锡膏进料时就对其行编号管制(见表一)入料年份入料月份编号(按月管制)例: 2000年1月份入料的第23瓶锡膏,其编号应为: 00-01-023具体操作是:“进料月份越先的,先使用,若进料月份相同,则编号越小的先使用”。
5.4.2锡膏的使用期限5.4.2.1 ºC-10ºC温度范围内,以厂商标示的最后使用期限为准。
5.4.2.2 温下(22ºC-26ºC) 保存一个月。
5.4.2.3 封后的锡膏使用期限为24小时。
5.4.3 锡膏使用方法5.4.3.1 使用过程中应以每隔1小时添加一次锡膏为宜.锡膏取用之后要及时把锡膏瓶子盖好密封,避免与空气接触。
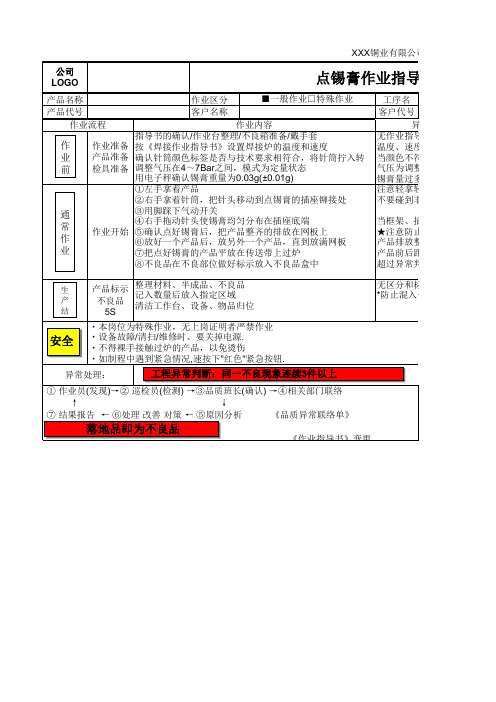
点锡膏作业指导书SOP
XXX铜业有限公司
5mm
文件编号 版次:A 页次1/1编 制
审 核
会 签
批 准
版次
修订日期修订人
铜业有限公司
指导书
焊锡
异常判断(注意事项*标示)作业图示
速度与指导书不符时不符时调整到位时
过多或者过少及名称不符时拿轻放
到非焊接部位,如有碰到产品报废处指导书时
A 焊锡点(1)
、插座和桌面上有锡膏时防止漏打锡膏★
放整齐,上下不得叠加后距离大于5mm 常判定基准时 B 焊锡点(2)
和标示时防止混入合格品中
管理资料
C 过炉方式
①《焊接作业指导书》
②《锡膏重量确认作业指导书》
修订履历
变更原因/内容。
SMT锡膏板维修作业指导书
I④PQC
1、依 2、按 铁 接触度 控针制 对 L在ED3灯 秒 3、
有
4、如
⑥
1、热 2、烙 3、热 4、严 5、正 6、吸
⑦
1、设 2、 3、维 4、维 5、做
站 页
指套
静电防
要
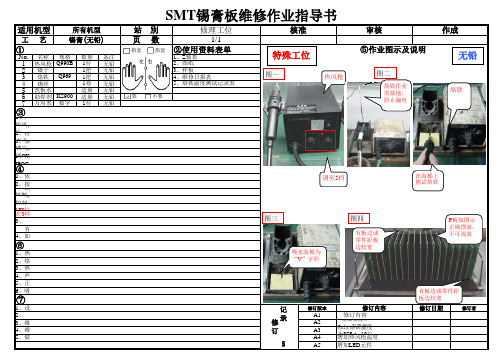
SMT锡膏板维修作业指导书
別 数
指套
修理工位
1/1
②使用资料表单
1、Z轴表 2、图纸 3、样板 4、维修日报表 5、烙铁温度测试记录表
适用机型
所有机型
工艺
锡膏(无铅)
①
No. 名称 规格 数量 备注
1 热风枪 Q990B 1台 无铅
2 镊子
1把 无铅
3 烙铁 Q969 1把 无铅
4 锡丝
1卷 无铅
5 洗板水
适量 无铅
6 助焊剂 KS900 适量 无铅
7 万用表 数字 1台 无铅
③
1、产
线班有
铅2、、检 查3、不修 理4、完修 理5、O由K
核准
特殊工位
图一
热风枪
不要
作成
无铅
烙铁
调至5档
在海棉上 擦试烙铁
图三
吸水海棉为 “V”字形
图四
有板边或 零件距板 边较宽
记 修录 订
5
修订版本
A1 A2 A3 A4 A5
修订内容 修订内容
增加修理≦
修0.4改mm烙需铁要温测度度 增为加37热5±风枪10温℃度 增加LED元件
P板如图示 正确摆放, 不可混放
有板边或零件距 板边较宽
修订日期
修订者
2019年锡膏管控指导书-精选word文档 (4页)
