SW-220K型转向架单车技术检查
SW_220K型转向架(2)

SW_220K型转向架(2)SW_220K型转向架是由四方车辆工厂研制生产,构造速度时速160km/h,是旅客列车主型转向架。
本部分将会按照各家工厂研制无摇枕转向架的先后次序,以长客-四方-浦镇的顺序来介绍。
1. 长客厂早期试验型无摇枕转向架(含法国Y32型转向架简介)目前已知最早的国产无摇枕转向架是上世纪70年代末长客厂仿制法国Y32型转向架而来的试验型转向架。
有鉴于此,在正式介绍此转向架之前,我将先对Y32型转向架作一简介。
法国Y32型转向架巴黎奥斯特里茨车站Y32型转向架是上世纪70年代国际上比较先进的客车转向架。
时至今日,欧洲及国铁的主流无摇枕转向架的结构形式依然与Y32型大同小异。
2017年我在法国的时候虽然还是弃坑状态,但在不以为意的情况下拍到过使用Y32型转向架的客车。
当时还很纳闷,何以一个准高速或更高速度等级的转向架竟然没有抗蛇行减振器?后来知道这个转向架是超临界运行,以尽量避免转向架的蛇行运动传递到车体上为设计理念,因此在一定速度条件下不需要装备抗蛇行减振器。
Y32型转向架的主要特点如下:1. 车体和转向架间采取柔性连接,取消心盘、旁承及传统意义上的摇枕,采用钢丝绳牵引,使转向架相对于车体完全“自由”运动,实现超临界速度运行;2. 采取两系弹簧悬挂,尽量减轻簧下重量;3. 弹簧悬挂参数的选择,尽量避免转向架的振动与车体的振动相耦合;4. 采取各种措施,避免振动、冲击和噪音传递到车体上,在各种传递载荷的部件之间,尽量避免金属直接接触;5. 充分利用二系弹簧在各个方向的弹性,尽量采用无磨耗结构,力求使车体和转向架之间的连结简化。
Y32型转向架根据速度等级及使用要求的不同,可以有不同的形式,如车轮直径可以不同,可采用踏面制动或盘形制动,可装备或不装备磁轨制动,应用于160km/h及以下的运行速度时可不采用抗蛇行减振器等。
出于方便落车的需要,Y32型转向架在二系弹簧之上装有摇枕梁,如用于200km/h及以上的运用速度而需要加装抗蛇行减振器时,抗蛇行减振器也装设于摇枕梁和构架之间(而非车体和构架之间),从而进一步简化落车工序。
SW-220K型转向架技术条件(05)1讲解
SW-220K型转向架制造技术条件SFKZ41-01(K05)JTSW-220K型转向架制造技术条件编制:工艺:校核:标准化:审核:批准:主管:SW-220K型转向架制造技术条件第1页共11页SW-220K型转向架制造技术条件SFKZ41-01(K05)JT 1. 主题内容及适应范围本技术条件适应于SW-220K型转向架 SFKZ41-00-000(K05)的制造、检查和验收。
2. 引用标准GB146.1 标准轨距铁路机车车辆限界GB1184 形状和位置公差未注公差的规定GB/T1804 公差与配合未注公差的极限偏差TB/T1025 机车车辆圆柱形螺旋弹簧技术条件TB1335-1996 铁路机车车辆强度设计试验规范TB/T1464 铁道机车车辆碳素钢铸件通用技术条件TB1467 机车车辆用锻件通用技术条件TB1490 客车转向架通用技术条件TB/T1580 机车车辆新造焊接技术条件TB1617 机车车车辆热处理通用技术条件TB/T1718-2003 车辆轮对组装技术条件TB/T2427-93 铁道客车滚动轴承用轴箱装置技术条件3. 