油气润滑技术
油气润滑技术在热连轧上的应用
式中: —_ 单个轴所需要的润滑油量/ L h ; ( /) m C 一 系数 , 润滑 C=0 0 3 .0 5 - 油气 . 0 —0000 , 0 0 油雾润滑C 0 0 , = . 0 对于油脂润滑 C 0 5 =
[ 接第 1 页】 上 9 这样 的分 析方 法 对两 种 电 动机 的闭环 系统是 完 全
2 油气 润 滑工 艺简 介 中 宽 带 生 产 线 采 用 的 是 卫 星 式 油 气 润 滑 系 统, 主要 由主站 (L 控 制 装置 )三 个 卫星 站 、 PC 、 油气
作辊轴承座 内有 5 个润滑点 , 其中四列轴承3 个润 滑点 , 推轴 承 1 润滑点 , 封 圈 1 润 滑点 。 止 个 密 个 油气 在各 润 滑 点 所 需 的量 是 不 同 的 , 很 大 的 差 有 别 。 四列轴 承 所需 的油 量最 多 , 推轴 承 次 之 , 止 密 封 圈所 需 的油 量最 少 。
关 键 词 热 连 轧 轴承 油 气 润滑
1 前 言
由于 热 连 轧 轧 机 正 向 着 高 速 、 载 、 强 度 、 重 高 高 刚度 和 连 轧 化 的方 向迅 速 发 展 , 因此 对 滚 动 轴 承 的要 求 也 越来 越 高 。正确 的润 滑方 式 和 良好 的
密封是延长轴承寿命的最有效的方法 。针对这种 状况 ,04 20 年莱钢在热轧 中宽带项 目中引进油气 润滑技术 , 成为 国内第一家在热轧线上运用油气 润 滑 方 式 的钢 厂 , 系 统 运 行 两 年 来 取 得 了 良好 该 的使用 效果 和经 济效 益 。
低速时 , 测速反馈也不能使其特性得到改善 , 因而 可能 出现下降溜钩现象 。维护工作 中, 速度反馈 的脉 冲编 码 器 出现 故 障 不 能 轻 易 取 消 , 否则 影 响 行 车正 常使 用 。
油气润滑新技术及应用仿真

成 宸录
油号涠; 黼按市及应用仿真 骨
Ne T c n lg f l r b iaina dAp l ainEmu ain w e h o o yo rc t n p i t OiAi Lu o c o lt o
供稿l 丽 赵 ,陈宏 军 Z AOL H N H n - n / H iC E o g u 2 , j
润 滑 油 沿 管 道 内壁 不 断地 流 动 , 寿命 ,减少 备件 和 维修 费 ,无 环
一
问题 ,对大 方坯 连铸 拉矫机 滚
把油气 混合 输送 到润 滑点实 现润 境 污染 ,因而在 欧美 等发 达 国家 动轴 承和传 动装 置进行 了油 气润
滑 的一种润 滑方 式 。在 油气 润滑 被广 泛应 用 于冷 轧 、棒 线材 、热 滑改造。经过一年多 的生产使用 ,
内 蜜 寻 皎
油气润 滑技 术在节省设备维修 费用 、提高连铸机 作业率等方面具有 明显的经济效益。在鞍钢大 方坯连铸 拉矫机滚 动轴承和传 动装置上成功应用 油气润滑技术后 ,拉矫机滚 动轴承 的使 用寿命 比油 脂 润滑条 件下提高 了3倍 以上。对 不同润滑方式和冷却条件 下的拉矫机轴承 温度分布进 行仿真研 究
油气 润滑 能够提 高轴 承座 的 减 少 ,生 产率 下 降 ,直接 影 响生
合 ,形 成油 气两 相环 状流 ,通过 密封性能 ,降低轴 承的工 作温度 , 产能 力 的提 高 。设 备 的备件 成本
压 缩 空气在 管道 内的流动 ,带动 改善 润滑 条件 ,延长 轴承 的使 用 和维修 费用 也增 加 了。为解决 这
6 6
硷焉 蕾辱
2 1 年第 1 02 期
体 的作 用 ,同时 完成 对轴承 腔 的
油气润滑技术的工作原理及其在连铸机中的应...

