油气润滑新技术及应用仿真
合集下载
油气润滑技术及应用
配器 和油气混合器能够合理分配各润滑点油气用量 ,保证最佳润滑效果和油耗 的经 济性 。电控装置能
够实现实时监控并进行故障 自诊断 ,确保设备 安全,油气润滑可广泛应用 于各领域 。
关键词 :油气润滑 ;流量分配器 ;油气混合器
中 图 分 类 号 :T 17 H 3 文献 标 识 码 :A 文章 编 号 :l0 —16 2 1 )4— 0 0— 3 0 1 9 X(0 10 0 4 0
・
4 ・ 0
重 型 机 械
油 气 润 滑 技 术及 应用
窦 锋 ,王 斌 ,寇 鹏 ,魏志毅
西安 703 ) 10 2
( 中国重型机械研究 院有限公 司 ,陕西
摘 要 :油气 润滑作为一种新型 的润滑技术 ,克服 了传统润滑方式诸多缺点 ,极低 的耗 油量和零 排放是油气润滑的突 出优点 。该 系统 由流量分配器 、油气混合器 和电控hno o y o i・ i u ia i n nd is a plc to c l g f o la r l brc to a t p i a i n
DOU e g, W ANG n, KOU e g, W EIZ iy Fn Bi Pn h —i
( h aN tn l e v c ie e e r n tu o,Ld ,X ’l 10 2 hn ) C i a a H a yMahn r R sa h Is tt C . t. i l7 0 3 ,C ia n o y c i e a
c n r ld vc . T e f w d vd ra d o l i s a e a e s n b y a s n t e olar d s g o e t u rc t g o t e ie o h o i ie n i ar h k rc n r a o a l s i h i i o a e I a‘ l b ia i l — g — h n
够实现实时监控并进行故障 自诊断 ,确保设备 安全,油气润滑可广泛应用 于各领域 。
关键词 :油气润滑 ;流量分配器 ;油气混合器
中 图 分 类 号 :T 17 H 3 文献 标 识 码 :A 文章 编 号 :l0 —16 2 1 )4— 0 0— 3 0 1 9 X(0 10 0 4 0
・
4 ・ 0
重 型 机 械
油 气 润 滑 技 术及 应用
窦 锋 ,王 斌 ,寇 鹏 ,魏志毅
西安 703 ) 10 2
( 中国重型机械研究 院有限公 司 ,陕西
摘 要 :油气 润滑作为一种新型 的润滑技术 ,克服 了传统润滑方式诸多缺点 ,极低 的耗 油量和零 排放是油气润滑的突 出优点 。该 系统 由流量分配器 、油气混合器 和电控hno o y o i・ i u ia i n nd is a plc to c l g f o la r l brc to a t p i a i n
DOU e g, W ANG n, KOU e g, W EIZ iy Fn Bi Pn h —i
( h aN tn l e v c ie e e r n tu o,Ld ,X ’l 10 2 hn ) C i a a H a yMahn r R sa h Is tt C . t. i l7 0 3 ,C ia n o y c i e a