转向架主要技术特性3.1 连续运行速度(km/h) 160最高运行速度(km/h) 1703.2 固定轴距(mm) 25003.3 适用轨距(mm) 14353.4 车轮直径(mm)(新/旧)整体辗钢轮Φ915/8603.5 车轴型式 RD3A1SW-220K型转向架制造技术条件第2页共11页SW-220K型转向架制造技术条件SFKZ41-01(K05)JT 3.6 自重下空气弹簧上承面距轨面高度(mm) 9803.7 通过最小曲线半径(m) 车辆联挂145;单车调车1003.8 弹簧型式一系圆柱螺旋钢弹簧二系空气弹簧3.9 减振方式及阻尼系数(KN·s/m)一系:垂向油压减振器 4×20二系:横向油压减振器 2×40二系:抗蛇行油压减振器 2×600二系:垂向空气弹簧节流孔减振 2×60 3.10 轴承 SKF: BC1B322880(AB) BC1B322881(AB)FAG: 804468(A)(B) 804469(A)(B)3.11 轮对定位方式单转臂式3.12 定位刚度(MN/m) 纵向:12.5横向:5.03.13 轴重(t) 16.5[15.5]3.14 转向架制动型式盘形制动3.16 制动缸直径(mm) 2033.17 外形尺寸(mm) 长3525×宽3040×高980 3.18 每台转向架重量(t) 57703.19 限界 GB146.1“标准轨距铁道机车车辆限界”4. 转向架制造、组装、检查和验收的依据4.1 转向架“SFKZ41-00-000(K05)”全套图纸及技术条件。
SW-220K型转向架轮对轴箱定位装置组装作业指导书
作业指导书
SW-220K型转向架轮对轴箱定位装置组装
一、作业介绍
1.作业地点:检修库。
2.适用范围:适用于时速160公里动力集中电动车组拖车及控制车(不含机务、电务设备)SW-220K型转向架组装D3、D4修作业。
3.人员及工种要求:
3.1了解车辆构造,160公里动力集中动车组基本知识;
3.2熟练掌握《时速160公里动力集中电动车组拖车及控制车(不含机务、电务设备)D3、D4修规程(暂行)》及本岗位作业指导书内容。
3.3经培训合格并持《铁路岗位培训合格证书》的车辆钳工。
4.作业要点:
4.1按规定要求穿戴好劳动防护用品。
4.2正确使用工装、设备;
4.3搬运及分解过程中,须轻拿轻放、严禁抛掷,避免碰伤配件,配件不得落地。
二、作业流程图
三、作业程序、标准及示范
四、工装设备、检测器具及材料(一)工装设备、检测器具、工具清单。
SW-220K型转向架地面技术检查指导书(600V提速地沟线)

1.确认车列防溜。 2.作业前插设防护信号。 3.按规定穿戴劳保用品,带好作业工具。 4.充风前确认试风设备状态,做好排水除尘工作。 5.作业完毕后,及时清理回收遗留工具、材料、配件。
1.雨雪天气时,当心滑到。 2.现场作业时,注意临近线路调车作业。 3.转线、横越线路时,当心坠入地沟。 4.钻车作业时,当心碰伤。 5.严禁抛扔工具、材料。
编ห้องสมุดไป่ตู้人员
审核人员
