1580热轧机组粗轧机辅助液压站电气任务书
首钢京唐1580热连轧精轧机活套高度及张力控制_赵坤鹏
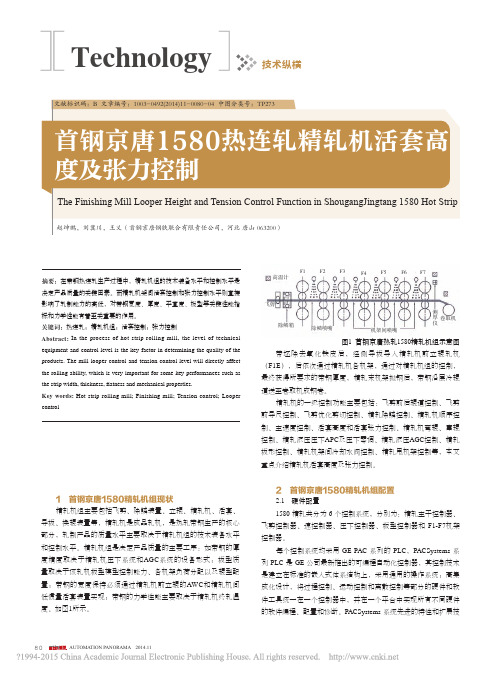
Technology技术纵横赵坤鹏,刘冀川,王义(首钢京唐钢铁联合有限责任公司,河北 唐山 063200)The Finishing Mill Looper Height and Tension Control Function in ShougangJingtang 1580 Hot Strip文献标识码:B 文章编号:1003-0492(2014)11-0080-04 中图分类号:TP273首钢京唐1580热连轧精轧机活套高度及张力控制1 首钢京唐1580精轧机组现状精轧机组主要包括飞剪、除鳞装置、立辊、精轧机、活套、导板、换辊装置等,精轧机是成品轧机,是热轧带钢生产的核心部分,轧制产品的质量水平主要取决于精轧机组的技术装备水平和控制水平。
精轧机组是决定产品质量的主要工序:如带钢的厚度精度取决于精轧机压下系统和AGC 系统的设备形式;板型质量取决于该轧机板型模型控制能力、各机架负荷分配以及辊型配置;带钢的宽度保持必须通过精轧机前立辊的AWC 和精轧机间低惯量活套装置实现;带钢的力学性能主要取决于精轧机终轧温度。
如图1所示。
摘要:在带钢热连轧生产过程中,精轧机组的技术装备水平和控制水平是决定产品质量的关键因素。
而精轧机架间活套控制和张力控制水平则直接影响了轧制能力的高低,对带钢宽度、厚度、平直度、板型等关键性能指标和力学性能有着至关重要的作用。
关键词:热连轧;精轧机组;活套控制;张力控制Abstract: In the process of hot strip rolling mill, the level of technical equipment and control level is the key factor in determining the quality of the products. The mill looper control and tension control level will directly affect the rolling ability, which is very important for some key performances such as the strip width, thickness, flatness and mechanical properties.Key words: Hot strip rolling mill; Finishing mill; Tension control; Looper control图1 首钢京唐热轧1580精轧机组示意图带坯除去氧化铁皮后,经侧导板导入精轧机前立辊轧机(F1E ),后依次通过精轧机各机架,通过对精轧机组的控制,最终获得所要求的带钢厚度,精轧末机架抛钢后,带钢沿层冷辊道送至卷取机成钢卷。
唐钢1580轧制生产液压系统

唐钢1580轧制生产液压系统1.项目简介中国的不锈钢行业在近几年发展迅速,已经成为世界不锈钢生产和消费大国。
唐山不锈钢有限责任公司是铁钢轧一体的国有控股企业,拥有烧结设施、炼铁设施、炼钢设施、轧钢设施以及相关的公用辅助设施业,达到年产265万吨铁、300万吨钢、300万吨材的生产规模,公司2008年投产建成的1580mm热轧工程是不锈钢轧制配套工程,投产后从根本上改善了公司品种结构,提高公司市场竞争力和盈利水平。
该项目投产后,主要用于生产不锈钢、集装箱用钢、高等冷轧钢等产品,产品规格为1.2~12.7mm×800~1450mm,年产能力为260万吨。
该工程已于2008年4月28日建成投产。
该1580轧制生产线设备包括热轧设备(粗轧机一套、精轧机七套)、两座加热炉、成品收集设备、热轧修磨机和板坯修磨机等。
主轧线机械流体设备为中国二重集团总包;电气传动控制系统采用德国SIEMENS(西门子)公司最新研发的全数字矢量控制交变频控制系统。
其液压系统的监控管理系统由易控(INSPEC)组态软件开发。
唐山不锈钢厂1580轧制生产线的液压系统为了保证运行可靠、管理方便,查询容易、事故处理快捷,在设计时采用了控制层和管理层的双层系统的模式。
如图所示。
网络结构示意图在两个轧制控制室中安装了两台高端人机界面PowerView,内置易控(INSPEC)组态软件。
易控软件运行于工业局域网,实现实时监控和网络管理以及数据共享等功能。
2、系统特点无论对于过程生产还是维护来说,性能优异的过程监测系统是实现优化过程控制的重要条件。
该监控系统是基于以太网的监测操作系统,具有以下特点:1、可靠性。
系统安全可靠,性能稳定,并保持在最快速度下实现监控数据的准确上传和下达。
2 、灵活性。
系统在硬件和软件等方面具有模块化和面向过程对象的结构,确保良好的扩展性。
3、开放性。
监测系统能将所有符合开放标准的产品和系统,纳入与其直接数据通信的范畴,从而保证在统一的管理和维护下充分利用系统资源。
年产200万吨1580热轧带钢生产线设计说明书

QINGGONG COLLEGE, HEBEI UNITED UNIVERSITY毕业设计说明书设计题目:年产200万吨1580热轧带钢生产线工艺设计摘要本设计任务为年产200万吨热带连轧车间,选择250mm厚坯,双粗轧可逆布置。
产品范围1.5~18mm,典型产品5mm。
产品要求品种广泛,质量优良。