作 时搅油损失加大 , 导致轴承进一步升温。轴承工作温度提高 , 流体静压的双重作用。因此 , 使摩擦表面始终处在 良好的工作状
大大降低其使用寿命 。其次 , 采用油脂润滑 时, 由于润滑脂停 留 态下 , 这一点是仅靠流体 动压形成的单相 “ 流体膜” 所无法 比拟
在轴承座 内的时间较 长 ,且轴承座 内温度较高 ,易使润滑脂 氧 的。由于油气润滑的气液 两相混合流体中含有 大量气体和少量 化 ,氧化 的润滑脂不能及 时排 出轴承座 ,在轴承座 内结为颗粒 的润 滑 油 , 因此 在 高速 工 作 条件 下 , 温升 较 低 。又 由于 “ 液两 相 气
润滑油的粘度成几十倍地增加 , 引起输送 困难 。为 必然 清洁而干燥 的压缩空气 , 必须先经过油水分离及 过滤 。 在排气管 温度下 ,
线上装有压力检测器 , 以保证工件 中有足够的气压 。 ) 3 油气混合 保证冬季输送设备 的负荷不致过大 ,必须对输送管道采取保温
部分 : 油和气在混合器中要使 油能很好 地分 散成油滴 , 均匀地分 措 施 。 由于传动链条不能实现密封传动 , 故采用 油气润滑 时 , 应避 散在管道内表面 , 油气混合器有多种规格的供给量可供选用 。
后在这个信息经过领导的审批后作 为正式的考试 。具体 页面包 库的循环查询操作 。
括 :d icet ae1 s ,d ic a pp r. p a mn ra p— am nrae pr. p a mn r t ae2 s ,d icet a p a ee a e
p r .s e 3a p。
滑油 的粘度 , 其实大多低于 01x O3 。 . l- 5 mm
渐 减薄 , 并不 间断供
另一方面 ,我国较早进行气液两相流体冷却润滑技术研究 油 。间隔时间和每次
油气润滑操作规程

油气润滑操作规程LT油气润滑站使用说明书目录1.概述2.构成3.主要技术参数4.功能说明5.系统工作原理6.操作准备及操作说明1.概述本说明书是根据棒线轧机工艺要求而设计编制的。
油气润滑系统主要由一台润滑泵站、一个气源柜、和安装在机架旁的油气混合器以及空气管路、油管路、油气输送管路组成。
由润滑泵打出的润滑油经油管送至油气混合器,同时压缩空气通过空气操作柜过滤和调压后也送至油气混合器,混合后在压缩空气的带动下沿管壁进入润滑点进行润滑。
2.构成该站主要由油箱〔带电加热器、液位计、温度控制器、空气滤清器、液位控制器〕、两台高压油泵装置〔一备一用〕、溢流阀、二位二通电磁阀、过滤器、单向阀、压力表、阀门、压力控制器及气源柜和PLC电气控制箱组成。
3.主要技术参数4.功能说明4.1油气润滑站包括一台容积为800L左右的油箱,两台齿轮泵,单向阀.压力控制器,温度控制器,单筒过滤器以及管路附件等。
油箱装有液位控制器,当液位低于最低液位时发出报警或电信号;液位计用于直接观测油箱液位的上下,空气滤清器用来对进出油箱的空气进行过滤,也可以作为加油口进行加油。
齿轮泵装置,泵的供油能力为3.9l/min,其最高压力;27MPa,工作压力为;5--7MPa,电动机AC380V、0.75KW,一台工作,一台备用。
压力控制器是用来检查泵站供油压力,当压力到达设定压力时,压力控制器动作,两位两通电磁阀动作,系统卸荷。
间隔时间后系统供油压力,供油时在设定的时间内达不到设定压力控制器的调定压力时,即在电气控制装置上作出“供油压力低〞的指示。
此时应检管路齿轮泵装置及溢流阀。
单筒过滤器是用来去除泵所压出的润滑油内混入的杂质,过滤器上装有压差控制器,当压差超过一定值时发出信号,此时应立即清洗或更换滤芯。
4.2 气源柜气源柜包括气源处理件.二位二通电磁阀.压力开关等。
气源处理件是由空气过滤器,空气减压阀组合而成,在通气前,逆时针旋转减压阀调压手轮,使减压阀定值弹簧松开,然后接通气源,按顺时针方向逐渐转动手轮,是空气压力逐渐增加,直到压力表所指示的压力到达所需压力,此时通过锁紧圈锁定压力完成对减压阀的调整。