c n r ld vc . T e f w d vd ra d o l i s a e a e s n b y a s n t e olar d s g o e t u rc t g o t e ie o h o i ie n i ar h k rc n r a o a l s i h i i o a e I a‘ l b ia i l — g — h n
油气润滑技术在热连轧上的应用
式中: —_ 单个轴所需要的润滑油量/ L h ; ( /) m C 一 系数 , 润滑 C=0 0 3 .0 5 - 油气 . 0 —0000 , 0 0 油雾润滑C 0 0 , = . 0 对于油脂润滑 C 0 5 =
[ 接第 1 页】 上 9 这样 的分 析方 法 对两 种 电 动机 的闭环 系统是 完 全
2 油气 润 滑工 艺简 介 中 宽 带 生 产 线 采 用 的 是 卫 星 式 油 气 润 滑 系 统, 主要 由主站 (L 控 制 装置 )三 个 卫星 站 、 PC 、 油气
作辊轴承座 内有 5 个润滑点 , 其中四列轴承3 个润 滑点 , 推轴 承 1 润滑点 , 封 圈 1 润 滑点 。 止 个 密 个 油气 在各 润 滑 点 所 需 的量 是 不 同 的 , 很 大 的 差 有 别 。 四列轴 承 所需 的油 量最 多 , 推轴 承 次 之 , 止 密 封 圈所 需 的油 量最 少 。
关 键 词 热 连 轧 轴承 油 气 润滑
1 前 言
由于 热 连 轧 轧 机 正 向 着 高 速 、 载 、 强 度 、 重 高 高 刚度 和 连 轧 化 的方 向迅 速 发 展 , 因此 对 滚 动 轴 承 的要 求 也 越来 越 高 。正确 的润 滑方 式 和 良好 的
密封是延长轴承寿命的最有效的方法 。针对这种 状况 ,04 20 年莱钢在热轧 中宽带项 目中引进油气 润滑技术 , 成为 国内第一家在热轧线上运用油气 润 滑 方 式 的钢 厂 , 系 统 运 行 两 年 来 取 得 了 良好 该 的使用 效果 和经 济效 益 。
低速时 , 测速反馈也不能使其特性得到改善 , 因而 可能 出现下降溜钩现象 。维护工作 中, 速度反馈 的脉 冲编 码 器 出现 故 障 不 能 轻 易 取 消 , 否则 影 响 行 车正 常使 用 。
油气润滑技术的工作原理及其在连铸机中的应...

作 时搅油损失加大 , 导致轴承进一步升温。轴承工作温度提高 , 流体静压的双重作用。因此 , 使摩擦表面始终处在 良好的工作状
大大降低其使用寿命 。其次 , 采用油脂润滑 时, 由于润滑脂停 留 态下 , 这一点是仅靠流体 动压形成的单相 “ 流体膜” 所无法 比拟
在轴承座 内的时间较 长 ,且轴承座 内温度较高 ,易使润滑脂 氧 的。由于油气润滑的气液 两相混合流体中含有 大量气体和少量 化 ,氧化 的润滑脂不能及 时排 出轴承座 ,在轴承座 内结为颗粒 的润 滑 油 , 因此 在 高速 工 作 条件 下 , 温升 较 低 。又 由于 “ 液两 相 气
润滑油的粘度成几十倍地增加 , 引起输送 困难 。为 必然 清洁而干燥 的压缩空气 , 必须先经过油水分离及 过滤 。 在排气管 温度下 ,