设计内容包括建厂依据,原料选择,轧机数量、形式、能力选择,轧制规程计算,轧制图表,年产量计算,凸度规程计算,电机发热校核,轧辊强度校核,辅助设备校核,金属平衡、燃料消耗计算。
为了能生产高质量的汽车板用热卷,轧制时对中间坯的厚度、凸度、表面光洁度都有较高要求,对温度有更严格的制度。
粗轧机配置CVC,控制凸度,严格控制中间坯凸度,也提高粗轧压下量。
采取辊道边部加热、层流边部遮挡,保证热卷产品残余应力较小。
采用新型板凸度仪,高效处理凸度信息,实现凸度、平直度自动控制,做到表面光洁,尺寸精度高,为后续冷轧提供合格带卷。
所设计热轧厂装备有高效的带钢轧制自学习模型和调节系统,从而使带钢厚度、板形、宽度、终轧和卷取温度的控制精度极高。
能够使产品达到设计产量和品种质量的要求,满足市场需求。
关键字1580热轧带钢;厚板坯;粗轧CVC轧机;汽车板用热卷IAbstractDesigned to complete the design of the task book requirements (more than 2.0 million tons annual output of varieties of tropical plant and rolling). Choice of 250mm thick billet, dual rough layout reversible binding. Product range 1.5 ~ 18mm. Typical Product 5mm.Wide varieties of product requirements, good quality.The basis of content, including plant design, rolling a point of order, the crown of order, the rolling charts, annual production, the crown of order, the electrical heating calibration, intensity calibration roll, check auxiliary equipment, metal balance, fuel consumption calculation.In order to produce high quality hot rolled plate with the car, rolling on the piece thickness, convexity, surface finish requirements are high, the temperature more stringent system. Take roll edge heating, laminar flow edge block, to ensure thermal residual stress in a small volume products. Instrument using the new crown, high crown of information processing to achieve crown, flatness control, so that smooth surface, size and high precision cold-rolled to provide qualified for the follow-up coil.New plant is equipped with hot-rolled strip steel rolling technology and highly efficient model and conditioning systems, so that the strip thickness, flatness, width, end-rolling coiling temperature control and high accuracy. Enable the production of products to meet the design requirements of the quality and variety to meet market demand.Keywords1580 hot rolling mill, double reversible roughing, CVC rolling, strip for carII目录摘要 (I)Abstract (I)引言 (1)第1章文献概述 (2)1.1热轧宽带钢轧机工艺装备的新发展 (2)1.2发展中的问题 (6)第2章建厂依据及产品大纲 (7)2.1建厂依据 (7)2.2产品大纲 (7)2.2.1 坯料规格和技术参数 (8)2.2.2 产品钢种和分类 (8)第3章轧机的比较与选择 (10)3.1 车间布置及设备选用的原则 (10)3.2 轧机的确定与选择 (10)3.2.1 轧机数量的选择 (10)3.2.2 粗轧机形式的选择 (11)3.2.3 精轧机机组的选择 (12)3.2.4精轧板型控制方式选择 (17)第4章典型产品的压下规程设计 (18)4.1 坯料尺寸 (18)4.2粗精轧机组压下量分配 (18)4.3确定速度制度 (21)4.3.1粗轧速度制度的确定 (21)4.3.2精轧速度制度的确定 (22)4.3.3精轧机组轧制延续时间 (23)4.4确定轧制温度制度 (23)4.4.1 粗轧各道次温度确定 (24)4.4.2 精轧各道次温度确定 (25)4.5转速的计算 (25)III河北联合大学轻工学院IV4.5.1前滑值的计算 ............................................................ 