YB1-25叶片泵叶片泵右泵体加工工艺和夹具设计
(整理)叶片泵设计
叶片泵的结构设计及造型叶片泵在液压系统中应用非常广泛,它具有结构紧凑、体积小、运转平稳、噪声小、使用寿命长等优点,但也存在着结构复杂、吸油性能差、对油液污染比较敏感等缺点。
在此次课题设计过程中通过学习了解它的分类、结构特点、工作原理、应用场合等,在对流量,压力等技术参数进行计算的基础上,运用UG软件完成了一种典型叶片泵的设计,包括实体造型、装配图、工程图。
第一章叶片泵概述1.1 叶片泵的分类液压泵是液压系统的动力装置,它将原动机输入的机械能转化为液体的压力能。
按不同的分类原则,划分如下:1.按工作原理可分为(1)叶片式泵、容积式泵、其它类泵。
其中叶片式泵有立式泵、高速泵等;容积式泵有往复泵,如活塞(柱塞)泵、隔膜泵等;回转泵如齿轮泵、螺杆泵等。
2.叶片泵按结构分为单作用泵和双作用泵。
单作用式叶片泵主要做变量泵使用,双作用式叶片泵主要做定量泵使用。
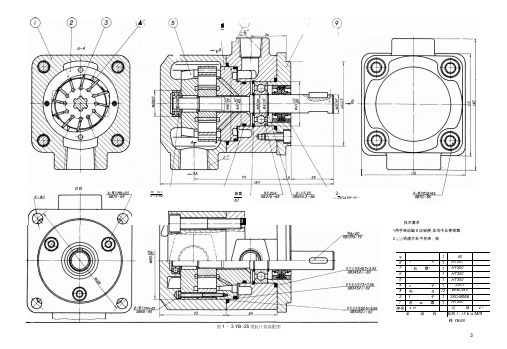
1.2叶片泵工作原理1.2.1双作用式叶片泵的原理当电机带动转子沿转动时,叶片在离心力和叶片底部压力油的双重作用下向外伸出,其顶部紧贴在定子内表面上。
处于四段同心圆弧上的四个叶片分别与转子外表面、定子内表面及两个配流盘组成四个密封工作油腔。
这些油腔随着转子的转动,密封工作油腔产生由小到大或由大到小的变化,可以通过配流盘的吸油窗口(与吸油口相连)或排油窗口(与排油口相连)将油液吸入或压出。
在转子每转过程中,每个工作油腔完成两次吸油和压油,所以称为双作用式叶片泵,由于高低压腔相互对称,轴受力平衡,为卸荷式。
由于改善了机件的受力情况,所以双作用叶片泵可承受的工作压力比普通齿轮泵高,一般国产双作用叶片泵的公称压力为51063 pa 。
图1.1 双作用叶片泵工作原理1— 定子;2—压油口;3—转子;4—叶片;5—吸油口1.2.2单作用叶片泵的原理单作用叶片泵的工作原理如图所示,单作用叶片泵由转子1、定子2、叶片3和端盖等组成。
定子具有圆柱形内表面,定子和转子间有偏心距。
水泵叶轮工艺和十字槽立轴分度铣床夹具设计
切削用量一般包括切削深度、进给量及切削速度三项。确定方法是先是确定切削深度、进给量,再确定切削速度。现根据《切削用量简明手册》(第三版,艾兴、肖诗纲编,1993年机械工业出版社出版)确定本零件各工序的切削用量所选用的表格均加以*号,与《机械制造设计工工艺简明手册》的表区别。
对于精基准而言,主要应该考虑基准重合的问题,当设计基准与工序基准不重合时,应该进行尺寸换算,这在以后还要专门计算,此处不在重复。
3.3 制定工艺路线
制定工艺路线的出发点,应当是使零件的几何形状、尺寸精度及位置精度等技术要求能得到合理的保证。在生产纲领已经确定为成批生产的条件下,可以考虑采用万能性机床配以专用夹具,并尽量使工序集中来提高生产率。除此以外,还应当考虑经济效果,以便使生产成本尽量下降。
同类零件的年产量[件]
重型
(零件重>2000kg)
中型
(零件重100~2000kg)
轻型
(零件重<100kg)
单件生产
5以下
10以下
100以下
小批生产
5~100
10~200
100~500
中批生产
100~300
200~500
500~5000
大批生产
300~1000
500~5000
5000~50000
大量生产
1000以上
5000以上
50000以上
根据所发的任务书上的数据,该零件的月工序数不低于30~50,毛坯重量2 <100 为轻型,确定为大批生产。
根据生产纲领,选择铸造类型的主要特点要生产率高,适用于大批生产,查《工艺手册》表3.1-19 特种铸造的类别、特点和应用范围,再根据表3.1-20 各种铸造方法的经济合理性,采用机器造型铸件。