线上装有压力检测器 , 以保证工件 中有足够的气压 。 ) 3 油气混合 保证冬季输送设备 的负荷不致过大 ,必须对输送管道采取保温
部分 : 油和气在混合器中要使 油能很好 地分 散成油滴 , 均匀地分 措 施 。 由于传动链条不能实现密封传动 , 故采用 油气润滑 时 , 应避 散在管道内表面 , 油气混合器有多种规格的供给量可供选用 。
后在这个信息经过领导的审批后作 为正式的考试 。具体 页面包 库的循环查询操作 。
括 :d icet ae1 s ,d ic a pp r. p a mn ra p— am nrae pr. p a mn r t ae2 s ,d icet a p a ee a e
p r .s e 3a p。
滑油 的粘度 , 其实大多低于 01x O3 。 . l- 5 mm
渐 减薄 , 并不 间断供
另一方面 ,我国较早进行气液两相流体冷却润滑技术研究 油 。间隔时间和每次
油气润滑技术在中型生产线的运用
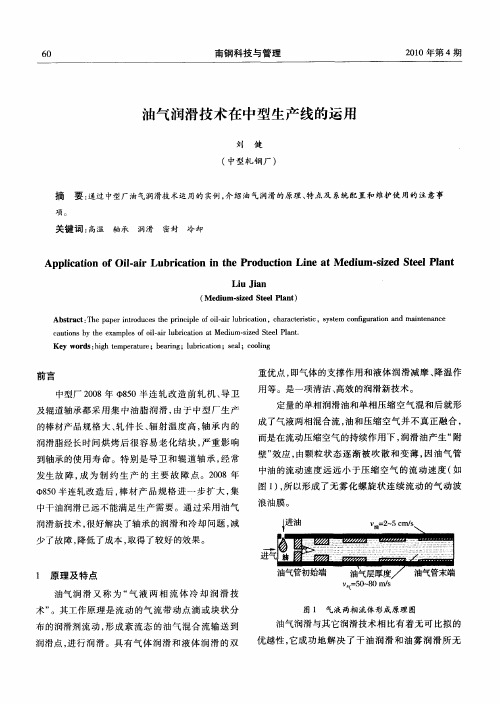
浪油膜 。
I 】 Vm z 油/ r i =s 幽 l z\ ~ c
油气 管初始端 油 层厚度/ 油气管末端
v 5  ̄ 0m/ 自= 0 8 s
1 原 理及特 点 油气润 滑 又 称 为 “ 液 两相 流 体 冷 却 润 滑技 气 术” 。其工作原 理是流动 的气流带 动点滴或 块状分 布的润滑剂流动 , 成紊流 态 的油 气混合 流输送 到 形 润滑点 , 行润滑 。具有 气体润 滑和液 体润 滑的双 进
பைடு நூலகம்
中型厂 2 0 0 8年 80半连 轧改造 前轧机 、 5 导卫 及辊道轴承都 采用集 中油脂 润滑 , 由于 中型 厂生产 的棒材产品规格 大、 轧件长 、 射温度 高 , 承 内的 辐 轴 润滑脂经长 时间烘烤 后很容 易老化 结块 , 重影响 严 到轴承的使 用寿命 。特 别是导 卫和辊 道轴承 , 经常 发生故 障 , 为制 约 生 产 的 主要 故 障点 。20 成 0 8年 80半连轧改 造后 , 材产 品规格 进一 步扩 大 , 5 棒 集 中干油润滑 已远不能满足生产需要 。通过采 用油气 润滑新技术 , 很好解决 了轴承 的润滑 和冷却问题 , 减 少 了故障 , 降低 了成本 , 取得了较好 的效果。
量非常小 , 大约只相 当于油雾润滑 的十分 之一 , 干油
润 滑剂 的计 量 及 分 配是 通 过 递 进 式 分 配 器 进 行
的, 它安装在系统的卫星站上 , 并将润 滑剂 分配给下
润滑 的 2 。大大 的节省 了润滑成 本。④ 由于压 缩 % 空气是连续输送 , 能使轴承座 内保持 0 3b r . a 左右的 正压 , 具有 良好 的密封作用 , 能防止冷却水或 氧化铁 皮侵入轴承座对轴承造成损害。⑤ 不断进人轴 承座 的压缩空气能对轴承起 到冷却作用 。⑥通过 自动控 制系统能对供油状况 、 压缩 空气压力 、 油箱液位 等进
I 】 Vm z 油/ r i =s 幽 l z\ ~ c
油气 管初始端 油 层厚度/ 油气管末端
v 5  ̄ 0m/ 自= 0 8 s