油气润滑技术在中型生产线的运用
I 】 Vm z 油/ r i =s 幽 l z\ ~ c
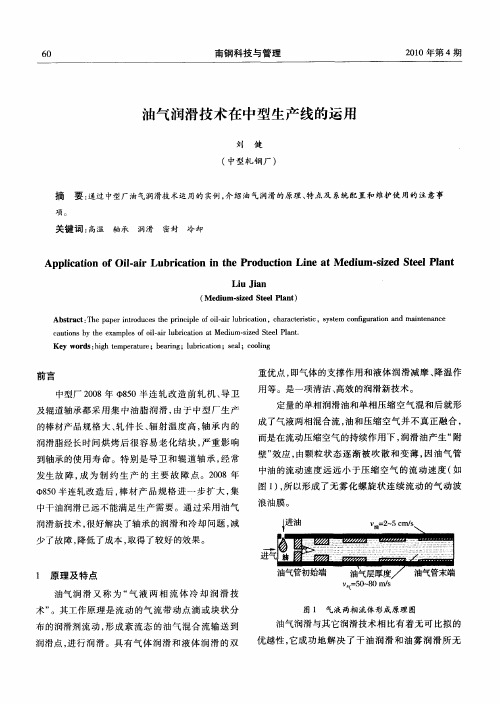
油气 管初始端 油 层厚度/ 油气管末端
v 5  ̄ 0m/ 自= 0 8 s
1 原 理及特 点 油气润 滑 又 称 为 “ 液 两相 流 体 冷 却 润 滑技 气 术” 。其工作原 理是流动 的气流带 动点滴或 块状分 布的润滑剂流动 , 成紊流 态 的油 气混合 流输送 到 形 润滑点 , 行润滑 。具有 气体润 滑和液 体润 滑的双 进
பைடு நூலகம்
中型厂 2 0 0 8年 80半连 轧改造 前轧机 、 5 导卫 及辊道轴承都 采用集 中油脂 润滑 , 由于 中型 厂生产 的棒材产品规格 大、 轧件长 、 射温度 高 , 承 内的 辐 轴 润滑脂经长 时间烘烤 后很容 易老化 结块 , 重影响 严 到轴承的使 用寿命 。特 别是导 卫和辊 道轴承 , 经常 发生故 障 , 为制 约 生 产 的 主要 故 障点 。20 成 0 8年 80半连轧改 造后 , 材产 品规格 进一 步扩 大 , 5 棒 集 中干油润滑 已远不能满足生产需要 。通过采 用油气 润滑新技术 , 很好解决 了轴承 的润滑 和冷却问题 , 减 少 了故障 , 降低 了成本 , 取得了较好 的效果。
量非常小 , 大约只相 当于油雾润滑 的十分 之一 , 干油
润 滑剂 的计 量 及 分 配是 通 过 递 进 式 分 配 器 进 行
的, 它安装在系统的卫星站上 , 并将润 滑剂 分配给下
润滑 的 2 。大大 的节省 了润滑成 本。④ 由于压 缩 % 空气是连续输送 , 能使轴承座 内保持 0 3b r . a 左右的 正压 , 具有 良好 的密封作用 , 能防止冷却水或 氧化铁 皮侵入轴承座对轴承造成损害。⑤ 不断进人轴 承座 的压缩空气能对轴承起 到冷却作用 。⑥通过 自动控 制系统能对供油状况 、 压缩 空气压力 、 油箱液位 等进
油气润滑原理

油气润滑原理油气润滑是一种常见的机械润滑方式,它通过在摩擦表面形成一层润滑膜,减少摩擦和磨损,保护机械设备的正常运转。
在工业生产中,油气润滑被广泛应用于各种机械设备和工艺装置中,起到了非常重要的作用。
本文将从油气润滑的原理入手,对其工作原理和应用进行详细介绍。
首先,油气润滑的原理是基于润滑剂的作用。
润滑剂可以分为固体润滑剂和液体润滑剂两种类型。
固体润滑剂主要包括石墨、二硫化钼等,它们能够在摩擦表面形成一层润滑膜,减少金属表面之间的直接接触,起到减少摩擦和磨损的作用。
液体润滑剂则主要包括各种油脂和润滑油,它们能够在摩擦表面形成一层润滑膜,同时在摩擦过程中起到冷却、密封和清洁的作用,从而减少摩擦和磨损。
其次,油气润滑的原理还与摩擦表面的形态和工作条件有关。
在机械设备中,摩擦表面的形态多种多样,有平面对平面、球对球、滚子对滚子等不同形式的摩擦副。
不同的摩擦表面形态对润滑剂的选择和使用有着不同的要求。
同时,工作条件如温度、压力、速度等也会影响润滑剂的性能和使用效果。
因此,在实际应用中,需要根据不同的摩擦表面形态和工作条件选择合适的润滑剂,以达到最佳的润滑效果。
最后,油气润滑的原理还与润滑系统的设计和维护有关。
润滑系统包括润滑剂、润滑装置、润滑脂和润滑油等组成部分,它们共同作用于机械设备的摩擦表面,保证其正常运转。
在润滑系统的设计和维护中,需要考虑到润滑剂的选择、润滑装置的布置、润滑脂和润滑油的更换周期等因素,以保证润滑系统的可靠性和稳定性。
综上所述,油气润滑的原理是基于润滑剂的作用,同时受到摩擦表面形态和工作条件的影响,还与润滑系统的设计和维护有关。