YB型叶片泵设计
4 双作用叶片泵主要参数的计算 .......................................................... 7
4.1 流量计算 ................................................................................................. 8 4.1.1 理论流量 ........................................................................................... 8 4.1.2 实际流量 ........................................................................................... 8
2.3 双作用叶片泵的理论排量和瞬时流量 .................................................. 3
水泵叶轮夹具及工艺的设计
水泵叶轮夹具及工艺的设计课题来源对车间的观察,及自己的兴趣爱好,对不规则零件和形状较复杂零件如何加工和装夹产生了浓厚的兴趣。
现在决定以此为课题,进行水泵叶轮夹具及加工工艺的设计。
科学依据(包括课题的科学意义;国内外研究概况、水平和发展趋势;应用前景等)专用夹具操作方便、省力、安全便于零件装夹加工同时能保证零件的加工精度,降低了劳动生产强度,降低生产成本,提高生产效率。
研究内容目前要解决如下问题:定位水泵叶轮的加工工艺过程。
设计夹具满足零件加工要求能提高加工生产率,操作方便、省力、安全,具有一定使用寿命和较低的夹具制造成本,具有良好的结构工艺性:便于制造、检验、装配、调整、维修。
拟采取的研究方法、技术路线、实验方案及可行性分析按照设计任务,根据调查研究所提供的权据和有关技术资料,进行以下工作:进行数据计算、绘制有关图纸,编写技术文件等。
其基本内容如下:1)绘制被加工零件工序图。
2)部件装配图设计。
3)按规定格式编制设计计算说明书。
研究计划及预期成果加工工艺符合实际生产情况,夹具满足零件加工要求能提高加工生产率,操作方便、省力、安全,具有一定使用寿命和较低的夹具制造成本,具有良好的结构工艺性:便于制造、检验、装配、调整、维修。
特色或创新之处专用夹具是根据工件的加工要求,以通用部件与一些定制部件组合而成的。
它能满足零件加工工序的精度要求,能提高加工生产率,操作方便、省力、安全。
已具备的条件和尚需解决的问题设计零件为:水泵叶轮,按图中加工位置加工Ф80底面和两条相互垂直的槽,材料为HT200。
本文详细论述了零件加工工艺以及零件装夹方案方面的探讨,包括加工工艺的确定,工件夹紧方案的选择,切削用量的计算,机床的选择。
摘要在实际生产过程中,很多行业中一些形状较复杂产品特别是加工批量较大的零件,利用通用夹具难以装夹。
即便勉强可以装夹但零件的装夹和加工难度也同时提高,精度难以保证,工人劳动强度提高,所耗工时增加,成本提高,加工生产效率低。
叶片泵的结构设计及造型叶片泵毕业设计
叶⽚泵的结构设计及造型叶⽚泵毕业设计叶⽚泵的结构设计及造型叶⽚泵在液压系统中应⽤⾮常⼴泛,它具有结构紧凑、体积⼩、运转平稳、噪声⼩、使⽤寿命长等优点,但也存在着结构复杂、吸油性能差、对油液污染⽐较敏感等缺点。
在此次课题设计过程中通过学习了解它的分类、结构特点、⼯作原理、应⽤场合等,在对流量,压⼒等技术参数进⾏计算的基础上,运⽤UG软件完成了⼀种典型叶⽚泵的设计,包括实体造型、装配图、⼯程图。