1 原 理及特 点 油气润 滑 又 称 为 “ 液 两相 流 体 冷 却 润 滑技 气 术” 。其工作原 理是流动 的气流带 动点滴或 块状分 布的润滑剂流动 , 成紊流 态 的油 气混合 流输送 到 形 润滑点 , 行润滑 。具有 气体润 滑和液 体润 滑的双 进
பைடு நூலகம்
中型厂 2 0 0 8年 80半连 轧改造 前轧机 、 5 导卫 及辊道轴承都 采用集 中油脂 润滑 , 由于 中型 厂生产 的棒材产品规格 大、 轧件长 、 射温度 高 , 承 内的 辐 轴 润滑脂经长 时间烘烤 后很容 易老化 结块 , 重影响 严 到轴承的使 用寿命 。特 别是导 卫和辊 道轴承 , 经常 发生故 障 , 为制 约 生 产 的 主要 故 障点 。20 成 0 8年 80半连轧改 造后 , 材产 品规格 进一 步扩 大 , 5 棒 集 中干油润滑 已远不能满足生产需要 。通过采 用油气 润滑新技术 , 很好解决 了轴承 的润滑 和冷却问题 , 减 少 了故障 , 降低 了成本 , 取得了较好 的效果。
量非常小 , 大约只相 当于油雾润滑 的十分 之一 , 干油
润 滑剂 的计 量 及 分 配是 通 过 递 进 式 分 配 器 进 行
的, 它安装在系统的卫星站上 , 并将润 滑剂 分配给下
润滑 的 2 。大大 的节省 了润滑成 本。④ 由于压 缩 % 空气是连续输送 , 能使轴承座 内保持 0 3b r . a 左右的 正压 , 具有 良好 的密封作用 , 能防止冷却水或 氧化铁 皮侵入轴承座对轴承造成损害。⑤ 不断进人轴 承座 的压缩空气能对轴承起 到冷却作用 。⑥通过 自动控 制系统能对供油状况 、 压缩 空气压力 、 油箱液位 等进
油气润滑技术在连铸机上的应用

再 次按 动喷枪 喷射 工作 按键 时发 现 电液 阀 的电磁 铁换 向后 . 液动 阀并 不动作 检查 系统 原理 图发现 当工
作 台运动 到位后 . 处于 卸荷 状态 . 9不 动作 的原 因 泵 缸 是 冈为泵卸荷 时 电液换 向阀 的控 制油路 没有压 力 . 造成 液动阀不动作 。 解决方法 是 . 保证 阀 1 3的控制 油路在泵 卸荷 时有一定 的压力 结合 系统原理 图分析得 出只要将 阀 l 3的控制油路 引人 口引到泵 的出 口处 . 向 阀 l 单 5前
4 结 论
通过 对 干冰清 洗 车 的液压 系统 进行 分 析 ,并对 其
液压 系统 中容 易产 生 故障 的 回路进 行 了改 进 。大 大提 高 了干冰 清洗 车在 实 际应用 中的稳 定性 和 可靠 性 。本 文 提及 的故 障 排除 与 问题解 决 方法 也 可用 于相 似 的液
压 系统 .这 对 机械设 备 液压 系 统 的维修 也 具有 一定 的 参 考价值 参 考 文 献
先干 油润 滑是 连铸 机上 最普 遍 的润 滑方 式 ,但如 此恶 劣 的环 境 ( 环境 温 度 高 达数 百 度 、 却水 喷淋 等 ) 采 冷 下
用 于油 润滑 的 弊病也 是 显而 易见 的 :轴 承腔 因为受 到 高 温蒸 汽 的影 响而要 求 密封 良好 .但 却 以要在 重载 情 况 下使 轴 承转 动 件 之 间形 成 一 层 润 滑油 膜 并 维 持 . 这
[ 梁 江萍 . 程 机 械 液压 系统 的常 见 故 障 与排 除 II 备 管 理 与 1 ] 工 J设 .