254.5.2轧辊转速的计算 ........................................................ 274.6各机架的空载辊缝值得设定 ........................................ 284.7轧制力矩的计算 ............................................................ 294.7.1附加摩擦力矩m M ..................................................... 304.7.2空转力矩Mk ............................................................... 324.7.3动力矩的计算 ............................................................ 34第5章 轧制图表与年产量计算 ..................................................355.1轧制图表的基本形式及其特征 .................................... 355.1.1单机座可逆式轧机的工作图表 .................................. 355.1.2连续式轧机的工作图表 ............................................ 375.1.3本次设计轧制图表 .................................................... 385.2 轧钢机的产量计算 ....................................................... 385.2.1轧钢机年产量的计算 ................................................ 395.2.2轧钢机平均小时产量的计算 .................................... 395.2.3轧钢车间年产量的计算 ............................................ 40第6章 轧辊强度的校核与电机能力验算 ..................................426.1轧辊的强度校核 ............................................................ 426.2支撑辊弯曲强度 ............................................................ 426.3工作辊扭转强度校核 .................................................... 456.4工作辊与支撑辊的接触应力校核 ................................ 496.5电机的校核 ................................................................. - 52 -6.6主电机的功率计算 ........................................................ 55第7章 辊型的凸度计算 ..............................................................577.1出口板带凸度计算 ........................................................ 577.2热凸度计算 .................................................................... 587.3轧制力挠度的计算 ........................................................ 597.4 CVC 凸度的计算 ............................................................ 61第8章 辅助设备的选择 ..............................................................638.1加热炉的选择 ................................................................ 638.2除鳞设备的选择 ............................................................ 648.3辊道的选择 .. (66)8.4剪切设备的选择 (68)8.5冷却设备的选择 (69)8.6卷取机的选择 (69)8.7活套支撑器 (71)8.8热卷箱的选择 (71)8.9板坯宽度侧压设备 (73)第9章金属平衡与其他消耗 (77)9.1金属平衡 (77)9.2其他消耗 (78)第10章轧钢车间平面布置及经济技术指标 (79)10.1轧钢车间平面布置 (79)10.1.1 轧钢车间平面布置的原则 (79)10.1.2 金属流程线的确定 (80)10.2 车间技术经济指标 (81)10.2.1 各类材料消耗指标 (81)10.2.2 综合技术经济指标 (84)总结 (87)参考文献 (88)致谢 (89)V引言近几年来我国集中建设了一大批宽带钢热轧机,数量之多,建设速度之快,不仅在我国,在全世界也是空前的。