第⼀章叶⽚泵概述1.1 叶⽚泵的分类液压泵是液压系统的动⼒装置,它将原动机输⼊的机械能转化为液体的压⼒能。
按不同的分类原则,划分如下:1.按⼯作原理可分为(1)叶⽚式泵、容积式泵、其它类泵。
其中叶⽚式泵有⽴式泵、⾼速泵等;容积式泵有往复泵,如活塞(柱塞)泵、隔膜泵等;回转泵如齿轮泵、螺杆泵等。
2.叶⽚泵按结构分为单作⽤泵和双作⽤泵。
单作⽤式叶⽚泵主要做变量泵使⽤,双作⽤式叶⽚泵主要做定量泵使⽤。
1.2叶⽚泵⼯作原理1.2.1双作⽤式叶⽚泵的原理当电机带动转⼦沿转动时,叶⽚在离⼼⼒和叶⽚底部压⼒油的双重作⽤下向外伸出,其顶部紧贴在定⼦内表⾯上。
处于四段同⼼圆弧上的四个叶⽚分别与转⼦外表⾯、定⼦内表⾯及两个配流盘组成四个密封⼯作油腔。
这些油腔随着转⼦的转动,密封⼯作油腔产⽣由⼩到⼤或由⼤到⼩的变化,可以通过配流盘的吸油窗⼝(与吸油⼝相连)或排油窗⼝(与排油⼝相连)将油液吸⼊或压出。
在转⼦每转过程中,每个⼯作油腔完成两次吸油和压油,所以称为双作⽤式叶⽚泵,由于⾼低压腔相互对称,轴受⼒平衡,为卸荷式。
由于改善了机件的受⼒情况,所以双作⽤叶⽚泵可承受的⼯作压⼒⽐普通齿轮泵⾼,⼀般国产双作⽤叶⽚泵的公称压⼒为51063 pa 。
图1.1 双作⽤叶⽚泵⼯作原理1— 定⼦;2—压油⼝;3—转⼦;4—叶⽚;5—吸油⼝1.2.2单作⽤叶⽚泵的原理单作⽤叶⽚泵的⼯作原理如图所⽰,单作⽤叶⽚泵由转⼦1、定⼦2、叶⽚3和端盖等组成。
定⼦具有圆柱形内表⾯,定⼦和转⼦间有偏⼼距。
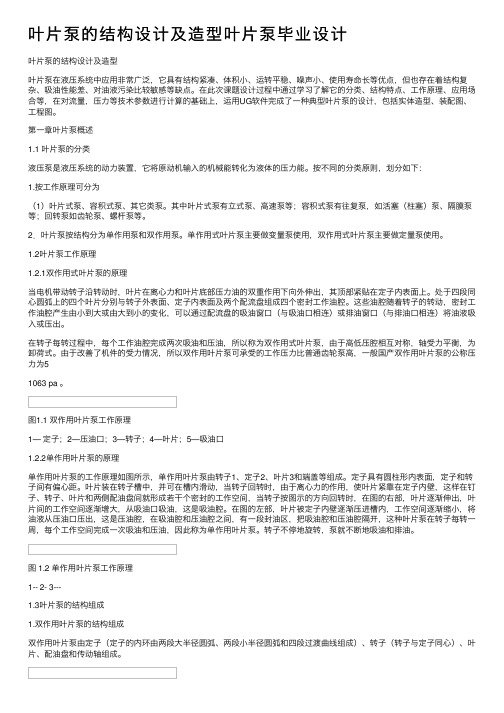
YB1-25叶片泵全套图纸.docx
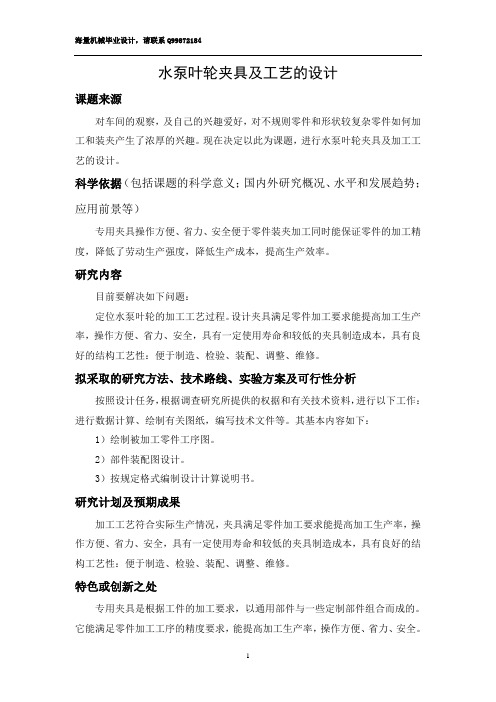
32-—"HG4:69^-6^~fe* 101 6^76-82F J9•>JZ4「6】—一7・N-J OO eLB 向抽富47II技术要求/•用手转动紬6应轻便.灵汛不比停现氣 2.沁合而直片处不存炜,苑q 1 458 i n1HTI50 7 右 翠*1HT200 6 1 HT300 51 HT3004» 子120Cr 3叶412 WI&Cr4V 2 r子 1 38CrMMlA1左 w第 1HT200序号 « «•域 Bv i 4 出 石比刘 l :l.5 k u M/ft纬 YBr25图1一3 YB.-25型此片泵装配图图1一4 42978sn7ha9h6场Ia gYB 厂25型叶片泵轴测图图1一5 YB L 25型叶片泵绥件图(一)52. k 工揪$寓3. 禾注背硬:?!効为R3-54. 《逹时方或不:庁定卜U --------- S 2 --- t 匸八少朝丄4- 0605x45*^0.006(-)\%左泵体|吓:/ [:•;仝 1:2 航tih 才H7209技术要求I. i*fF 不难有砂!IL 霜孔尺愛於, 2・人工时效览理 3・夫注樹角吳不准玄氧宇号5atI左配油盘1:1.5 HT300£54?比p 兽七•等W 汀汽2・林Q 厘:戈匕安殳U58~0・65,Ml/974-/0263・总注刘%垃不?矣于.90「定子 (3>|!卫085” |//殛05斤 !M全・G si,0 矗” 0Q08 飞• t .•-.2中/:/・5 xJ St7Cj^ySCrMoAl/技术要求1. 讥 2LHRC58-622. “去毛fiRai-3・•穴与转子招采用丈龙密, 化今汕勺0.02-0.03I ・七小巨正J :0硬。
2. f 吴 n07-09・HR 〔5d-623・;+ = ・站孑雪険円乞記空・2台町汕0.02J.03 ]钿4 kw /•/]ftt| 1 Ifftt 20Cr6图1—6 YB ;-25型叶片泵零件图(二)6l :L5/♦卅 HT30071:2 St 1"4H T2008 比轉!:2 ht 1HT1509比育/:/・5 af 145。