在实际应用中,需要综合考虑这些因素,选择合适的润滑剂和设计合理的润滑系统,以保证机械设备的正常运转和延长使用寿命。
只有深入理解油气润滑的原理,才能更好地应用于实际生产中,发挥其最大的作用。
油气润滑的工作原理
油气润滑的工作原理
油气润滑的工作原理是通过润滑油或气体形成润滑膜来减少摩擦和磨损。
润滑油的工作原理是在摩擦表面形成一层润滑膜,使摩擦表面之间的接触减少,从而减少摩擦力和磨损。
润滑膜可以通过黏附和吸附在摩擦表面上,形成一个润滑层,使摩擦表面分离,并形成一种隔离和保护作用。
此外,润滑油还具有冷却和清洁作用,能够带走摩擦表面的热量和污染物,保持润滑油的良好性能。
气体润滑的工作原理是利用压缩气体形成气膜,减少接触面积和接触压力,从而减小摩擦和磨损。
气体润滑常用于高速轴承和气体密封等装置中。
当轴承高速旋转时,气体从轴承的进气口进入轴承内部,通过气膜形成一个气体层,隔离轴承和轴颈之间的接触,避免直接金属接触而产生摩擦和磨损。
总之,油气润滑的工作原理都是通过形成润滑膜或气膜,减少接触面积和接触压力,从而减小摩擦和磨损。
同时,润滑油和压缩气体还能够具有冷却和清洁作用,保持系统的稳定性和正常运行。
油气润滑技术在加工中心主轴润滑中的应用
G 8 2 X 3 3 Z 一 4 2 P 2 8 . 3 3 8 F 6 / / 第一层右侧粗加工 . 留2 。 精 加 工
G 8 2 X 3 1 . 5 Z 一 4 2 P 2 F 6 G 8 2 X3 0 Z 一 4 2 P 2 F 6 G 8 2 X2 9 . 5 Z 一 4 2 P 2 F 6 G8 2 X 2 9 Z 一 4 2 P 2 F 6
G8 2 X3 0 Z 一 4 2 P 2 8 . 3 3 8 F 6 / / 第三层右侧粗加工 , 留2 。 精 加 工
G8 2 X 2 9 . 5 Z 一 4 2 P 2 8 . 3 3 8 F 6 / / 第四层右侧粗加工 . 留2 。 精 加 工
床研究 和 发展 中有 重要 意义 ,电主轴 轴 承 系统 发热 分
析 及控 制 措施 在高 速 主轴 系统 中至关 重 要 , 是高 速 、 高
精 度机 床 必须 考虑 和解 决 的关键 技术 问 题之 一 。
收 稿 日期 : 2 0 1 2年 1 2月
气 混 合 装 置 中 ,并 在 油 气 混 合 装 置 中 与 压 缩 空 气 混 合
1 . 2 高 速 电 主 轴 的 润 滑 方 法
的“ 零传 动 ” 。 内装式 电机轴 承 的摩擦 发 热不 可忽 视 , 在 高 速 加 工 中 , 电 主 轴 的热 变 形 已成 为 影 响 机 床 加 工 精
度 的 主 要 因 素 ,机 床 热 变 形 造 成 加 工 误 差 达 到 零 件 总 加 工误 差 的 6 0 %~ 8 0 %。 电 主 轴 轴 承 在 高 速 下 的 剧 烈 摩 擦 发热 使 主轴产 生 热变 形 , 甚 至 引起 主轴 系统 失 效 , 大 大 阻 碍 了新 技 术 的 发 展 。 因此 , 油 气 润 滑 技 术 在 高 速 机
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
油气润滑技术在高速加工中心主轴设计中的应用
高岭,姜美娜,鞠修勇
(大连华根机械有限公司辽宁大连116620)
摘要:随着加工中心机床向着高速方向的发展,油气润滑已成为高速加工中心电主轴最理想的润滑方式。
文章介绍了一种应用于高速加工中心电主轴的油气润滑方法,有效的解决了高速加工中心机床电主轴的轴承润滑及冷却问题,对其他机床的电主轴设计具有一定的借鉴及指导作用。
关键词:油气润滑;高速加工中心;主轴设计
Application of Oil-air Lubrication in the Design of Moterized Spindle for Machining Center