维 修 技 术.053 () 0 6 . 2 0 . 2: — 2 0 6
[】 王凤 喜 , 强 等. 压 与气 动 设 备 维修 问答 [ . 京 : 械 工业 2 何 液 M】 北 机
油气润滑技术在加工中心主轴润滑中的应用
G 8 2 X 3 3 Z 一 4 2 P 2 8 . 3 3 8 F 6 / / 第一层右侧粗加工 . 留2 。 精 加 工
G 8 2 X 3 1 . 5 Z 一 4 2 P 2 F 6 G 8 2 X3 0 Z 一 4 2 P 2 F 6 G 8 2 X2 9 . 5 Z 一 4 2 P 2 F 6 G8 2 X 2 9 Z 一 4 2 P 2 F 6
G8 2 X3 0 Z 一 4 2 P 2 8 . 3 3 8 F 6 / / 第三层右侧粗加工 , 留2 。 精 加 工
G8 2 X 2 9 . 5 Z 一 4 2 P 2 8 . 3 3 8 F 6 / / 第四层右侧粗加工 . 留2 。 精 加 工
床研究 和 发展 中有 重要 意义 ,电主轴 轴 承 系统 发热 分
析 及控 制 措施 在高 速 主轴 系统 中至关 重 要 , 是高 速 、 高
精 度机 床 必须 考虑 和解 决 的关键 技术 问 题之 一 。
收 稿 日期 : 2 0 1 2年 1 2月
气 混 合 装 置 中 ,并 在 油 气 混 合 装 置 中 与 压 缩 空 气 混 合
1 . 2 高 速 电 主 轴 的 润 滑 方 法
的“ 零传 动 ” 。 内装式 电机轴 承 的摩擦 发 热不 可忽 视 , 在 高 速 加 工 中 , 电 主 轴 的热 变 形 已成 为 影 响 机 床 加 工 精
度 的 主 要 因 素 ,机 床 热 变 形 造 成 加 工 误 差 达 到 零 件 总 加 工误 差 的 6 0 %~ 8 0 %。 电 主 轴 轴 承 在 高 速 下 的 剧 烈 摩 擦 发热 使 主轴产 生 热变 形 , 甚 至 引起 主轴 系统 失 效 , 大 大 阻 碍 了新 技 术 的 发 展 。 因此 , 油 气 润 滑 技 术 在 高 速 机
自适应的油气管道仿真系统应用与实践
自适应的油气管网仿真技术应用与实践自适应的油气管网仿真技术应用与实践
目录
1. 系统建设背景及意义
2. 在线仿真系统功能
3. 榆济管网在线仿真系统建设
4. 在线仿真系统应用
5. 在线仿真系统发展前景
1.1 系统建设背景
n发展快
u超出各类预期
n工艺复杂
u互联互通
n自动化程度高
u SCADA系统
n生产数据量大
u历史数据库
n管网仿真系统
1.2 国内外现状
n DNV GL,挪威——SPS
n ESI,英国——Pipeline Studio
n Gree Engineering,美国——WinFlow、WinTran、NextGen n阿特莫斯国际有限公司,英国——ATMOS
n国内代理不掌握核心技术
n费用高昂、服务差
n数据泄漏风险
目录
1. 系统建设背景及意义
2. 在线仿真系统功能
3. 榆济管网在线仿真系统建设
4. 在线仿真系统应用
5. 在线仿真系统发展前景
2.1 仿真技术
n油气管网仿真
u物理原理
u数学方法
u计算机技术
n计算机实验系统u设备状态
u管网状态
u系统流动
u......。
油气润滑技术在板坯连铸机中的应用

检测项 目
拉 矫 力
很 大 的改善 ;) 7 设备 可 靠 , 护量 小 。 维
改造 前参数
6 0—7 0k 8 8 N
现 象 时 有 发 生 , 坯 表 面 划伤 严 重 , 坯 拉 矫 力 高 达 铸 铸 7 0k 严 重 地 影 响 1 连 铸 机 的生 产 。多 年 来 每周 8 N, #
改 造后参 数
6 0—6 0k 2 6 N