首钢京唐1580热轧定宽机控制系统的概述

首钢京唐1580热轧定宽机控制系统1.概述板坯侧压定宽机(Slab Sizing Press,简称定宽机)作为热轧主要的调宽设备,在锻压状态下对板坯全长进行大的板坯宽度轧制,通过一道次压下,最大宽度压下量可达350mm;而立辊轧机在碾压状态下对板坯进行轧制,经过1~5个道次的轧制,侧压量最大不超过100mm。
作为水平轧机前面附设的立辊轧机只起微量侧压和实现宽度自动控制(AWC)的作用,采用效率更高的定宽机实现无级宽度压下。
由于定宽压力机对板坯是在锻压状态下进行轧制的,其金属的变形状态与立辊轧机截然不同,因此定宽压力机轧出的坯料前后切头切尾损耗小,即由过去的0.6%~0.7%减少到0.2%~0.3%,通过减少鱼尾大大提高了钢材的收得率[1]。
另外,由于定宽压力机的宽度调节量大而广,这不仅增加了板坯连铸机平均浇铸宽度,而且为板坯连铸机的浇铸宽度由50mm 加大到200mm,减少了连铸板坯宽度规格的种类,大大提高了板坯连铸机的生产能力和效果,同时对板坯连铸机的稳定操作起到了绝对作用。
2.工艺描述定宽机位于除鳞箱(HSB)和R1粗轧机之间。
加热炉送出的经除鳞后板坯,通过定宽机前辊道运送到定宽机前侧导板;然后由定宽机前侧导板完成水平对中;再由辊道电机、入口和出口夹送辊及入口和出口导辊传送板坯进入并通过挤压室,最后挤压完成定宽的板坯经由定宽机后辊道向下游传送。
在板坯经过挤压室的过程中,大侧压定宽机对板坯的侧压是靠两个对称运动的锤头模块对板坯的连续侧压,来实现板坯的调宽和板坯头尾的板形调节。
锤头模块与板坯的接触面为平面,这就相当于用辊径为无穷大的立辊对板坯进行侧压。
3.定宽机控制系统组成首钢京唐1580热轧定宽机控制系统采用GE公司PAC RX7i CPE040 CPU,主柜框架模拟量功能模块采用基于VME总线的MEN公司第三方模板,数字量模板采用GE公司PAC RX7i的;远程柜采用GE公司VersaMax I/O站系统,每个VersaMax I/O站框架系统最多容纳8块功能模块。
1580线精轧液压维修作业标准24页-BD

秘密Δ三年鞍钢股份有限公司企业标准文件号:QJ/ANSTEEL 4070 04 AH (B501) – 2008鲅鱼圈分公司1580线精轧液压维修技术标准(机械)2009年9月1发布 2009年9月1实施 鞍钢股份有限公司鲅鱼圈钢铁分公司目 次前言 (1)范围 (2)引用标准 (2)定义 (2)标准内容 (3)前 言本标准是根据GB/T1.1-1993标准化工作导则第一单元:标准起草与表述规则第一部分:标准编写的基本规定而制定的。
1580精轧液压系统分别由一重设计院设计,榆次油研液压设备有限公司制造,该设备用于驱动1580精轧除鳞机、精轧机、AGC 缸等设备,2008年6月投入使用。
1580精轧润滑系统由一重设计院设计,启东润滑设备有限公司制造,该设备用于润滑1580飞剪减速机、精轧机减速机、连接机、支承辊油膜轴承,2008年6月投入使用。
1580精轧气动系统由一重设计院设计,阜新气动设备有限公司制造,该设备用于驱动1580飞剪测速辊、飞剪抱闸、精轧机导卫等设备,2008年6月投入使用。
1580精轧中央油库由鞍钢设计院设计,常州华立润滑设备有限公司制造,该设备用于向中央储油箱输入油脂并向现场各系统油箱提供油脂,2008年6月投入使用。
本标准中的计量单位均采用法定计量单位,与公司QEO管理体系相一致。
本标准由鞍钢股份有限公司提出。
由鞍钢股份有限公司鲅鱼圈分公司设备保障部归口。
本标准起草单位:鞍钢股份有限公司鲅鱼圈分公司设备保障部。
本标准主要起草人:本标准于2009年9月1日首次发布 1.范围本标准规定了1580液压、润滑、气动及中央油库设备的维修技术标准。
2.引用标准下列文件所包含的条文,通过在本标准中引用而构成为本标准的条文。
在标准出版时,所示版本均为有效。
如所引用标准被重新修订。
使用本标准的各方应探讨适用下列文件的最新版本的可能性。
1.1580线精轧液压设备使用说明书2.精轧机液压设备图纸3.冶金设备检修质量技术标准[(85)冶机字第1305号]4.GB/T1.1-19933.定义3.1本规程采用如下定义AWC:自动宽度控制的英文缩写AGC:自动厚度控制的英文缩写3.2本标准采用如下定义符号 H——代表“小时”符号 S——代表“班”符号 D——代表“天”符号 W——代表“周”符号 M——代表“月”符号 Y——代表“年”4.