本文部分内容来自网络整理,本司不为其真实性负责,如有异议或侵权请及时联系,本司将立即删除!== 本文为word格式,下载后可方便编辑和修改! ==锡膏管控指导书篇一:红胶锡膏管控作业指导书锡膏红胶管控作业指导书1、目的规范操作人员对锡膏、红胶的储存和使用,提高生产效率,确保生产质量,减少锡膏报废量.2、适用范围SMT生产部之锡膏、红胶印刷岗位.3、使用工具及辅材锡膏、冰箱、温度测试仪、冷藏保管标签等.4、职责4.1物料员进行先进先出管理体制发放.4.2生产部SMT锡膏印刷岗位操作人员执行.4.3 生产部班长及工艺负责培训及监督.5、作业环境5.1室温:25+/-3度,湿度:40%-70%.5.2冰箱温度:锡膏、红胶的储存温度0~10℃,不能把锡膏放到冷冻室(急冻室),特殊情况依厂家资料而定.6、程序要点6.1锡膏、红胶的包装上必须有供应商提供的有效日期,根据生产需要控制锡膏使用周期,库存量一般控制在90天以内.6.2锡膏、红胶入库保存要按不同种类、批号,不同厂家分开放置. 6.3每周检测储存的温度,并作记录.6.4锡膏、红胶使用必须按先进先出管理原则发放使用,并做好记录. 6.5锡膏、红胶从冰箱拿出,贴上“冷藏保管标签”.6.6锡膏、红胶开封前须填写第一次取用时间并签字.6.7锡膏、红胶使用前必须回温且做好回温记录表.6.8.1锡膏回温时间为4H(也可根据当时的室温调节回温).2红胶回温时间为8H .6.9锡膏使用前须搅拌,手动搅拌为4分钟,机器搅拌为2-3分钟; 手动搅拌方式须同一方向搅拌.6.10锡膏开封后和从钢网上收集回瓶中的锡膏最大储存时间为12H. 6.11需申请报废的锡膏与红胶;由工艺及部门长判定可否继续使用. 6.12不要把新锡膏和用过的锡膏放入同一瓶子,刚要从钢网收掉锡膏时要换另一个空瓶来装.6.13新旧锡膏混合使用时(精度高的PCB要用新锡膏)用1/4的旧锡膏与3/4的新锡膏均匀搅拌在一起,保持新旧锡膏在混合在一起时处于最佳状态.6.14对开盖取出部分锡膏后、残留下来的新锡膏,在不使用时,内,外盖一定要紧紧盖着的,预防锡膏变干和氧化,延长使用过程中的锡膏自身寿命.7、注意事项7.1开盖后的锡膏严格控制在12小时以内使用.篇二:锡膏维修站作业指导书。
锡膏使用作业指导书
厦门技师学院现代电子制造锡膏使用文件编号XG-SY-ZD-01编制确认者审核制作日期2010.12.21尤锦湖版本号V0.1一.目的:规范本车间规范使用锡膏,防止锡膏使用不当出现品质问题。
二.范围:适应本实训车间所有锡膏的使用三.使用管理3.1 锡膏的使用应遵循“先入先出”的原则,依照厂商制造日期的先后顺序,逐批使用,且使用最后期限为厂商失效日期为限.并要填写锡膏使用记录表(附一)3..2 使用前,预先将锡膏从冰箱里取出,在室温环境的情况下解冻2--5个小时后,方可打开容器盖,使其恢复活性防止水分在锡膏里冷凝,以达最佳焊接状态。
3.3 使用之前手动搅拌4--5分钟,搅拌机需搅拌2--3分钟。
3.4 A.使用时将锡膏1/3的量添加于钢网上,并以少量多次的方式添加。
B.当天未使用完的锡膏不可与尚未使用的搅浑存放,并且不同型号、厂牌锡膏不可混合使用,以免影响品质。
C.为预防贴片锡膏变质,搅拌后建议24小时内使用完。
锡膏印刷在基板上后,需在1小时内完成再流。
D.在停线超过1小时以上时,须将在用的锡膏放入锡膏瓶内并封好盖。
E.最佳使用环境:温度为20—26℃;湿度为35--60%,因为贴片胶的粘度随温度而变化,以免影响品质。
3.5 清洁维护每天上完课要就锡膏进行回收清理,做好5S工作注意事项1.使用前将锡膏搅拌均匀,锡膏能持续流动下来为准。
2.在使用的任何时候都要保证只有1瓶焊锡膏开着。