矫直段 托矫 电流 润 滑介质 消耗量/ 月 月检 修次数 月检修 时间 铸坯 铸坯 表面质量 辊 子外 观
2 0—4 0A波动
1 0~2 0A平稳
约 11 ( .4 .4t35 万元 ) 04 ( .2万元 ) .5t48 3—4次 2 4h 铸坯 时有划 伤 油脂外 溢较 多 1 次 1 2 n 0h 8mi 表 面明显 改善 辊 子表面 清沽
停 机 6—8h 用 于 更 换 铸 机 辊 道 , , 维修 人 员 劳 动 强度 很 大 。为 了 改 善 辊 道 轴 承 的润 滑 条 件 , 关 人 员 多 有 次提议更换 润滑方式 , 了解 到 油 气 润 滑 方 式 可 改 善 二 钢 厂 这 台 连 铸 机 辊 道 的 润 滑 状 况 , 钢 厂 为 了慎 二 重起 见 , 先 选 择 了 T况 条 件 最 为 恶 劣 的矫 直 段 做 首 为试 点 。 1 油 气 润 滑 的工 作 原 理 和 系统 组 成 20 年 , 用 l 04 利 #连 铸 机 中修 的 机 会 , 矫 直 段 将 的润 滑 系 统 改 为 油 气 润 滑 方 式 , 滑 点 1 8 。 矫 润 4个 直 段 2 根 自 由辊 、 驱 动 辊 全 部 更 换 为 油 气 润 滑 2 4根
太 原 钢 铁 股 份 有 限 公 司第 二 炼 钢 厂 南 区 1 连 铸 机设 备 18 年 南奥 钢 联 引进 , 98 主机 辊 道 结 构 比较 复杂 , 面 滚 子 轴 承镶 在 三 节 复合 辊 套 内 , 轴 承 冷 球 无
拉 矫 力
很 大 的改善 ;) 7 设备 可 靠 , 护量 小 。 维
改造 前参数
6 0—7 0k 8 8 N
现 象 时 有 发 生 , 坯 表 面 划伤 严 重 , 坯 拉 矫 力 高 达 铸 铸 7 0k 严 重 地 影 响 1 连 铸 机 的生 产 。多 年 来 每周 8 N, #
改 造后参 数
6 0—6 0k 2 6 N
矫直段 托矫 电流 润 滑介质 消耗量/ 月 月检 修次数 月检修 时间 铸坯 铸坯 表面质量 辊 子外 观
2 0—4 0A波动
1 0~2 0A平稳
约 11 ( .4 .4t35 万元 ) 04 ( .2万元 ) .5t48 3—4次 2 4h 铸坯 时有划 伤 油脂外 溢较 多 1 次 1 2 n 0h 8mi 表 面明显 改善 辊 子表面 清沽
停 机 6—8h 用 于 更 换 铸 机 辊 道 , , 维修 人 员 劳 动 强度 很 大 。为 了 改 善 辊 道 轴 承 的润 滑 条 件 , 关 人 员 多 有 次提议更换 润滑方式 , 了解 到 油 气 润 滑 方 式 可 改 善 二 钢 厂 这 台 连 铸 机 辊 道 的 润 滑 状 况 , 钢 厂 为 了慎 二 重起 见 , 先 选 择 了 T况 条 件 最 为 恶 劣 的矫 直 段 做 首 为试 点 。 1 油 气 润 滑 的工 作 原 理 和 系统 组 成 20 年 , 用 l 04 利 #连 铸 机 中修 的 机 会 , 矫 直 段 将 的润 滑 系 统 改 为 油 气 润 滑 方 式 , 滑 点 1 8 。 矫 润 4个 直 段 2 根 自 由辊 、 驱 动 辊 全 部 更 换 为 油 气 润 滑 2 4根
太 原 钢 铁 股 份 有 限 公 司第 二 炼 钢 厂 南 区 1 连 铸 机设 备 18 年 南奥 钢 联 引进 , 98 主机 辊 道 结 构 比较 复杂 , 面 滚 子 轴 承镶 在 三 节 复合 辊 套 内 , 轴 承 冷 球 无
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
润滑 拱芥