批准人员
发布日期
执行日期
符号说明
▲:质量要求
■:质量风险提示 ★:劳动安全提示
SW-220K 型转向架地面技术检查作业指导书(地沟线)
编号:CL/CQCLD/YY/KL/J004-2017
作业步骤及质量标准
图示
1.左脚向前一步、探身、右脚跟进、蹲起 检查。 1.1 使用检点锤、手电筒配合,依次检查 车轮外侧及上部三分之一圆周:轮 缘、踏面、轮辋、辐板、轮毂处状态。 ▲ 1.轮缘磨耗剩余厚度不小于 26mm (不得形成碾堆),垂直磨耗不大 于 15mm。踏面剥离一处不大于 30mm,两处每处不大于 20mm,两 端宽度不足 10mm 时不计算在内, 长条状剥离宽度不足 20mm 时不 计算在内,连续剥离不超过 350mm。 2.踏面圆周磨耗不大于 7mm;踏面 缺损:相对距外车轮轮缘外侧不 小于 1505mm,缺损长度不大于 150mm。 3.踏面局部凹入及擦伤深度:运用 客车出库本属不超过 0.5mm,外 属 1.0mm,运行途中擦伤深度在 1.5mm 以内准许一次运行到终点 站换轮。 4.轮辋厚度不小于 25mm,车轮直径 之差:同一转向架不大于 10mm, 同一车辆不大于 40mm。轮对外侧 碾宽不大于 5mm。轮对提吊与定 位转臂上的挡座间隙不小于 15mm。 5.油漆无脱落。窗框无变形,胶条 无脱落,玻璃无透气。
SW-220K型转向架检修过程中存在的问题及处理方法
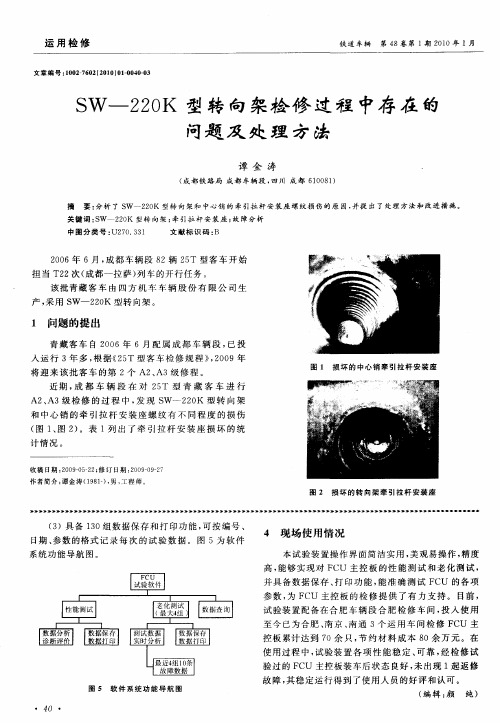
摘 要 : 析 了 S - 2 0 型转 向架 和 中心 销 的 牵引拉 杆 安 装 座 螺 纹损 伤 的原 因, 分 W- 2 K 并提 出 了处理 方 法 和改 进 措施 。 关 键 词 : W- 2 0 型 转 向架 ; 引拉 杆安 装 座 ; 障分 析 S 2K 牵 故
中图 分 类号 : 7 . 3 U2 0 3 1 文献 标 识 码 : B
表 1 2 T型 青 藏 客 车 牵 引 拉 杆 安 装 座 故 障 统 计 5
2 原 因分 析
2 1 结 构 设 计 .
图 3 损 坏 安 装 座 的 切 割
S - 2 0 型转 向架牵 引拉 杆与安 装座 之 间的联 W- 2 K 结处 承担 着 车 体 与转 向架 之 间 8 的牵 引力 。该 处 0 采 用螺钉 联结 , 结 处 没 有 螺 母 , 0的 螺 钉 直 接 拧 联 M3
青 藏客 车 自 2 0 0 6年 6月配 属 成 都 车 辆段 , 已投
入 运 行 3年 多 , 据 《 5 型 客 车 检 修 规 程 》 2 0 根 2T , 0 9年
将迎来 该 批客 车 的第 2个 A2 A3级 修程 。 、 近期 , 都 车 辆 段 在 对 2 T 型 青 藏 客 车 进 行 成 5 A 、 2 A3级检 修 的 过程 中 , 现 S - 2 0 型转 向架 发 W- 2 K 和 中心销 的牵 引拉 杆 安装 座 螺 纹有 不 同程 度 的损 伤 ( 1 图 2 。表 1列 出 了牵 引 拉杆 安 装 座 损坏 的统 图 、 )
入被 联结 件—— 转 向架 和 中心 销牵 引拉杆 安装 座基 体 内的螺纹 孔 中。螺钉 联结 结构 简单 , 联结 方便 , 但不 宜