标准内容4.1设备技术性能4.1.1 1580精轧液压系统示意图 精轧AGC液压系统示意图精轧平衡液压系统示意图热卷箱液压系统示意图4.1.2 炼钢1580精轧液压系统设备技术性能表序号 名称 技术参数油箱 容积:8m3主泵 压力:22MPa(五工一备)、流量:5×240L/min主泵电机 功率:110KW×5、转数:990rpm循环泵 压力:1MPa、流量:570L/min 1精轧平衡系统循环泵电机 功率:22KW×2、转数:950rpm蓄势器(L×数量)6×50L×2工作油牌号 QUINTOLUBRIC888-68脂肪酸酯抗燃液压油工作油清洁度 NAS7级油箱 容积:10m3主泵 压力:30MPa(七工一备)、流量:8×240L/min主泵电机 功率:132KW×8、转数:990rpm循环泵 压力:1MPa、流量:870L/min 2AGC液压系统循环泵电机 功率:30KW×2、转数:1470rpm蓄势器(L×数量)6×50L×2工作油牌号 ISOVG46抗磨液压油工作油清洁度 NAS5级油箱 容积:8m3循环泵 压力:1MPa、流量:130L/min 3AGC补油系统循环泵电机 功率:11KW×2、转数:950rpm工作油牌号 ISOVG46抗磨液压油工作油清洁度 NAS5级油箱 容积:5m3主泵 压力:16MPa(四工一备)、流量:4×260L/min主泵电机 功率:90KW×5、转数:992rpm循环泵 压力:1MPa、流量:250L/min 4热卷箱液压系统循环泵电机 功率:7.5KW×2、转数:1472rpm蓄势器(L×数量)6×50L工作油牌号 ISOVG46抗磨液压油工作油清洁度 NAS6级气动三联件 1-1/2〞 5H00C8111二位五通换向阀 1-1/2〞 W7476A8332消声器 1-1/2〞 5500A8001调速阀 G1-1/4〞 D1968B70075 精轧气动系统A型蝶阀 AD71X5 Pg10 Dg65二位三通换向阀 2〞 2774B9001(DC24V)消声器 2〞 5500B9001二位三通换向阀 2〞 2773B9001(DC24V)4.1.4 1580精轧液压系统传动示意图4.1.4.1 精轧平衡阀组装配图4.1.4.2 精轧液压油箱示意图4.1.4.3 精轧液压循环冷却装置示意图4.1.4.4 精轧液压供油泵组示意图5内容5.1维修作业标准维 修 作 业 标 准作业内容 MOOG 伺服阀的更换作业 作业所需技术材料1.《液压传动》、《液压元件》2.《MOOG 伺服阀的技术资料》技术要求1.拆卸旧阀前应把阀安装部位周围清理干净,旧阀卸下来后用绸布或盲板将油路块上的油口封住,以防灰尘及杂物进入到系统中 2.新阀安装前要将阀及油路块上的安装面擦干净3.阀安装前要检查密封圈,不得缺装漏装,密封圈变形太大的要进行更换。
1580运输链试样采集装置液压系统

1580热轧运输链试样采集装置液压系统摘要1580热轧生产线是当今先进的热轧生产线,代表着目前我过热轧生产的水平。
其产品规格薄、性能好、表面光洁,适合国民经济和人民生活需要,得到广泛应用。
因此其质量检测环节尤为重要。
1580运输链试样采集液压系统是运输链上的一个重要环节。
本系统主要由压辊升降和试样小车移动两条回路。
本设计针对现场生产情况的需要,结合液压传动技术、理论力学等知识的综合应用,通过液压系统方按的拟定、外负载的分析计算、执行元件的选择、液压控制阀的选择、系统性能验算和能源及辅助元件的选择等过程,对系统中两条回路分别进行了合理的设计,对各元件的选择进行了详细的说明,使其完全满足现场工作需要。
关键词:液压系统,压辊系统,试样Samples collection devices of the transport chain hydraulic system in 1580 hot-rolledAbstract1580 hot-rolling production line is advanced hot-rolling production line in today's, represents the level of hot-rolled production. Thin specifications of their products, performance, and smooth surface suitable for the needs of the national economy and people's living standard has been widely used. Therefore particularly important aspect of quality.Samples collection devices of the transport chain hydraulic system in 1580 hot-rolled is an important part. The system is mainly by the pressure roller and take-off and landing vehicle mobile two-loop sample. The design for the needs of field production, combined with hydraulic transmission technology, theoretical mechanics, such as the comprehensive application of knowledge, through the hydraulic system in accordance with the formulation side, the analysis of external load, the implementation