GAO Ling,JIANG Mei-na,JU Xiu-yong
(Dalian Dragon Machine Tool CO;LTD,Dalian Liaoning 116620)
Abstract:With the development of high speed machining center, oil-air lubrication becomes the best means for the moterized spindle of high speed machining center. The paper introduces an means of oil-air lubrication for the moterized spindle of high speed machining center. It resolve the problem of lubrication and cooling for the moterized spindle of high speed machining center. It can guide and instruct the design for moterized spindle of other machine tools.
Key words:oil-air lubrication;high speed machining center;design of moterized spindle.
0 引言
随着现代工业生产向着高速、高效方向的发展,高速加工机床得到了越来越多的应用。
而作为高速加工机床关键部件的电主轴对主轴轴承的要求也越来越高。
一方面需要轴承能够更高速、超高速的运转,另一方面也需要通过润滑方式的改善来提高主轴轴承的极限转速。
过去机床市场上的电主轴多为油雾润滑方式,后来逐渐被油气润滑方式所取代。
近年来,由于油气润滑技术可使电主轴轴承具有极限转速高、温升低和寿命长等优点,现已成为高速、超高速电主轴轴承最理想的润滑方式。
专项项目:高档数控机床与基础制造装备科技重大专项,
“系列高速立、卧式加工中心”课题(2009ZX04001-011)
作者简介:高岭(1983—),女,辽宁省大连人,大连机床集团技术中心工程师,主要从事加工中心机床的设计开发与研究,(E-mail)daxiano1@
1 油气润滑工作原理及优点
油气润滑是利用压缩空气在管道内的流动带动润滑油沿管道内壁连续不断的流动将油气混合并输送至各个润滑点。
压缩空气以恒定的压力(0.3-0.4MPa)连续供给,而润滑油是根据各个润滑点的耗油量不同定量供给,因此必须使用油泵作为输油的动力源,还要采用分配器分别供给各个润滑点润滑油。
油和气进入润滑点之前必须先进入油气混合阀,在油气混合阀里流动的压缩空气把油吹成细小的油滴附着在管壁上形成油膜随着气流的方向沿管壁流动。
在流动工程中,油膜的厚度逐渐减薄但并不凝聚。
供油是间断的,间隔时间和每次的供油量都可以根据实际的耗油量进行调节。
油气润滑的优点有:
没有油雾,周围环境不会受到污染,有利于环境保护;供油精确,可以精确计算油量,按照不同的需要输送到每一个润滑点;不存在高黏度润滑油雾化难的问题;系统的工作情况很容易实现电子监控;具有空气冷却的效果,可以降低轴承的运行温度,从而延长轴承的使用寿命,特别适用于滚动轴承;进入轴承内部的压缩空气,使润滑部位保持着一定的正压,使外界赃物和水不能侵入,起到了良好的密封作用。
耗油量微少。
2 油气润滑技术在高速加工中心主轴设计中的应用
为适应国家装备制造业的需要和市场需求,大连机床集团于2010年设计开发了高速卧式加工中心HDBS系列。
该系列的主轴转速高达24000r/min,在国内同行业中处于领先地位。