传递较 大的载荷 , 也不 宜经 常拆 装 , 否则 会损 坏 孔 内螺 纹 。而在实 际检修 中 , 该处 的 螺钉拆 卸 比较 频 繁 。T 2 2 次列车 ( 成都一 拉萨 ) 每年实 际运行 约 5 0万 k 根 据规 m, 程要求 , 每年 需 对 2 T型 青藏 客 车进 行 一次 A 5 2或 A 3
SW-220K型转向架单车技术检查
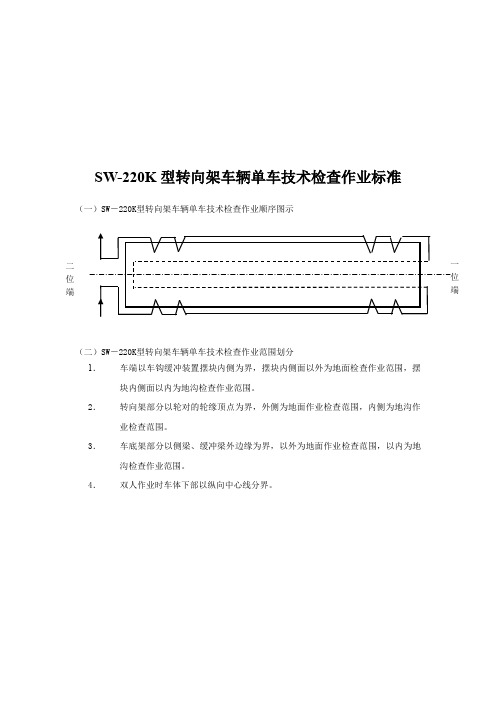
SW-220K 型转向架车辆单车技术检查作业标准
(一)SW -220K 型转向架车辆单车技术检查作业顺序图示
(二)SW -220K 型转向架车辆单车技术检查作业范围划分
1.
车端以车钩缓冲装置摆块内侧为界,摆块内侧面以外为地面检查作业范围,摆块内侧面以内为地沟检查作业范围。
2.
转向架部分以轮对的轮缘顶点为界,外侧为地面作业检查范围,内侧为地沟作业检查范围。
3.
车底架部分以侧梁、缓冲梁外边缘为界,以外为地面作业检查范围,以内为地沟检查作业范围。
4. 双人作业时车体下部以纵向中心线分界。
二
位
端。
639-2008-11客车单车技术检查作业标准(SW-220K转向架)
广深铁路股份有限公司广州车辆段客车单车技术检查作业标准(SW-220K转向架)Q/GT604-QW639-2008-112008-11-15发布 2008-11-25实施广州车辆段Q/GT604-QW639-2008-11 第 1 页共 9 页1 目的规范客车技术检查及修理作业,以确保客车出库质量良好,符合《铁路客车运用维修标准》铁运(2006)27号中有关规定和要求,以确保列车运行安全。
2 适用范围本指导书适用于铁路客车库列检对客车走行部技术作业,本标准适应于铁路库列检进行SW-220k型转向架客车单车技术检查作业。
作为《库列检客车下部(地沟)技术作业指导书》的附件执行。
3 职责按规定对入库列车进行检修,检查发现客车下部转向架、制动、钩缓、轴箱装置等部位的故障,为客车修理和处理故障提供依据,确保客车的安全。
4 人员要求4.1 从事客车检查的工作人员,应具有一定的文化水平,掌握相关专业技术知识,责任心强、热爱本职工作的人员。
4.2 本岗位必须经过严格培训、考试合格后,持《上岗合格证》方可进行本岗位的工作。
4.2 熟悉《铁路运用维修运规》、《铁路技术管理规程》、《车辆部门安全技术规则》、《行车组织规则》、《铁路交通事故调查处理规则》及客车运用的有关规定和规章。
4.3 熟练掌握车辆制动、车钩缓冲装置、转向架各部构造、作用及运用维修限度,能正确故障判断及进行处理。
Q/GT604-QW639-2008-11 第 2 页共9页5.检修范围划分1 车端以车钩缓冲装置摆块内侧为界,摆块内侧面以外为地面检查作业范围,摆块内侧面以内为地沟检查作业范围。
2 转向架部分以轮对的轮缘顶点为界,外侧为地面作业范围,内侧为地沟作业查范围。
3 车底架部分以侧梁、缓冲梁外边缘为界,以外为地面作业检查范围,以内为地沟检查作业范围。
4地面作业者在有钩提杆一侧负责检查车钩的三态作用及钩头、钩舌、钩圆销。