of the choice of components, hydraulic control valve of choice, check system performance and energy and supporting the process of selection of components for the two-loop system were reasonable design, the choice of the components for a detailed description of the work to fully meet the needs of the sceneKey words: hydraulic system, pressure roller system, the sample目录摘要 (I)Abstract................................................................................................ I I 一绪论 (1)1.1引言 (1)1.2 1580热轧运输链试样采集系统 (1)1.3 1580热轧运输链试样采集系统的发展方向 (2)1.4 运输链采用液压系统的优点 (2)1.5 本设计的目的 (3)1.6 本设计的重点问题和解决办法 (3)二.1580热轧运输链试样采集装置液压系统的参数和构成 (4)2.1毕业设计主要参数与 (4)2.1.1主要系统 (4)2.1.2系统要求 (4)2.2 液压系统主要构成 (4)三液压系统的设计 (6)3.1 液压系统的组成及工作原理 (6)3.1.1拟定系统方案 (6)3.1.2液压系统工作原理 (6)3.2 确定液压执行元件的 (8)3.2.1初选系统压力Ps (8)3.2.2负载分析 (8)3.2.3运动分析 (12)3.2.4液压缸有关参数的确定 (12)3.2.5压辊缸参数的确定 (13)3.2.6试样小车移动缸的参数确定 (13)3.2.7标准液压缸的选择 (13)3.2.8液压缸流量的计算 (14)3.3液压控制阀的 (16)3.4 阀台的设计 (17)四液压系统性能验算 (19)4.1 系统压力损失 (19)4.2 系统效率 (20)4.3 液压冲击计算 (20)4.4 系统发热计算 (22)五液压能源及辅助装置的选择 (24)5.1 液压泵的选择 (24)5.2 电动机的选择 (24)5.3 蓄能器的选择 (25)5.4 管道的选择 (25)5.5 工作介质的选择 (28)5.6 油箱的设计 (28)5.7过滤器的选择 (29)5.8 冷却器的计算与选择 (30)六经济性分析 (31)七环境性分析 (32)结论 (34)致谢 (35)参考文献 (36)一.绪论1.1 引言轧钢生产是将钢锭或钢坯制成钢材的生产环节。
1580热轧生产线过程自动化系统网络管理

【Abstract】Introduce the function of the process control automation system of hot rolling produe—
tion line.Present the function of three types of network topology.Propose outlook on the development of new generation process control automation system network for hot rolling.
第 36卷 2018年第 1期(总第 193期)
1580热轧 生产线过程 自动化 系统 网络管理
使 用与维 护
朱文峰ቤተ መጻሕፍቲ ባይዱ (鞍 钢 股份 鲅 鱼 圈钢铁 分 公 司热轧 部 营 l=r l15007)
【摘 要 】 介绍 了热轧生产线过程控 制 自动化 系统的功能 ,阐述 了系统 中三种 网络拓扑的功 能 ,对新一代 热 轧 过 程 控 制 自动 化 系统 网络 的发 展 进 行 了展 望 。
2 1580过程 控 制 自动化 系统 网络 管 理 的组 成 和 功 能
因为 1580热 轧线 生产 节 奏快 、信 号 多 ,所 以系 统 对 网络 的速 度 提 出 了较 高 的要 求 ,实 时 性 需 要
满 足 热轧 过 程 自动 化 系统 的需求 。从 系统 定 位 来 说 ,过程控制 自动化级系统 (以下简称为二级 )对 外 与 制 造 执 行 系 统 (即 MES系统 ,以 下 简 称 为 三 级 )和 生 产 控制 级 系 统 (以下 简 称 为 一 级 )进 行 数 据 通 讯 ,同时 二 级 内 部 也需 要 同 时 通 过 三种 交 换 机 进 行 服 务 器 对 服 务 器 、服务 器 对 终 端机 和服 务 器 对磁 盘 阵列 的通 讯 。相 应 地需 要 用 到 以下 三 种 网络 : 2.1 服 务 器 间数 据 传输 网络
首钢京唐1580热连轧定宽压力机二级系统设计及应用

首钢京唐1580热连轧定宽压力机二级系统设计及应用董占奎1,田华2,宋向荣2(1.首钢京唐钢铁联合有限责任公司热轧部,河北唐山063210;2.北京金自天正智能控制股份有限公司)摘要:首钢京唐1580热连轧定宽压力机自动化工程项目的二级控制系统是国内第1套自主集成具有自主知识产权的定宽压力机过程控制系统。