超高的主轴转速对主轴的结构设计、制造和控制提出了非常严格的要求,并带来了一系列技术难题,如电主轴的轴承润滑、冷却等。
必须妥善地解决这些问题,才能确保主轴稳定可靠的高速运转,从而实现高效精密加工。
2.1 轴承的DN值
是否选用油气润滑方式可以由轴承的DN值来确定。
一般DN值在2000000-3500000之间时,可以选用油气润滑方式。
机床主轴的最大轴承的规格为70×110×20,中径D为90mm,轴承转速N为24000r/min,DN值=90×24000=2160000,可知选用油气润滑方式非常合适。
2.2 轴承所需油量计算
计算公式:Q=D×I×a
式中:Q—每小时的润滑剂消耗量(mm3/h)
D—轴承内径(mm)
I—轴承宽度(mm)
a—形状修正系数(角接触球轴承a=0.01,一般球轴承a=0.02,圆柱滚子轴承a=0.03)
机床主轴中共有4个轴承,前部固定端三个角接触球轴承(规格70×110×20),TBT 布置,后部浮动端一个圆柱滚子轴承(规格55×90×18),
Q1=DIa=70×20×0.01=14 mm3/h=0.014ml/h
Q2=DIa=55×18×0.03=29.4mm3/h=0.0294ml/h
2.3 油气润滑结构组成
油气润滑系统由三部分组成:供油部分、供气部分和油气混合部分。
供油部分由电动稀油润滑泵、稀油滤油器等组成。
供气部分由过滤调节器、水气分离器、油雾分离器、减压阀和压力开关等组成。
油气混合部分由油气混合器、导入管等组成。
1 2 3 4 5
88
9
6 7
图1 油气润滑系统图
1. 气源接口
2. 过滤调节器
3. 水气分离器和油雾分离器
4. 减压阀
5. 压力开关
6. 电动稀油润滑泵
7. 稀油滤油器8 . 油气混合器
各部分参数:
气源:0.4~0.6MPa,500L/min
过滤调节器:过滤精度5μm
压力开关:设置为0.3MPa
电动稀油润滑泵:容积1.8L,排量150mL/min,压力2MPa,功率20w
稀油滤油器:过滤精度40μm
油气混合器:压力1.0MPa,复位压力0.15MPa,4个分配口,每个分配口排放量0.015mL/次,每小时喷射次数20次左右(可根据实际情况改变喷射次数)。
导入管:内径φ2mm,长度4m,水平螺旋5圈
润滑油:VG32
2.4油气润滑系统的冷却效果
系统供应的压缩空气可以在轴承座内保持一定的正压,而轴承座内的正压和供入轴承座的压缩空气之间有一个大的压差,可以起到持续不断冷却轴承的作用。
压缩空气的流量越大,降温效果越好。
通过压缩空气的溢出带着了大量的热量,轴承可维持低温运行并延长使用寿命。
在主轴的结构中,设计了多个排气口,可以使多余油气顺利溢出,保证冷却效果。
2.5油气润滑系统的控制方法
油气润滑对轴承不仅仅起润滑作用,也通过空气降低轴承内部的热量。
主轴停止时如果继续供应油气,不仅会造成油过剩而且会使主轴过冷,因此设计了以下油量控制回路。
运转准备启动后,油气润滑系统处于ON状态,向轴承部位供应油气。
如果处于ON状态8分钟后主轴仍不转动,则系统自动变为OFF状态。
主轴运转后,系统置ON状态,持续供应油气。
如果主轴运转一端时间后停止且停止时间超过8分钟,则系统自动置OFF状态,直至下一个主轴启动指令下达,系统重新转为ON 状态。
3 结论
本文详细介绍了油气润滑技术在高速加工中心主轴设计中的应用方法及控制方法,有效的解决了高速加工中心机床电主轴的轴承润滑及冷却问题,对其他机床的电主轴设计具有一定的借鉴及指导作用。
[参考文献]
[1] 阎通海何立东.气液两相流体冷却润滑技术及其应用[M].哈尔滨工程大学出版社,1995.
[2] 唐智敏.油雾润滑和油气润滑[J].上海澳瑞特润滑设备有限公司,2004.
[3].闫大鹏,吴玉厚,张柯.高速电主轴轴承油气润滑系统等研究[J].机械工程与自动化,2009.。