叶片泵的结构设计及造型 叶片泵毕业设计
叶片泵的结构设计及造型叶片泵在液压系统中应用非常广泛,它具有结构紧凑、体积小、运转平稳、噪声小、使用寿命长等优点,但也存在着结构复杂、吸油性能差、对油液污染比较敏感等缺点。
在此次课题设计过程中通过学习了解它的分类、结构特点、工作原理、应用场合等,在对流量,压力等技术参数进行计算的基础上,运用UG软件完成了一种典型叶片泵的设计,包括实体造型、装配图、工程图。
第一章叶片泵概述1.1 叶片泵的分类液压泵是液压系统的动力装置,它将原动机输入的机械能转化为液体的压力能。
按不同的分类原则,划分如下:1.按工作原理可分为(1)叶片式泵、容积式泵、其它类泵。
其中叶片式泵有立式泵、高速泵等;容积式泵有往复泵,如活塞(柱塞)泵、隔膜泵等;回转泵如齿轮泵、螺杆泵等。
2.叶片泵按结构分为单作用泵和双作用泵。
单作用式叶片泵主要做变量泵使用,双作用式叶片泵主要做定量泵使用。
1.2叶片泵工作原理1.2.1双作用式叶片泵的原理当电机带动转子沿转动时,叶片在离心力和叶片底部压力油的双重作用下向外伸出,其顶部紧贴在定子内表面上。
处于四段同心圆弧上的四个叶片分别与转子外表面、定子内表面及两个配流盘组成四个密封工作油腔。
这些油腔随着转子的转动,密封工作油腔产生由小到大或由大到小的变化,可以通过配流盘的吸油窗口(与吸油口相连)或排油窗口(与排油口相连)将油液吸入或压出。
在转子每转过程中,每个工作油腔完成两次吸油和压油,所以称为双作用式叶片泵,由于高低压腔相互对称,轴受力平衡,为卸荷式。
由于改善了机件的受力情况,所以双作用叶片泵可承受的工作压力比普通齿轮泵高,一般国产双作用叶片泵的公称压力为51063 pa 。
图1.1 双作用叶片泵工作原理1— 定子;2—压油口;3—转子;4—叶片;5—吸油口1.2.2单作用叶片泵的原理单作用叶片泵的工作原理如图所示,单作用叶片泵由转子1、定子2、叶片3和端盖等组成。
定子具有圆柱形内表面,定子和转子间有偏心距。
叶片泵泵体工艺和夹具设计
摘要:制造技术的核心是制造工艺,也是生产最活跃的组成部分。
这个工艺用金属切削工具和磨削工具等加工方法加工零部件,使之达到必要的形状,尺寸,表面粗糙度,机械和物理的性能的成功的零部件的生产。
采用夹具生产工艺可保证生产产品的质量,提高生产质量,降低成本,进一步广泛应用车床技术,降低了员工工作强度,确保生产过程安全。
该项目为片叶子泵体的过程和钳制设计。
这个零件是支撑传动装置的泵体的部件。
在设计上,对部件的结构和工序进行分析,通过对部件的粗加工、精加工的参照、加工余量及底座的计算,然后对各处理的切削量和工作时间。
关键词:泵体;零件;夹具;切割第1章序言由于加工工艺的布置和夹具的使用直接影响到泵体的加工质量和生产效率,因此对泵体机械加工工艺和夹具设计的研究具有特别大的作用。
随着现代制造业的发展,加工工艺变得越来越灵活,现代机床夹具也变得越来越精密、高效、灵活。
当今社会科学技术的发展非常迅速,加工控制和测量技术也在不断提高。
国外先进的制造技术是分别对泵体和泵盖进行加工,然后将它们组合在一起进行产品的最终装配,在保证精度的前提下大大提高了精度,生产效率也变得更高。
在大型泵的零部件加工技术上,采用先进的设备、工装和检测手段,确保产品的质量,是泵行业不断追求技术创新和突破的动力。
第2章零件的工艺设计2.1 零件的功用及工艺分析2.1.1 零件的功用泵零件,功能是支撑,包含,保护运动零件或其他零件,也用于定位和密封,其三维形状和零件图如下:三维模型如下:图2.1 三维模型图二维零件图如下:图2.2 泵体零件图部件的实际形状如上所述,从零部件图来看,构成了复杂的构造。