3.保证在生产的任何时候使用的都是新鲜锡膏,减少环境带来的负面影响。
4.对已开盖或使用过的锡膏,不用时紧盖内外盖。
5.保证锡膏的最佳焊接品质,印有锡膏的PCB应该尽快(1小时以内)流到下一个工序,防止锡膏变干及粘度变化。
6.当锡膏不用超过1个小时,为保持锡膏最佳状态锡膏不要留在网板上,防止锡膏变干和不必要的网板堵塞。
7.当要从网板上收下锡膏时,请换另一个空瓶来装,以避免旧焊锡膏影响新焊锡膏。
使用过的焊锡膏按照焊锡膏储存条件储存。
锡膏管控作业指导书
锡膏管控作业指导书一、背景简介锡膏是电子制造过程中常用的焊接材料,其作用是在电路板的焊接点上形成一层薄膜以便于焊接。
为了确保焊接质量和生产效率,正确控制锡膏管的使用和操作非常重要。
本指导书旨在指导员工正确进行锡膏管控作业,以确保生产流程顺利进行。
二、控制准则1. 锡膏管存放- 锡膏管应存放在干燥、通风且温度恒定的环境中,避免阳光直射和高温。
- 存放区域应保持整洁有序,避免与其他杂物接触,防止污染或损坏。
- 每个锡膏管应标明生产日期,并按照先进先出(FIFO)原则进行使用。
2. 锡膏管搬运- 搬运锡膏管时,应将管身直立并轻轻晃动,以确保膏体与油脂分离的重新混合均匀。
- 禁止使用尖锐工具或暴力敲击锡膏管,以免损坏内部结构导致泄漏。
- 开盖前,应先将锡膏管倒置几次,以保证内部膏体与油脂均匀混合,并防止膏体外溢。
- 使用尖锐工具戳破锡膏管盖锡膏时,应小心操作,避免扎破管体。
4. 锡膏的应用- 在使用锡膏之前,应先进行温度适应,将锡膏置于工作环境中使其温度与环境接近后再使用。
- 使用锡膏时,不能直接将金属工具浸入锡膏管中,应使用专门的抹布或刮刀取用,以避免污染和浪费。
- 使用完毕后,应及时将锡膏管盖紧,以防膏体干燥。
5. 锡膏管存储- 使用完毕的锡膏管,应将盖子盖紧并垂直存放在干燥避光处。
- 锡膏管如有损坏或发现异常,应立即报告相关人员进行处理。
三、事故处理1. 锡膏泄漏- 若发现锡膏泄漏,应立即将泄露物打包处理,并报告相关人员进行进一步处理。
- 锡膏泄漏的地面应迅速进行清洁,避免滑倒或引发其他事故。
- 若锡膏管发现损坏,应立即将其隔离,并报告相关人员进行处理。
- 锡膏损坏时,不得将其继续使用,以免产生不可预估的风险。
四、注意事项1. 操作人员应经过相关培训并具备相应的技能和知识。
2. 在操作过程中,应穿戴个人防护装备,并注意遵守操作规程。
3. 所有锡膏管的操作记录应详细记载,以备后续追溯和品质控制。
4. 定期检查锡膏管存放区域及操作环境,确保符合要求。
锡膏作业指导书
锡膏作业指导书文件编号:版本:V1.0作业区域:SMT生产线文件负责人:工艺工程师文件发放部门:文控中心产品SMT工程THT工程SMT产线THT产线PQA 备件库IQC 维修仓库行政部拟制:审核:质量:批准:1.0 前言本指导书的目的在于指导仓库、SMT生产线正确的储存/使用各类锡膏。
本指导书暂只对千住无铅S101、适普无铅SP601有效。
2.0 储存和回温2.1 储存2.1.1每批锡膏到仓库后必须立即放入冰箱中,有铅与无铅需分开使用两个冰箱存放,每批次都需在盖子上写入编号,并贴上锡膏管制标签写上入厂时间与使用期限。
使用时按先进先出原则。
2.1.2 仓库人员应该按时填写冰箱温度记录表。