系统主要功能包括:轧件跟踪、模型设定计算、模型自学习、数据采集、数据通信等。
目前系统运行状况非常稳定,实测宽度达到工艺考核指标,完全满足现场生产的要求。
关键词:热连轧;定宽压力机;轧件跟踪;模型设定计算;模型自学习文献标志码:B 文章编号:1000-7059(2012)0 -00 0Design and application for L2 system of slab sizing pressin Shougang Jingtang 1580mm Hot Strip MillDONG Zhan-kui1,TIAN Hua2,SONG Xiang-rong2Hot Metal Dept.,Shougang Jingtang United Iron and Steel Company, Tangshan 063210China;2.Beijing Aritime Intelligent Control Co., Ltd.)Abstract: Based on the automation project of Shougang Jingtang 1580mm hot strip mill, the level 2(L2)software of slab sizing press (SSP) has been designed and developed, which is constructed independently by domestic companies. The main functions of the system include plate tracking, model setup calculating, model self-learning, data acquisition and data communication, etc. At present, the operation of the system is very stable, and measured width is of the process evaluation index, which fully meet the requirements of the production.Key words: hot strip mill; slab sizing press; plate tracking; model setup calculating; model self-learning0 引言近几年我国冶金重型装备制造技术和板材生产技术有了很大进步,为减少板坯的宽度种类,提高连铸与轧钢的一体化水平[1-2],定宽压力机(Slab Sizing Press,以下简称SSP)设备在热轧生产线上已经得到广泛应用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
灯光 红色
工作泵
004M001-004M005
-
循
环
泵
004M006-004M007
-
004F002 黄色
-
+
004F003 绿色
+
+
004F004 蓝色
+
+
备注:1) +为得电,-为失电;
2) 排污油时,循环泵可作排污泵用,循环泵电机可手动启停; 3) 所有报警均为声光信号。
6 电机和电器工艺检测仪表
AC380V 90kW
AC380V 11kW
3 2用1备 2 1用1备 2 1用1备
AC220V
6 EH*
3kW
10 004S001-004S009
信号蝶阀
DC24V 9 SBE*
统;2 台(004M004-004M005)用于平衡系统;。 溢流阀组 5 套 包括电磁溢流阀、单向阀、高压球阀等。 循环过滤、冷却装置 1 套 该装置上设有螺杆泵装置(2 台)、油过滤器、板式冷却器、 电磁水阀、直读式温度计、水过滤器等。 蓄能器装置 5 套 蓄能器装置上设有电子压力继电器,其中三套设有电磁溢流阀。 详见原理图(附原理图 2 张)
泵组与溢流阀组动作表
版本号 时间 页码 总页数
00 13-09-29
4 6
动作
电磁铁 004Y101
004Y102
004Y103
004Y104
004Y105
卸荷
+
+
(+)
+
(+)
加载
-
-
(-)
-
(-)
备注:+为得电,-为失电,5 台 3 用 2 备,带( )为备用
任意一台均可作为备用泵
表格 4
过滤器压差发讯控制
公司 1580mm 热轧机组
山东盛阳 1580 热轧机组 粗轧机辅助液压站
004.00
版本号 时间 页码 总页数
00 13-09-29
5 6
低于 40℃ 绿色
+
+
-
-
停止冷却
高于 50℃ 红色
+
+
+
-
开始冷却
高于 60℃ 红色
+
+
+
-
高温报警
表格 6
油箱液位控制表
液位 004B002
ERZHONG 山东盛阳金属科技股份有限
公司 1580mm 热轧机组
山东盛阳 1580 热轧机组 粗轧机辅助液压站
1313003.004.00
版本号 时间 页码 总页数
00 13-09-29
2 6
1. 设备概况(用途、性能、工作原理)
本液压站向 E1 轧机换辊及 R1 轧机平衡、换辊的液压控制阀组提供压力油。 主要设备组成: 油箱装置 1 套 该装置上设有油温检测元件、液位控制器、电加热器、回油过滤器等。 油泵装置 5 台 用于向系统提供压力油。其中 3 台(004M001-004M003)用于换辊系
备注
1 004Y101-004Y108 溢流阀电磁铁
DC24V 8
30W
YVH*
2