2.1.2零件的工艺分析泵体零件有两组加工表面,彼此有一定的加工要求。
现分如下。
(1)以φ20毫米孔中心轴线为中心的加工表面。
该加工面包括两个直径φ50毫米的外端面和与两个直径φ90毫米的外端面相反的角,8个φ15毫米的通孔,主要的加工面是8个φ15毫米的通孔。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
毕业设计课题:YB1-25叶片泵叶片泵右泵体加工工艺和夹具设计专题:专业:机械制造及自动化学生姓名:班级:学号:指导教师:完成时间:摘要本设计是基于叶片泵右泵体零件的加工工艺规程及一些工序的专用夹具设计。
叶片泵右泵体零件的主要加工表面是端面及孔系。
一般来说,保证平面的加工精度要比保证孔系的加工精度容易。
因此,本设计遵循先面后孔的原则。
并将孔与平面的加工明确划分成粗加工和精加工阶段以保证孔系加工精度。
夹具选用专用夹具,夹紧方式多选用手动夹紧,夹紧可靠,机构可以不必自锁。
因此生产效率较高。
适用于大批量、流水线上加工。
能够满足设计要求。
关键词:叶片泵右泵体类零件;工艺;夹具;ABSTRACTThe design of special fixture processing procedure right vane pump pump body parts and process design based on. The main processing surface of vane pump pump body parts of the right end face and a series of hole. In general, to ensure the processing accuracy of plane than to guarantee the machining accuracy of the series of hole. Therefore, the design follows the principle of the surface after the first hole. And the hole and the plane processing clearly divided into rough machining stage and finish machining stage in order to guarantee the working accuracy of the series of hole. Choose special fixture fixture clamping way choose manual clamping, clamping reliable, agencies can not self-locking. Therefore the production efficiency is higher. Suitable for large batch processing, assembly line. To meet the design requirements.Keywords: vane pump right pump body parts; technology; fixture;目录摘要 (II)ABSTRACT (III)第1章绪论 (1)1.1 机械加工工艺概述 (1)1.2机械加工工艺流程 (1)1.3夹具概述 (2)1.4机床夹具的功能 (2)1.5机床夹具的发展趋势 (3)1.5.1机床夹具的现状 (3)1.5.2现代机床夹具的发展方向 (4)第2章加工工艺规程设计 (6)2.1 零件的分析 (6)2.1.1 零件的作用 (6)2.1.2 零件的工艺分析 (6)2.2 叶片泵右泵体加工的主要问题和工艺过程设计所应采取的相应措施 (7)2.2.1 孔和平面的加工顺序 (7)2.2.2加工方案选择 (7)2.3 叶片泵右泵体加工定位基准的选择 (8)2.3.1 粗基准的选择 (8)2.3.2 精基准的选择 (8)2.4 叶片泵右泵体加工主要工序安排 (8)2.5 机械加工余量、工序尺寸及毛坯尺寸的确定 (11)2.6选择加工设备及刀、量具 (11)2.7确定切削用量及基本工时(机动时间) (12)第3章铣右端面夹具设计 (22)3.1 研究原始质料 (22)3.2 定位、夹紧方案的选择 (23)3.3 切削力及夹紧力的计算 (23)3.4 误差分析与计算 (24)3. 5 定向键与对刀装置设计 (25)3.6 确定夹具体结构和总体结构 (27)3.7夹具设计及操作的简要说明 (28)第4章车削内孔夹具设计 (29)4.1 车床夹具设计要求说明 (29)4.2车床夹具的设计要点 (29)4.3 定位机构 (31)4.4夹紧机构 (31)4.5零件的车床夹具的加工误差分析 (32)4.6 确定夹具体结构尺寸和总体结构 (33)4.7 零件的车床专用夹具简单使用说明 (34)结论 (35)参考文献 (36)致谢 (38)第1章绪论1.1 机械加工工艺概述机械加工工艺是指用机械加工的方法改变毛坯的形状、尺寸、相对位置和性质使其成为合格零件的全过程,加工工艺是工人进行加工的一个依据。
机械加工工艺流程是工件或者零件制造加工的步骤,采用机械加工的方法,直接改变毛坯的形状、尺寸和表面质量等,使其成为零件的过程称为机械加工工艺过程。
比如一个普通零件的加工工艺流程是粗加工-精加工-装配-检验-包装,就是个加工的笼统的流程。
机械加工工艺就是在流程的基础上,改变生产对象的形状、尺寸、相对位置和性质等,使其成为成品或半成品,是每个步骤,每个流程的详细说明,比如,上面说的,粗加工可能包括毛坯制造,打磨等等,精加工可能分为车,钳工,铣床,等等,每个步骤就要有详细的数据了,比如粗糙度要达到多少,公差要达到多少。
技术人员根据产品数量、设备条件和工人素质等情况,确定采用的工艺过程,并将有关内容写成工艺文件,这种文件就称工艺规程。
这个就比较有针对性了。
每个厂都可能不太一样,因为实际情况都不一样。
总的来说,工艺流程是纲领,加工工艺是每个步骤的详细参数,工艺规程是某个厂根据实际情况编写的特定的加工工艺。
1.2机械加工工艺流程机械加工工艺规程是规定零件机械加工工艺过程和操作方法等的工艺文件之一,它是在具体的生产条件下,把较为合理的工艺过程和操作方法,按照规定的形式书写成工艺文件,经审批后用来指导生产。
机械加工工艺规程一般包括以下内容:工件加工的工艺路线、各工序的具体内容及所用的设备和工艺装备、工件的检验项目及检验方法、切削用量、时间定额等。
制订工艺规程的步骤1) 计算年生产纲领,确定生产类型。
2) 分析零件图及产品装配图,对零件进行工艺分析。
3) 选择毛坯。
4) 拟订工艺路线。
5) 确定各工序的加工余量,计算工序尺寸及公差。
6) 确定各工序所用的设备及刀具、夹具、量具和辅助工具。
7) 确定切削用量及工时定额。
8) 确定各主要工序的技术要求及检验方法。
9) 填写工艺文件。
在制订工艺规程的过程中,往往要对前面已初步确定的内容进行调整,以提高经济效益。
在执行工艺规程过程中,可能会出现前所未料的情况,如生产条件的变化,新技术、新工艺的引进,新材料、先进设备的应用等,都要求及时对工艺规程进行修订和完善。
1.3夹具概述夹具是一种装夹工件的工艺装备,它广泛地应用于机械制造过程的切削加工、热处理、装配、焊接和检测等工艺过程中。