记录要求:每4 小时一次。
2.1.3 所有锡膏储存温度为0-10摄氏度,该条件下储存有效期为半年。
超过使用期限的按报废处理。
2.1.4 有铅锡膏和无铅锡膏必须区分放置在不同的冰柜内,禁止混淆摆放。
2.2 回温2.2.1 从冰箱中取出的锡膏必须先回温,(500克瓶装锡膏)放置在室温环境下(温度18~28摄氏度,湿度30%~70%)至少4小时,并由仓管员在锡膏管制标签上填写开始回温的时间。
2.2.2 第一次从冰箱里拿出来回温完成后的锡膏未开盖使用,超过24个小时的应该放回冰箱,下次回温后可继续使用;若同一瓶锡膏第二次从冰箱拿出来回温超过24H未使用,作报废处理。
3.0 领用、使用3.1 SMT产线操作员在领用锡膏时,需要称归还锡膏的重量和领用的锡膏的重量,并在《锡膏领用\交接记录表》上登记。
包含8210芯片的印刷面,有特殊的领用方案。
3.2锡膏开封后要填写开盖日期和时间(24小时制)。
3.3回温完毕的新锡膏在发放前由仓管员使用搅拌机搅拌3分钟,产线操作员领出后再手工搅拌10-20圈(手工搅拌时铲刀必须沿一个方向,防止锡膏颗粒受损并保证锡膏的成分均匀)。
3.4锡膏在钢网上停留30分钟未印刷,应该将锡膏收起重新搅拌。
印刷过程中刮刀两边的锡膏应及时收集到锡膏瓶内,需重新搅拌后才能使用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
适用机种名
所有锡膏产品
文件编号
制定日期
发行日期
站别
维修站
版本
修正案
A:
B:
C:
作业程序:
1.当PCB投入贴片工段,作业人员须检查其质量,跟踪印刷机的运行状态,当贴装的PCB出现欠品、偏移、侧立、错料、极性反、浮高、多料或人为掉板、撞板等不良时,须作出炉前炉后返修.方法如下:
a.用镊子将元件夹起.
2.做好静电防护工作.
3.部品的确认及维修标识切实.
4.清洗不良PCB不可残留油污、脏杂物等.
5.镊子头不可太尖锐
6.烙铁温度不可随意调,须符合温度要求使用烙铁符合《烙铁使用规范》.
核准:审核:制作:
b.将正确元件重置入正确位置.
c.用镊子轻轻压稳.
d.在维修OK的PCB上做出维修标识,,待固化后由干部再做确认动作.
e.返修PCB需根据客户的要求作出标识.
2.当PCB已贴片过炉回焊炉焊接后发现不良品维修方法如下:
a.将标示出不良品作确认,若不良现象需取下元件重置件时用热风枪打至中档将PCB预热5-10秒,再将风枪集中吹不良品约15秒后离开,用镊子轻轻将元件夹起.
b.用烙铁将PCB残留锡清理干净且抹平PCD残留锡.
c.重置元件方法依上述1-b.c步骤进行.
d.用烙铁加锡元件焊接端,使之符合品质要求.
e.若不良现象为假焊则直接在元件焊接端加锡,使之符合品质要求.
f.若不良之脏污及松香,自检OK后放入维修OK之拖盘内.
3.维修OK放置维修待确认区,由产线QC全检OK后再送品管全检。OK后方可流入终检待检。
使用工具:
1.防静电环
2.静电手套
3.棉签
4.注射针管
5.镊子
6.擦试布
7.标签
8.电桥测试仪
9.热风枪
10.锡丝(SAC-99)
11.烙铁温度370±15℃12.洗板水
注意事项:
1.PCB的维修过程中注意轻拿轻放,避免PCB的振动造成部品移位、掉件及掉板现象产生.