6.SW-220k型转向架单车技术检查作业过程及标准Q/GT604-QW639-2008-11 第 3 页共9页Q/GT604-QW639-2008-11 第 4 页共9页Q/GT604-QW639-2008-11 第 5 页共9页Q/GT604-QW639-2008-11 第 6 页共9页Q/GT604-QW639-2008-11 第7 页共9页Q/GT604-QW639-2008-11 第8 页共9页7. 作业流程图Q/GT604-QW639-2008-11 第9 页共9页8.引用标准《库检技术作业标准》辆函(2006)87号。
SW-220K型转向架地沟技术检查指导书
■ 同 10 项。
15.使用检点锤、手电筒配合,依次检查单 元制动缸活塞杆、圆销、开口销及垫,回 程螺母、止退垫圈及螺丝,丝杠、护套、 活塞杆,导向螺栓,定位销、挡铁及螺栓, 缸体,呼吸孔,缸盖及螺栓,金属软管处 状态。
▲ 同 5 项。
■ 同 5 项。 16.使用检点锤、手电筒配合,依次检查内 侧夹钳杠杆、圆销、开口销及垫,夹钳杠 杆吊架,横穿螺栓、螺母、开口销,制动 吊座底面,内侧闸片背面,散热筋,连接 座、螺栓、开口销及垫,外侧闸片背面, 外侧夹钳杠杆、圆销、开口销及垫处状态。
垫,闸片托, 锁铁、圆销、开口销及垫,闸片处状态。 ▲ 1.制动吊座、闸片托吊及座、闸片 托无裂纹、折损。 2. 闸 片 剩 余 厚 度 最 薄 处 不 小 于 5mm,缺损不大于 10×15mm。 3. 闸 片 与 制 动 盘 两 侧 间 隙 之 和
3-5mm。 4. 圆 开 口 销 磨 耗 不 超 过 原 直 径 1/4,扁开口销磨耗不大于 1.5mm (少于 1.5mm 时更换)。 5.各圆销 、衬套磨耗不大于 2mm, 各圆销与孔组装间隙不超过 3mm。 6. 各 垂 下 品 与 轨 面 距 离 不 小 于
■ 金属软管抗磨,易发生行车安全 隐患。 11.使用检点锤、手电筒配合,依次检查空
气弹簧上盖、橡胶囊、下座、橡胶堆,侧 梁内侧、横梁内侧,辅助梁处状态。
▲ 1.胶囊龟裂、磨损深度不大于 1mm, 长度不大于 30mm,胶囊帘线无 外露。
2. 橡 胶 堆 及 上 盖 裂 纹 深 度 不 大 于 1mm,长度不大于 30mm。 3.空气弹簧管系无漏泄。
组装螺栓、 垫及开口销,制动盘毂内侧处状态。 ▲ 1.轴身打痕、碰伤、磨伤及弹伤深 度不大于 2mm。 2.制动盘毂无移动、裂纹。 3.制动盘连接座无裂纹,散热筋
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
SW-220K 型转向架车辆单车技术检查作业标准
(一)SW -220K 型转向架车辆单车技术检查作业顺序图示
(二)SW -220K 型转向架车辆单车技术检查作业范围划分
1.
车端以车钩缓冲装置摆块内侧为界,摆块内侧面以外为地面检查作业范围,摆块内侧面以内为地沟检查作业范围。
2.
转向架部分以轮对的轮缘顶点为界,外侧为地面作业检查范围,内侧为地沟作业检查范围。
3.
车底架部分以侧梁、缓冲梁外边缘为界,以外为地面作业检查范围,以内为地沟检查作业范围。
4. 双人作业时车体下部以纵向中心线分界。
二
位
端。