成 宸录
油号涠; 黼按市及应用仿真 骨
Ne T c n lg f l r b iaina dAp l ainEmu ain w e h o o yo rc t n p i t OiAi Lu o c o lt o
供稿l 丽 赵 ,陈宏 军 Z AOL H N H n - n / H iC E o g u 2 , j
润 滑 油 沿 管 道 内壁 不 断地 流 动 , 寿命 ,减少 备件 和 维修 费 ,无 环
一
问题 ,对大 方坯 连铸 拉矫机 滚
把油气 混合 输送 到润 滑点实 现润 境 污染 ,因而在 欧美 等发 达 国家 动轴 承和传 动装 置进行 了油 气润
滑 的一种润 滑方 式 。在 油气 润滑 被广 泛应 用 于冷 轧 、棒 线材 、热 滑改造。经过一年多 的生产使用 ,
内 蜜 寻 皎
油气润 滑技 术在节省设备维修 费用 、提高连铸机 作业率等方面具有 明显的经济效益。在鞍钢大 方坯连铸 拉矫机滚 动轴承和传 动装置上成功应用 油气润滑技术后 ,拉矫机滚 动轴承 的使 用寿命 比油 脂 润滑条 件下提高 了3倍 以上。对 不同润滑方式和冷却条件 下的拉矫机轴承 温度分布进 行仿真研 究
油气 润滑 能够提 高轴 承座 的 减 少 ,生 产率 下 降 ,直接 影 响生
合 ,形 成油 气两 相环 状流 ,通过 密封性能 ,降低轴 承的工 作温度 , 产能 力 的提 高 。设 备 的备件 成本
压 缩 空气在 管道 内的流动 ,带动 改善 润滑 条件 ,延长 轴承 的使 用 和维修 费用 也增 加 了。为解决 这
6 6
硷焉 蕾辱
2 1 年第 1 02 期
体 的作 用 ,同时 完成 对轴承 腔 的
鞍钢 四机 四流大 方坯 连铸 生 气两相流 。
吹扫作 用 ,阻止 杂质 时人并 冷 却 产线 上 ,在 拉矫 机滚 动轴 承采 用 { 开发了传动链条油气润滑 _ } 轴 承 【。 l J 油脂润滑时,轴承使用寿命一般 专用喷嘴 。
作者单位 :1 山市技师学 院,辽宁 鞍山 142 ; 鞍 10 1 2 鞍钢集 团工程技术有限公司 ,辽宁 鞍 山 142 0 1 1
方坯连铸拉矫机滚动轴承系统的冷却设计 ,具有一定 的指导意义和参考价值。
所 谓 油 气 润 滑 ,是 ห้องสมุดไป่ตู้ 具 有
一
定压 力 的压缩空 气 和一定数 量
油气 润滑 的应用
在 4 天左右 。频 繁地更 换拉矫机 0
轴 承 ,导 致连 铸线有 效 生产 时间
的润滑 油在 一定长 度 的管道 内混
系统 中 ,每 隔几秒 钟 就将润 滑所 轧和非金属轧制设备 上。
必 须 的润滑 油 喷人 连续 不 断的压
该项 目获得工业应用的成功 。
连铸 设备 的轴 承使用 寿命 普
项 目开 发 的方坯连 铸拉矫 机
缩 空气 中,所 需 的间 隔时 间和每 遍较短 ,尤其是在大方坯连铸设备 滚动轴 承及传 动装 置用 油气 润滑
次 的给油量 都可 以根 据实 际消耗 上 ,轴承工作在高温 、水淋 、重负 系统具有如下特点 : 的需 要量进 行 调节 。在油气 润 滑 荷、低转速、粉尘大的条件下 ,工 系统 中 ,压 缩空气 起着 润滑 油载 况十分苛刻 ,轴承使用寿命更短 。
由一套系统实现 了向高、
低 转速 的轴承 和传 动装 置提供 油
结果表 明,采用油 气润滑 时轴承 系统 的温度 比采用油脂润滑 时均有 不 同程度 的降低 ; 使用 油气润滑
对轴承 内外 圈和滚 动等部件 的温 降效果 比较大。通 过建立包括 轴、轴承和 轴承座在 内的 “ 热一 机 ”
耦合 三维有 限元 应力模 型 ,对油 气润滑条件 下的轴承 系统应力场进 行 了仿真计算 ,仿 真结 果对于大