在金属切削机床上使用的夹具统称为机床夹具。
在现代生产中,机床夹具是一种不可缺少的工艺装备,它直接影响着加工的精度、劳动生产率和产品的制造成本等,帮机床夹具设计在企业的产品设计和制造以及生产技术准备中占有极其重要的地位。
机床夹具设计是一项重要的技术工作。
随着科学技术的发展,各种新材料、新工艺和新技术不断涌现,机械制造工艺正向着高质量、高生产率和低成本方向发展。
各种新工艺的出现,已突破传统的依靠机械能、切削力进行切削加工的范畴,可以加工各种难加工材料、复杂的型面和某些具有特殊要求的零件。
数控机床的问世,提高了更新频率的小批量零件和形状复杂的零件加工的生产率及加工精度。
特别是计算方法和计算机技术的迅速发展,极大地推动了机械加工工艺的进步,使工艺过程的自动化达到了一个新的阶段。
“工欲善其事,必先利其器。
”工具是人类文明进步的标志。
自20世纪末期以来,现代制造技术与机械制造工艺自动化都有了长足的发展。
但工具(含夹具、刀具、量具与辅具等)在不断的革新中,其功能仍然十分显著。
机床夹具对零件加工的质量、生产率和产品成本都有着直接的影响。
因此,无论在传统制造还是现代制造系统中,夹具都是重要的工艺装备。
1.4机床夹具的功能在机床上用夹具装夹工件时,其主要功能是使工件定位和夹紧。
1.机床夹具的主要功能机床夹具的主要功能是装工件,使工件在夹具中定位和夹紧。
(1)定位确定工件在夹具中占有正确位置的过程。
定位是通过工件定位基准面与夹具定位元件面接触或配合实现的。
正确的定位可以保证工件加工的尺寸和位置精度要求。
(2)夹紧工件定位后将其固定,使其在加工过程中保持定位位置不变的操作。
由于工件在加工时,受到各种力的作用,若不将工件固定,则工件会松动、脱落。
因此,夹紧为工件提供了安全、可靠的加工条件。
2.机床夹具的特殊功能机床夹具的特殊功能主要是对刀和导向。
(1)对刀调整刀具切削刃相对工件或夹具的正确位置。
如铣床夹具中的对刀块,它能迅速地确定铣刀相对于夹具的正确位置。
(2)导向如钻床夹具中的钻模板的钻套,能迅速地确定钻头的位置,并引导其进行钻削。
导向元件制成模板形式,故钻床夹具常称为钻模。
镗床夹具(镗模)也具有导向功能。
1.5机床夹具的发展趋势随着科学技术的巨大进步及社会生产力的迅速提高,夹具已从一种辅助工具发展成为门类齐全的工艺装备。
1.5.1机床夹具的现状国际生产研究协会的统计表明,目前中、小批多品种生产的工作品种已占工件种类总数的85%左右。
现代生产要求企业所制造的产品品种经常更新换代,以适应市场激烈的竞争。
然而,一般企业仍习惯于大量采用传统的专用夹具。
另一方面,在多品种生产的企业中,约4年就要更新80%左右的专用夹具,而夹具的实际磨损量仅为15%左右。
特别是近年来,数控机床(NC)、加工中心(MC)、成组技术(GT)、柔性制造系统(FMS)等新技术的应用,对机床夹具提出了如下新的要求:1)能迅速而方便地装备新产品的投产,以缩短生产准备周期,降低生产成本。
2)能装夹一组具有相似性特征的工件。
3)适用于精密加工的高精度机床夹具。
4)适用于各种现代化制造技术的新型机床夹具。
5)采用液压或气压夹紧的高效夹紧装置,以进一步提高劳动生产率。
6)提高机床夹具的标准化程度。
1.5.2现代机床夹具的发展方向现代机床夹具的发展方向主要表现为精密化、高效化、柔性化、标准化四个方面。
精密化随着机械产品精度的日益提高,势必相应提高了对夹具的精度要求。
精密化夹具的结构类型很多,例如用于精密分度的多齿盘,其分度精度可达±0.1;用于精密车削的高精度三爪卡盘,其定心精度为5μm;精密心轴的同轴度公差可控制在1μm内;又如用于轴承套圈磨削的电磁无心夹具,工件的圆度公差可达0.2~0.5μm。