004Y109
气动阀电磁铁
DC24V 1 YVG*
004B002
3 004F001-004F004
液位控制器
4 004B003-004B008 压力继电器
BUEHLER
NS10/25-AM-K-SK166/** 4xMKS1/W
004Y108
+ -
备注说明 高压报警 低压报警 高压报警 低压报警 高压报警 低压报警 高压报警 低压报警 高压报警 低压报警 高压报警 低压报警
ERZHONG 山东盛阳金属科技股份有限
公司 1580mm 热轧机组
山东盛阳 1580 热轧机组 粗轧机辅助液压站
1313003.004.00
表格 3
ERZHONG 山东盛阳金属科技股份有限
公司 1580mm 热轧机组
山东盛阳 1580 热轧机组 粗轧机辅助液压站
1313003.004.00
表格 1
蓄能器装置电磁溢流阀紧急卸荷电磁铁动作表
版本号 时间 页码 总页数
00 13-09-29
3 6
工况
电磁铁
004Y106
004Y107
紧急卸荷 工作(加载)
ERZHONG 山东盛阳金属科技股份有限
公司 1580mm 热轧机组
山东盛阳 1580 热轧机组 粗轧机辅助液压站
1313003.004.00
版本号 时间 页码 总页数
00 13-09-29
1 6
目录
设备名称 1.1. 设备概况 1.2. 设备结构及传动示意图 1.3. 技术参数 1.4. 工作方式 1.5. 控制要求 1.6. 电机和电器工艺检测仪表
动。 3 油箱的液位正常,油箱的油温正常,循环泵已启动 5 分钟以上。按下主泵启动按钮,该
泵所属电磁溢流阀电磁铁得电 5 秒后,主泵电机运转 10 秒,电磁溢流阀电磁铁断电, 主泵开始加载,30 秒后若系统压力未达到正常压力,即:004B003 未发出压力正常信号, 则主泵电机 004M001-004M003 停止;004B005 未发出压力正常信号,则主泵电机 004M004-004M005 停止; 4 主泵装置 004M001-004M003 中任何一台都可为备用泵;主泵装置 004M004-004M005 中任何一台都可为备用泵;螺杆泵装置 004M006-004M007 中任何一台都可为备用泵。 5 004Y106、004Y107 和 004Y108 应在操作台和机旁操作箱上单独设置按钮。 6 其余控制要求见表格 1-表格 6
DC24V
FH*(4 1 点)带模
拟量
BUEHLER
MDF-5-**+E05+M01
DC24V 6 BD*
5 004F005-004F010 压差发讯器
九江 707 所
DC24V 6 FDD*
6
004B001
温度继电器
BUEHLER
DC24V
MTW-9-100+E08+M01+P
BT*(6 1 点)
表格 5
油箱油温控制表
油
温
004B001
颜色
工作泵 004M001
-004M005
循环泵 004M006
-004M007
电磁水阀 004Y109
电加热器 004E001
-004E006
备注说明
低于 15℃ 黄色
-
+
-
+
低温报警
低于 25℃ 黄色
+
+
-
+
开始加热
高于 35℃ 绿色
+
+
-
-
停止加热
ERZHONG 山东盛阳金属科技股份有限
2 设备结构及传动示意图
3 技术参数(提供计算静、动力矩及相应的转速所需的参数) 4 工作方式(长期工作制?短期工作制?重复短期工作制?小时接通 次数等,以及负荷图飞轮矩图)
长期工作制
5 控制要求(如调速范围及精度、有无正反转及快速性、准确停车及工
艺连锁等)
1 当 004S001-004S005 和 004S009 未发出信号时,主泵电机 004M001-004M005 不得启动。 2 当 004S006-004S007 和 004S008 未发出信号时,循环泵电机 004M006-004M007 不得启
见表格 7
备注说明 排污泵停 工作泵停 提示加油 停止加油
ERZHONG 山东盛阳金属科技股份有限
公司 1580mm 热轧机组
山东盛阳 1580 热轧机组 粗轧机辅助液压站
1313003.004.00
版本号 时间 页码 总页数
00 13-09-29
6 6
序 号
代
号
名称
型号及生产厂家
技术参 数 数量
工
发讯器代号
况 004F005-004F006 004F007-004F008 004F009-004F0010
正常
-
-
-
超压
+
+
+
备注:当滤油器进出口压差达到 2.5bar(004F005-004F008)、5bar(007F009-007F010)时压差发讯器发
讯,操作台上应有声光信号,表明应更换滤芯。
+
+
-
-
表格 2
压力继电器控制表
代号 004B003(换辊、侧导板) 004B004(轧机主平衡) 004B005(工作辊平衡) 004B006(上接轴平衡) 004B007(下接轴平衡) 004B008(工作辊背压)
调定压力 21MPa 19MPa 13MPa 11MPa 17MPa 15MPa 17MPa 15MPa 17MPa 15MPa 1.1MPa 0.9MPa
7 004M001-004M003 主油泵电机 8 004M004-004M005 主油泵电机 8 004M006-004M007 循环泵电机
9 004E001-004E003
电加热器
Y2-280S-4-B35
Y2-280M-4-B35
Y160M-4-B35 重庆金鸿
JHBT-LYY-220/3
AC380V 75kW