成 宸录
油号涠; 黼按市及应用仿真 骨
Ne T c n lg f l r b iaina dAp l ainEmu ain w e h o o yo rc t n p i t OiAi Lu o c o lt o
供稿l 丽 赵 ,陈宏 军 Z AOL H N H n - n / H iC E o g u 2 , j
润 滑 油 沿 管 道 内壁 不 断地 流 动 , 寿命 ,减少 备件 和 维修 费 ,无 环
一
问题 ,对大 方坯 连铸 拉矫机 滚
把油气 混合 输送 到润 滑点实 现润 境 污染 ,因而在 欧美 等发 达 国家 动轴 承和传 动装 置进行 了油 气润
滑 的一种润 滑方 式 。在 油气 润滑 被广 泛应 用 于冷 轧 、棒 线材 、热 滑改造。经过一年多 的生产使用 ,
内 蜜 寻 皎
油气润 滑技 术在节省设备维修 费用 、提高连铸机 作业率等方面具有 明显的经济效益。在鞍钢大 方坯连铸 拉矫机滚 动轴承和传 动装置上成功应用 油气润滑技术后 ,拉矫机滚 动轴承 的使 用寿命 比油 脂 润滑条 件下提高 了3倍 以上。对 不同润滑方式和冷却条件 下的拉矫机轴承 温度分布进 行仿真研 究
油气 润滑 能够提 高轴 承座 的 减 少 ,生 产率 下 降 ,直接 影 响生
合 ,形 成油 气两 相环 状流 ,通过 密封性能 ,降低轴 承的工 作温度 , 产能 力 的提 高 。设 备 的备件 成本
压 缩 空气在 管道 内的流动 ,带动 改善 润滑 条件 ,延长 轴承 的使 用 和维修 费用 也增 加 了。为解决 这
6 6
硷焉 蕾辱
2 1 年第 1 02 期
体 的作 用 ,同时 完成 对轴承 腔 的
鞍钢 四机 四流大 方坯 连铸 生 气两相流 。
吹扫作 用 ,阻止 杂质 时人并 冷 却 产线 上 ,在 拉矫 机滚 动轴 承采 用 { 开发了传动链条油气润滑 _ } 轴 承 【。 l J 油脂润滑时,轴承使用寿命一般 专用喷嘴 。
作者单位 :1 山市技师学 院,辽宁 鞍山 142 ; 鞍 10 1 2 鞍钢集 团工程技术有限公司 ,辽宁 鞍 山 142 0 1 1
方坯连铸拉矫机滚动轴承系统的冷却设计 ,具有一定 的指导意义和参考价值。
所 谓 油 气 润 滑 ,是 ห้องสมุดไป่ตู้ 具 有
一
定压 力 的压缩空 气 和一定数 量
油气 润滑 的应用
在 4 天左右 。频 繁地更 换拉矫机 0
轴 承 ,导 致连 铸线有 效 生产 时间
的润滑 油在 一定长 度 的管道 内混
系统 中 ,每 隔几秒 钟 就将润 滑所 轧和非金属轧制设备 上。
必 须 的润滑 油 喷人 连续 不 断的压
该项 目获得工业应用的成功 。
连铸 设备 的轴 承使用 寿命 普
项 目开 发 的方坯连 铸拉矫 机
缩 空气 中,所 需 的间 隔时 间和每 遍较短 ,尤其是在大方坯连铸设备 滚动轴 承及传 动装 置用 油气 润滑
次 的给油量 都可 以根 据实 际消耗 上 ,轴承工作在高温 、水淋 、重负 系统具有如下特点 : 的需 要量进 行 调节 。在油气 润 滑 荷、低转速、粉尘大的条件下 ,工 系统 中 ,压 缩空气 起着 润滑 油载 况十分苛刻 ,轴承使用寿命更短 。
由一套系统实现 了向高、
低 转速 的轴承 和传 动装 置提供 油
结果表 明,采用油 气润滑 时轴承 系统 的温度 比采用油脂润滑 时均有 不 同程度 的降低 ; 使用 油气润滑
对轴承 内外 圈和滚 动等部件 的温 降效果 比较大。通 过建立包括 轴、轴承和 轴承座在 内的 “ 热一 机 ”
耦合 三维有 限元 应力模 型 ,对油 气润滑条件 下的轴承 系统应力场进 行 了仿真计算 ,仿 真结 果对于大